1. Introduction
High-pressure grinding roll (HPGR) technology is regarded as one of the most significant innovations in comminution in the last few decades, the success of which is mostly associated with its lower energy consumption, greater amenability of the ore to downstream comminution operations and improved liberation through grain-boundary breakage [
1,
2,
3,
4,
5]. Application of this inter-particle breakage process in the early 1980s successfully reduced the size of cement clinker, raw meal and diamond ores, all of which are characterized by comparatively low strengths and abrasiveness [
3]. However, its first application to hard rock (UCS > 300 MPa) in the Cyprus Sierrita copper concentrator in the United States proved to be a challenge [
6], owing to the intensive wear of the rolls and, in consequence, the low mechanical availability of the machine. These challenges were only overcome through innovations in the technology, namely the implementation of rolls fitted with tungsten carbide studs, as well as Hexadur
® technology, which dramatically improved the lifetime of rolls in hard rock applications [
3,
7,
8,
9].
Another important advancement in HPGR technology is related to the lateral confinement. The main goal of lateral confinement is to reduce the so-called “edge effect”, which consists of dropping the pressure close to the edge of the rolls [
10,
11], and the clearance distance from the roller edges to avoid the decompression, generating a more uniform product along the length of the rolls. Two types of confinement systems are commercially available. The original is represented by the so-called cheek plates, which remain in use by most HPGR manufacturers. They consist of fixed thrust plates positioned by the sides of the rollers. Metso-Outotec then introduced flanges which consist of rims bolted to the edges of one of the rolls and ensure that the other roll is always under confinement [
