
Analytical Approach for Forecasting the Load Capacity of the EN AW-7075-T6 Aluminum Alloy Joints Created Using RFSSW Technology

 , ,
, ,  ,
,  and
and 
Abstract
:1. Introduction
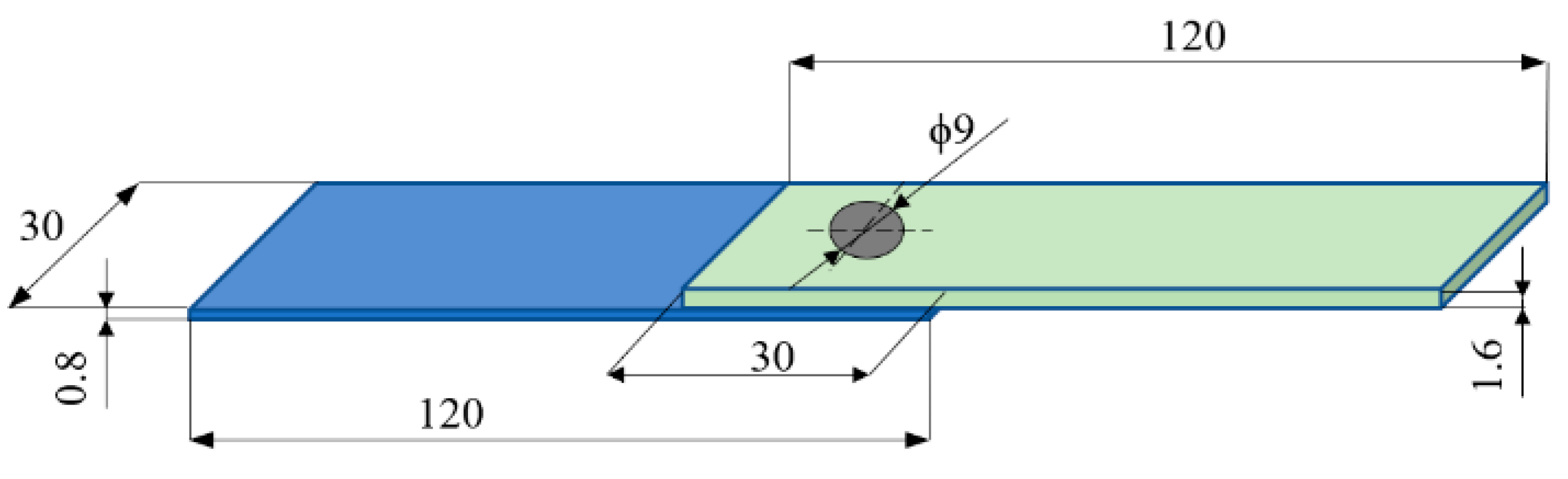
2. Material and Methods
3. Results and Discussion
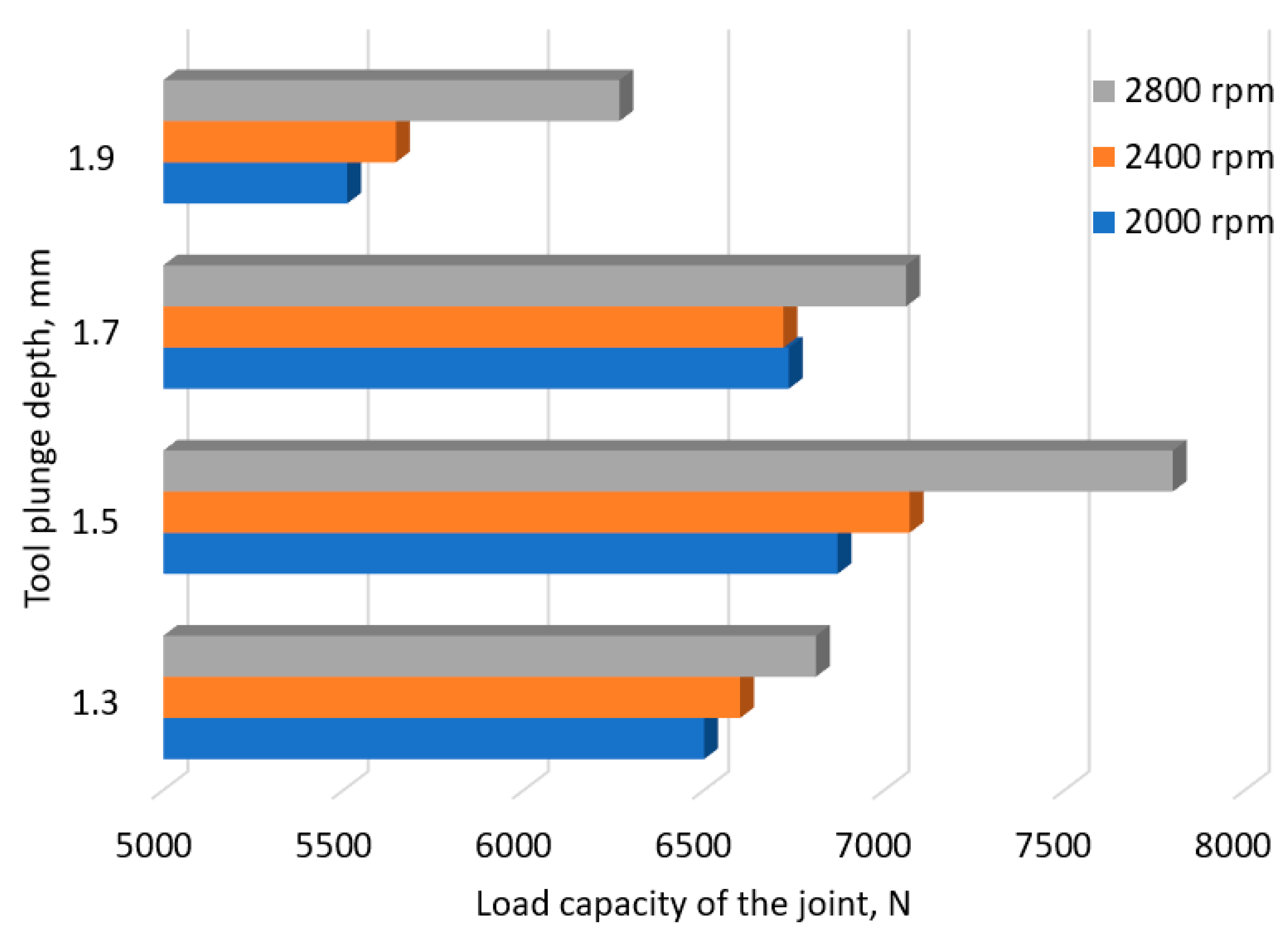
