

An Investigation of the Metal Powder Ultrasound Atomisation Process of 316L Stainless Steel

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
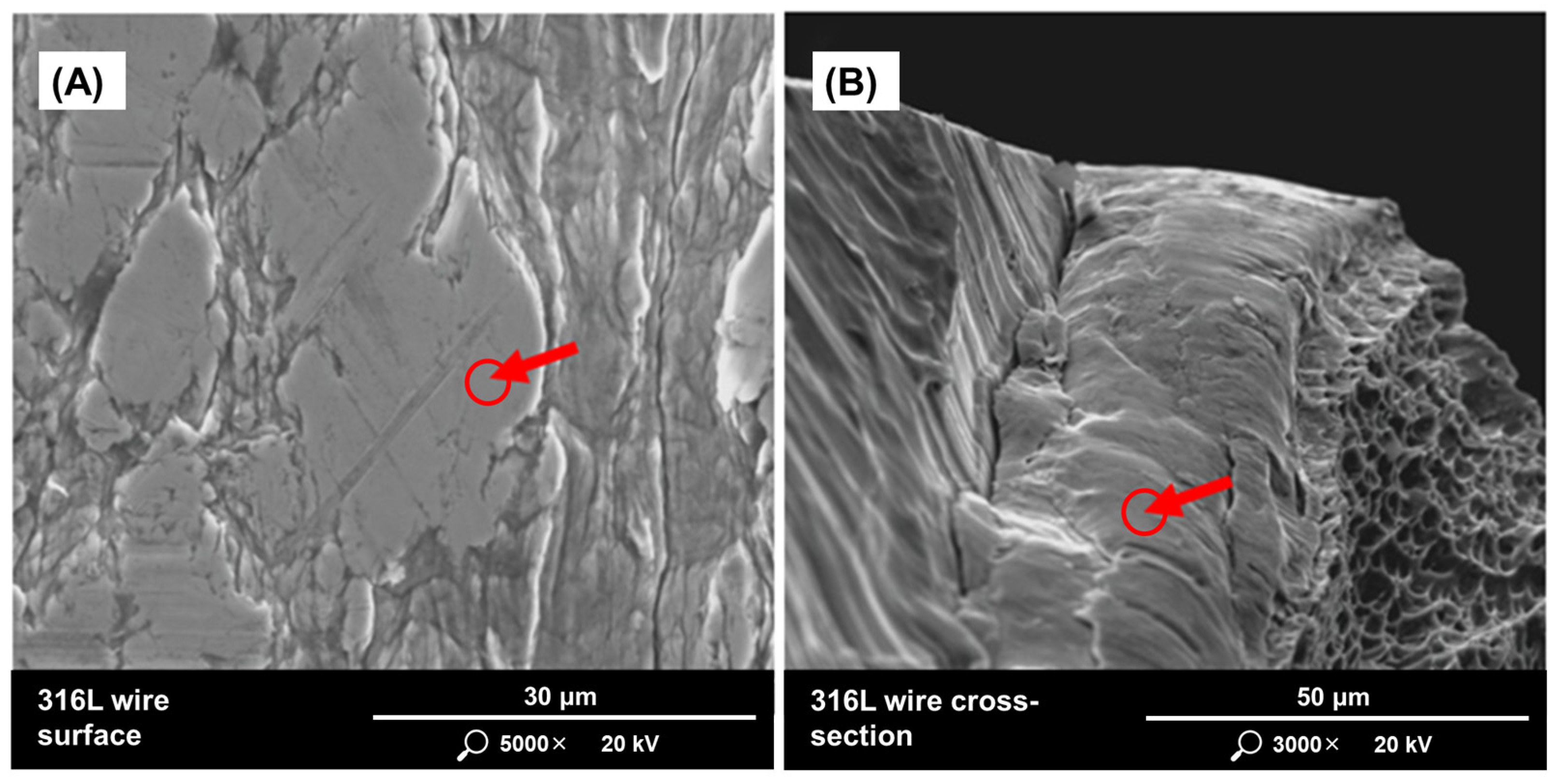
2.1. Raw Material Characteristic
2.2. Ulrasound Atomisation
2.3. Segregation of Atomized Powder Particles
- Waste (pieces of wire that have not been atomized or powder with particles size larger than 100 μm),
- Fraction 1, with particle size in the range from 80 μm to 100 μm,
- Fraction 2, with particle size in the range from 50 μm to 80 μm,
- Fraction 3, with particle size smaller than 50 μm.