12,
13]. A similar approach is now available from the manufacturer FLSmidth Mining Technologies GmbH (Essen, Germany), being called rotating side plates [
14]. More recently, the manufacturer Weir Minerals (Venlo, Netherlands) proposed an improvement in the traditional cheek plate approach. It is called Enduron
® and consists of three adjustable spring-loaded elements in the cheek plates: two at the top of the cheek plate system and one at the bottom [
15]. According to the manufacturer, the system allows a pre-set minimum gap to be maintained, even after significant wear and roll skewing [
15].
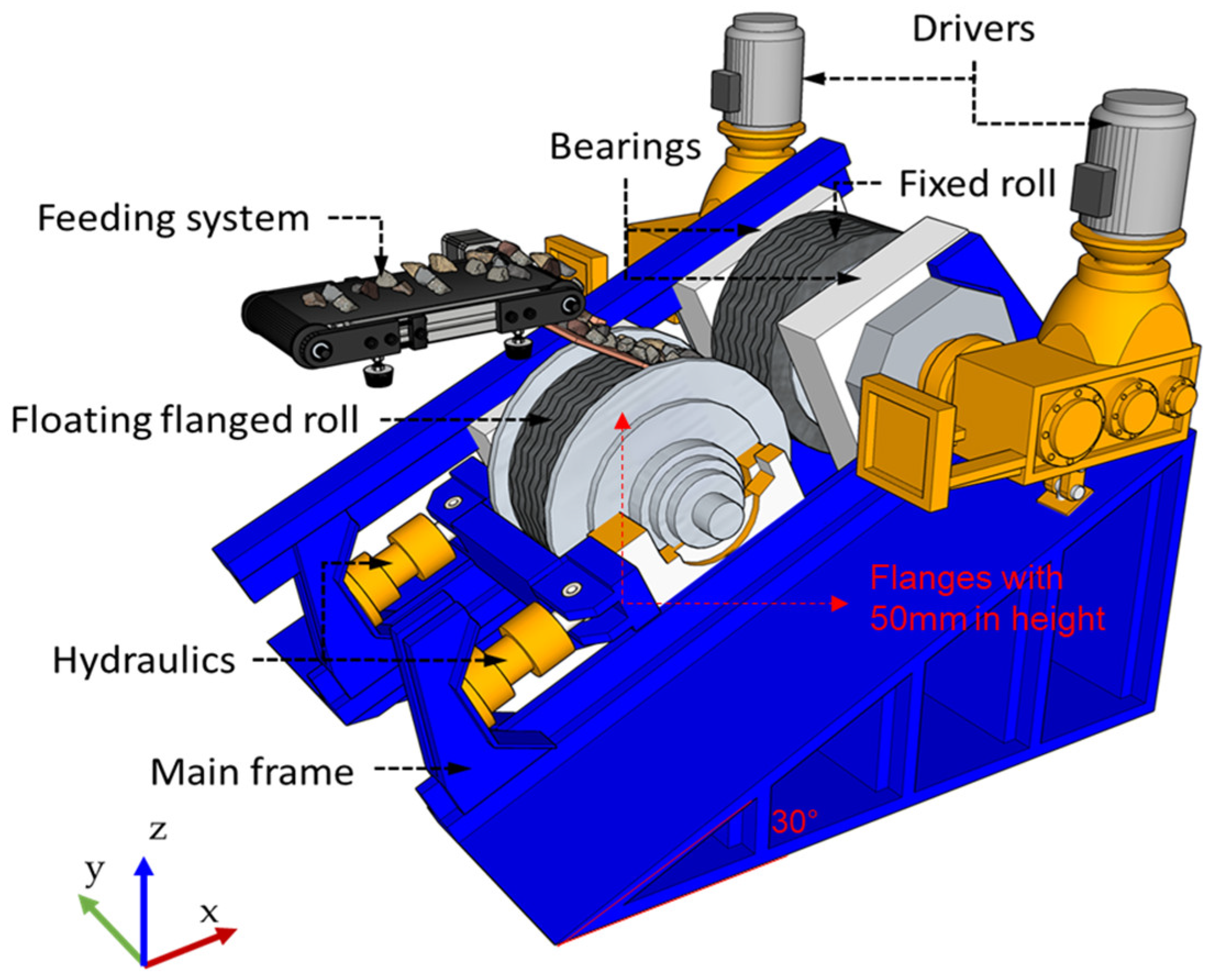
A more drastic change in HPGR design has been proposed recently by Argo IPS
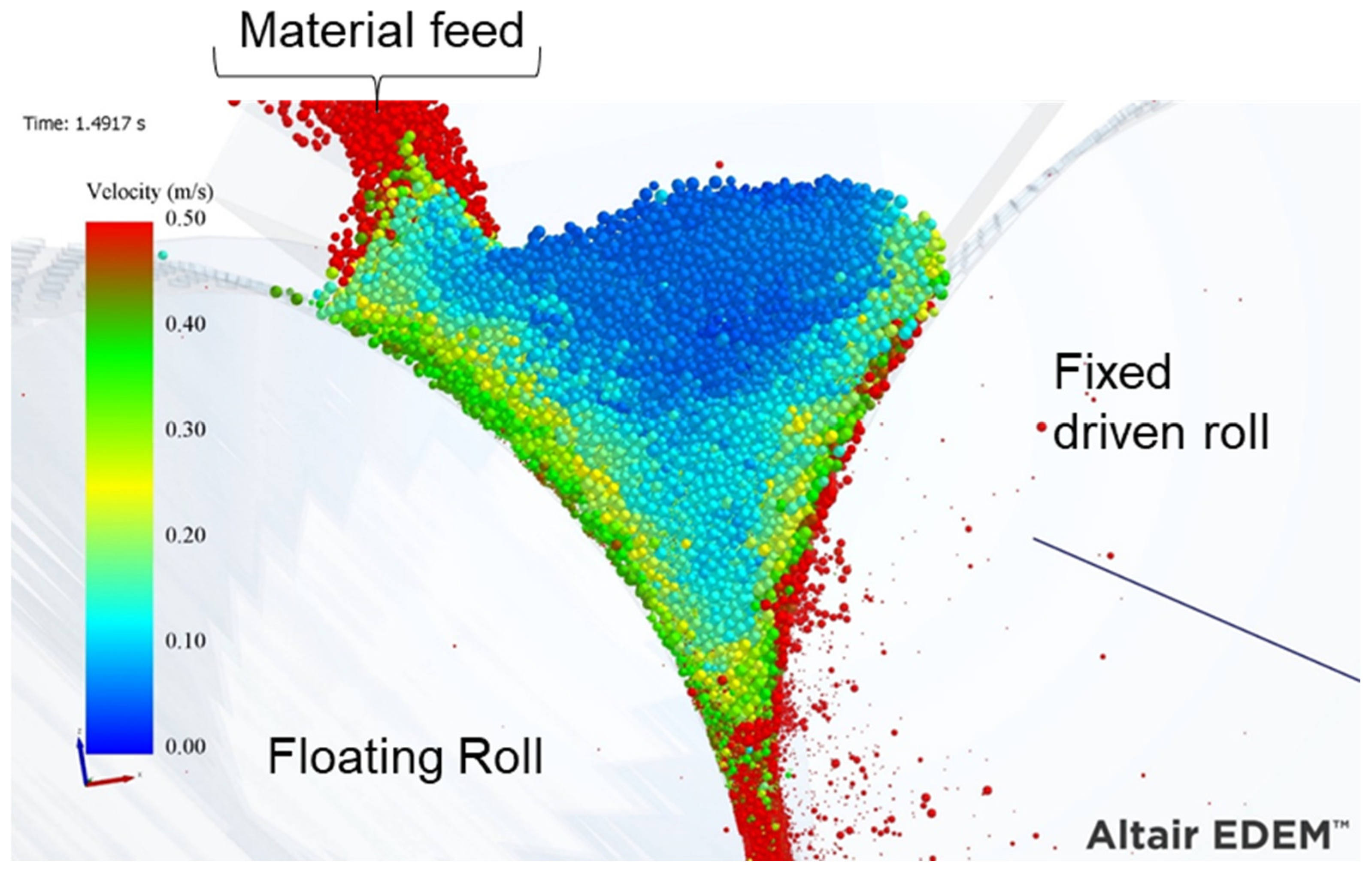
® (Hannover, Germany). It consists of tilting the frame that holds the rollers at an angle of about 30° horizontally while also fitting one of the rolls with flanges. According to the manufacturer [
16], this offset placement of the rolls allows them to operate at higher peripheral speeds without slipping. In addition, using a proper control system (AGSL) allows for controlling the effects of the grinding force, throughput and working gap separately. The original design of this HPGR has only one driver, which powers the fixed roll. The floating roll, located in the lower position, rotates as result of its interaction with the particle bed under pressure. Although thought-provoking, no published data are yet available that compare this new design with the traditional HPGR design.
