Abstract
To address the issues of insufficient strength and poor precision in polystyrene forming parts during the selective laser sintering process, a ternary composite of polystyrene/glass fiber/hollow glass microbeads was prepared through co-modification by incorporating glass fiber and hollow glass microbeads into polystyrene using a mechanical mixing method. The bending strength and dimensional accuracy of the sintered composites were investigated by conducting an orthogonal test and analysis of variance to study the effects of laser power, scanning speed, scanning spacing, and delamination thickness. The process parameters were optimized and selected to determine the optimal combination. The results demonstrated that when considering bending strength and Z-dimensional accuracy as evaluation criteria for terpolymer sintered parts, the optimum process parameters are as follows: laser power of 24 W, scanning speed of 1600 mm/s, scanning spacing of 0.24 mm, and delamination thickness of 0.22 mm. Under these optimal process parameters, the bending strength of sintered parts reaches 6.12 MPa with a relative error in the Z-dimension of only 0.87%. The bending strength of pure polystyrene sintered parts is enhanced by 15.69% under the same conditions, while the relative error in the Z-dimension is reduced by 63.45%. It improves the forming strength and precision of polystyrene in the selective laser sintering process and achieves the effect of enhancement and modification, which provides a reference and a new direction for exploring polystyrene-based high-performance composites and expands the application scope of selective laser sintering technology.
1. Introduction
Selective laser sintering technology (SLS) is based on the principle of discrete stacking. Utilizing a laser as the energy source and powder particles as the processing material, a two-dimensional model is transformed into a three-dimensional object. Under precise computer control, solid powder materials in the designated region are selectively sintered according to two-dimensional stratified cross-section information provided by the model using thermal action from the laser. The solid powder materials are then scanned layer by layer and bonded together to create 3D solid parts [1,2,3]. Compared with traditional forming methods, SLS offers advantages such as shorter production cycles, lower manufacturing costs, a wider variety of materials available for use, and no limitations on part shape during formation. This process is widely used in rapid prototyping, mold trial production and testing, new product design and development, and creative product customization [4,5].
Materials serve as the fundamental basis for 3D printing, and their properties directly impact the quality of SLS sintered parts. Polymer-based powder materials have been widely used in SLS, with polystyrene (PS) being one of the earliest and most commonly utilized matrix materials due to its advantages such as minimal shrinkage rate, high precision in forming, wide range of sintering temperatures, absence of a fixed melting point, and cost-effectiveness [6,7,8]. However, pure PS sintered parts exhibit high porosity and low densification degree, resulting in inadequate strength that significantly limits the application scope of PS powder [9]. Therefore, it is essential to conduct experimental investigations on reinforcing modifications for PS materials to establish a foundation for developing composite materials with enhanced performance. Glass fiber (GF), known for its exceptional characteristics including high mechanical strength, good chemical stability, excellent heat resistance, and affordability is frequently employed as a reinforcement material for thermoplastic resin and thermosetting resin [10]. When GF is thoroughly mixed with PS and subsequently sintered together, the forces acting on PS are effectively transmitted and dispersed onto GF. This allows the stiffness and strength inherent in GF to fortify the resulting PS sintered parts [11,12,13]. Insulating hollow glass microbeads (HGMs) possess a small expansion coefficient along with advantageous attributes like high filling capacity, good dispersion properties, and isotropy. These HGMs can reduce shrinkage rates while minimizing warpage deformation. Additionally, they enhance material anisotropy, thereby improving processing fluidity as well as dimensional stability [14]. When external forces are applied to the material, HGM absorbs energy through mechanisms such as debonding, sliding, and interlocking, resulting in deflection and passivation of cracks during expansion. This hinders crack propagation and plays a strengthening role, making it suitable for plastic reinforcement modification [15]. The synergistic enhancement of PS by these two materials effectively compensates for the limitations of single material enhancement modification and improves the quality of sintered PS parts. However, due to the distinct structure and surface properties of GF, HGM, and the organic polymer matrix, there is a slight interface compatibility issue between them. Simple blending cannot achieve uniform dispersion of inorganic fillers within the organic matrix when preparing composite materials. Therefore, prior surface treatment with silane coupling agent is necessary to enhance physical and chemical properties as well as improve dispersion within the matrix. This enhances interfacial bonding between inorganic filler and matrix [16,17].
In recent years, extensive research has been conducted by scholars both domestically and internationally on the enhancement and modification of PS. Benchouia et al. [18] prepared polystyrene/date surface fiber composites by melt blending and thermo-compression molding methods and the thermomechanical and compressive strength tests were carried out on the prepared composites, which showed that the incorporation of date surface fibers improves the thermal stability of the PS matrix, and the composites exhibit higher compressive strengths as compared to pure PS. Rodriguez et al. [19] utilized the high specific surface area of molybdenum disulfide to fabricate a polystyrene/molybde-num disulfide composite through a melt mixing process. The incorporation of 0.002 wt% molybdenum disulfide resulted in a remarkable enhancement in the tensile strength of polystyrene by 27.5%, fracture elongation by 93.7%, and toughness by 100%. Russo et al. [20] prepared polystyrene/perovskite composites by melt co-mixing method. The experimental findings demonstrated a positive correlation between the perovskite filler content and the enhanced bending properties of the composites. Yang et al. [21] fabricated polystyrene/glass fiber composite materials using the mechanical mixing method and determined the optimal glass fiber content through proportioning experiment, thereby enhancing the flexural strength of polystyrene selective laser sintered parts. Pashmforoush et al. [22] investigated the effect of calcium carbonate nanoparticles content on the properties of polystyrene and prepared calcium carbonate nanoparticles/polystyrene composites by solution blending method, which showed that the Young’s modulus, Poisson’s ratio, shear modulus, and thermal conductivity of pure PS were increased by 60.62%, 12.12%, 55.83%, and 33%, respectively, with the addition of only 7 wt% of calcium carbonate. While most scholars have focused on using a single reinforcement to enhance PS modification, resulting in limited effects, there have been a few studies exploring the use of multiple reinforcements for PS modification. The incorporation of multiple reinforcements in composites allows for the retention of each component’s advantages and the generation of synergistic effects among different parts of the material. By employing a ternary composite consisting of fibers, inorganic particles, and a polymer matrix, it is possible to achieve optimized material properties and complementary defect characteristics, leading to superior performance compared to composites reinforced with only one component. This represents an important new direction for investigating high-performance composite materials [23].
In view of this, in order to further enhance the comprehensive properties of PS matrix composites, a novel type of PS matrix composites was obtained by mechanically blending GF and HGM with PS powder and forming them through SLS. The effects of laser power, scanning speed, scanning spacing, and delamination thickness on the bending strength and Z-dimensional accuracy of sintered PS/GF/HGM composites were investigated using an orthogonal test combined with variance analysis. The variation patterns were studied to optimize the parameter combination for individual test indices. Based on this, a comprehensive analysis was conducted on the bending strength and Z-dimensional accuracy. The optimal combination of process parameters was determined to achieve the best enhancement and modification effect, providing a reference and foundation for SLS research on modified PS powder.