- Strategy symbol;
- Electric current intensity value;
- Wire feed speed value;
- Fraction symbol (F2 or F3).
2.4. Atomized Powder Characteristics
3. Results
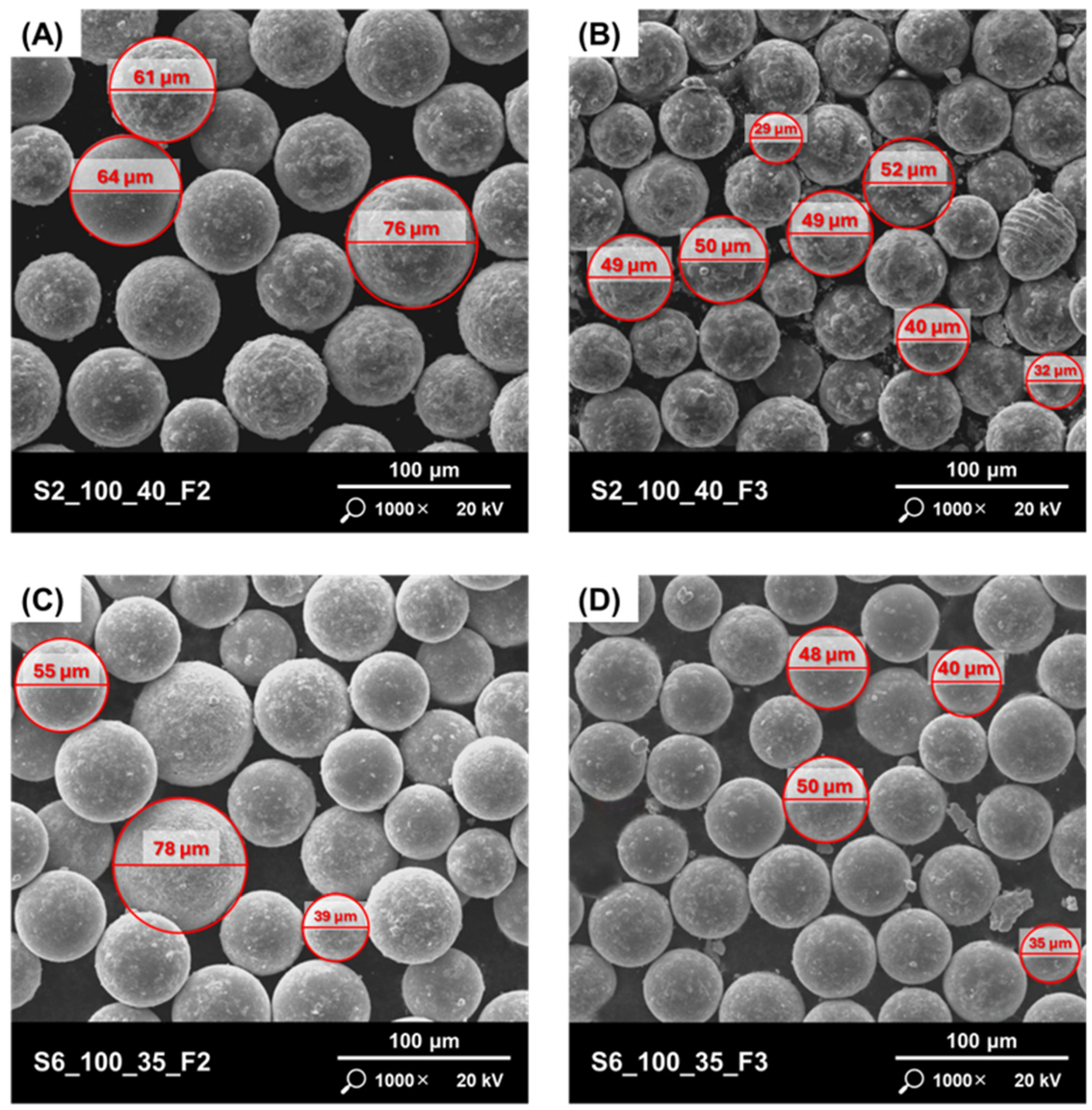
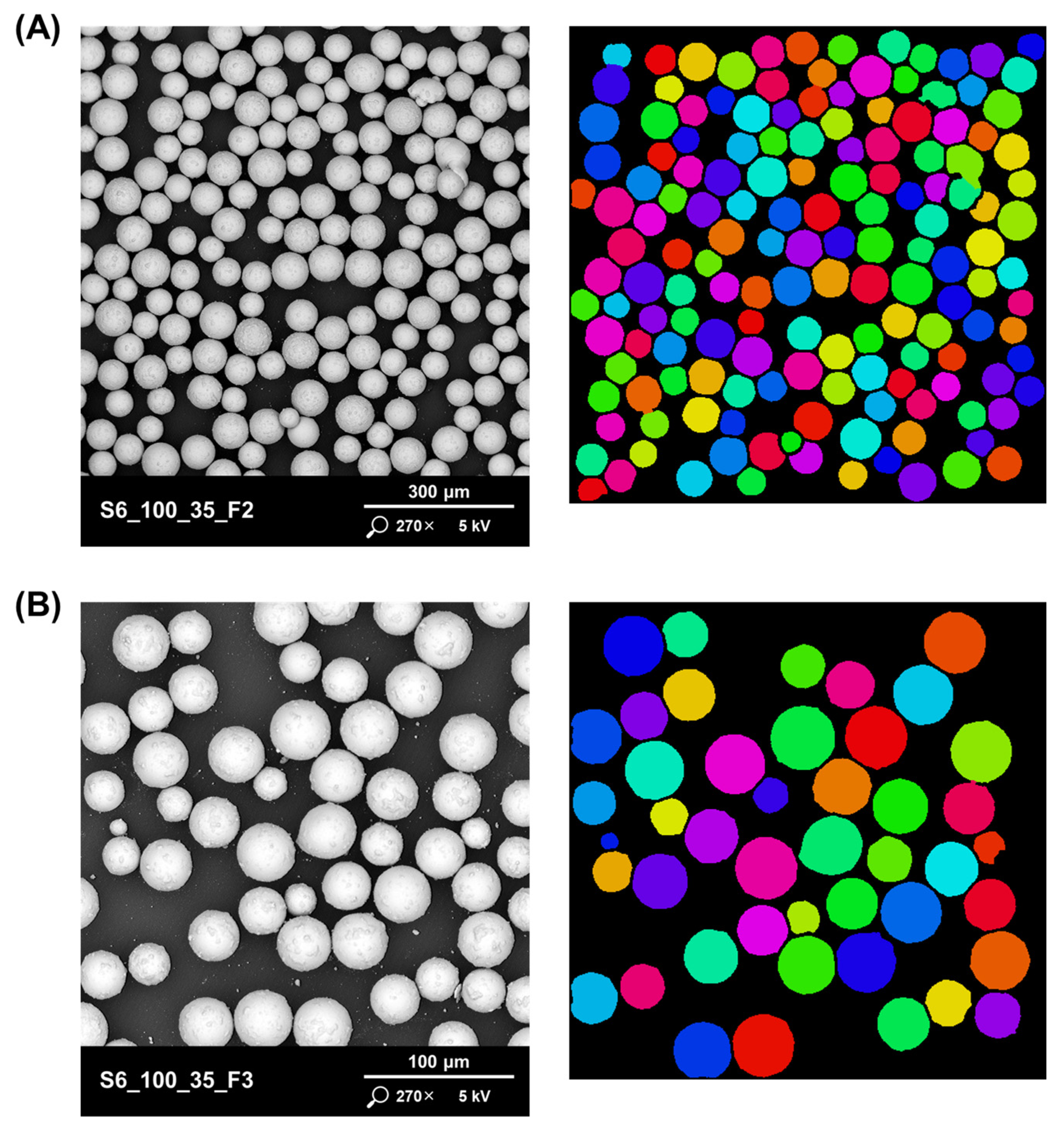
3.1. Powder Morphology
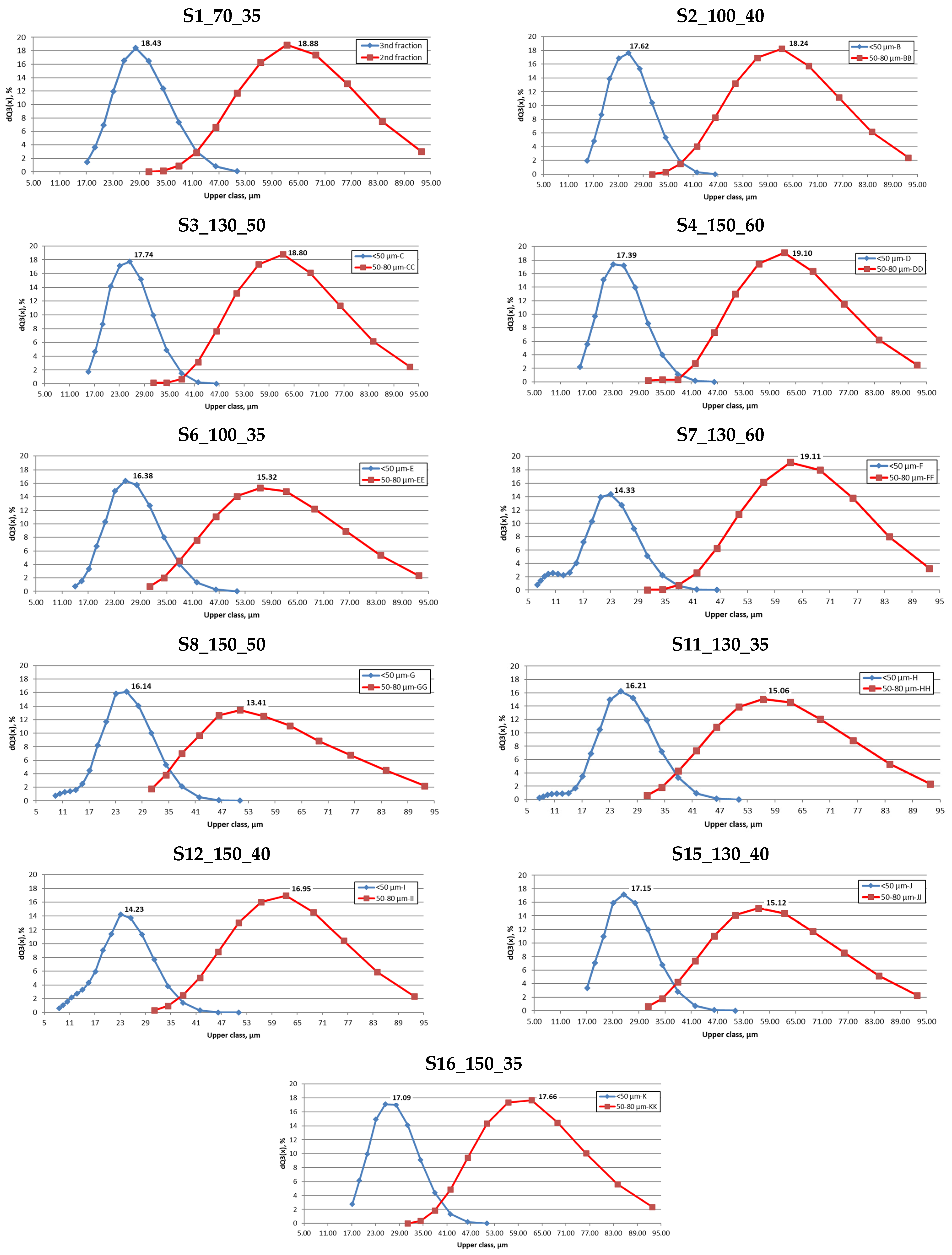
3.2. Particle Size Distribution
3.3. Chemical Composition of Atomized Powder
3.4. Analysis of Atomisation Efficiency
4. Conclusions
- Torch current and wire feed speed are parameters are parameters that have a significant impact on the efficiency of the ultrasonic atomisation process. The highest efficiency was achieved by the process labelled as S6, with torch current 100 A and the wire feed speed 9 mm/s.
- For some combinations of variable parameters, the atomisation process was highly unstable. This was manifested by the formation of a mass of liquid metal on the sonotrode surface, which interfered with the correct operation of the ultrasound generating system.
- All performed ultrasonic atomisation processes allowed obtaining powders with similar and almost spherical grain morphology.
- The applied fraction separation method allowed for the separation of powder fractions with grain sizes and PSD dedicated to PBF processes.
- After repeated sieving of the powder for all performed atomisation processes, approximately 53% of the fraction with grain size in the range from 50 to 80 ang, approximately 36% of the fraction with grain size smaller than 50 μm were obtained.
- The chemical compositions of the obtained powders differed slightly from the values described by the standards. The most satisfactory chemical composition was characterised by the powder marked as S6.