In the last couple of decades, the discrete element method (DEM) has significantly evolved and is now widely accepted as a powerful tool to understand the interaction between the comminution machine and the ore particles [
17]. It is a numerical method that has been widely accepted as an effective method to deal with engineering problems involving granular and discontinuous media, with important applications in granular flows, rock mechanics and comminution [
17]. This technology, when properly applied and validated, allows for a complete virtual representation of the comminution device [
17,
18], which is useful in comparing different comminution machine designs and even for conceptualizing an entirely new machine. Indeed, several aspects of the HPGR technology, albeit with simplifications, have already been investigated using DEM. Quist and Evertsson [
19] demonstrated that a pressure profile is developed between the rollers. Nagata et al. [
20] investigated the effect of different stud configurations on the machine’s performance, while Cleary and Sinnott [
21] demonstrated that the level of the feed hopper affects the performance of the HPGRs and also that the solids are not discharged uniformly along the rollers. Additionally, several aspects of the machine’s design and operation have been researched by authors, including the effect of the roll aspect ratio, comparisons of cheek plates and flanges, as well as the performance of HPGRs when operating with rolls exhibiting different wear patterns [
22]. In these simulations, the authors described the floating roll motion in one dimension, using the multibody dynamic (MBD) approach implemented as part of an earlier development [
23]. An additional advancement in simulation technology was made possible through the description of the motion of the floating roll in two dimensions. This allowed investigations of the phenomenon of skewing that occurs when operating most HPGR designs [