2. The Experimental Section
2.1. Experimental Material and Equipment
PS powder: Industrial grade with an average particle size of 120 μm, produced by Guangdong Dongguan Xutai Plastic Raw Materials Co., Guangzhou, China.
Glass fiber: Industrial grade with an average length of 74 μm and a single filament diameter of 13 μm, produced by Chongqing Heyuan Composite Materials Co., Chongqing, China.
Hollow glass microbeads: H38, with a size of 38.5 μm, produced by China Science and Technology Research Institute Co., Shanghai, China.
Silane coupling agent: KH550, produced by Quanzhou Kangjin New Material Technology Co., Quanzhou, China.
Oxalic acid: analytically pure, produced by Suzhou Haolong Chemical Co., Suzhou, China.
Analytical balance: LC-FA3204, produced by Shaoxing Shangli Instrument Co., Shaoxing, China.
Vacuum drying oven: DZF-6210BZ, produced by Chongqing Yingzhanda Instrument Co., Chongqing, China.
High speed mixer: GH-10A, produced by Beijing Plastics Machinery Factory, Beijing, China.
Selective laser sintering forming machine: AFS-500, produced by Beijing Longyuan Automatic Forming System Co., Beijing, China.
Multi-functional statics experimental machine: UTM6503, produced by Shenzhen Sansheng Technology Co., Shenzhen, China.
Field emission scanning electron microscopy: S-4800-I, produced by HI-TACHI, Tokyo, Japan.
2.2. Preparation of PS/GF/HGM Composite Powder
First of all, 95% of the mass fraction of ethanol aqueous solution was configured. At the same time, oxalic acid was used to adjust the pH of the solution to approximately 3, weighing GF dosage of 1.5% of the silane coupling agent KH550 poured into the appropriate amount of ethanol aqueous solution. After stirring for 10 min, the mixture was left undisturbed for 30 min to ensure thorough mixing. Subsequently, the GF was added to the prepared solution and stirred for 40 min. It was then removed, allowed to stand at room temperature for 12 h, and finally placed in a vacuum drying oven at 100 °C for 6 h before being ground and screened. The same method and steps were followed for surface coupling treatment of the HGM.
According to the literature review and preliminary material group distribution ratio experiments, the optimal sintering quality of PS/GF/HGM terpolymer is achieved when the mass ratio is 92:6:2. Using an electronic balance, PS powder was mixed with modified GF and HGM in a high-speed mixer at a mass ratio of 92:6:2 for 30 min at a speed of 1000 r/min. After thorough mixing, the powder was sieved using a vibrating screen with a mesh size of 150 μm to obtain PS/GF/HGM ternary composite material that meets the size requirements for the SLS process.
2.3. Preparation of Sample
The sintering experiment of PS/GF/HGM composite was conducted using the AFS-500 selective laser rapid forming machine by Beijing Longyuan Automatic Forming System Co. The AFS-500 molding machine adopts C-55L carbon dioxide laser with auto focus function: the laser wavelength is 10.6 μm; the laser spot diameter is 0.32 mm; the maximum output power is 55 W; the mode quality is 1.2 M2; the beam dispersion is 7.5 mard full angle; the delamination thickness is 0.08~0.35 mm; the maximum scanning speed is 6 m/s; and the molding speed is 150~400 cm3/h.
Sintering experiments were carried out on the prepared PS/GF/HGM composites by adjusting the laser power, scanning speed, scanning spacing, and delamination thickness at a preheating temperature of 91 °C with no support and constant alternating scanning mode in the XY direction. Five standard bending strength test samples measuring 80 mm × 10 mm × 4 mm were simultaneously sintered at the same spacing. After completion of sintering, the samples were cooled to room temperature before being removed and labeled after removing any excess floating powder on the surface.
2.4. Performance Testing and Characterization
Bending strength test: Three-point bending strength test using multifunctional static tester for machine PS/GF/HGM sintered parts. The test was performed at a speed of 2 mm/min, with a span of 64 mm and support rolls and applying rolls having a radius of 5 mm each. The statement is based on the principles of Formula (1). The maximum bending stress was measured to determine the average bending strength of five samples sintered simultaneously [24].
where σ—bending strength of sintered parts, MPa; F—maximum bending stress of sintered parts, N; L—three-point bending test scale, mm; b—width of sintered parts, mm; h—height of sintered parts, mm.
Z-direction dimensional accuracy test: The Z-direction height of the curved sample is measured to determine the dimensional accuracy of the sintered part. Five measurements are taken at equal intervals using a vernier caliper, and their average value represents the size of the sample. The test results represent the mean Z-direction height measurement for five samples sintered simultaneously, and relative size error can be calculated using Formula (2) [25].
where δ—relative error of size; —measured dimensions of sintered parts, mm; —theoretical dimensions of sintered parts, mm.
SEM analysis: The prepared ternary composite powder sintered parts were mechanically fractured, followed by vacuum gold spraying treatment on the cross section for observation of the internal structure using scanning electron microscopy and photography.
3. Results
Based on a substantial number of previous tests conducted on PS/GF/HGM composites using SLS, while maintaining a preheating temperature of 91 °C and an unchanged XY direction alternating scanning mode, the fundamental formation of ternary composites is ensured. A more optimal combination of process parameters is obtained, encompassing a laser power of 27 W, scanning speed of 1800 mm/s, scanning spacing of 0.20 mm, and delamination thickness of 0.20 mm. The impacts of laser power, scanning speed, scanning spacing, and delamination thickness on the flexural strength and Z-dimensional accuracy of PS/GF/HGM composites are discussed and analyzed through orthogonal experiments.
The orthogonal test is a scientific research method aimed at conducting multi-factor and multi-level experiments. The selected experimental points are characterized by “uniform dispersion and precise comparability”, which not only significantly reduces the number of tests, but also achieves superior test results [26]. Bending strength and Z-dimensional accuracy were chosen as measurement indices. The laser power, scanning speed, scanning spacing, and delamination thickness were selected as the test variables, among which the laser power ranged from 24 W to 33 W, scanning speed ranged from 1600 mm/s to 2200 mm/s, scanning spacing ranged from 0.15 mm to 0.24 mm, and delamination thickness ranged from 0.16 mm to 0.22 mm. Four equally spaced level values were selected for each test variable, resulting in the design of an “orthogonal test table with four factors and four levels” as shown in Table 1 to investigate the optimal combination of laser power (A), scanning speed (B), scanning spacing (C), and delamination thickness (D). The orthogonal test scheme and its corresponding results are presented in Table 2. As observed from the orthogonal test results in Table 2, the relative error of Z-dimension for PS/GF/HGM composite sintered parts ranges from −0.67% to 7.93%, while bending strength ranges from 3.65 MPa to 12.06 MPa.

Table 1.
Orthogonal test factor level table.
Table 2.
Orthogonal test scheme and test results.