Author Contributions
Funding

Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bose, S.; Ke, D.; Sahasrabudhe, H.; Bandyopadhyay, A. Additive manufacturing of biomaterials. Prog. Mater Sci. 2018, 93, 45–111. [Google Scholar] [CrossRef] [PubMed]
- DebRoy, T.; Wei, H.L.; Zuback, J.S.; Mukherjee, T.; Elmer, J.W.; Milewski, J.O.; Beese, A.M.; Wilson-Heid, A.; De, A.; Zhang, W. Additive manufacturing of metallic components—Process, structure and properties. Prog. Mater Sci. 2018, 92, 112–224. [Google Scholar] [CrossRef]
- Ngo, T.D.; Kashani, A.; Imbalzano, G.; Nguyen, K.T.Q.; Hui, D. Additive manufacturing (3D printing): A review of materials, methods, applications and challenges. Compos. Part B Eng. 2018, 143, 172–196. [Google Scholar] [CrossRef]
- Sboori, A.; Aversa, A.; Bosio, F.; Bassini, E.; Libera, E.; De Chirico, M.; Biamino, S.; Ugues, D.; Fino, P.; Lambardi, M. An investigation on the effect of powder recycling on the microstructure and mechanical properties of AISI 316L produced by Directed Energy Deposition. Mater. Sci. Eng. A 2019, 766, 138360. [Google Scholar] [CrossRef]
- Emminghaus, N.; Hoff, C.; Hermsdorf, J.; Kaierle, S. Residual oxygen content and powder recycling: Effects on surface roughness and porosity of additively manufactured Ti-6Al-4V. Addit. Manuf. 2021, 46, 102093. [Google Scholar] [CrossRef]
- Mostafaei, A.; Elliott, A.M.; Barnes, J.E.; Li, F.; Tan, W.; Cramer, C.L.; Nandwana, P.; Chmielus, M. Binder jet 3D printing—Process parameters, materials, properties, modeling and challenges. Prog. Mater Sci. 2021, 119, 100707. [Google Scholar] [CrossRef]
- Mirzababaei, S.; Pasebani, S. A Review on Binder Jet Additive Manufacturing of 316L Stainless Steel. J. Manuf. Mater. Process. 2019, 3, 82. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Easton, M. Powder bed fusion processes: An overview. In Laser Additive Manufacturing. Materials, Design, Technologies and Applications; Brandt, M., Ed.; Woodhed Publishing: Sawston, UK, 2017; pp. 55–77. [Google Scholar] [CrossRef]
- Dec Singh, D.; Mahender, T.; Reddy, A.R. Powder bed fusion process: A brief review. Mater. Today Proc. 2021, 46, 350–355. [Google Scholar] [CrossRef]
- Heiden, M.J.; Deibler, L.A.; Rodelas, J.M.; Koepke, J.R.; Tung, D.J.; David, J.S. Evolution of 316L stainless steel feedstock due to laser powder bed fusion process. Addit. Manuf. 2019, 25, 84–103. [Google Scholar] [CrossRef]
- Leitz, K.-H.; Grohs, C.; Singer, P.; Taberning, B.; Plankensteiner, A.; Kestler, H.; Digl, L.S. Fundamental analysis of the influence of powder characteristics in Selective Laser Melting of molybdenum based on a multi-physical simulation model. Int. J. Refract. Met. Hard Mater. 2018, 72, 1–8. [Google Scholar] [CrossRef]
- Tan, J.H.; Wong, W.L.E.; Dalgarno, K.W. An overview of powder granulometry on feedstock and part performance in the selective laser melting process. Addit. Manuf. 2017, 18, 228–255. [Google Scholar] [CrossRef]
- Santecchia, E.; Spigarelli, S.; Cabibbo, M. Material Reuse in Laser Powder Bed Fusion: Side Effects of the Laser—Metal Powder Interaction. Materials 2020, 10, 341. [Google Scholar] [CrossRef]
- Soong, S.Z.; Lai, W.L.; Kay Lup, A.N. Atomization of metal and alloy powders: Processes, parameters, and properties. AIChE J. 2023, 69, e18217. [Google Scholar] [CrossRef]
- Kassym, K.; Perveen, A. Atomization processes of metal powders for 3D printing. Mater. Today Proc. 2020, 26, 1727–1733. [Google Scholar] [CrossRef]