24,
25,
26], demonstrating the differential pressure generated by each piston when attempting to reduce it in the presence of uneven feed [
27]. These simulations have been carried out using an effective particle replacement model (PRM), called the Tavares breakage model [
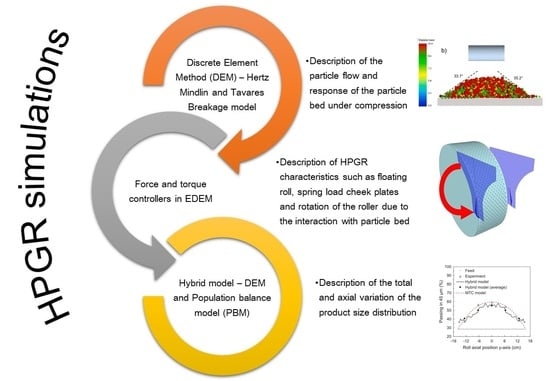
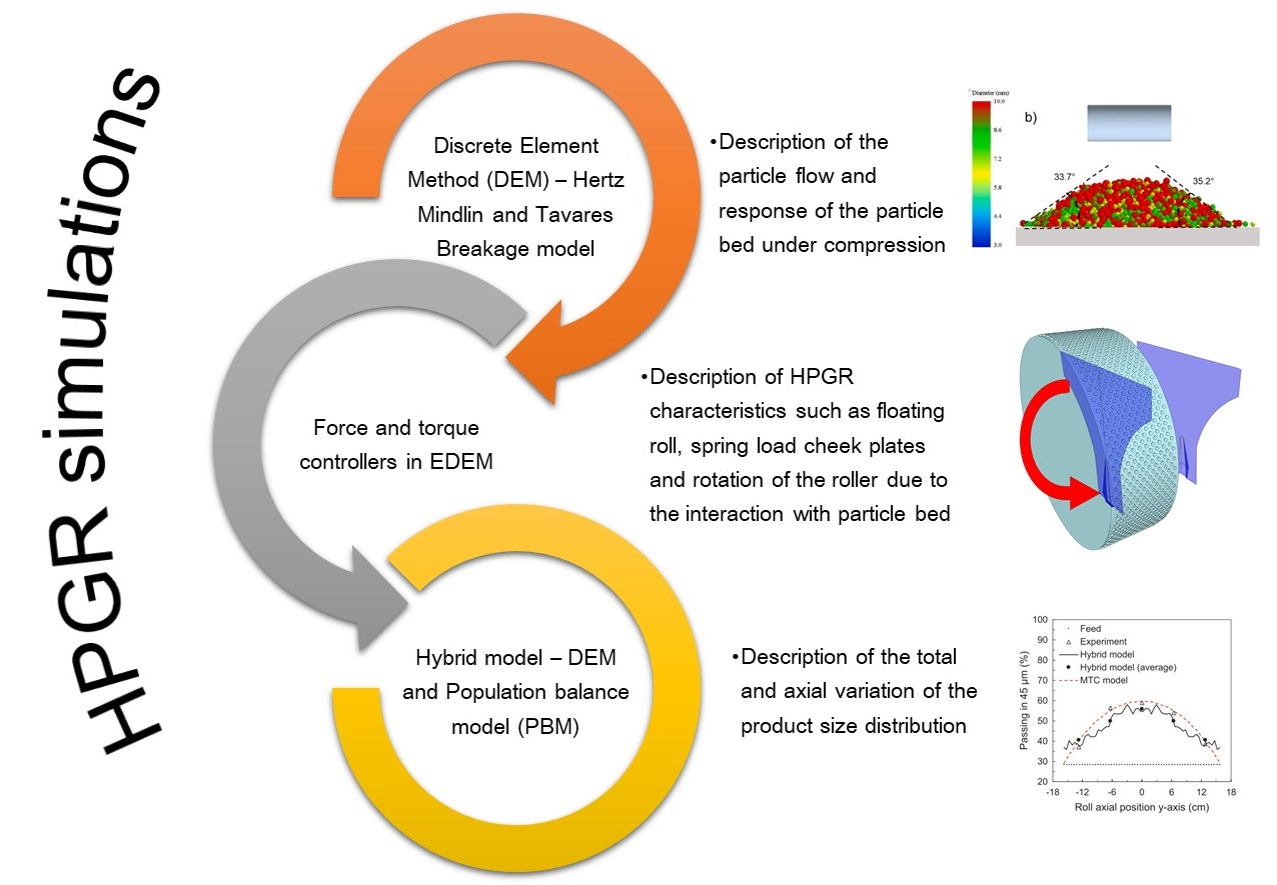
28], which describes breakage with a good level of realism. However, given the challenges involved in representing the fine particles in DEM simulations, a hybrid approach which uses a population balance model formulation (PBM) coupled with DEM-MBD-PRM simulations was recently proposed and applied successfully to pilot- and industrial-scale HPGRs [
29].
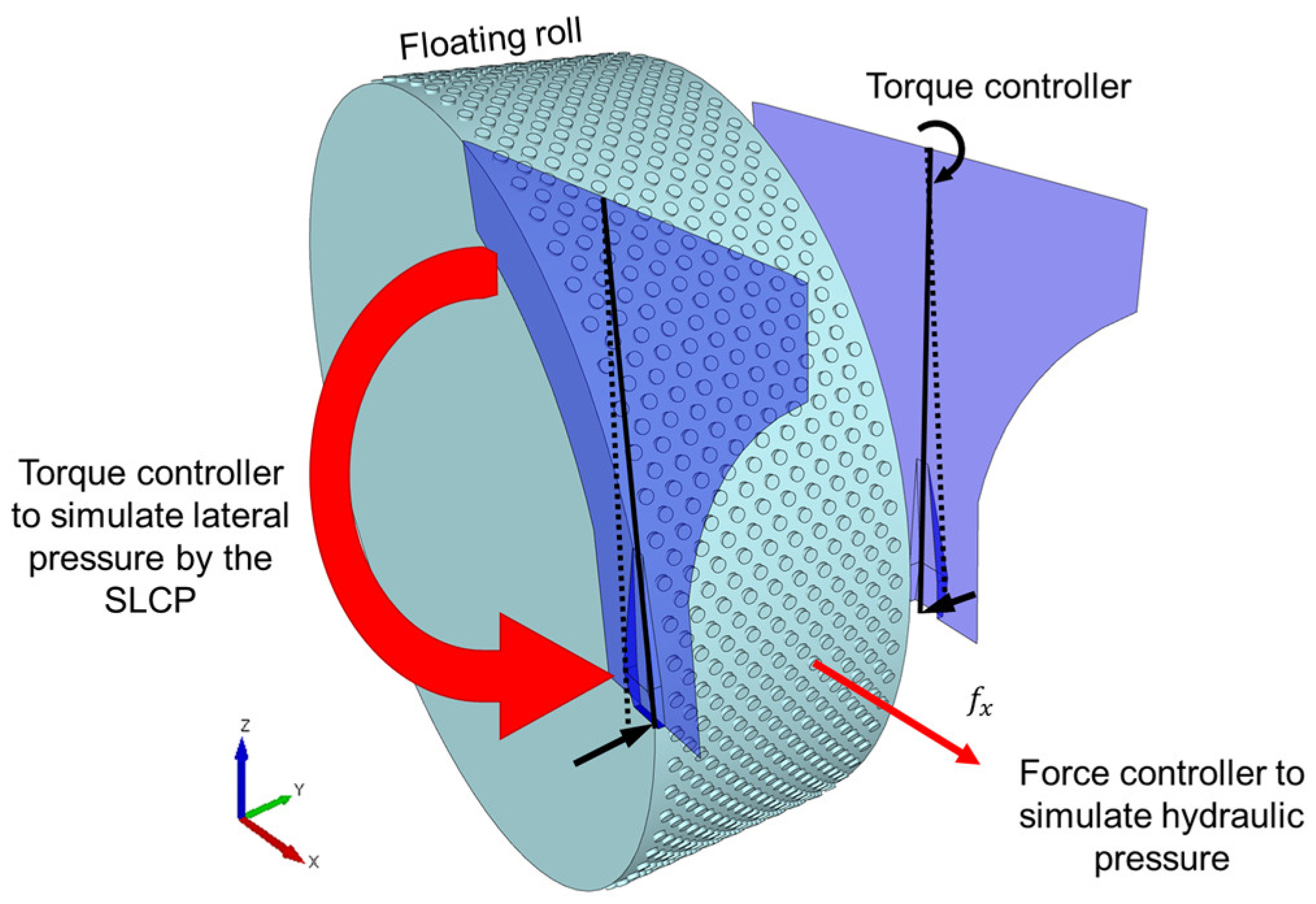
The present work follows in the footsteps of earlier work by the authors by using the hybrid approach, that is, a combination of the PBM and DEM, the particle replacement model (PRM) and the multibody dynamics (MBD) model, to study some recent developments in HPGR technology. First, spring-loaded cheek plates are examined through DEM simulations in terms of their capacity, power and working gap. The performance of the HPGR design employing the offset