4. Discussion
4.1. Analysis of Bending Strength Variance
For orthogonal tests, analysis of variance is commonly employed to analyze and process experimental data. The greater the variance in test results under the same test factor, the stronger the influence of that factor on the test index, indicating its higher importance [27]. Variance analysis can be utilized to determine the degree of influence different process parameters have on bending strength of sintered parts, enabling optimization and identification of an optimal combination of process parameters. The analysis of variance of the bending strength of composite sintered parts was calculated according to Formulae (3)–(6) as shown in Table 3 [28], with corresponding variance analysis shown in Table 4 based on these calculations.
where —sum of test indicators at the ith level of the test factor in column j; —mean value of the test indicator at the ith level of factor j; k—level number; n—number of tests; —column j range; —sum of squares of variance at different levels of test factor in Column j; T—measure the sum of test indexes; —measured values of test indicators per test number.
Table 3.
Bending strength test data analysis and calculation table.
Table 4.
Analysis of bending strength variance.
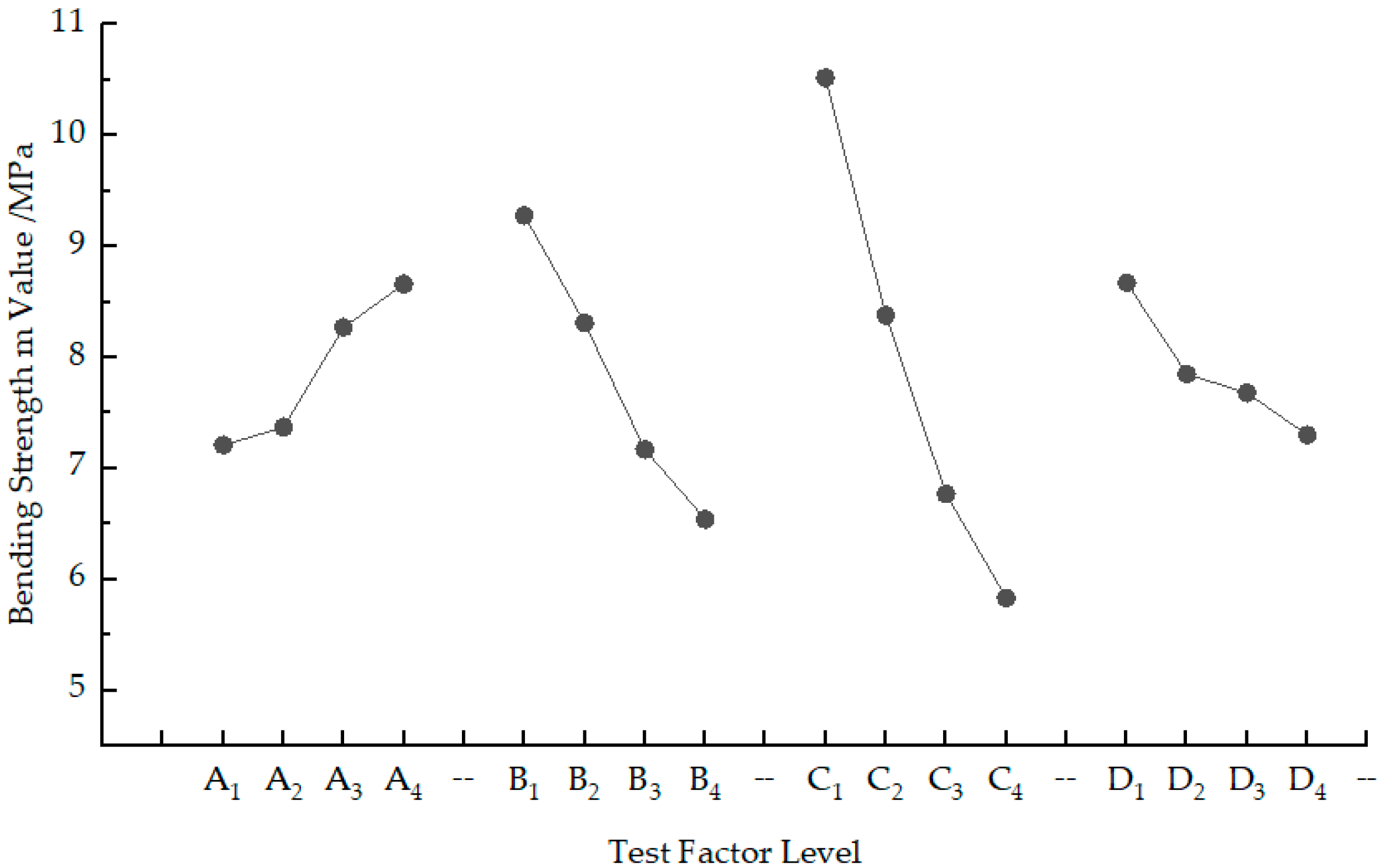
The relationship curves between the test factors and the factor levels for the bending strength of sintered parts of PS/GF/HGM composites were obtained by taking the levels of the test factors in the orthogonal test as the horizontal coordinates, and the m-values of their corresponding factor levels as the vertical coordinates, as shown in Figure 1.
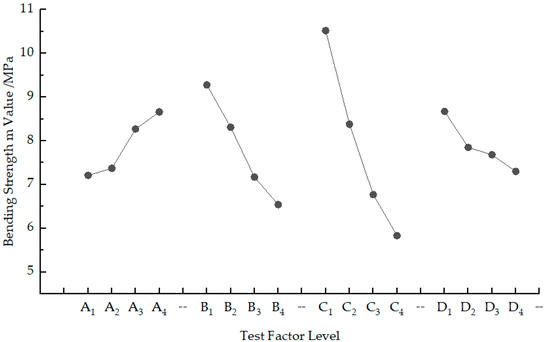
Figure 1.
The relationship between the flexural strength of sintered parts and the level of each factor.
Using sintered parts bending strength as a measure, the larger the test result value was, the higher the bending strength and the more superior the mechanical properties of the sintered parts were. Based on Table 3 and Table 4, variance calculations reveal that SC > SB > SA > SD. Consequently, it can be inferred that the order of process parameters in terms of their impact on bending strength is C, B, A, and D, respectively, with scanning spacing having the greatest influence while delamination thickness has a minimal impact; scanning speed and laser power fall between these two extremes. According to Table 3 and Figure 1, A4 is the optimum choice for laser power A. As the laser power decreases, the laser energy received by the powder diminishes, resulting in a decrease in melting of powder particles. Consequently, there is a reduction in fusion degree between powder particles, deterioration of bonding effect, increase in internal porosity of formed parts, decrease in densification degree, and decline in bending strength. Scanning speed B is best at B1; when scanning speed increases, the energy per unit time for laser scanning on the powder decreases. This leads to insufficient melting of the powder itself with minimal changes to its melting state [29]. Inadequate wetting and diffusion occur as well as reduced sintering neck formation between adjacent powder particles which ultimately results in the decreased bending strength of sintered parts. C1 represents the optimal scanning distance C; with increased scanning distance comes a decrease in the number of laser scans and overlap between adjacent scan lines. This leads to lower bonding rates where only surface particle fusion bonding occurs instead of full fusion bonding between powders [30]. Consequently, connection strength between scan lines decreases along with corresponding reduction in bending strength [31]. The preferred delamination thickness D is D1; increasing delamination thickness causes a decrease in absorbed energy by the powder per unit area, leading to inadequate deep sintering due to insufficient laser energy input. Partial melting occurs, resulting in weak bonds between layers causing lower connection strength during the sintering process and subsequently a reduction in bending strength [32]. Therefore, when considering the bending strength as the measurement index, the optimal level of bending strength for sintered parts is A4B1C1D1. In other words, the ideal combination of process parameters is a laser power of 33 W, scanning speed of 1600 mm/s, scanning spacing of 0.15 mm, and delamination thickness of 0.16 mm. This parameter combination aligns with Group 1 in the orthogonal test table and does not require any additional testing. At this point, the bending strength of the sintered part reaches 12.06 MPa.
