
Advanced Analysis of the Properties of Solid-Wire Electric Contacts Produced by Ultrasonic Welding and Soldering


 ,
,  ,
,  ,
, 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
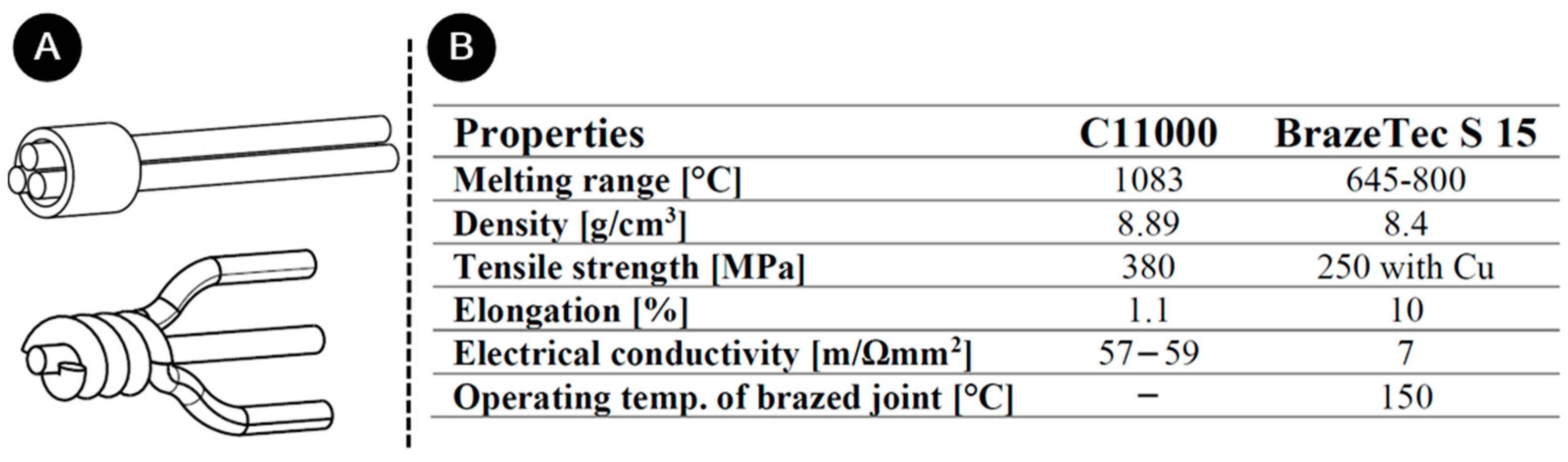
2.1. Materials and Preparation of Samples for Welding and Soldering
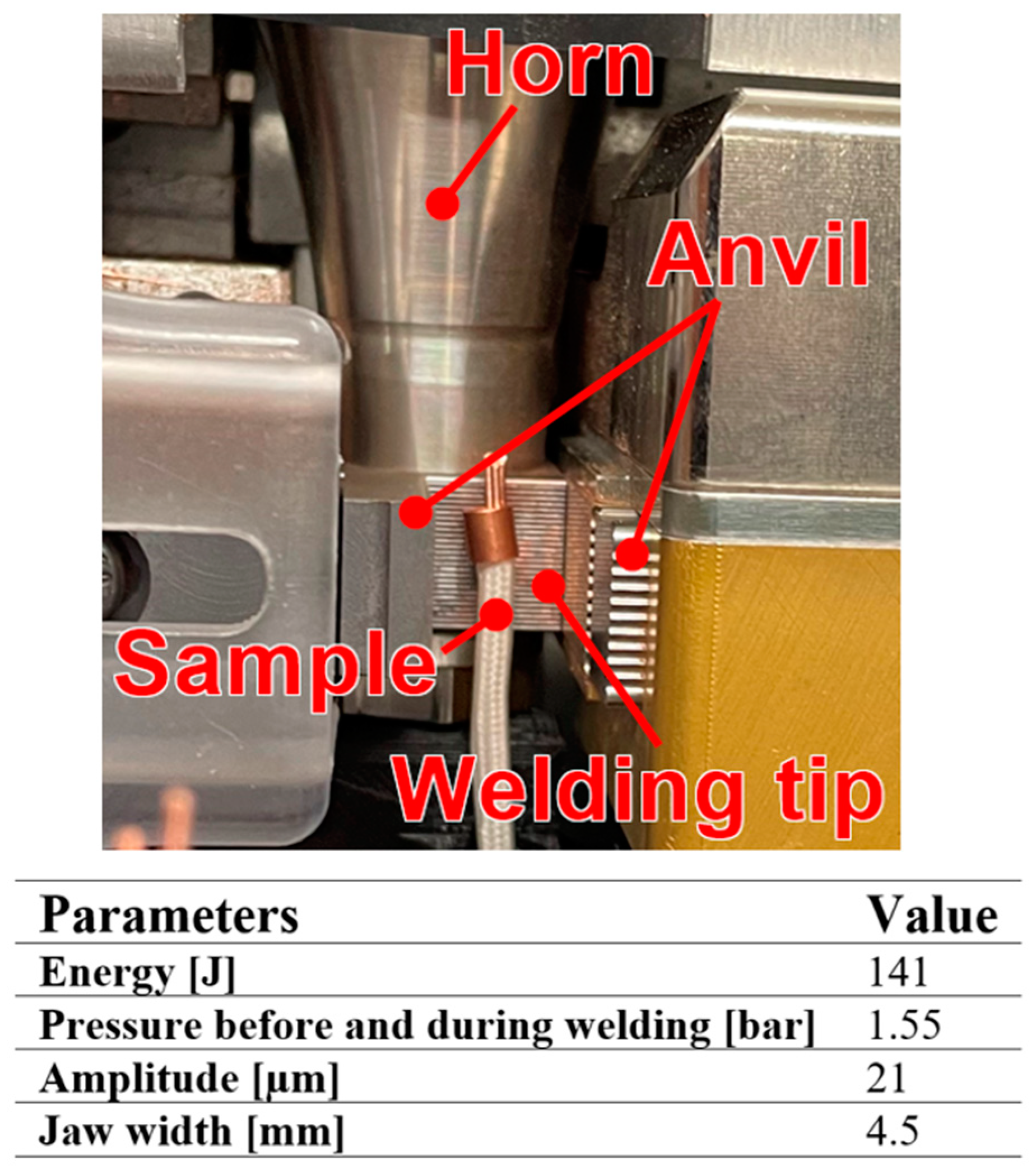
2.2. Soldering and Ultrasonic Welding of Prepared Wires
2.3. Visual Control
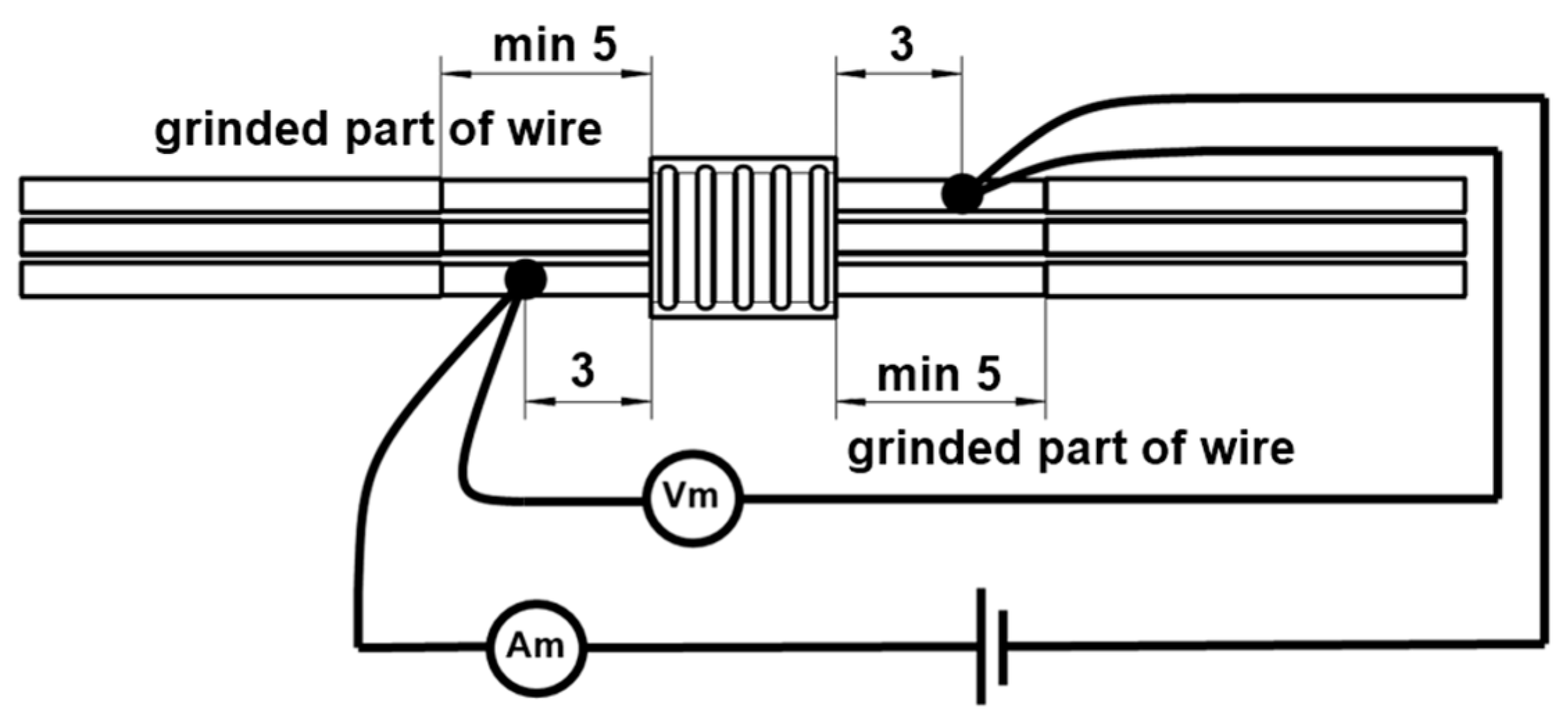
2.4. Measurement of Electrical Resistance