- Lagutkin, S.; Achilis, L.; Sheikhaliev, S.; Uhlenwinkel, V.; Srivastava, V. Atomization process for metal powder. Mater. Sci. Eng. A 2004, 383, 1–6. [Google Scholar] [CrossRef]
- Tang, J.; Nie, Y.; Lei, Q.; Li, Y. Characteristics and atomization behavior of Ti-6Al-4V powder produced by plasma rotating electrode process. Adv. Powder Technol. 2019, 30, 2330–2337. [Google Scholar] [CrossRef]
- Nie, Y.; Tang, J.; Teng, J.; Ye, X.; Yang, B.; Huang, J.; Yu, S.; Li, Y. Particle defects and related properties of metallic powders produced by plasma rotating electrode process. Adv. Powder Technol. 2020, 31, 2912–2920. [Google Scholar] [CrossRef]
- Fedlina, T.; Sundqvist, J.; Powell, J.; Kaplan, A.F.H. A comparative study of water and gas atomized low alloy steel powders for additive manufacturing. Addit. Manuf. 2020, 36, 101675. [Google Scholar] [CrossRef]
- Dietrich, S.; Wunderer, M.; Huissel, A.; Zaech, M.F. A New Approach for a Flexible Powder Production for Additive Manufacturing. Procedia Manuf. 2016, 6, 88–95. [Google Scholar] [CrossRef]
- Mostafei, A.; Zhao, C.; He, Y.; Ghiaasiaan, S.R.; Shi, B.; Shao, S.; Shamsaei, N.; Wu, Z.; Kouraytem, N.; Sun, T.; et al. Defects and anomalies in powder bed fusion metal additive manufacturing. Curr. Opin. Solid State Mater. Sci. 2022, 26, 100974. [Google Scholar] [CrossRef]
- Habibnejad-korayem, M.; Zhang, J.; Zou, Y. Effect of particle size distribution on the flowability of plasma atomized Ti-6Al-4V powders. Powder Technol. 2021, 392, 536–543. [Google Scholar] [CrossRef]
- Chen, G.; Zhao, S.Y.; Tan, P.; Wang, J.; Xiang, C.S.; Tang, H.P. A comparative study of Ti-6Al-4V powders for additive manufacturing by gas atomization, plasma rotating electrode process and plasma atomization. Powder Technol. 2018, 333, 38–46. [Google Scholar] [CrossRef]
- Brennan, M.C.; Keist, J.S.; Palmer, T.A. Defects in Metal Additive Manufacturing Processes. J. Mater. Eng. Perform. 2021, 30, 4808–4818. [Google Scholar] [CrossRef]
- Zhang, L.-C.; Xu, W.-Y.; Li, Z.; Zheng, L.; Liu, Y.-F.; Zhang, G.-Q. Mechanism of rapidly solidified satellites formation in gas atomized powders: Simulation and characterization. Powder Technol. 2023, 418, 118162. [Google Scholar] [CrossRef]
- Chu, F.; Zhang, K.; Shen, H.; Liu, M.; Huang, W.; Zhang, X.; Liang, E.; Zhou, Z.; Lei, L.; Hou, J.; et al. Influence of satellite and agglomeration of powder on the processability of AlSi10Mg powder in Laser Powder Bed Fusion. J. Mater. Res. Technol. 2021, 11, 2059–2073. [Google Scholar] [CrossRef]
- Bałasz, B.; Bielecki, M.; Gulbiński, W.; Słoboda, Ł. Comparison of ultrasonic and other atomization methods in metal powder production. J. Achiev. Mater. Manuf. Eng. 2023, 116, 11–24. [Google Scholar] [CrossRef]
- Grzelak, K.; Bielecki, M.; Kluczyński, J.; Szachogłuchowicz, I.; Śnieżek, L.; Torzewski, J.; Łuszczek, J.; Słoboda, Ł.; Wachowski, M.; Komorek, Z.; et al. A Comparative Study on Laser Powder Bed Fusion of Differently Atomized 316L Stainless Steel. Materials 2022, 15, 4938. [Google Scholar] [CrossRef] [PubMed]
- Priyadarshi, A.; Shahrani, S.B.; Choma, T.; Zrodowski, L.; Qin, L.; Leung, C.L.A.; Clark, S.J.; Fezzaa, K.; Mi, J.; Lee, P.D.; et al. New insights into the mechanism of ultrasonic atomization for the production of metal powders in additive manufacturing. Addit. Manuf. 2024, 83, 104033. [Google Scholar] [CrossRef]
- PN-EN 10204:2006; Metallic Products-Types of Inspection Documents. Polish Committee for Standardization: Warsaw, Poland, 2006.