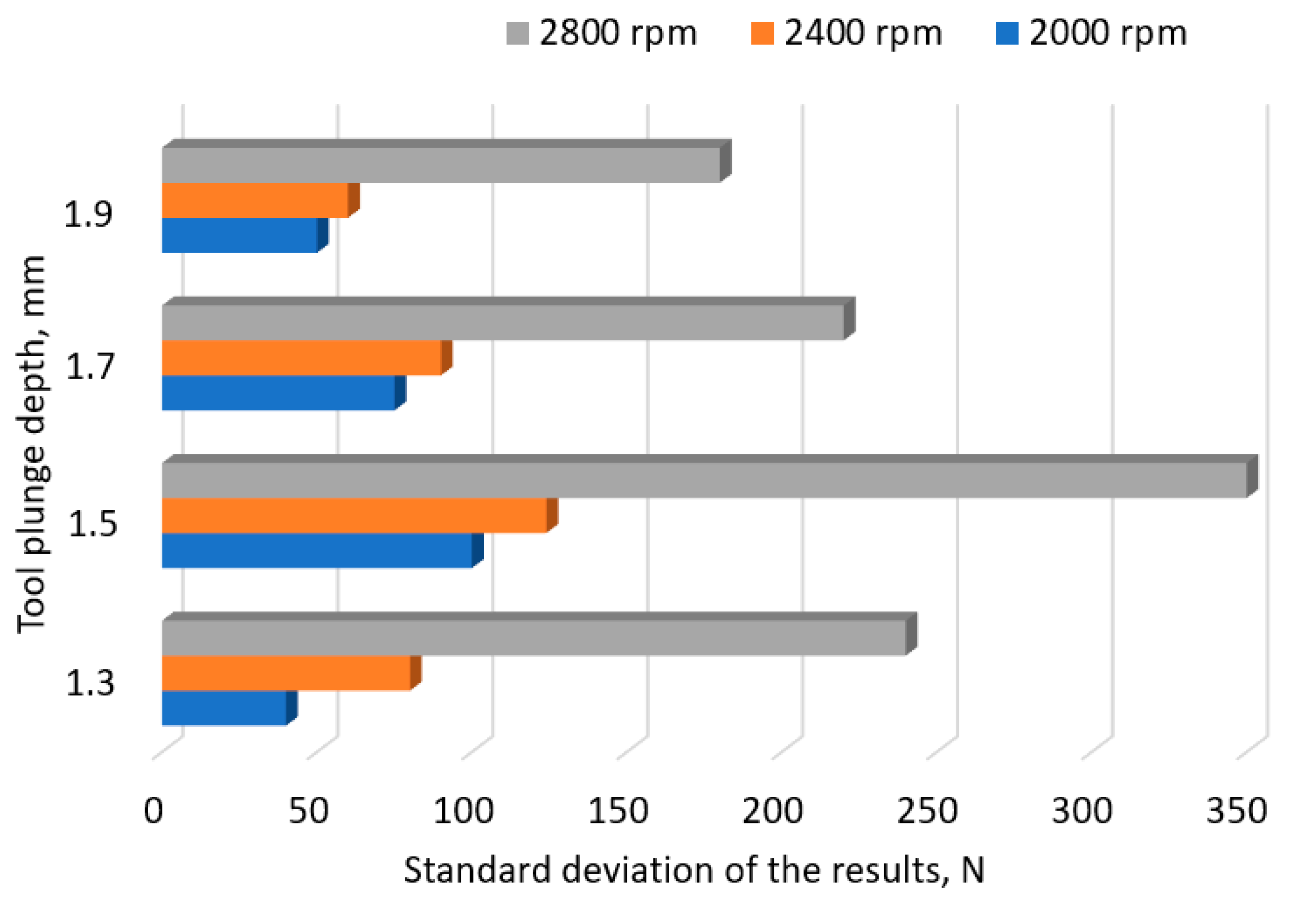
3.1. Experimental Results
3.2. Mathematical Model
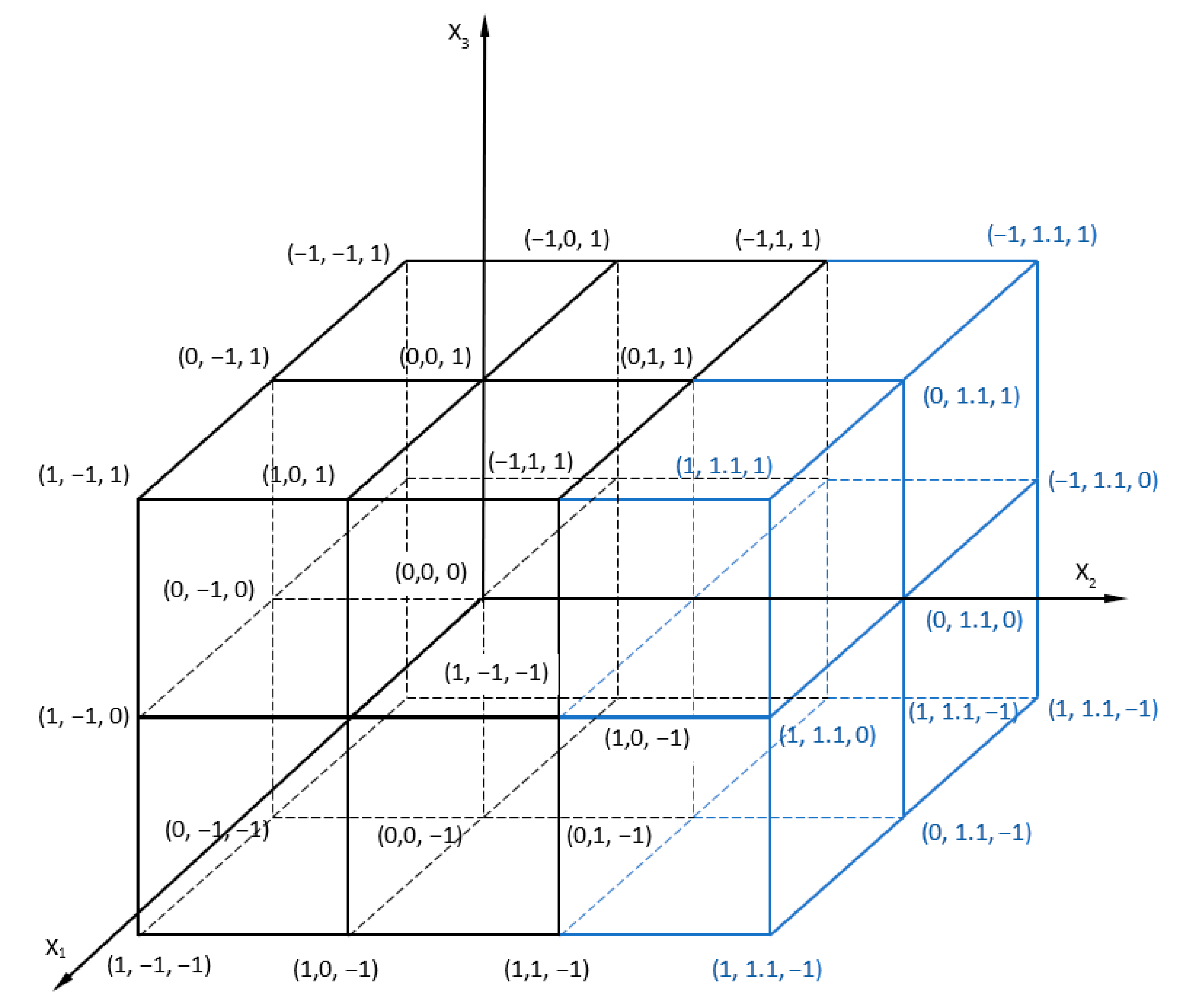
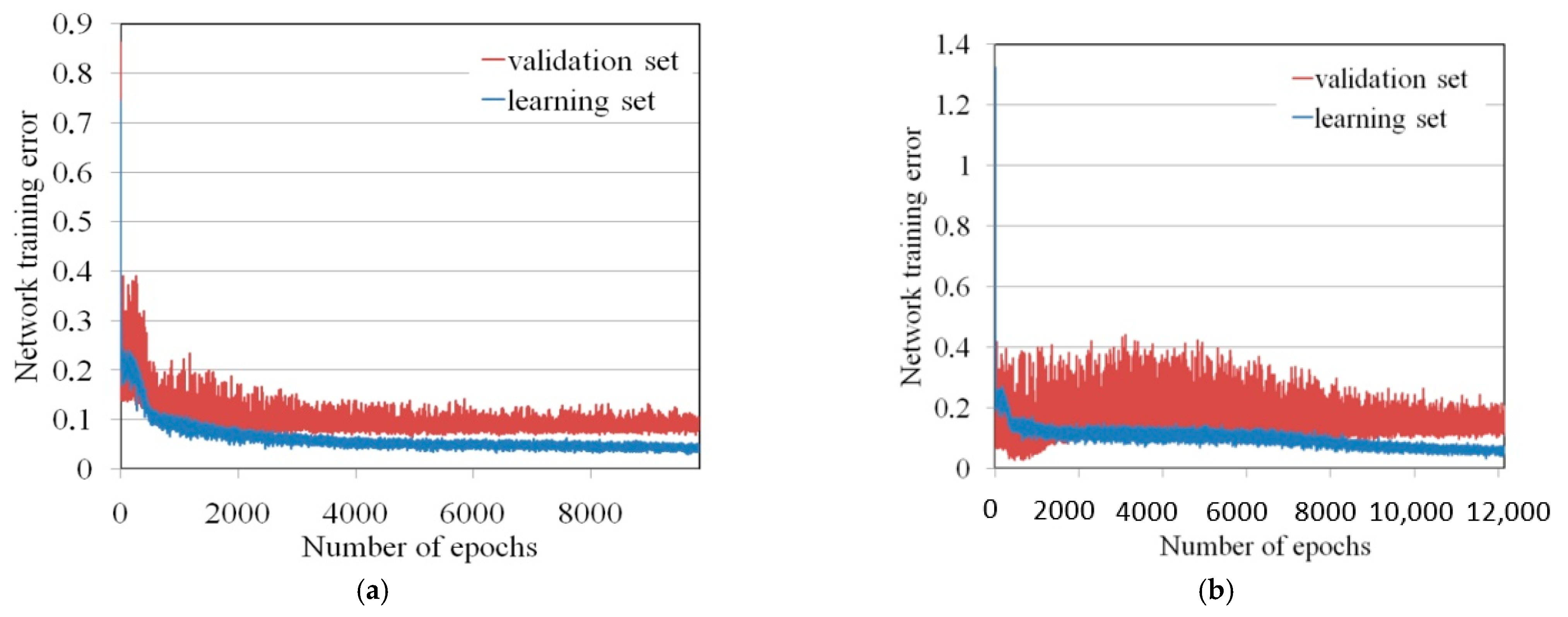
3.3. Artificial Neural Networks Modeling
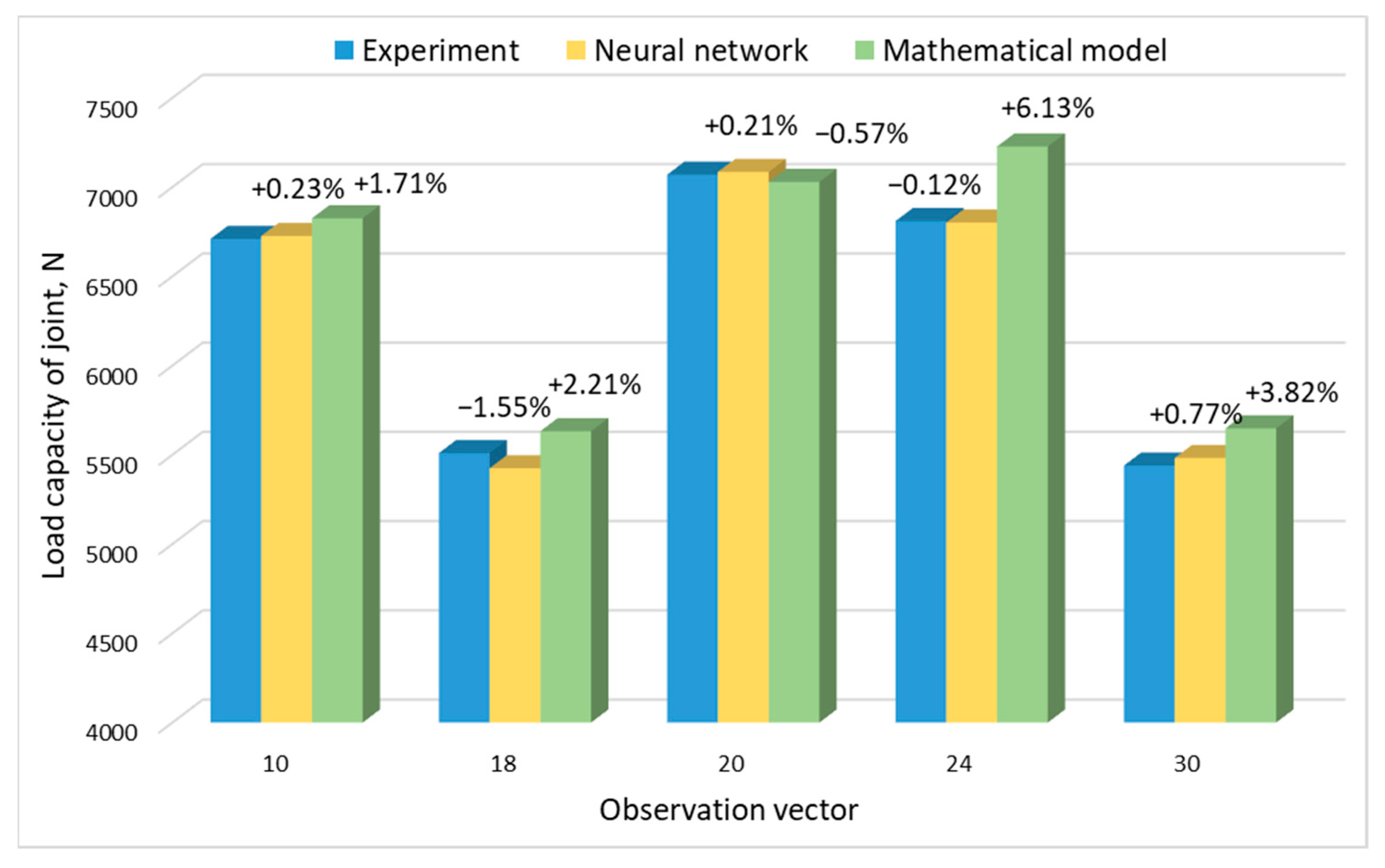
3.4. Comparative Analysis of Model Results
4. Conclusions