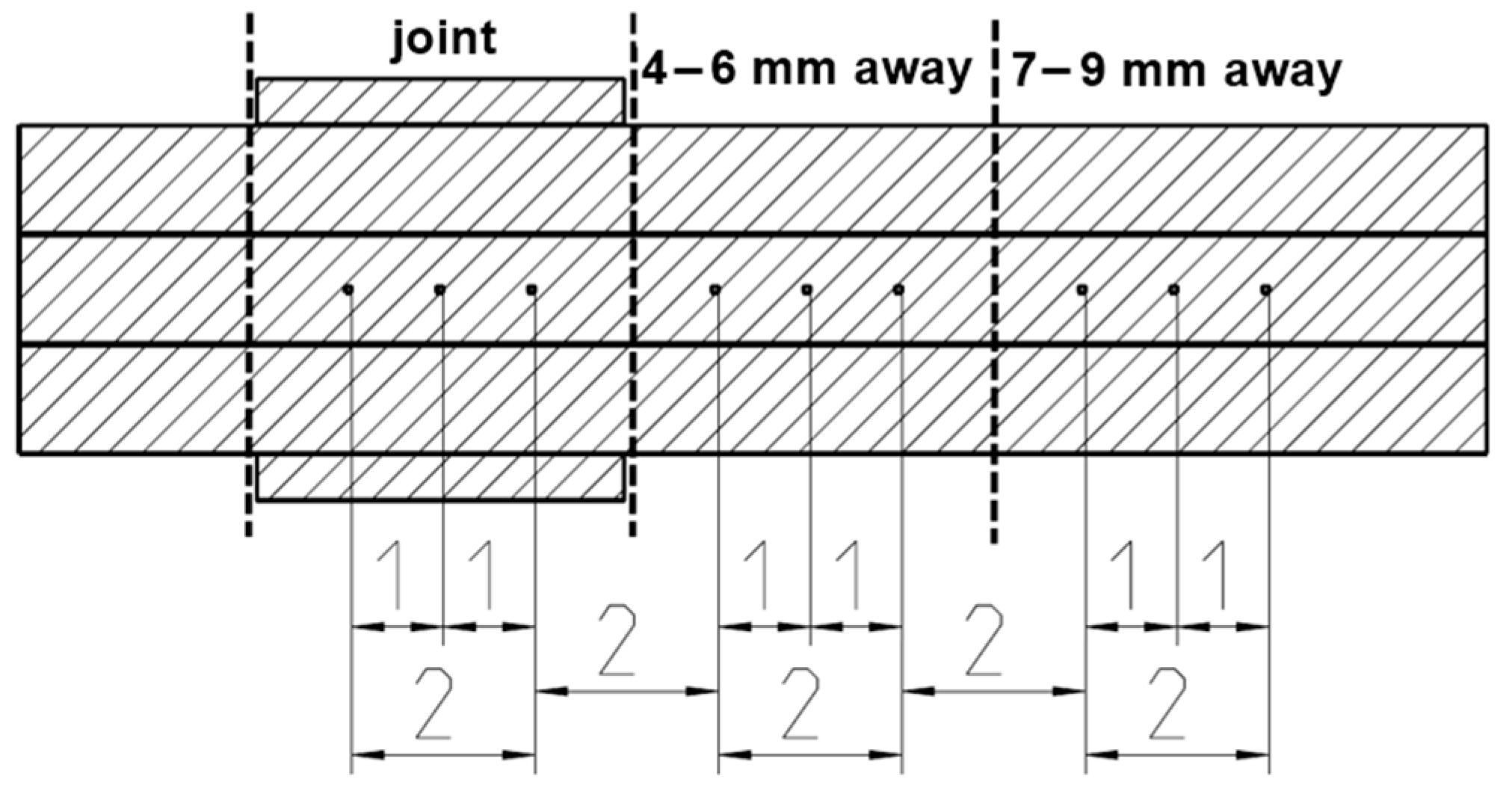
2.5. Analysis of Macro/Microstructure and Microhardness
2.6. Mechanical Test
3. Results and Discussion
3.1. Preliminary Testing
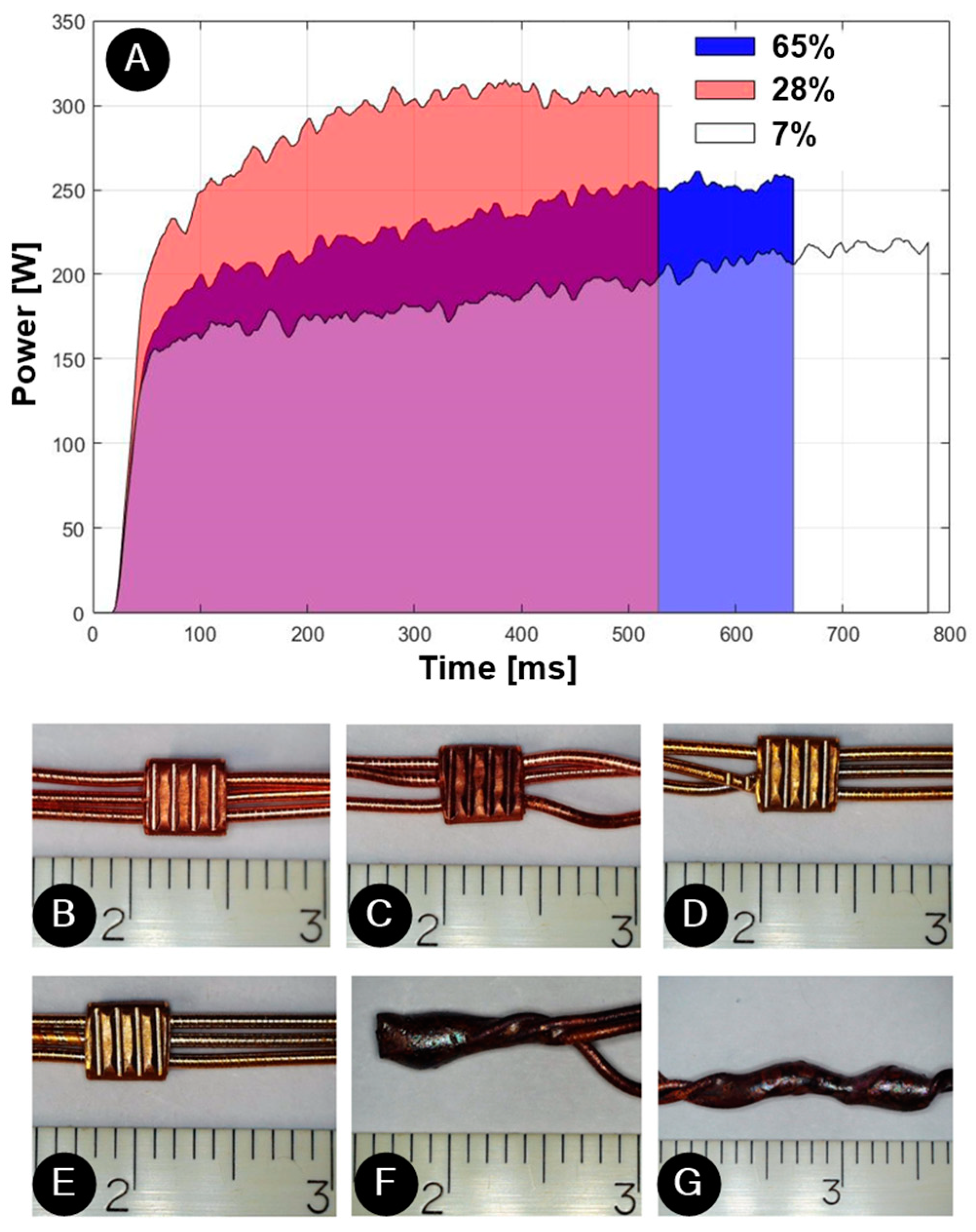
3.2. Visual Control
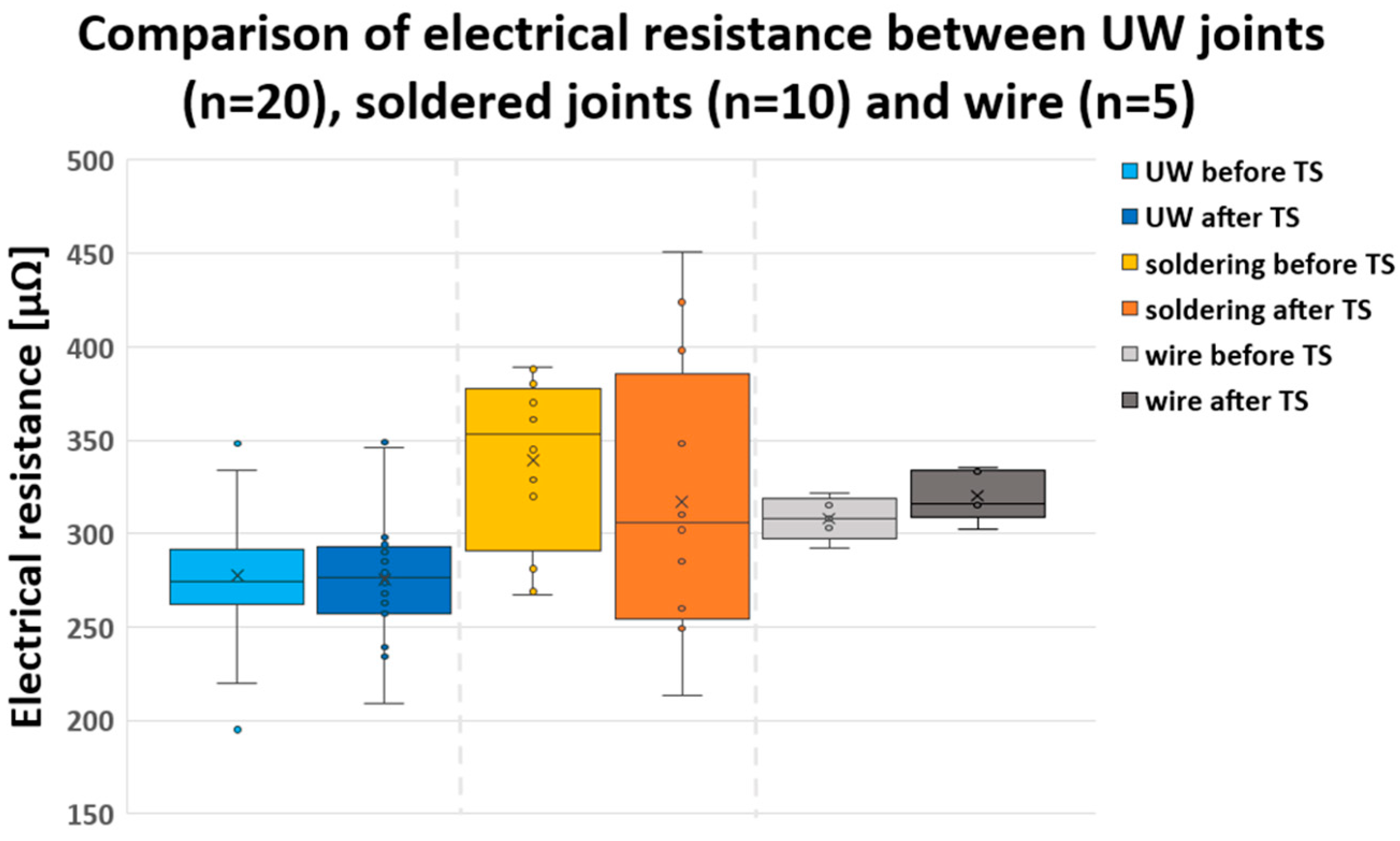
3.3. Results of Electrical Resistance Test
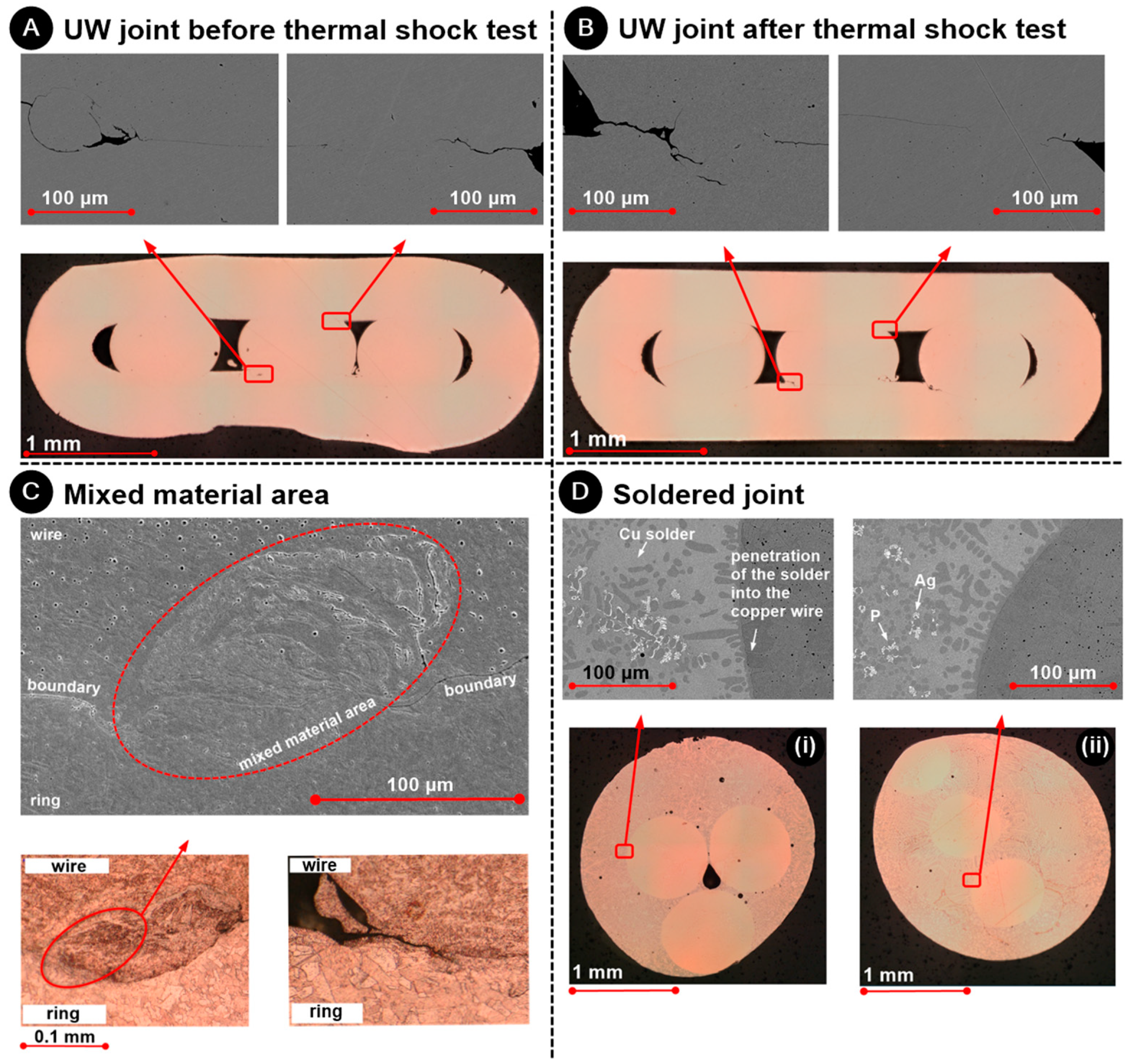
3.4. Analysis of Macro/Microstructure and Microhardness
3.5. Mechanical Test
4. Conclusions
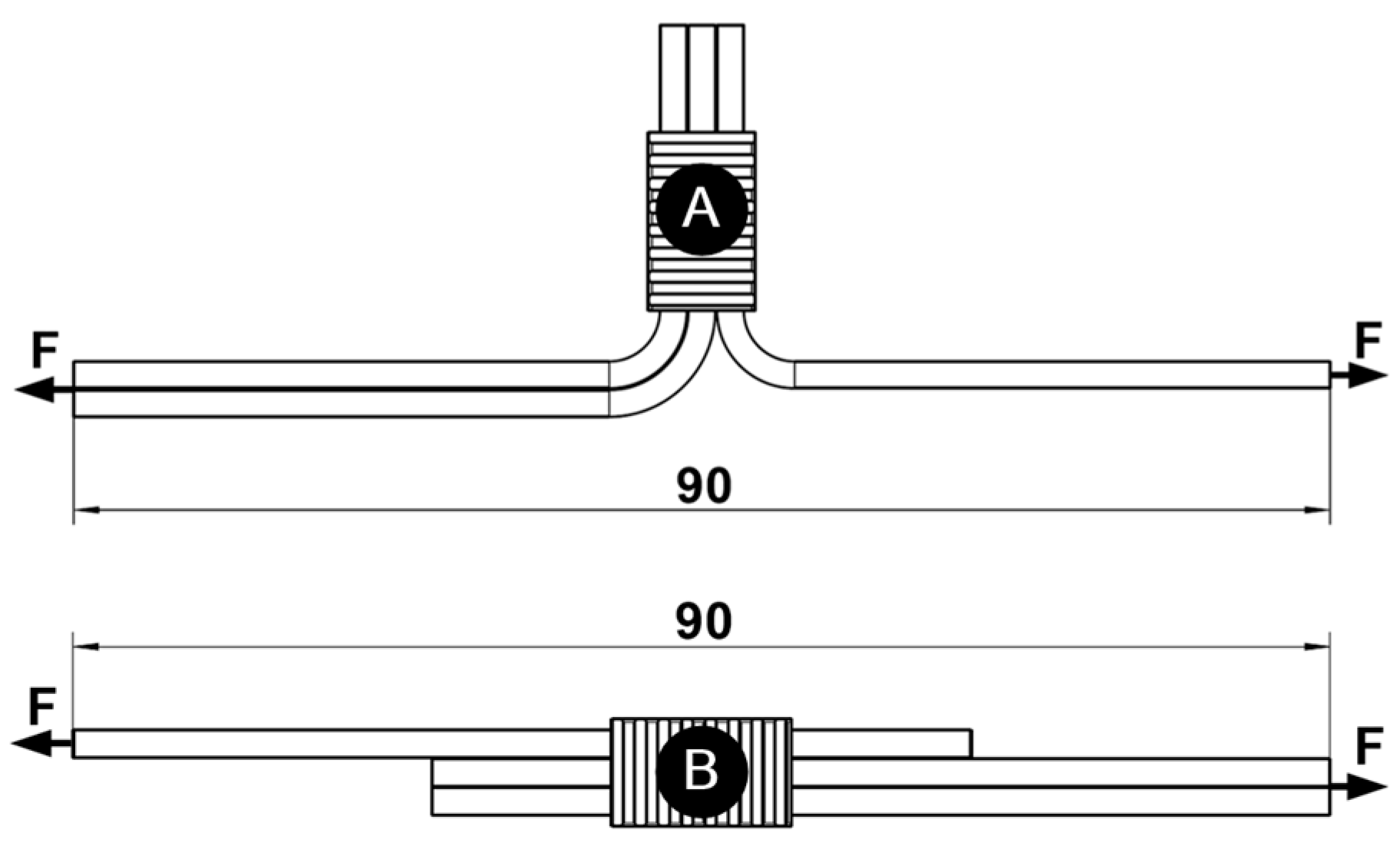