- PN-EN 13479:2007; Welding Consumables—General Product Standard for Filler Metals and Fluxes for Fusion Welding of Metallic Materials. Polish Committee for Standardization: Warsaw, Poland, 2007.
- ISO 9001:2015; Quality Management Systems—Requirements. International Organization for Standardization: Geneva, Switzerland, 2015.
- ISO 14001:2015; Environmental Management Systems—Requirements with Guidance for Use. International Organization for Standardization: Geneva, Switzerland, 2015.
- Islam, S.F.; Hawkins, S.M.; Meyer, J.L.L.; Sharman, A.R.C. Evaluation of different particle size distribution and morphology characterization techniques. Addit. Manuf. Lett. 2022, 3, 100077. [Google Scholar] [CrossRef]
- PN-EN 10088-1:2014; Stainless Steels—Part 1: List of Stainless Steels. Polish Committee for Standardization: Warsaw, Poland, 2014.
- Türkmen, M.; Tanouz, A.M.; Akgün, M.; Erden, M.A. The Effect of Mn and Ti Ratio on Microstructure and Mechanical and Machinability Properties of 316 L Stainless Steel Used in Biomedical Applications. Metals 2023, 13, 1804. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Fe | Cr | Ni | Mo | Mn | Si | C |
|---|---|---|---|---|---|---|---|
| Weight percent [%] | 64 | 19 | 11.5 | 2.75 | 1.75 | 0.70 | <0.025 |
| Material | Element Weight Percent [%] | |||||
|---|---|---|---|---|---|---|
| Fe | Cr | Ni | Mo | Mn | Si | |
| 316L wire surface | 65.11 | 18.88 | 12.05 | 3.19 | 2.16 | 0.77 |
| 316L wire cross-section | 62.70 | 18.34 | 12.17 | 3.51 | 2.37 | 0.90 |
| Strategy Symbol | Atomized Powder Sample Symbol | Parameters | ||
|---|---|---|---|---|
| Torch Current [A] | Wire Feed Speed | |||
| [%] | [mm/s] | |||
| 1 | S1_70_35 | 70 | 35 | 6.83 |
| 2 | S2_100_40 | 100 | 40 | 9.47 |
| 3 | S3_130_50 | 130 | 50 | 18.82 |
| 4 | S4_150_60 | 150 | 60 | 28.77 |
| 5 * | S5_70_40 | 70 | 40 | 9.47 |
| 6 | S6_100_35 | 100 | 35 | 6.83 |
| 7 | S7_130_60 | 130 | 60 | 28.77 |
| 8 | S8_150_50 | 150 | 50 | 18.82 |
| 9 * | S9_70_50 | 70 | 50 | 18.82 |
| 10 * | S10_100_60 | 100 | 60 | 28.77 |
| 11 | S11_130_35 | 130 | 35 | 6.83 |
| 12 | S12_150_40 | 150 | 40 | 9.47 |
| 13 * | S13_70_60 | 70 | 60 | 28.77 |
| 14 * | S14_100_50 | 100 | 50 | 18.82 |
| 15 | S15_130_40 | 130 | 40 | 9.47 |
| 16 | S16_150_35 | 150 | 35 | 6.83 |
| Property | Material | |
|---|---|---|
| S6_100_35_F2 | S6_100_35_F3 | |
| Circle equivalent diameter [μm] | 62.50 | 41.13 |
| Major axis [μm] | 64.10 | 42.57 |
| Minor axis [μm] | 61.00 | 39.80 |
| Circumference [μm] | 198.00 | 132.33 |
| Convex hull [μm] | 197.00 | 131.50 |
| Circumscribed circle diameter [μm] | 67.20 | 44.90 |
| Atomized Powder Sample Symbol | Fe | Cr | Ni | Mo | Mn | O |
|---|---|---|---|---|---|---|
| S1_70_35 | 61.27 | 18.19 | 11.22 | 3.24 | 2.11 | 3.98 |
| S2_100_40 | 61.28 | 18.86 | 10.75 | 3.53 | 1.34 | 3.68 |