4.2. Precision Analysis of Variance
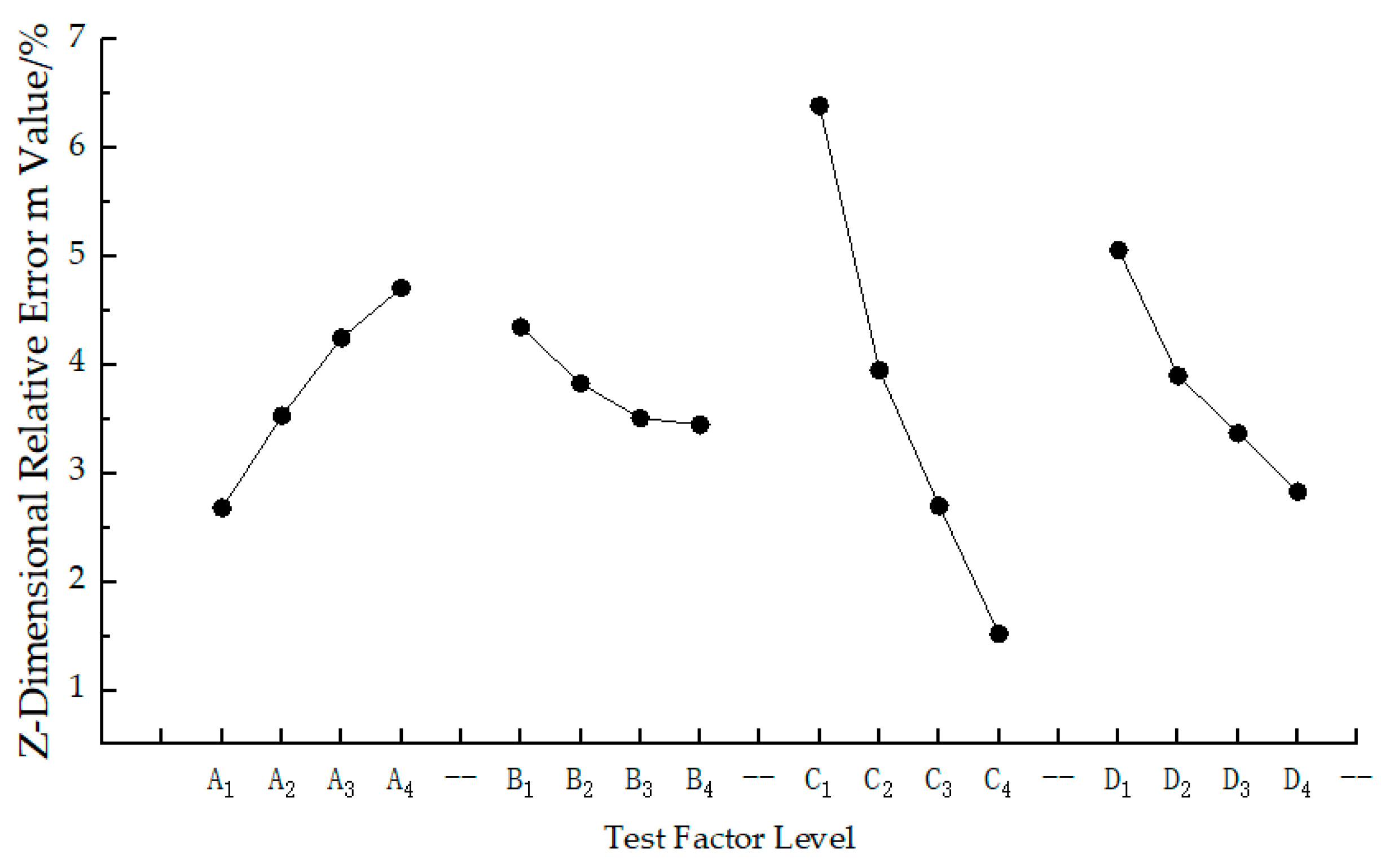
The test data analysis and calculation results of the Z-dimensional relative error of sintered parts are presented in Table 5, while the variance analysis results of the Z-dimensional relative error are shown in Table 6. Figure 2 illustrates the relationship curve between the relative error of the Z-direction size of sintered parts and various factor levels. The calculation methods and steps for each data in Table 5 remain consistent with those in Table 3. Taking the relative error of Z-direction dimension of sintered parts as a measure, a smaller test result value indicates higher dimensional accuracy of the sintered part. Based on Table 5 and Table 6, from the results of the variance calculation is SC > SD > SA > SB. Therefore, it can be concluded that the degree of influence of each process parameter on the relative error of Z-direction dimensions is C, D, A, and B in descending order; where scanning spacing has the greatest impact while scanning speed has minimal impact, with delamination thickness and laser power falling between these two factors. According to Table 5 and Figure 2, A1 is the optimal choice for laser power A. If the laser power is increased, the energy exerted on the powder bed surface will be increased, leading to an expansion of its heat-affected zone [33]. Consequently, the surrounding powder near the sintered part melts and adheres together, resulting in a secondary sintering phenomenon and an increase in dimensional errors of the formed part [34]. The best scanning speed B is B4. As the scanning speed decreases, it prolongs the scanning time of the laser on each powder layer. This leads to a higher absorption of energy by the powder, causing more complete melting and increased shrinkage deformation as well as gradual growth in size errors [35]. C4 is identified as being most suitable for scanning spacing C. Decreasing this interval enhances overlap between adjacent scanning lines which results in repeated sintering of powder within these areas forming larger cooling shrinkage regions that contribute to dimensional errors [36]. The ideal delamination thickness D is D4. Reducing delamination thickness D strengthens laser penetration into powders during sintering process; however, excessive deep sintering may occur, particularly at bottom layers due to repeated exposure resulting from stronger penetration ability thereby increasing Z-dimension error [37]. Consequently, when considering the relative error of the Z-dimension as the measurement index, the optimal level of Z-dimensional accuracy for PS/GF/HGM terrains composite powder SLS sintered parts is A1B4C4D4. In other words, the optimal combination of process parameters is a laser power of 24 W, scanning speed of 2200 mm/s, scanning spacing of 0.24 mm, and layer thickness of 0.22 mm. This parameter combination aligns with Group 4 in the orthogonal test table and does not require any additional testing. At this stage, the relative error in the Z-dimension for sintered parts is −0.67%.
Table 5.
Analysis and calculation table of Z-dimensional relative error test data.