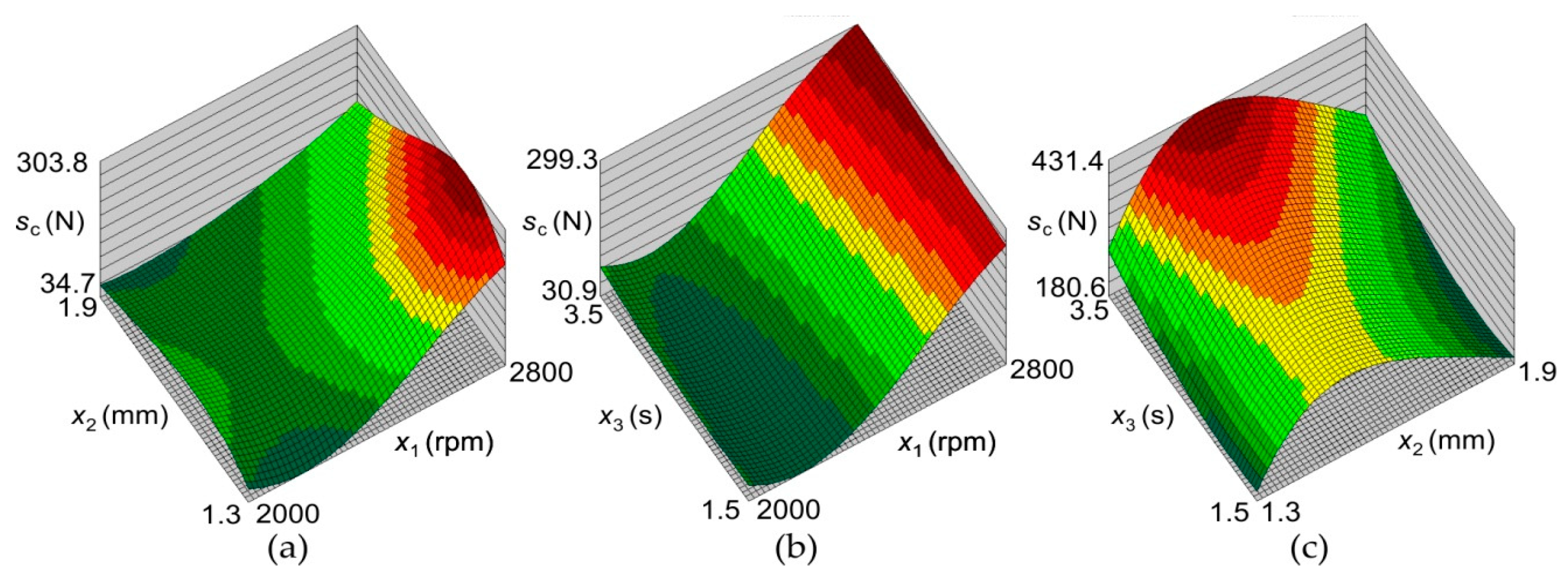
- The rotational speed of the plasticizing pin determines the appropriate temperature in the weld area, allowing proper plasticization and mixing of the material. Too high a tool rotational speed adversely affects the microstructure of the weld. As the rotational