| S3_130_50 | 60.95 | 18.32 | 10.60 | 3.36 | 2.82 | 3.93 |
| S4_150_60 | 59.43 | 19.53 | 10.01 | 3.00 | 3.88 | 4.14 |
| S6_100_35 | 63.26 | 17.99 | 10.77 | 3.41 | 1.08 | 3.49 |
| S7_130_60 | 60.67 | 19.43 | 9.55 | 3.10 | 3.42 | 3.83 |
| S8_150_50 | 61.80 | 19.12 | 10.27 | 3.26 | 1.95 | 3.83 |
| S11_130_35 | 63.70 | 18.20 | 10.31 | 3.42 | 1.08 | 3.36 |
| S12_150_40 | 61.51 | 18.56 | 10.32 | 3.30 | 2.48 | 3.83 |
| S15_130_40 | 62.12 | 19.07 | 9.89 | 3.08 | 2.27 | 3.58 |
| S16_150_35 | 63.85 | 18.13 | 10.03 | 3.25 | 1.33 | 3.35 |
| Strategy Symbol | lwire [cm] | mwire [g] | mpowder [g] | Efficiency [%] | Fractions Contribution | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| F3 | F2 | F1 | Waste | |||||||||
| [g] | [%] | [g] | [%] | [g] | [%] | [g] | [%] | |||||
| S1_70_35 | 2460 | 222 | 137 | 61.7 | 50.1 | 36.5 | 65.7 | 48.0 | 3.7 | 2.7 | 5.6 | 4.1 |
| S2_100_40 | 3420 | 309 | 204 | 66.0 | 73.5 | 36.0 | 105.4 | 51.7 | 4.7 | 2.3 | 15.9 | 7.8 |
| S3_130_50 | 6780 | 613 | 199 | 32.5 | 83.8 | 42.1 | 103.1 | 51.8 | 7.8 | 3.9 | 3.2 | 1.6 |
| S4_150_60 | 10,380 | 938 | 562 | 59.9 | 204.6 | 36.4 | 310.3 | 55.2 | 18.7 | 3.3 | 21.4 | 3.8 |
| S6_100_35 | 2460 | 222 | 179 | 80.6 | 71.6 | 40.0 | 94.4 | 52.7 | 2.9 | 1.6 | 2.1 | 1.2 |
| S7_130_60 | 10,380 | 939 | 690 | 73.5 | 258.2 | 37.4 | 354.9 | 51.4 | 29.0 | 4.2 | 38.0 | 5.5 |
| S8_150_50 | 6780 | 613 | 453 | 73.9 | 137.1 | 30.3 | 244.4 | 54.0 | 28.9 | 6.4 | 23.5 | 5.2 |
| S11_130_35 | 2460 | 222 | 136 | 61.3 | 49.4 | 36.3 | 75.6 | 55.6 | 2.4 | 1.8 | 6.1 | 4.5 |
| S12_150_40 | 3420 | 309 | 212 | 68.6 | 69.5 | 32.8 | 108.5 | 51.2 | 7.4 | 3.5 | 17.8 | 8.4 |
| S15_130_40 | 3420 | 309 | 227 | 73.5 | 76.5 | 33.7 | 124.8 | 55.0 | 4.3 | 1.9 | 14.1 | 6.2 |
| S16_150_35 | 2460 | 222 | 135 | 60.8 | 45.4 | 33.6 | 72.4 | 53.7 | 1.5 | 1.1 | 6.1 | 4.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bałasz, B.; Żurawski, Ł.; Laskowska, D.; Muts, N.; Ivanushko, A. An Investigation of the Metal Powder Ultrasound Atomisation Process of 316L Stainless Steel. Materials 2024, 17, 5642. https://doi.org/10.3390/ma17225642
Bałasz B, Żurawski Ł, Laskowska D, Muts N, Ivanushko A. An Investigation of the Metal Powder Ultrasound Atomisation Process of 316L Stainless Steel. Materials. 2024; 17(22):5642. https://doi.org/10.3390/ma17225642
Chicago/Turabian StyleBałasz, Błażej, Łukasz Żurawski, Dorota Laskowska, Nataliya Muts, and Andriana Ivanushko. 2024. "An Investigation of the Metal Powder Ultrasound Atomisation Process of 316L Stainless Steel" Materials 17, no. 22: 5642. https://doi.org/10.3390/ma17225642
APA StyleBałasz, B., Żurawski, Ł., Laskowska, D., Muts, N., & Ivanushko, A. (2024). An Investigation of the Metal Powder Ultrasound Atomisation Process of 316L Stainless Steel. Materials, 17(22), 5642. https://doi.org/10.3390/ma17225642