Table 6.
Z-dimensional relative error variance analysis table.
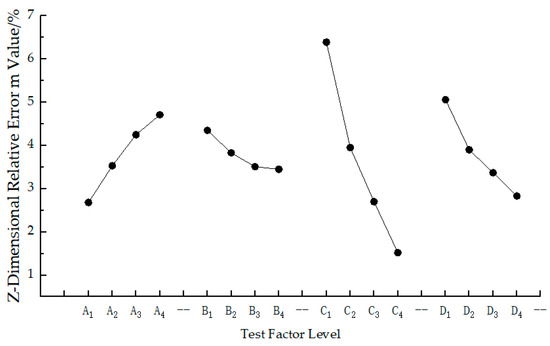
Figure 2.
The relationship between the relative error of the Z-dimension of sintered parts and the level of each factor.
4.3. Determine the Best Process Parameter Combination
The optimal combination of process parameters for achieving high bending strength is determined as A4B1C1D1, while the optimal combination for ensuring Z-direction dimensional accuracy is obtained as A1B4C4D4. It can be observed that bending strength and dimensional accuracy are two contrasting performance indicators. To simultaneously achieve both strength and accuracy, the Formula (7) of m-value change rate K is introduced for further optimization analysis. This is to ensure that one index is better, while the other is less variable, to achieve the optimum combination of process parameters, taking into account both strength and precision.
Formulas containing: K—m-value change rate; —the m-value of a factor at an i level; —the m-value of a factor at a j level.
The bending strength is maximized when the laser power is set to A4, which serves as the evaluation criterion. Furthermore, an analysis of dimensional accuracy in the Z-direction reveals that selecting laser power A1 results in minimal dimensional errors. The value changes from A1 to A4 with a change rate of 0.75. In terms of bending strength analysis, there is a change from A4 to A1, with a change rate of 0.17. Therefore, choosing laser power A1 ensures good Z-direction dimensional accuracy for PS/GF/HGM composite sintered parts while maintaining little variation in bending strength. Similarly, scanning speed B1, scanning spacing C1, and delamination thickness D1 were selected as indices for evaluating bending strength. The corresponding change rates for Z-direction dimensional accuracy were 0.25, 3.59, and 0.79, respectively. For evaluating Z-direction dimensional accuracy, scanning speed B4 was chosen along with scanning spacing C4 and delamination thickness D4 as indices. The corresponding change rates for bending strength were 0.27, 0.45, and 0.16, respectively. Therefore, the scanning speed is selected as B1, the scanning spacing is selected as C4, and the delamination thickness is selected as D4.
After a comprehensive analysis of the bending strength and accuracy, the optimal process parameter combination for PS/GF/HGM composite sintered parts is determined to be A1B1C4D4, which corresponds to a laser power of 24 W, scanning speed of 1600 mm/s, scanning spacing of 0.24 mm, and delamination thickness of 0.22 mm. Subsequently, SLS tests were conducted on both pure PS powder and PS/GF/HGM composites using this specific set of process parameters. The resulting bending strength measurement for the sintered PS/GF/HGM composites was found to be 6.12 MPa with a relative error in Z-direction of only 0.87%. Notably, compared to sintered pure PS samples, the bending strength exhibited an impressive increase of 15.69%, while simultaneously reducing the relative error in Z-dimension by an impressive margin of 63.45%.
4.4. Microstructure of Sintered Parts
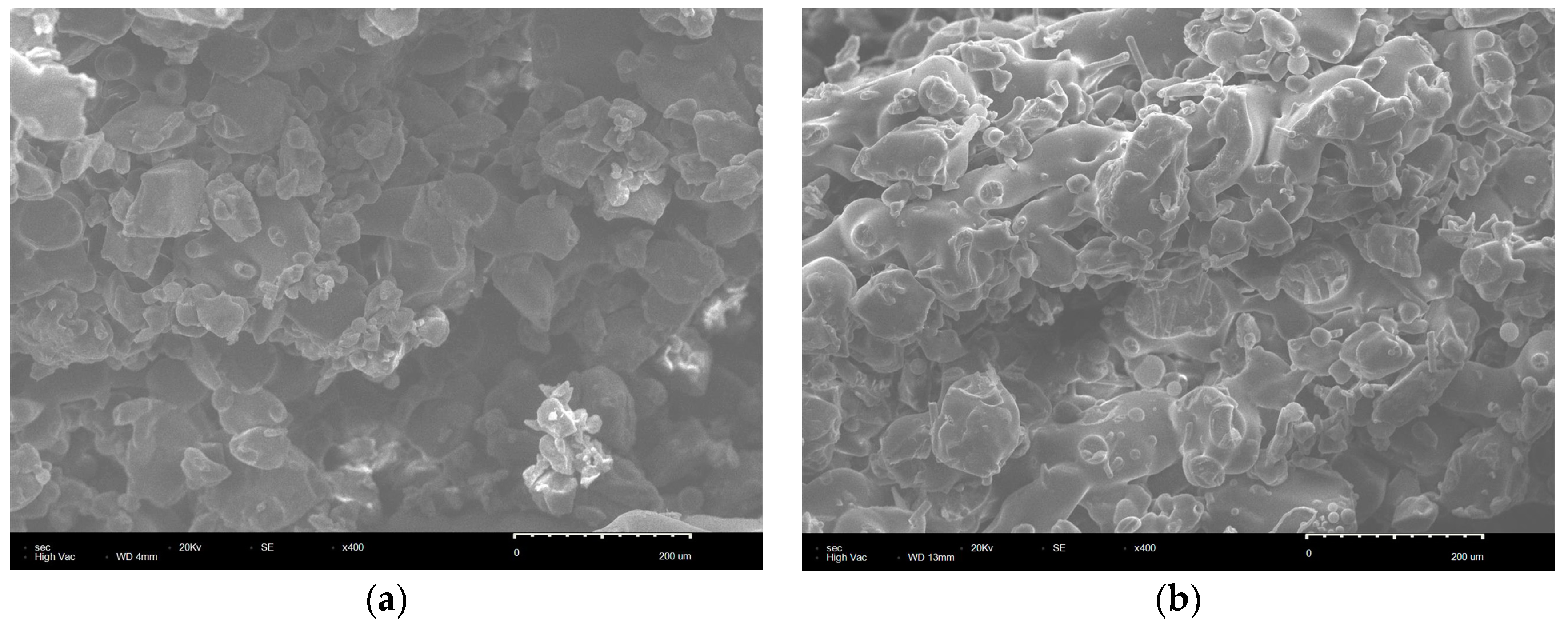
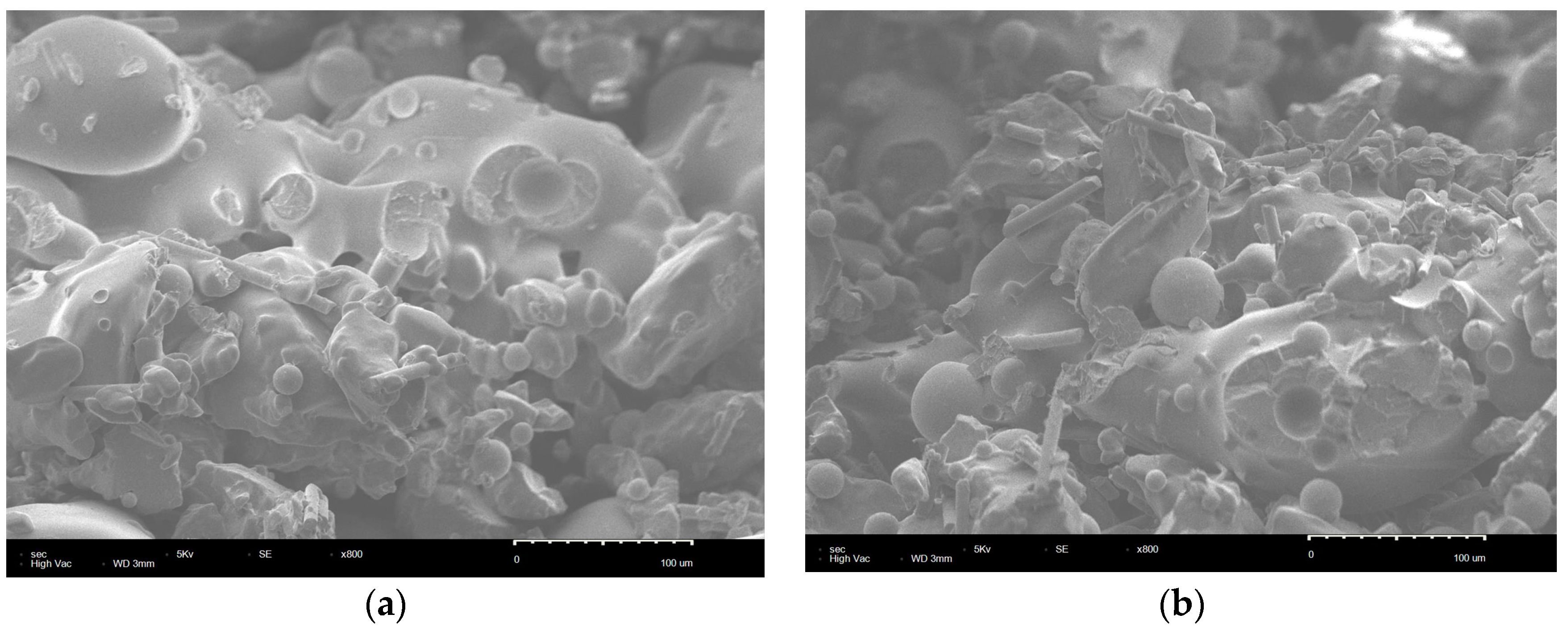