speed increases, the standard deviation of the joint load capacity also increases, leading to heterogeneity in the joint performance properties.
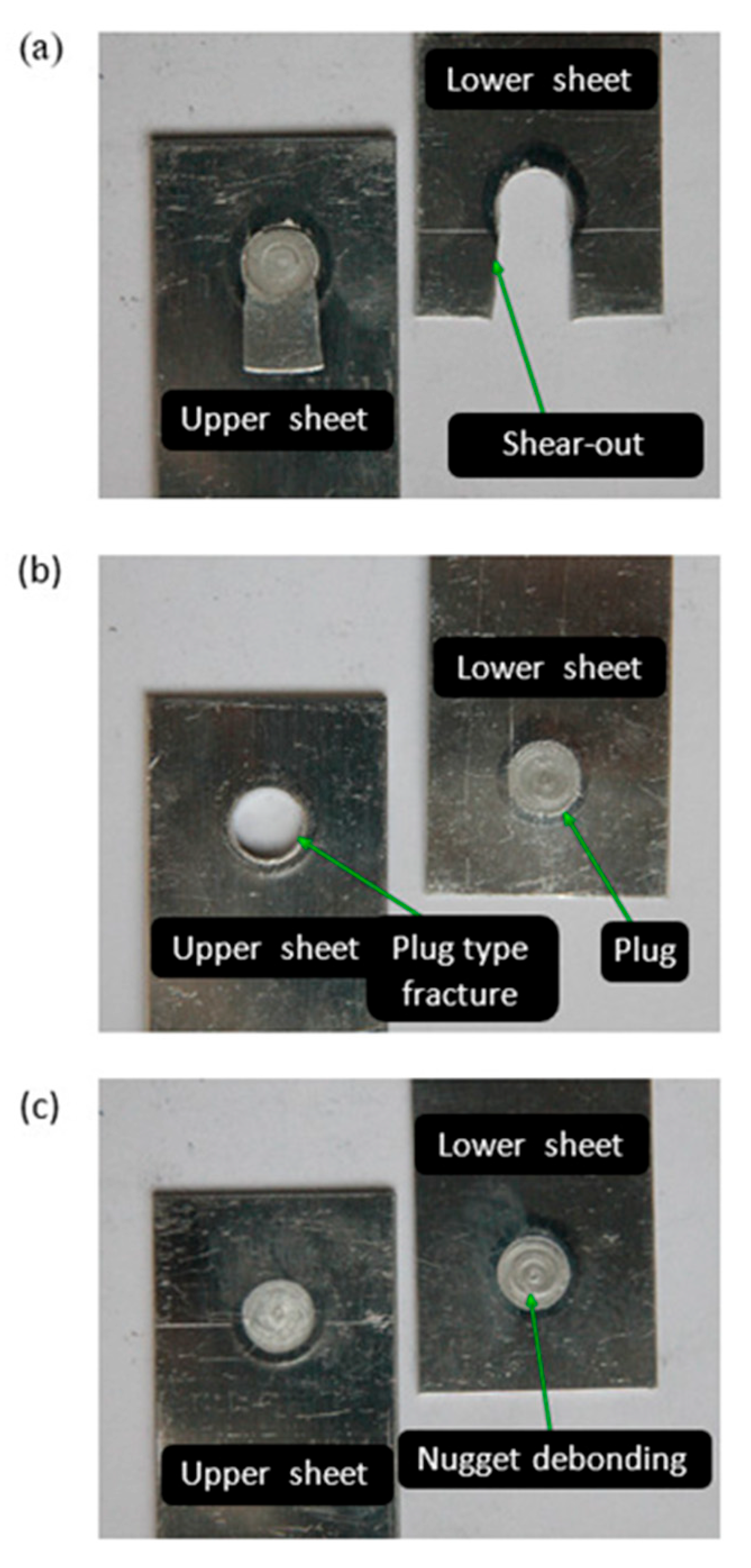
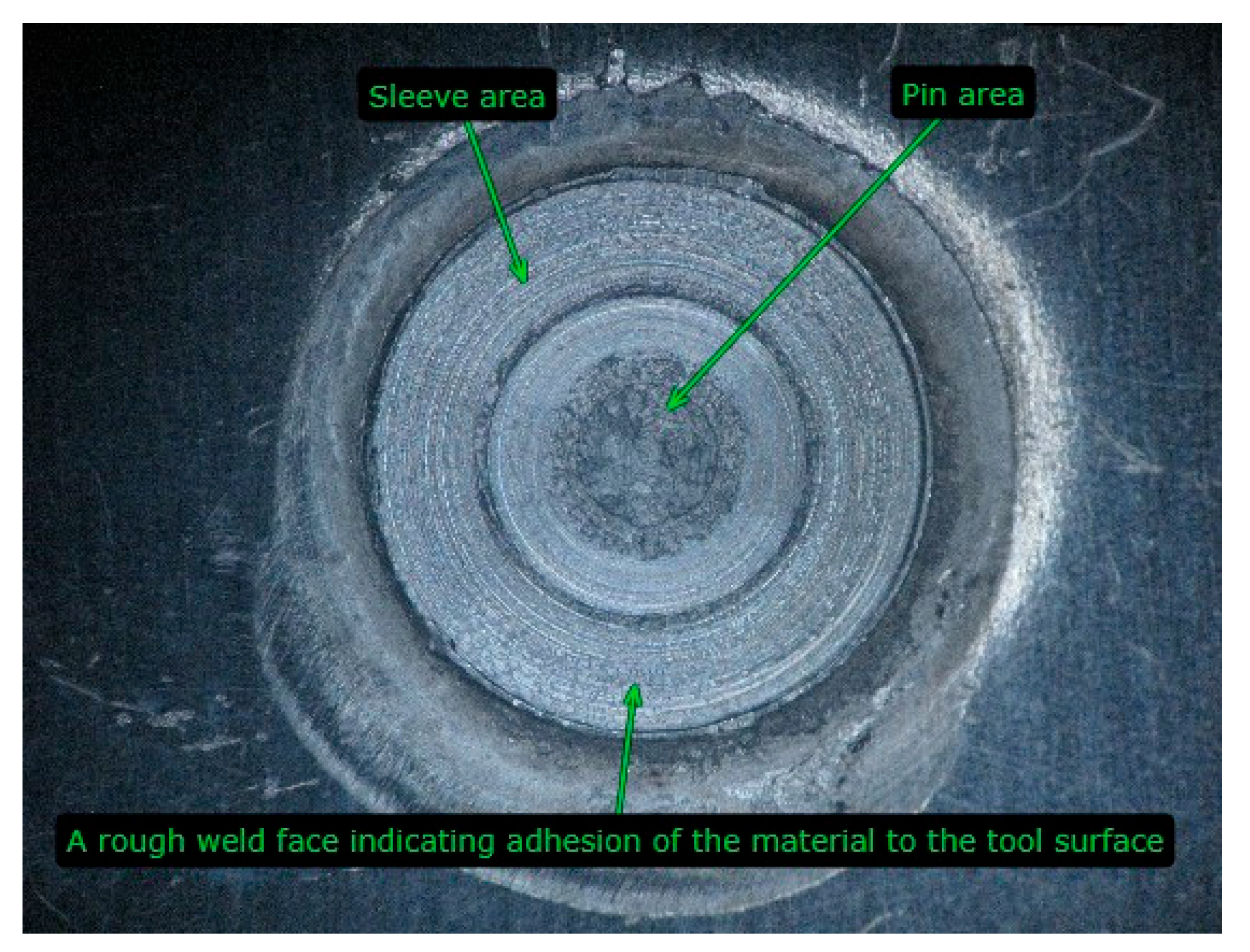
- In the case of lap joints, the highest joint load capacity can be obtained with a tool recess of 93% of the thickness of the cover plate. In this case, the tool does not penetrate the material of the lower sheet. This creates an adhesive connection. Increasing the depth of the tool leads to a weakening of the thin bottom sheet, which results in a reduction in the LC of the connection.