- When ultrasonically welding wires without a ring, the teeth of the sonotrode cause the material to deform, reducing the cross-section by up to 35% and creating notches that weaken the mechanical strength of the joint. When ultrasonic welding with a ring, notches only occur on the ring, which maintains the mechanical strength and improves the electrical conductivity by increasing the cross-section of the joint.
- Visual inspections suggested that both welding and soldering processes were effectively executed without any prominent issues.
- The electrical resistances of ultrasonically welded and soldered joints, both pre- and post-thermal shock tests, as well as of the wire itself, were comparable. This indicates that the thermal shock test has minimal impact on the joint quality in each joining method. However, soldered joints displayed greater variance in electrical resistance, hinting at a stronger human influence in soldering than in semi-automated ultrasonic welding.
- Microstructure analysis indicated a robust metallurgical bond between the wires and rings in the case of UW and between the wires and solder in soldering, regardless of exposure to thermal shock.
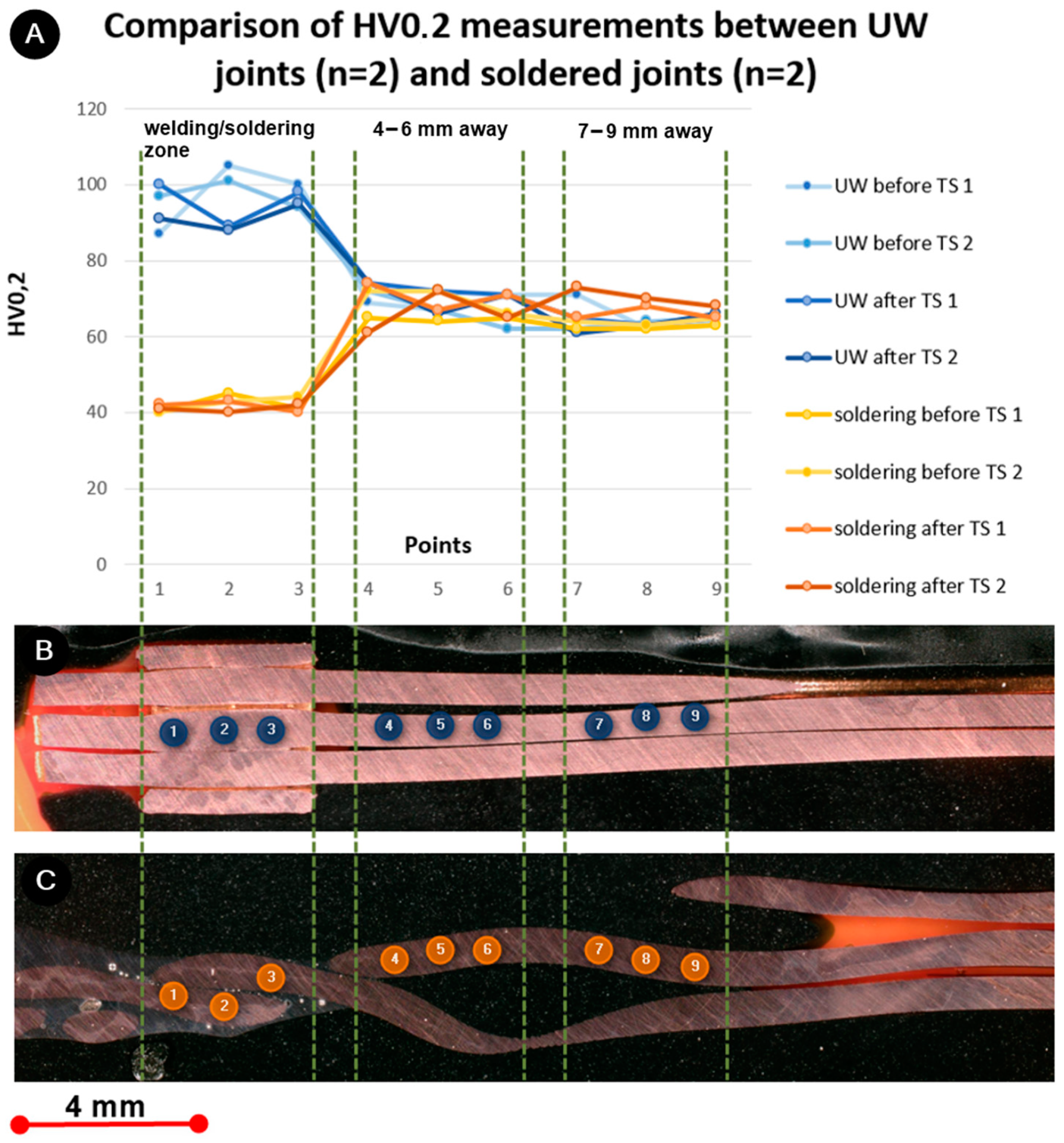
- Microhardness tests revealed that during post-thermal shock, US joints softened. This effect was absent in the soldered joints. Specifically, UW joints displayed greater hardness than the wire, while soldered joints demonstrated reduced hardness compared to the wire itself.