The cross-sectional morphology of the bent sample of pure PS and PS/GF/HGM composites sintered under the optimal combination of process parameters was observed using scanning electron microscopy. Figure 3 illustrates the microstructure of the bending specimen of pure PS and PS/GF/HGM composite material at 400× magnification. As depicted in Figure 3a, the cross-sectional morphology of the pure PS bending specimen appears relatively flat, with numerous irregularly shaped cavity structures within the sintered part indicating insufficient powder melting. Additionally, only limited areas exhibit sintering neck formation upon contact, which is small in size and results in poor bonding performance between powders leading to reduced strength [38]. The section of the bent sample of PS/GF/HGM composite material, as depicted in Figure 3b, exhibits a relatively rough surface. This can be attributed to the incorporation of GF and HGM, which effectively restricts the rapid projection of laser energy in the Z-direction. Consequently, more energy is absorbed by PS, leading to enhanced fusion among powder particles and an improved powder bonding effect. Moreover, the presence of GF and HGM impedes crack propagation by inducing deflection and passivation mechanisms, so that the specimen appears rough [39,40]. In comparison with pure PS sintered parts, the sintering neck formed through particle adhesion within PS/GF/HGM composites is noticeably larger and even displays a visco-fluid appearance. Additionally, these composites exhibit fewer pores and higher densification degree. Notably, both GF and HGM are uniformly dispersed within the PS matrix without agglomeration issues; furthermore, the orientation of GF appears random [41]. The microstructure of the PS/GF/HGM composite bending sample under the optimal combination of process parameters at 800 times magnification is depicted in Figure 4. The PS matrix effectively coats the GF and HGM, ensuring their embedding within the matrix and their strong adhesion to it. Additionally, a small number of GF and HGM are exposed outside the PS matrix, contributing to improved powder bed density by filling pores between PS particles due to their small particle sizes [42]. Importantly, no phase change occurs between the GF and HGM during sintering, minimizing warping in the final parts. When subjected to external force, stress is transmitted from the PS matrix to both GF and HGM, utilizing their strength for load bearing and dispersion. During the process, Figure 4a,b illustrate the extraction and interlocking of GF, as well as the removal of adhesion and immobilization of HGM. These procedures entail significant energy consumption and absorption, thereby diminishing the external force exerted on the matrix while effectively enhancing its strength [43,44]. As a result, the bending strength and dimensional accuracy of PS/GF/HGM composite powder sintered parts were significantly improved compared to pure PS.
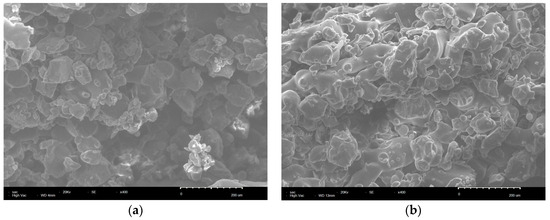
Figure 3.
SEM image of SLS sintered bending specimen section. (a) The cross-section of the pure PS bending specimen is enlarged by 400 times. (b) The cross-section of the PS/GF/HGM composite bending specimen is enlarged by 400 times.
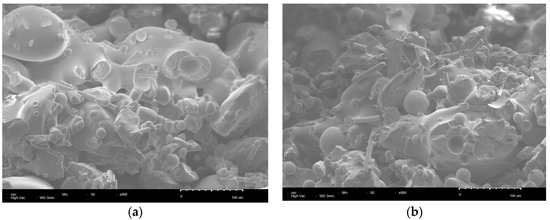
Figure 4.
SEM image of PS/GF/HGM composite bending specimen is enlarged by 800 times. (a) Bridging of GF in PS/GF/HGM composites. (b) Desticking of HGM in PS/GF/HGM composites.
5. Conclusions
The PS/GF/HGM composite was prepared through mechanical mixing method to enhance the sintering quality of PS powder, followed by the conducted SLS experiment. The forming process parameters of the PS/GF/HGM composite material were optimized using orthogonal test and analysis of variance. The experimental findings are as follows:
- (1)
- Referring to bending strength as the index, the degree of influence of process parameters on PS/GF/HGM composites’ bending strength ranks from highest to lowest as scanning spacing, scanning speed, laser power, and delamination thickness. The optimal combination of process parameters is a laser power of 33 W, scanning speed of 1600mm/s, scanning spacing of 0.15 mm, and delamination thickness of 0.16 mm. At this point in time, sintered parts can achieve a bending strength of 12.06 MPa.