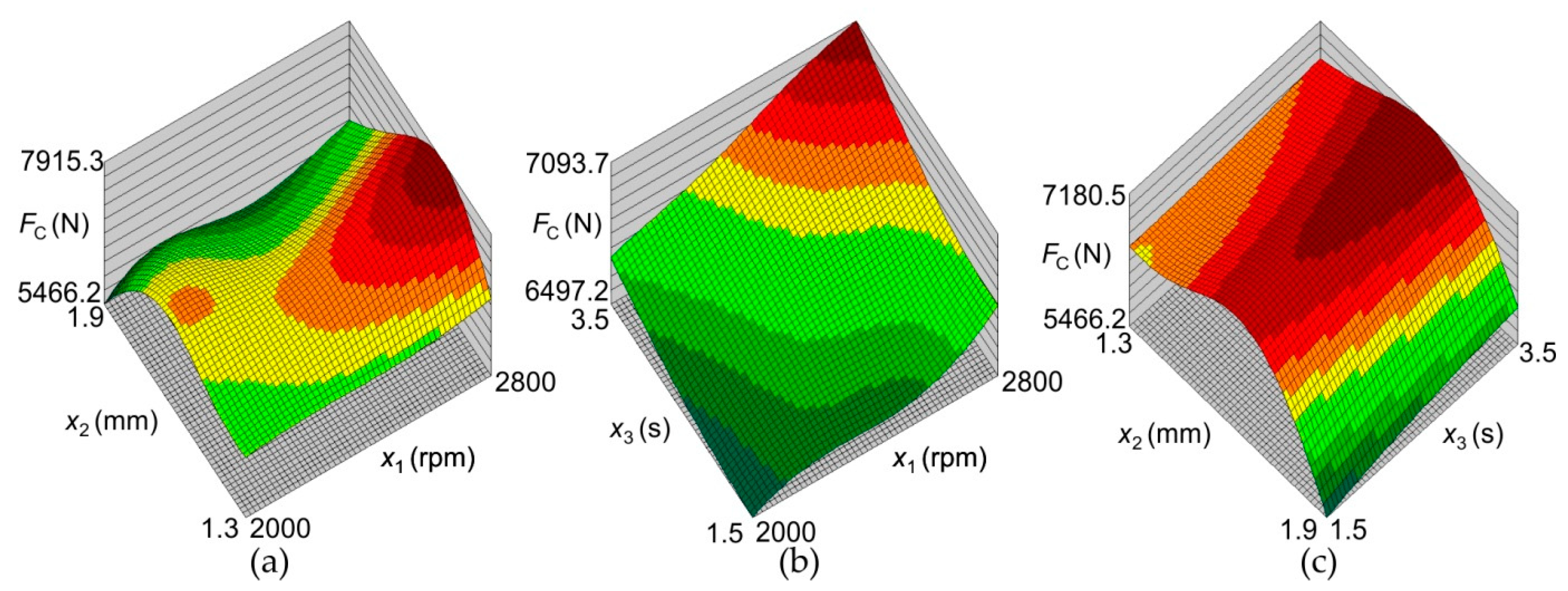
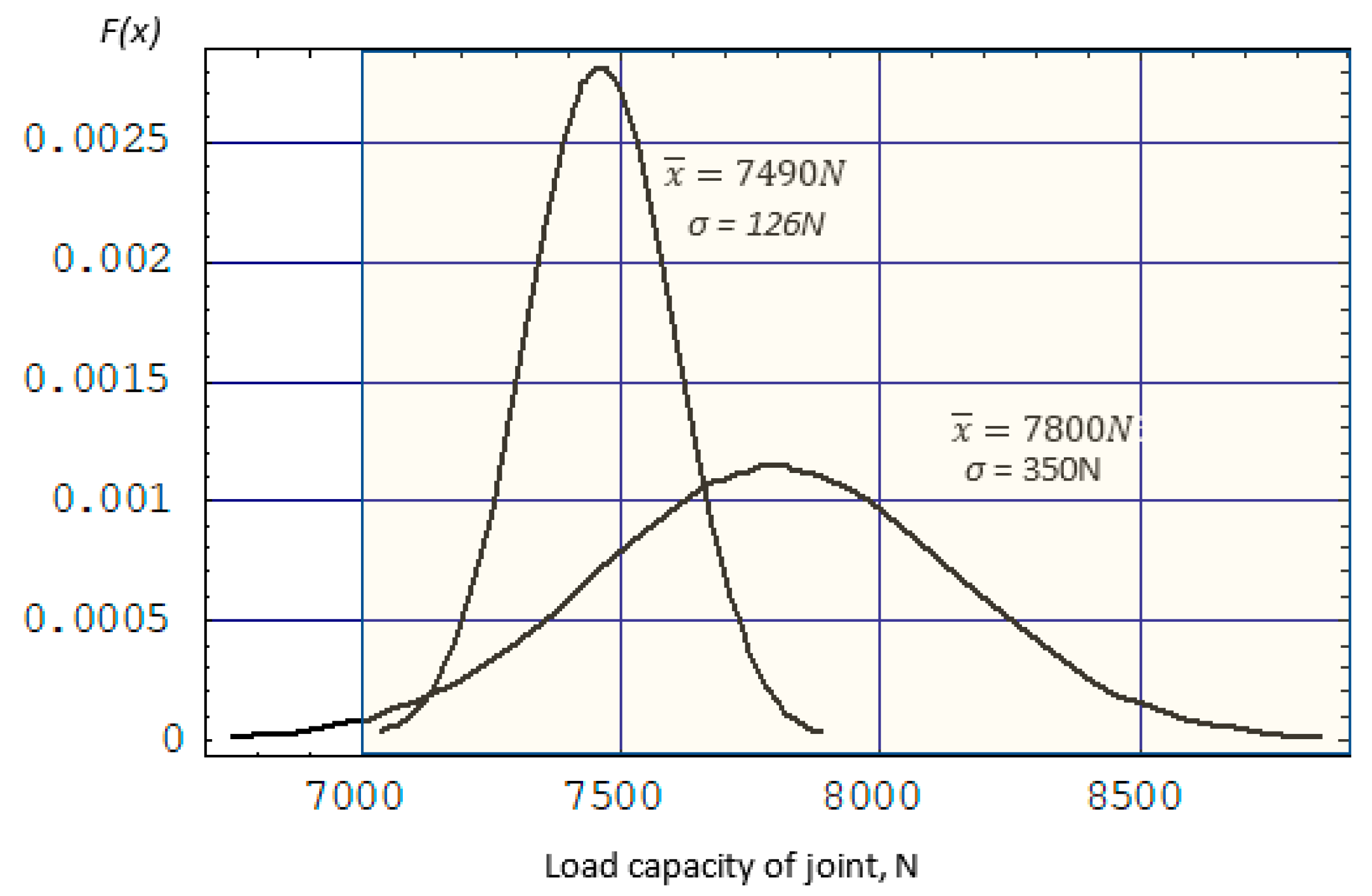
- Increasing joint load capacity can be achieved by increasing welding time (3.5 s), using a depth of 1.5 mm (93%) and a tool rotation speed of 2250 rpm. The process of welding with such parameters is characterized by smaller scatter. In this way, greater uniformity can be achieved in the performance properties of joints, which may contribute to greater structural reliability.