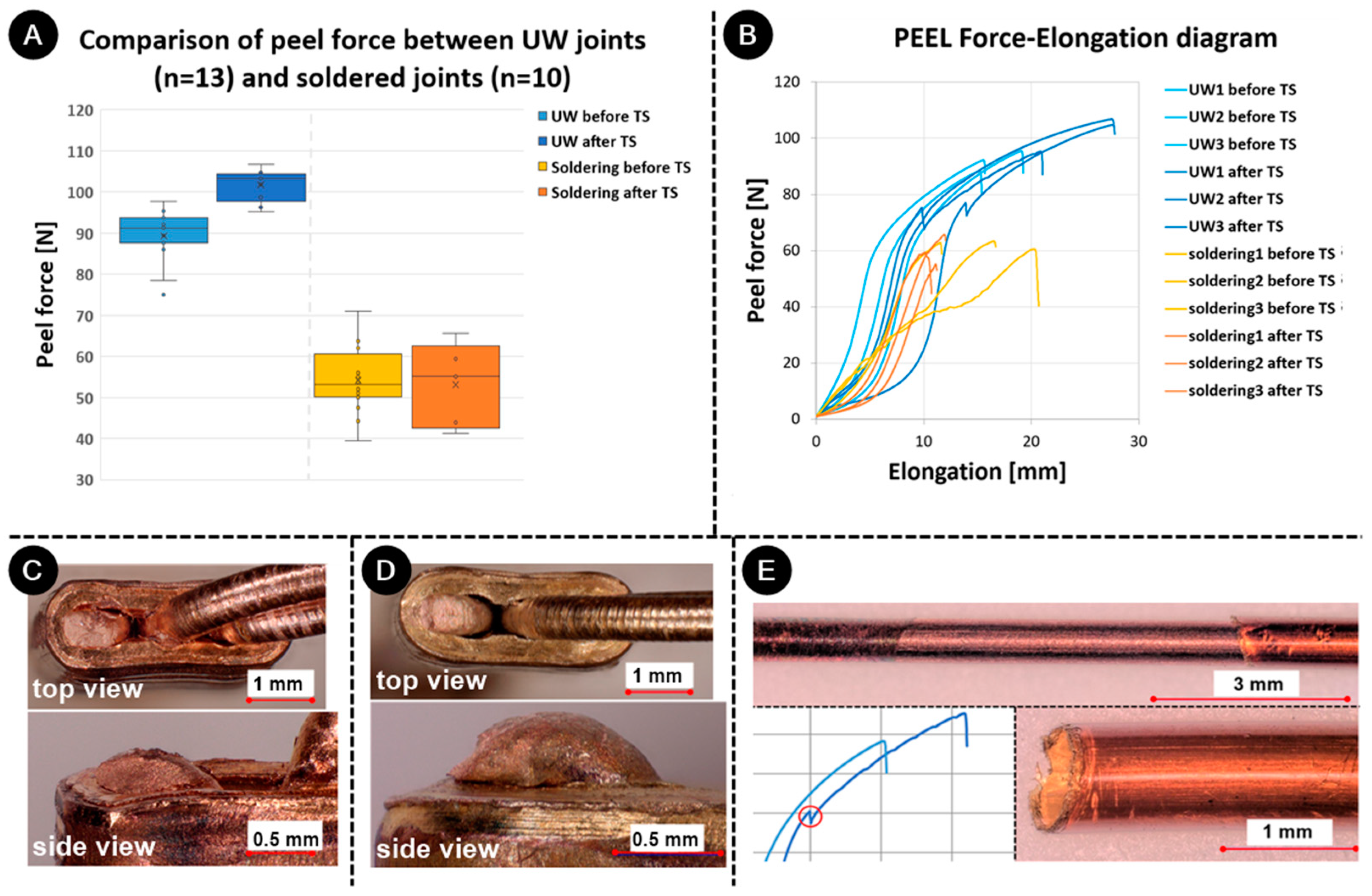
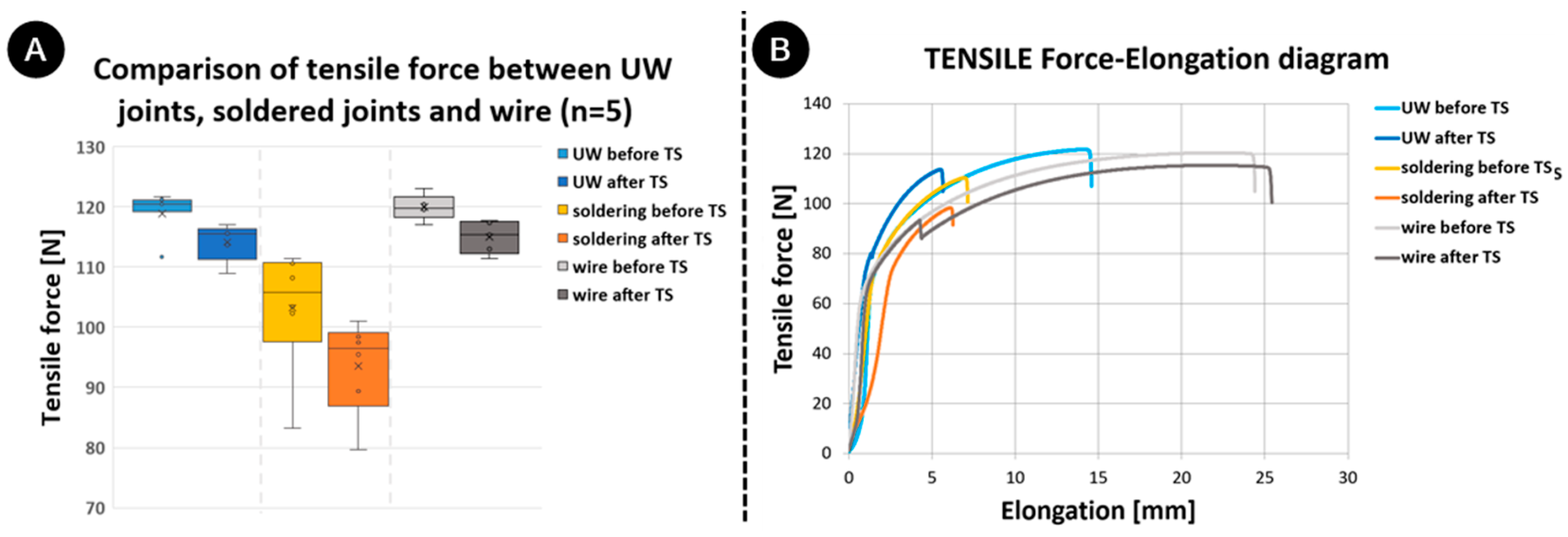
- Mechanical testing revealed that UW yielded more resilient joints than manual soldering. This was accompanied by more consistent outcomes, reflecting the influence of automation. Post-thermal shock, the UW method exhibited enhanced peel strength due to the ring softening and deforming under the force of the wire during testing and diminished tensile strength. In contrast, soldering saw a decline in both properties.