- (2)
- The influence of process parameters on the relative error of Z-dimension in PS/GF/HGM composites, as measured by accuracy, follows the order of scanning spacing, delamination thickness, laser power, and scanning speed. The optimal process parameters for achieving a minimal relative error in the Z-direction size of sintered parts are as follows: laser power at 24 W, scanning speed at 2200 mm/s, scanning spacing at 0.24 mm, and delamination thickness at 0.22 mm. Consequently, the resulting relative error of Z-direction dimensions of sintered parts is −0.67% at this time.
- (3)
- After evaluating the strength and precision of the PS/GF/HGM composite sintered component within the experimental range, the optimal process parameter combination for this part is a laser power of 24 W, scanning speed of 1600 mm/s, scanning spacing of 0.24 mm, and delamination thickness of 0.22 mm. Under these process conditions, the sintered parts exhibit a bending strength of 6.12 MPa and a relative error of Z-dimension at 0.87%, which is 15.69% higher than that of pure polystyrene powder sintered parts, while reducing the relative error by 63.45%.
However, there are certain limitations in this study. The molding quality of the composite material not only relies on the properties of the matrix and reinforcement materials, but also significantly depends on factors such as particle size, shape, and addition amount of the reinforcement material; dispersion of the reinforcement material; interface bonding strength between the matrix and reinforcement material; and thickness of the matrix between the reinforcements. Moreover, these influencing factors do not act independently but exhibit a certain level of interdependence and correlation. Therefore, in future research endeavors, it is crucial to comprehensively consider these factors affecting material-strengthening effects to further enhance laser sintering formed composite material quality.
Author Contributions
Conceptualization, S.Z. and L.L.; methodology, L.L.; validation, Y.Z.; investigation, L.L. and B.W.; resources, B.W.; writing—original draft preparation, S.Z.; writing—review and editing, L.L.; visualization, S.M. and S.W.; supervision, G.Y.; project administration, L.L.; funding acquisition, B.W. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Youth Fund Project of the Science and Technology Re- search Project of Colleges and universities in Hebei Province (QN2024222), and the Natural Science Foundation of Hebei Province, Beijing-Tianjin-Hebei Basic Research Cooperation Project (H2022208073) and the Hebei Provincial Department of Human Resources and Social Security, Hebei Province Three Talent Project Funding Project (B20221004).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The raw data supporting the conclusions of this article will be made available by the authors on request.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Ameen, W.; Ghaleb, A.M.; Alatefi, M.; Alkhalefah, H.; Alahmari, A. An overview of selective laser sintering and melting research using bibliometric indicators. Virtual Phys. Prototyp. 2018, 13, 282–291. [Google Scholar] [CrossRef]
- Goodridge, R.D.; Tuck, C.J.; Hague, R.J.M. Laser sintering of polyamides and other polymers. Prog. Nat. Sci.-Mater. 2012, 57, 229–267. [Google Scholar] [CrossRef]
- Mazzoli, A. Selective laser sintering in biomedical engineering. Med. Biol. Eng. Comput. 2013, 21, 245–256. [Google Scholar] [CrossRef]
- Bracaglia, L.G.; Smith, B.T.; Watson, E.; Arumugasaamy, N.; Mikos, A.G.; Fisher, J.P. 3D Printing for the design and fabrication of polymer-based gradient scaffolds. Acta Biomater. 2017, 56, 3–13. [Google Scholar] [CrossRef]
- Kwon, D.; Park, E.; Ha, S.; Kim, N. Effect of humidity changes on dimensional stability of 3D printed parts by selective laser sintering. Int. J. Precis. Eng. Manuf. 2017, 18, 1275–1280. [Google Scholar] [CrossRef]
- Bourell, D.; Kruth, J.P.; Leu, M.; Levy, G.; Rosen, D.; Beese, A.M.; Clare, A. Materials for additive manufacturing. CIRP Ann. 2017, 66, 659–681. [Google Scholar] [CrossRef]
- Schmid, M.; Wegener, K. Additive manufacturing: Polymers applicable for laser sintering (LS). Procedia Eng. 2016, 149, 457–464. [Google Scholar] [CrossRef]
- Nazemosadat, S.M.; Foroozmehr, E.; Badrossamay, M. Preparation of alumina/polystyrene core-shell composite powder via phase inversion process for indirect selective laser sintering applications. Ceram. Int. 2018, 44, 596–604. [Google Scholar] [CrossRef]
- Yan, C.; Shi, Y.S.; Yang, J.S.; Liu, J.H. Investigation into the selective laser sintering of styrene–acrylonitrile copolymer and postprocessing. Int. J. Adv. Manuf. Technol. 2010, 51, 973–982. [Google Scholar] [CrossRef]
- Parandoush, P.; Tucker, L.; Zhou, C.; Lin, D. Laser assisted additive manufacturing of continuous fiber reinforced thermoplastic composites. Mater. Des. 2017, 131, 186–195. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Goh, G.D.; Dikshit, V.; Nagalingam, A.P.; Goh, G.L.; Agarwala, S.; Sing, S.L.; Wei, J.; Yeong, W.Y. Characterization of mechanical properties and fracture mode of additively manufactured carbon fiber and glass fiber reinforced thermoplastics. Mater. Des. 2018, 137, 79–89. [Google Scholar] [CrossRef]
- Bochnia, J.; Blasiak, M.; Kozior, T. Tensile strength analysis of thin-walled polymer glass fiber reinforced samples manufactured by 3D printing technology. Polymers 2020, 12, 2778. [Google Scholar] [CrossRef] [PubMed]
- Connor, H.J.; Dowlin, D.P. Comparison between the properties of polyamide 12 and glass bead filled polyamide 12 using the multi jet fusion printing process. Addit. Manuf. 2020, 31, 100961. [Google Scholar] [CrossRef]
- Chung, H.; Das, S. Processing and properties of glass bead particulate-filled functionally graded Nylon-11 composites produc-ed by selective laser sintering. Model. Simul. Mater. Sci. 2006, 437, 226–234. [Google Scholar]
- Han, N.; Zhao, X.L.; Thakur, V.K. Adjusting the interfacial adhesion via surface modification to prepare high-performance fibers. Nano Mater. Sci. 2023, 5, 1–14. [Google Scholar] [CrossRef]
- Jing, M.F.; Che, J.J.; Xu, S.M.; Liu, Z.W.; Fu, Q. The effect of surface modification of glass fiber on the performance of poly(lactic acid) composites: Graphene oxide. Appl. Surf. Sci. 2018, 435, 1046–1056. [Google Scholar] [CrossRef]