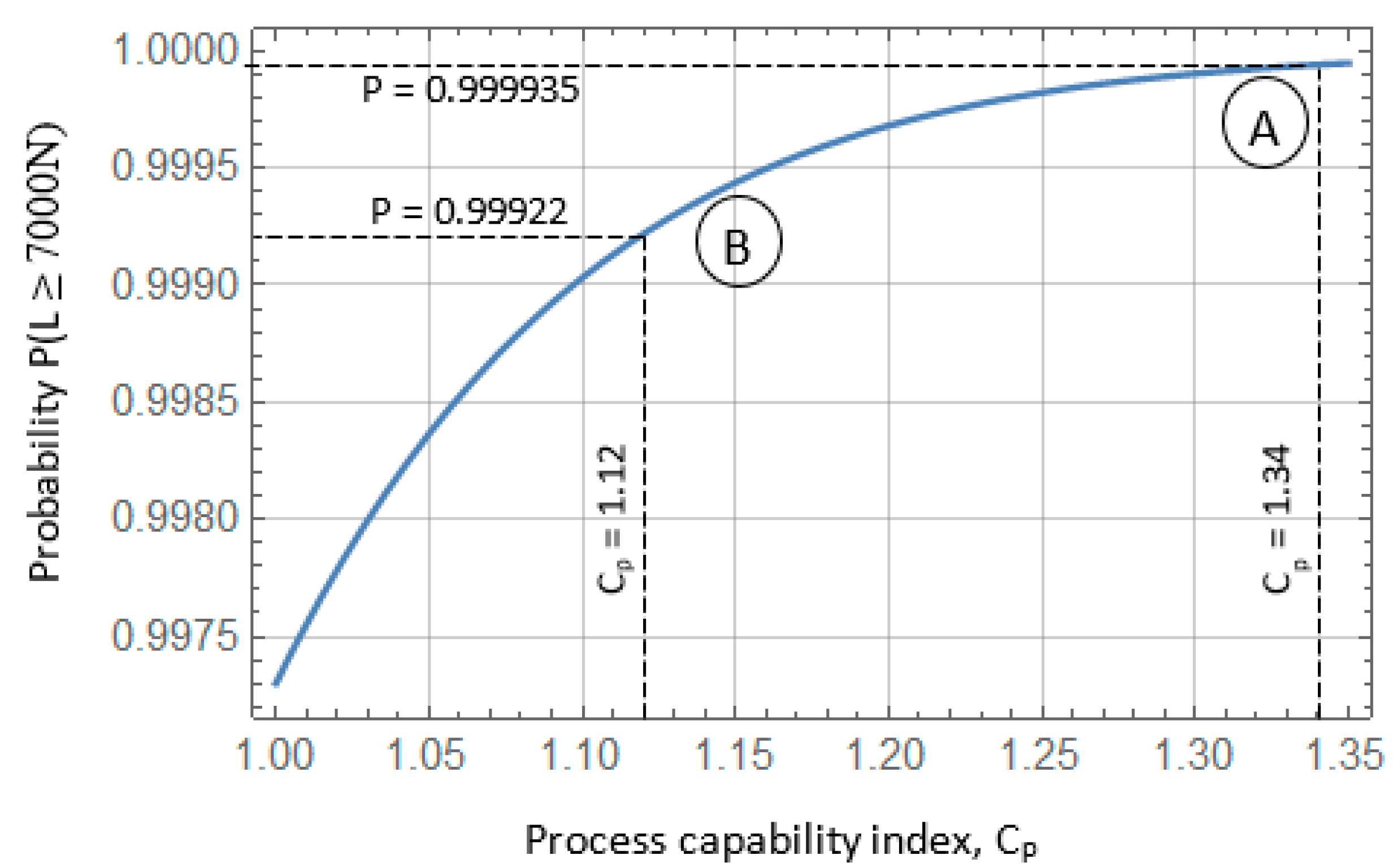
- Ensuring high quality in the aircraft structure assembly process requires precise determination of welding parameters. Such conditions are met by the neural model, which is characterized by much greater accuracy in predicting the load capacity of joints and standard deviation than the classical model. This also translates into the precision of estimating the value of process quality capability indicators required by the AS9100 standard, which is intended for companies specializing in aviation production.
- The use of neural networks enables precise determination of welding process parameters, ensuring maximum LC of the joints with a minimum SD of the process spread. However, this does not ensure their optimization. Based on the research carried out on the welding process of thin-walled sheets, it is indicated that in industrial practice, maximum rotational speeds should not be used when selecting parameters. The required LC of the joints should be obtained by increasing the welding time. This allows for more uniform welds with fewer defects.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Kim, D.; Baek, S.; Nishijima, M.; Lee, H.C.; Geng, P.; Ma, N.; Zhang, Z.; Park, H.; Chen, C.; Lee, S.-J.; et al. Toward defect-less and minimized work-hardening loss implementation of Al alloy/high-purity Cu dissimilar lap joints by refill friction stir spot welding for battery tab-to-busbar applications. Mater. Sci. Eng. A 2024, 892, 146089. [Google Scholar] [CrossRef]
- Bucior, M.; Kluz, R.; Kubit, A.; Ochał, K. Analysis of the Possibilities of Improving the Selected Properties Surface Layer of Butt Joints Made Using the FSW Method. Adv. Sci. Technol. Res. J. 2020, 14, 1–9. [Google Scholar] [CrossRef]
- Suryanarayanan, R.; Sridhar, V.G. Studies on the influence of process parameters in friction stir spot welded joints: A review. Mater. Today Proc. 2021, 37, 2695–2702. [Google Scholar] [CrossRef]
- Manickam, S.; Rajendran, C.; Ragu Nathan, S.; Sivamaran, V.; Balasubramanian, V. Assessment of the influence of FSSW parameters on shear strength of dissimilar materials joint (AA6061/AZ31B). Int. J. Lightweight Mater. Manufact. 2023, 6, 33–45. [Google Scholar] [CrossRef]
- Hessel Silva, B.; Zepon, G.; Bolfarini, C.; Fernandez dos Santos, J. Refill friction stir spot welding of AA6082-T6 alloy: Hook defect formation and its influence on the mechanical properties and fracture behavior. Mater. Sci. Eng. A 2020, 773, 138724. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, X.; Zhang, J.; Zhou, G.; Xu, X.; Zou, B. Effect of welding parameters on microstructure and mechanical properties of friction stir spot welded 5052 aluminum alloy. Mater. Des. 2021, 32, 4461–4470. [Google Scholar] [CrossRef]
- Tutar, M.; Aydin, H.; Yuce, C.; Yavuz, N.; Bayram, A. The optimisation of process parameters for friction stir spot-welded AA3003-H12 aluminum alloy using a Taguchi orthogonal array. Mater. Des. 2014, 63, 789–797. [Google Scholar] [CrossRef]
- Shen, Z.; Ding, Y.; Gopkalo, O.; Diak, B.; Gerlich, A.P. Effects of tool design on the microstructure and mechanical properties of refill friction stir spot welding of dissimilar Al alloys. J. Mater. Process. Technol. 2018, 252, 751–759. [Google Scholar] [CrossRef]
- de Castro, C.C.; Shen, J.; Plaine, A.H.; Suhuddin, U.F.H.; Guedes de Alcântara, N.; dos Santos, J.F.; Klusemann, B. Tool wear mechanisms and effects on refill friction stir spot welding of AA2198-T8 sheets. J. Mater. Res. Technol. 2022, 20, 857–866. [Google Scholar] [CrossRef]
- Feizollahi, V.; Moghadam, H.A. Effect of pin geometry, rotational speed, and dwell time of tool in dissimilar joints of low-carbon galvanized steel and aluminum 6061-T6 by friction stir spot welding. Results Mater. 2023, 20, 100483. [Google Scholar] [CrossRef]
- Zou, Y.; Li, W.; Yang, X.; Patel, V.; Shen, Z.; Chu, Q.; Wang, F.; Tang, H.; Cui, F.; Chi, M. Characterizations of dissimilar refill friction stir spot welding 2219 aluminum alloy joints of unequal thickness. J. Manuf. Process. 2022, 79, 91–101. [Google Scholar] [CrossRef]
- Zou, Y.; Li, W.; Yang, X.; Su, Y.; Chu, Q.; Shen, Z. Microstructure and mechanical properties of refill friction stir spot welded joints: Effects of tool size and welding parameters. J. Mater. Res. Technol. 2022, 21, 5066–5080. [Google Scholar] [CrossRef]