- Fluctuations in plastic deformation regions were evident in the force–strain curves. These are attributed to the varnish peeling from the wire after exposure to thermal shocks. Cyclic heating and cooling during the TS test potentially weakened the varnish’s bond.
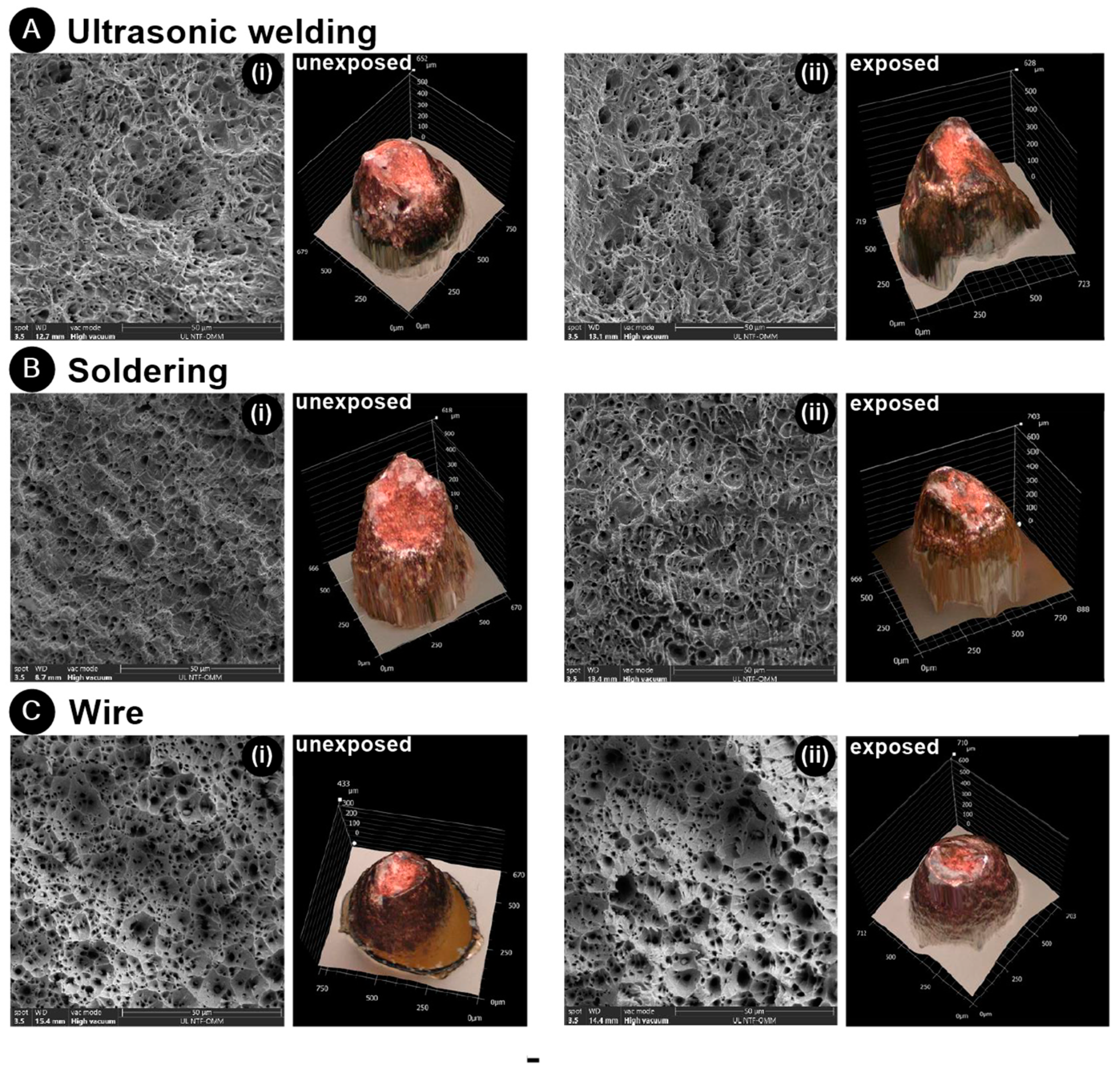
- All fractures examined were ductile, characterized by the coalescence of microvoids. The voids on the exposed samples were larger than on the unexposed samples, demonstrating the influence of the thermal shock test on both joining methods and on the wire itself.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Tušek, J. Varjenje in Sorodne Tehnike Spajanja Materialov v Neločljivo Zvezo [Welding and Related Techniques for Joining Materials into an Inseparable Bond]; Fakulteta za Strojništvo, Univerza v Ljubljani: Ljubljana, Slovenia, 2014; ISBN 978-961-653-675-2. [Google Scholar]
- Olson, L.D.; Siewert, T.A.; Liu, S.; Edwards, G.R. Welding, Brezing and Soldering; ASM International Handbook Committee: Metals Park, OH, USA, 1993; Volume 6, ISBN 978-087-170-382-8. [Google Scholar]
- Berge, M.; Gjerdet, N.R.; Erichsen, E.S. Corrosion of silver soldered orthodontic wires. Acta Odontol. Scand. 1982, 40, 75–79. [Google Scholar] [CrossRef] [PubMed]
- Castro, R.; de Cadenet, J.J. Welding Metallurgy of Stainless and Heat-Resisting Steels; Cambridge University Press: Cambridge, UK, 1975; p. 106. [Google Scholar]
- Rogers, O.W. A metallographic evaluation of the stainless steel-silver solder joint. Aust. Dent. J. 1979, 24, 13–16. [Google Scholar] [CrossRef] [PubMed]
- Phillips, R. Skinner’s Science of Dental Materials, 7th ed.; W.B. Saunders Company: Philadelphia, PA, USA, 1973; p. 646. ISBN 978-072-167-234-2. [Google Scholar]
- Gardiner, J.H.; Aamodt, A.C. Some aspects of soldering stainless steel. Dent. Practit. 1969, 20, 65–76. [Google Scholar]
- Laird, W.R.E.; von Fraunhofer, J.A. Silver soldered joints in stainless steel. A comparative evacuation of techniques. Br. Dent. J. 1972, 132, 263–267. [Google Scholar] [CrossRef] [PubMed]
- Takahashi, S. Electrochemical processes in oral tissues. Int. Dent. J. 1968, 18, 823–833. [Google Scholar] [PubMed]
- Kumar, N.; Maurya, A. Development of lead free solder for electronic components based on thermal analysis. Mater. Today Proc. 2022, 62, 2163–2167. [Google Scholar] [CrossRef]
- Popov, V.V.; Grilli, M.L.; Koptyug, A.; Jaworska, L.; Katz-Demyanetz, A.; Klobčar, D.; Balos, S.; Postolnyi, B.O.; Goel, S. Powder bed fusion additive manufacturing using critical raw materials: A review. Materials 2021, 14, 909. [Google Scholar] [CrossRef] [PubMed]
- Rajak, A.K.; Kore, S.D. Experimental investigation of aluminium–copper wire crimping with electromagnetic process: Its advantages over conventional process. Journal of Manufacturing Processes. J. Manuf. Process. 2017, 26, 57–66. [Google Scholar] [CrossRef]
- Schneider, R.; Lobl, H.; Großmann, S.; Schoenemann, T.; Holdis, M. Langzeitverhal-ten von Aluminium-Kupfer-Verbindungen in der Elektroenergietechnik. Metall 2009, 63, 591. [Google Scholar]
- Balanethiram, V.S.; Daehn, G.S. Hyperplasticity: Increased forming limits at high workpiece velocity. Scr. Metall. Mater. 1994, 30, 515–520. [Google Scholar] [CrossRef]
- Howell, B.; Koltick, D.; Kobayashi, M. Crimping: A wire fastening technique in wire chamber construction. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrometers Detect. Assoc. Equip. 1990, 289, 185–193. [Google Scholar] [CrossRef]
- Liskiewicz, T.; Neville, A.; Achanta, S. Impact of corrosion on fretting damage of electrical contacts. In Proceedings of the 52nd IEEE Holm Conference on Electrical Contacts, Electrical Contacts, Montreal, QC, Canada, 25–27 September 2006; pp. 257–262. [Google Scholar]
- BRANSON Ultrasonics Corporation. VersaGraphix Controller 2032S Instruction Manual EDP DCM00059-01 Rev. 3; BRANSON Ultrasonics Corporation: Danbury, CT, USA, 2011. [Google Scholar]