- Benchouia, H.E.; Guerira, B.; Chikhi, M.; Boussehel, H.; Tedesch, C. An experimental evaluation of a new eco-friendly insulating material based on date palm fibers and polystyrene. J. Build. Eng. 2023, 65, 109–124. [Google Scholar] [CrossRef]
- Rodriguez, C.L.C.; Nunes, M.A.B.S.; Garcia, P.S.; Fechine, G.J.M. Molybdenum disulfide as a filler for a polymeric matrix at an ultralow content: Polystyrene case. Polym. Test. 2021, 93, 106882. [Google Scholar] [CrossRef]
- Russo, P.; Acierno, D.; Rosa, R.; Leonelli, C.; Corradi, A.; Rizzuti, A. Mechanical and dynamic-mechanical behavior and morphology of polystyrene/perovskite composites: Effects of filler size. Surf. Coat. Technol. 2014, 243, 65–70. [Google Scholar] [CrossRef]
- Yang, L.X.; Wang, B.; Zhou, W.M. Study on selective laser sintering of glass fiber reinforced polystyrene. Model. Simul. Mater. Sci. 2017, 274, 168–176. [Google Scholar] [CrossRef]
- Pashmforoush, F.; Ajori, S.; Azimi, H.R. Interfacial characteristics and thermo-mechanical properties of calcium carbonate/polystyrene nanocomposite. Mater. Chem. Phys. 2020, 247, 122871. [Google Scholar] [CrossRef]
- Ali, N.H.; Shihab, S.K.; Mohamed, M.T. Mechanical and physical characteristics of hybrid particles/fibers-polymer composites: A review. Mater. Today Phys. 2022, 62, 178–183. [Google Scholar] [CrossRef]
- Wang, K.J.; Bao, C.; Zhang, C.Y.; Li, Y.H.; Liu, R.Z.; Xu, H.M.; Ma, H.Q.; Man, J.Y.; Song, S.C. Preparation of high-strength Si3N4 antenna window using selective laser sintering. Ceram. Int. 2022, 48, 2903–2911. [Google Scholar] [CrossRef]
- Liu, S.S.; Li, M.; Wu, J.M.; Chen, A.N.; Shi, Y.S.; Li, C.H. Preparation of high-porosity Al2O3 ceramic foams via selective laser sintering of Al2O3 poly-hollow microspheres. Ceram. Int. 2020, 46, 4240–4247. [Google Scholar] [CrossRef]
- Kumara, N.; Kumarb, H.; Khurmic, J.S. Experimental investigation of process parameters for rapid prototyping technique (Selective Laser Sintering) to enhance the part quality of prototype by Taguchi method. Procedia Technol. 2016, 23, 352–360. [Google Scholar] [CrossRef]
- Genna, S. ; Menna, E.; Rubino, G.; Trovalusci, F. Laser machining of silicon carbide: Experimental analysis and multiobjective optimization. Ceram. Int. 2023, 49, 10682–10691. [Google Scholar] [CrossRef]
- Narayana, B.; Venkatesh, S. Parametric optimization For a quality prototype from selectivelaser sintering: Grey Taguchi Method. Mater. Today Phys. 2019, 18, 4271–4280. [Google Scholar]
- Baligidad, S.M.; Chandrasekhar, U.; Elangovan, K.; Shankar, S. Taguchi’s Approach: Design optimization of process parameters in selective inhibition sintering. Mater. Today Phys. 2018, 5, 4778–4786. [Google Scholar] [CrossRef]
- Qadri, S.I.A. A critical study and analysis of process parameters of selective laser sintering Rapid prototyping. Mater. Today Proc. 2022, 49, 1980–1988. [Google Scholar] [CrossRef]
- Korycki, A.; Garnier, C.; Nassiet, V.; Sultan, C.T.; Chabert, F. Optimization of mechanical properties and manufacturing time through experimental and statistical analysis of process parameters in selective laser sintering. Adv. Mater. Sci. Eng. 2022, 18, 252–267. [Google Scholar] [CrossRef]
- Khazaee, S.; Kiani, A.; Badrossamay, M.; Foroozmehr, E. Selective laser sintering of polystyrene: Preserving mechanical properties without post-processing. J. Mater. Eng. Perform. 2021, 30, 3068–3078. [Google Scholar] [CrossRef]
- Imanian, M.E.; Biglari, F.R. Modeling and prediction of surface roughness and dimensional accuracy in SLS 3D printing of PVA/CB composite using the central composite design. J. Manuf. Process 2022, 75, 154–169. [Google Scholar] [CrossRef]
- Qin, X.; Zhang, J. Based on Grey Relational Analysis Research on Fabrication Parameters of Polypropylene Part by Selective Laser Sintering. J. Appl. Biomater. Biom. 2014, 12, 513–517. [Google Scholar] [CrossRef]
- Zeng, Z.; Deng, X.H.; Cui, J.M.; Jiang, H.; Yan, S.; Peng, B. Improvement on Selective Laser Sintering and Post-Processing of Polystyrene. Polymers 2019, 11, 956. [Google Scholar] [CrossRef]
- Brajlih, T.; Kostevsek, U.; Drstvensek, I. Influence of part’s geometrical properties on shrinkage and laser heat affected zone size at selective laser sintering. Rapid Prototyp. J. 2019, 25, 208–220. [Google Scholar] [CrossRef]
- Li, S.C.; Sun, Z.; Xiao, G.; Cai, W.J.; Zhou, L.; Zhang, Y. Research on selective laser sintering process of ternary composite materials (PP/MCMB/CNT). Mater. Today Phys. 2023, 36, 106–118. [Google Scholar] [CrossRef]
- Strobbe, D.; Dadbakhsh, S.; Verbelen, L.; Puyvelde, P.V.; Kruth, J.P. Selective laser sintering of polystyrene: A singlelayer approach. Plast. Rubber Compos. 2017, 16, 174–288. [Google Scholar] [CrossRef]
- Sofia, D.; Granese, M.; Barletta, D.; Poletto, M. Laser sintering of unimodal distributed glass powders of different size. Procedia Eng. 2015, 102, 749–758. [Google Scholar] [CrossRef]
- Lanzl, L.; Wudy, K.; Drummer, D. The effect of short glass fibers on the process behavior of polyamide 12 during selective laser beam melting. Polym. Test. 2020, 13, 18–31. [Google Scholar] [CrossRef]
- Zou, Y.; Li, C.H.; Hu, L.; Liu, J.A.; Wu, J.M.; Shi, Y.S. Effects of short carbon fiber on the macro-properties, mechanical performance and microstructure of SiSiC composite fabricated by selective laser sintering. Ceram. Int. 2020, 46, 102–110. [Google Scholar] [CrossRef]
- Wu, T.; Ren, Y.J.; Liang, L.X.; Wen, J.B.; Wu, H.; Tian, Y.T.; Tey, W.S.; Zhou, K. Tensile strength and wear resistance of glass-reinforced PA1212 fabricated by selective laser sintering. Virtual Phys. Prototyp. 2023, 18, 64–76. [Google Scholar] [CrossRef]
- Cano, A.J.; Salazar, A.; Rodríguez, J. Effect of temperature on the fracture behavior of polyamide 12 and glass-filled polyamide 12 processed by selective laser sintering. Eng. Fract. Mech. 2018, 203, 66–88. [Google Scholar] [CrossRef]
- Arai, S.; Tsunoda, S.; Yamaguchi, A.; Ougizawa, T. Effects of short-glass-fiber content on material and part properties of poly(butylene terephthalate) processed by selective laser sintering. Addit. Manuf. 2018, 21, 683–693. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).