- Tiwan Ilman, M.N.; Kusmono, S. Microstructure and mechanical performance of dissimilar friction stir spot welded AA2024-O/AA6061-T6 sheets: Effects of tool rotation speed and pin geometry. Int. J. Lightweight Mater. Manufact. 2023, 6, 1–14. [Google Scholar] [CrossRef]
- Wang, J.; Tian, Y.; Hu, X.; Li, Y.; Zhang, K.; Liu, Y. Predictive modelling and Pareto optimization for energy efficient grinding based on aANN-embedded NSGA II algorithm. J. Clean. Prod. 2021, 327, 129479. [Google Scholar] [CrossRef]
- Li, Y.; Liu, Y.; Tian, Y.; Wang, Y.; Wang, J. Application of improved fireworks algorithm in grinding surface roughness online monitoring. J. Manuf. Process. 2022, 74, 400–412. [Google Scholar] [CrossRef]
- Zhao, M.; Xue, B.; Li, B.; Zhu, J.; Song, W. Ensemble learning with support vector machines algorithm for surface roughness prediction in longitudinal vibratory ultrasound-assisted grinding. Precis. Eng. 2024, 88, 382–400. [Google Scholar] [CrossRef]
- Li, C.; Wen, J.-R.; Wan, J.; Taylan, O.; Fei, C.-W. Adaptive directed support vector machine method for the reliability evaluation of aeroengine structure. Reliab. Eng. Syst. Saf. 2024, 246, 110064. [Google Scholar] [CrossRef]
- PN-EN 573-3:2020+A1:2022-11; Aluminium and Aluminium Alloys—Chemical Composition and Form of Wrought Products—Part 3: Chemical Composition and Form of Products. PKN: Warsaw, Poland, 2022.
- Kluz, R.; Kubit, A.; Wydrzyński, D. Analysis of Structure and Shear/Peel Strength of Refill Friction Stir Spot Welded 7075-T6 Aluminum Alloy Joints. Adv. Sci. Technol. Res. J. 2017, 11, 297–303. [Google Scholar] [CrossRef]
- Hertz, J.; Krogh, A.; Palmer, R.G. Introduction to the Theory of Neural Computation; Addison-Wesley: Boston, MA, USA, 1991. [Google Scholar]
- Pawlik, P.; Kania, K.; Przysucha, B. Fault diagnosis of machines operating in variable conditions using artificial neural network not requiring training data from a faulty machine. Eksploat. I Niezawodn.—Maint. Reliab. 2023, 25, 168109. [Google Scholar] [CrossRef]
- Li, Z.; Ji, S.; Ma, Y.; Chai, P.; Yue, Y.; Gao, S. Fracture mechanism of refill friction stir spot-welded 2024-T4 aluminum alloy. Int. J. Adv. Manuf. Technol. 2016, 86, 1925–1932. [Google Scholar] [CrossRef]
- Venukumar, S.; Yalagi, S.; Muthukumaran, S. Comparison of microstructure and mechanical properties of conventional and refilled friction stir spot welds in AA 6061-T6 using filler plate. Trans. Nonferrous Met. Soc. China 2013, 23, 2833–2842. [Google Scholar] [CrossRef]
- Kluz, R.; Trzepieciński, T. Analysis of the optimal orientation of robot gripper for an improved capability assembly process. Robot. Auton. Syst. Part. A 2015, 74, 253–266. [Google Scholar] [CrossRef]
- Hsu, B.M.; Wang, T.C.; Shu, M.H. Lot-dependent sampling plans for qualifying long-term production capability with a one-sided specification. Comput. Ind. Eng. 2020, 146, 106583. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MLNN Structure | RMS Error | Error of SD | Absolute Error Mean | SDR | Pearson’s Correlation |
|---|---|---|---|---|---|
| 3-15-1 | 82.04 | 83.375 | 64.989 | 0.129 | 0.992 |
| MLNN Structure | RMS Error | Error of SD | Absolute Error Mean | SDR | Pearson’s Correlation |
|---|---|---|---|---|---|
| 3-16-1 | 10.69 | 9.474 | 8.376 | 0.092 | 0.995 |
| Network Architecture | Parameter | x1 | x2 | x3 |
|---|---|---|---|---|
| 3-15-1 | rank | 2 | 1 | 3 |
| error | 375.029 | 858.631 | 258.425 | |
| ratio | 4.571 | 10.466 | 3.150 | |
| 3-16-1 | rank | 1 | 2 | 3 |
| error | 101.355 | 71.451 | 29.393 | |
| ratio | 9.484 | 6.686 | 2.750 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kluz, R.; Bucior, M.; Kubit, A.; Trzepieciński, T.; Antosz, K.; Faes, K. Analytical Approach for Forecasting the Load Capacity of the EN AW-7075-T6 Aluminum Alloy Joints Created Using RFSSW Technology. Materials 2024, 17, 1529. https://doi.org/10.3390/ma17071529
Kluz R, Bucior M, Kubit A, Trzepieciński T, Antosz K, Faes K. Analytical Approach for Forecasting the Load Capacity of the EN AW-7075-T6 Aluminum Alloy Joints Created Using RFSSW Technology. Materials. 2024; 17(7):1529. https://doi.org/10.3390/ma17071529
Chicago/Turabian StyleKluz, Rafał, Magdalena Bucior, Andrzej Kubit, Tomasz Trzepieciński, Katarzyna Antosz, and Koen Faes. 2024. "Analytical Approach for Forecasting the Load Capacity of the EN AW-7075-T6 Aluminum Alloy Joints Created Using RFSSW Technology" Materials 17, no. 7: 1529. https://doi.org/10.3390/ma17071529