- Otsuka, Y. Wiring Harness and a Method for Producing the Same, and Method for Connecting Insulated Wires. U.S. Patent 8,921,696 B2, 30 December 2014. [Google Scholar]
- Blumenthal, M.D. Methods for Forming Superconducting Joints. UK Patent Application GB 2498961A, 7 August 2013. [Google Scholar]
- Osamo, S. Wiring Harness and a Method for Producing the Same, and Method for Connecting Insulated Wires. JP Patent Application JP2010044887A, 25 February 2010. [Google Scholar]
- Zhou, L.; Min, J.; He, W.; Huang, Y.; Song, X. Effect of welding time on microstructure and mechanical properties of Al-Ti ultrasonic spot welds. J. Manuf. Process. 2018, 33, 64–73. [Google Scholar] [CrossRef]
- Shakil, M.; Tariq, N.; Ahmad, M.; Choudhary, M.; Akhter, J.; Babu, S. Effect of ultrasonic welding parameters on microstructure and mechanical properties of dissimilar joints. Mater. Des. 2013, 55, 263–273. [Google Scholar] [CrossRef]
- Lee, S.S.; Kim, T.H.; Hu, S.J.; Cai, W.W.; Abell, J.A.; Li, J. Characterization of Joint Quality in Ultrasonic Welding of Battery Tabs. J. Manuf. Sci. Eng. 2013, 135, 21004. [Google Scholar] [CrossRef]
- Brisset, F.; Helbert, A.L.; Baudin, T. In situ electron backscatter diffraction investigation of recrystallization in a copper wire. Microsc. Microanal. 2013, 19, 969–977. [Google Scholar] [CrossRef] [PubMed]
- Wang, S.-W.; Song, H.-W.; Chen, Y.; Yu, Q.; Zhang, S.-H. Evolution of Goss texture in thin-walled copper tube at different heat treatment temperatures. Trans. Nonferrous Met. Soc. China 2022, 32, 1205–1216. [Google Scholar] [CrossRef]
- SH-WIRES. Product Datasheet SHTherm® 210 [Internet]; © 2020 Synflex Elektro GmbH: Blomberg, Germany, 2023; Available online: https://www.sh-wire.de/en/applications/product-range/shthermr-210/datasheet/shthermr-210-1-375/ (accessed on 20 August 2023).
- SAXONIA Technical Materials. Technical Data Sheet BrazeTec S 15 [Internet]; SAXONIA Technical Materials: Hanau, Germany, 2023; Available online: http://www.technical-materials.com/Brazetec/en/datenblaetter/show_TD_BrazeTec_S15_EN.pdf (accessed on 26 August 2023).
- Davis, J.R. Copper and Copper Alloys; ASM International Handbook Committee: Metals Park, OH, USA, 2001; ISBN 087-170-726-8. [Google Scholar]
- OWELD. Gas Generator Model 10000HD; OXYWELD S.r.l.: Sacile, Italy, 2023; Available online: https://oweld.com/product/gas-generator-model-10000ep-2/ (accessed on 1 September 2023).
- USCAR-38 REVISION 1; Performance Specification for Ultrasonically Welded Wire Terminations. SAE International: Warrendale, PA, USA, 2015.
- Stabdard No. ISO 6507-1; Metallic Materials—Vickers Hardness Test—Part 1: Test Method. DIN-Normenausschuss Materialprüfung (NMP): Berlin, Germany, 2023.
- Standard No. M 3455; Ultrasonically Welded Electric Cables. MAN: Munich, Germany, 2014.
- Kuprys, T.; Januteniene, J.; Didžiokas, R. Strength of copper wire connections welded by ultrasonic. Mechanika 2007, 65, 30–33. [Google Scholar]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Logar, A.; Klobčar, D.; Nagode, A.; Trdan, U.; Černivec, G.; Sharma, A. Advanced Analysis of the Properties of Solid-Wire Electric Contacts Produced by Ultrasonic Welding and Soldering. Materials 2024, 17, 334. https://doi.org/10.3390/ma17020334
Logar A, Klobčar D, Nagode A, Trdan U, Černivec G, Sharma A. Advanced Analysis of the Properties of Solid-Wire Electric Contacts Produced by Ultrasonic Welding and Soldering. Materials. 2024; 17(2):334. https://doi.org/10.3390/ma17020334
Chicago/Turabian StyleLogar, Andraž, Damjan Klobčar, Aleš Nagode, Uroš Trdan, Gregor Černivec, and Abhay Sharma. 2024. "Advanced Analysis of the Properties of Solid-Wire Electric Contacts Produced by Ultrasonic Welding and Soldering" Materials 17, no. 2: 334. https://doi.org/10.3390/ma17020334
APA StyleLogar, A., Klobčar, D., Nagode, A., Trdan, U., Černivec, G., & Sharma, A. (2024). Advanced Analysis of the Properties of Solid-Wire Electric Contacts Produced by Ultrasonic Welding and Soldering. Materials, 17(2), 334. https://doi.org/10.3390/ma17020334