rolls is then analyzed in detail. Then, the alternative designs are compared to simulations of pilot-scale HPGRs with the traditional cheek plates in terms of product size reduction using an iron ore pellet feed.
4. Conclusions
Novel developments in HPGR technology were studied through simulations using the coupled DEM-MBD-PRM method in association with a hybrid model based on the population balance model to predict key variables as well as product size distribution.
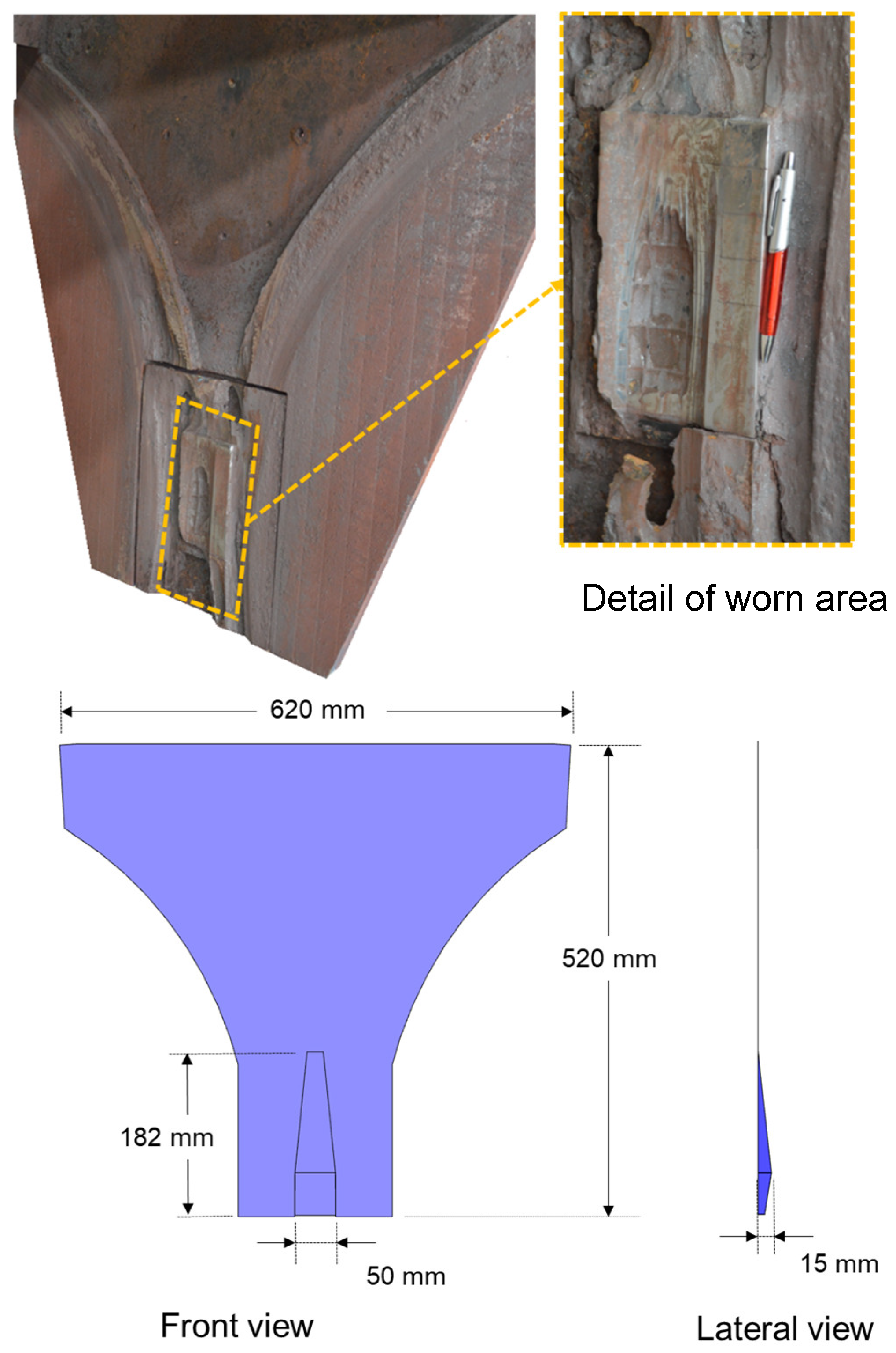
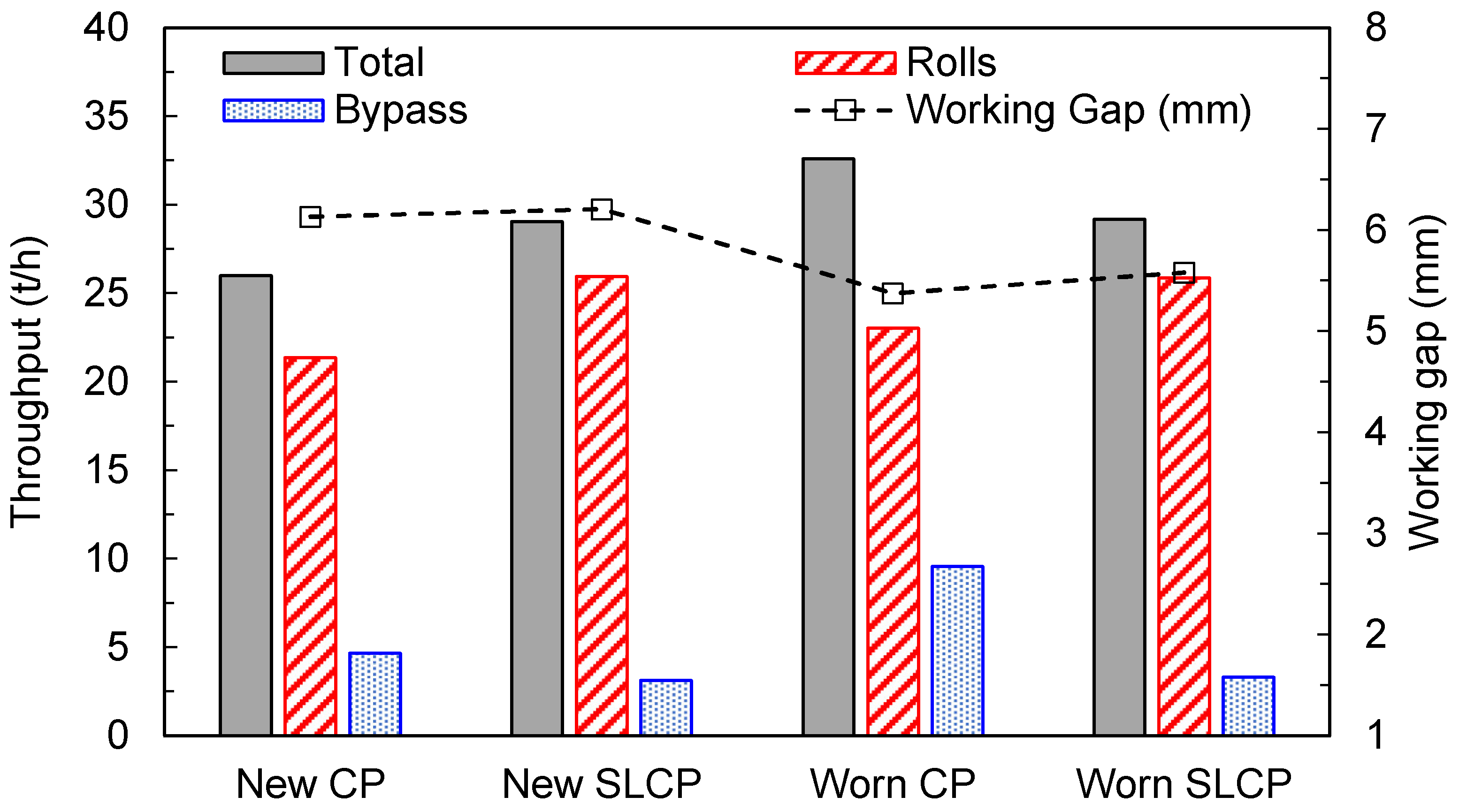
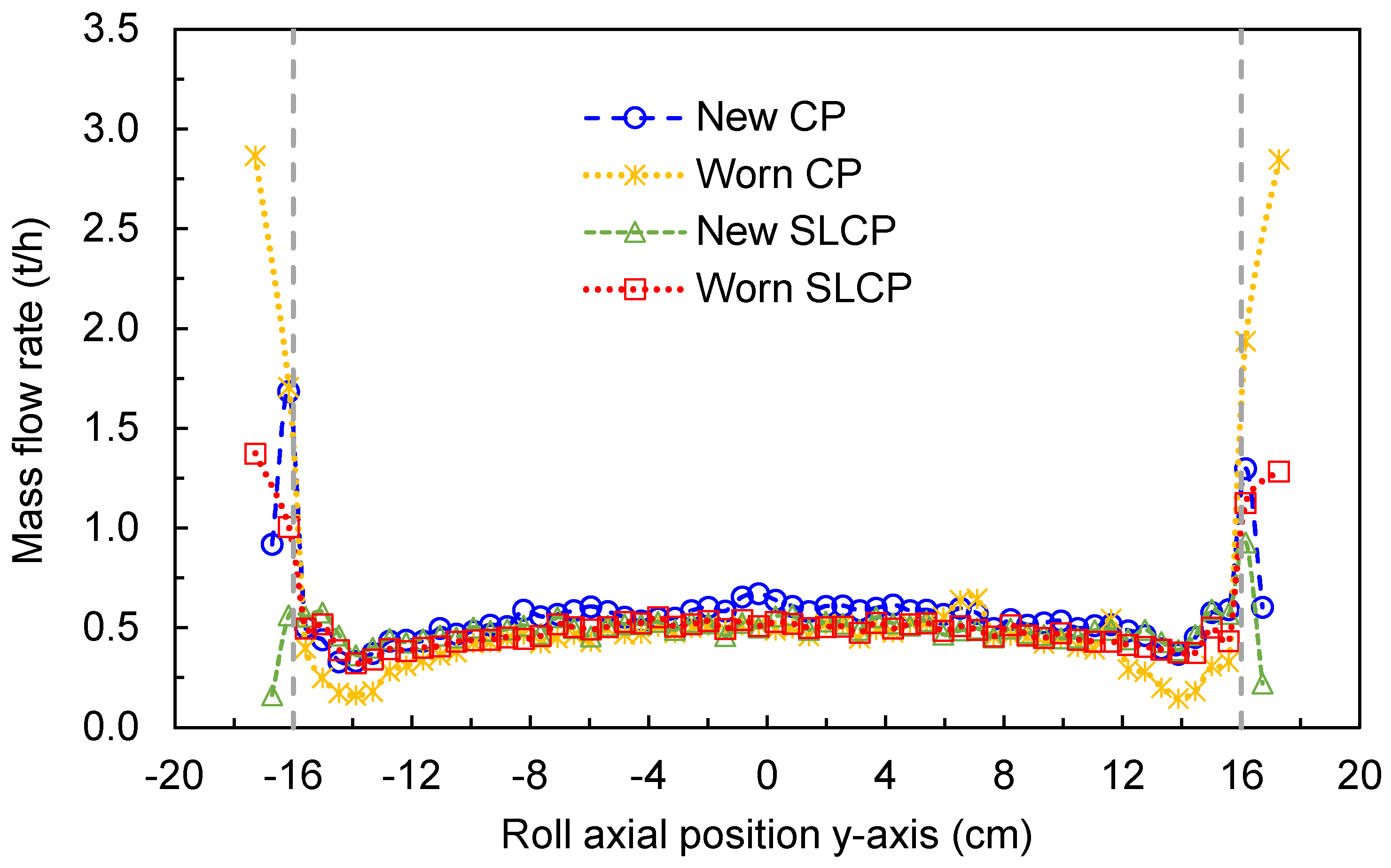
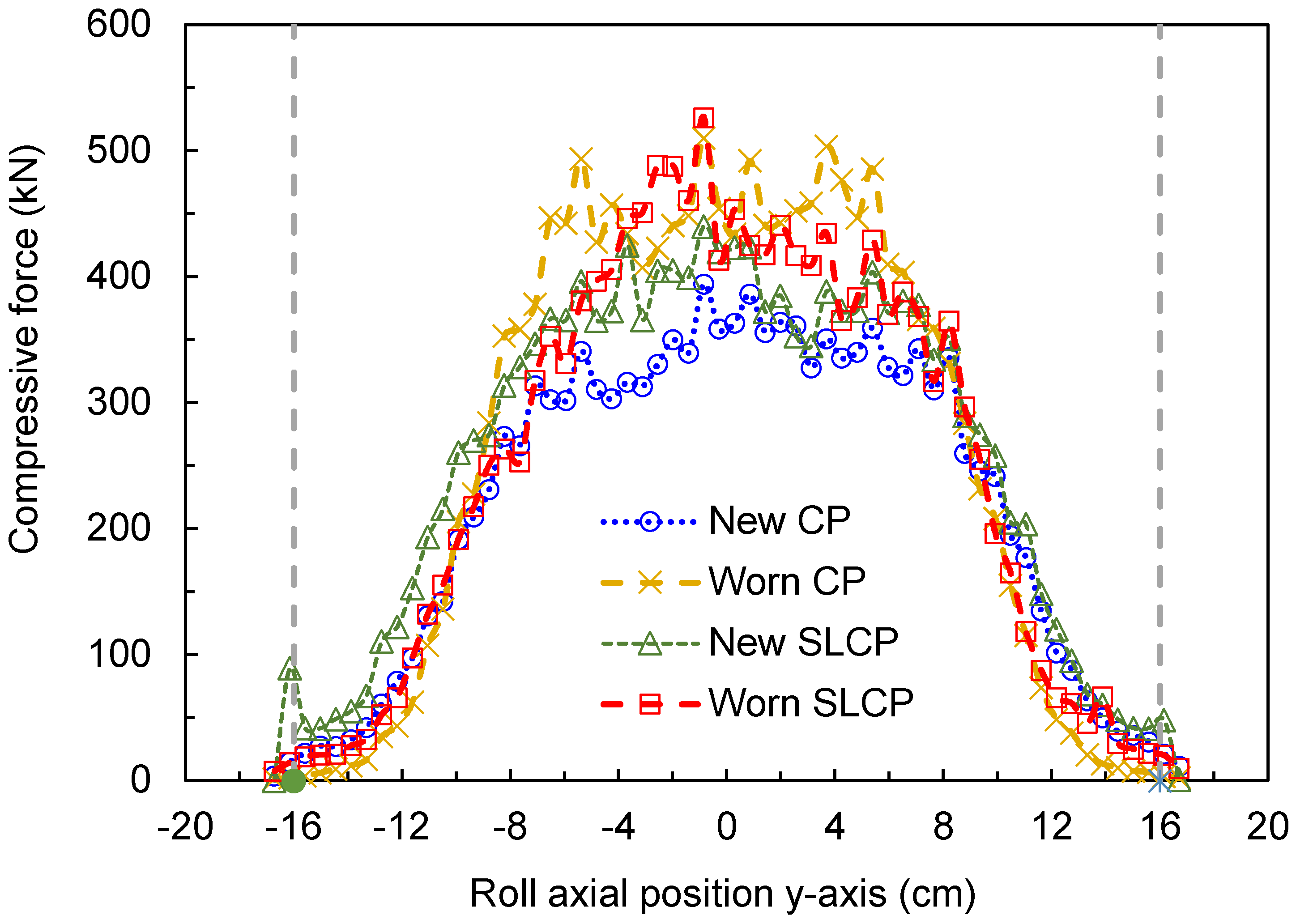
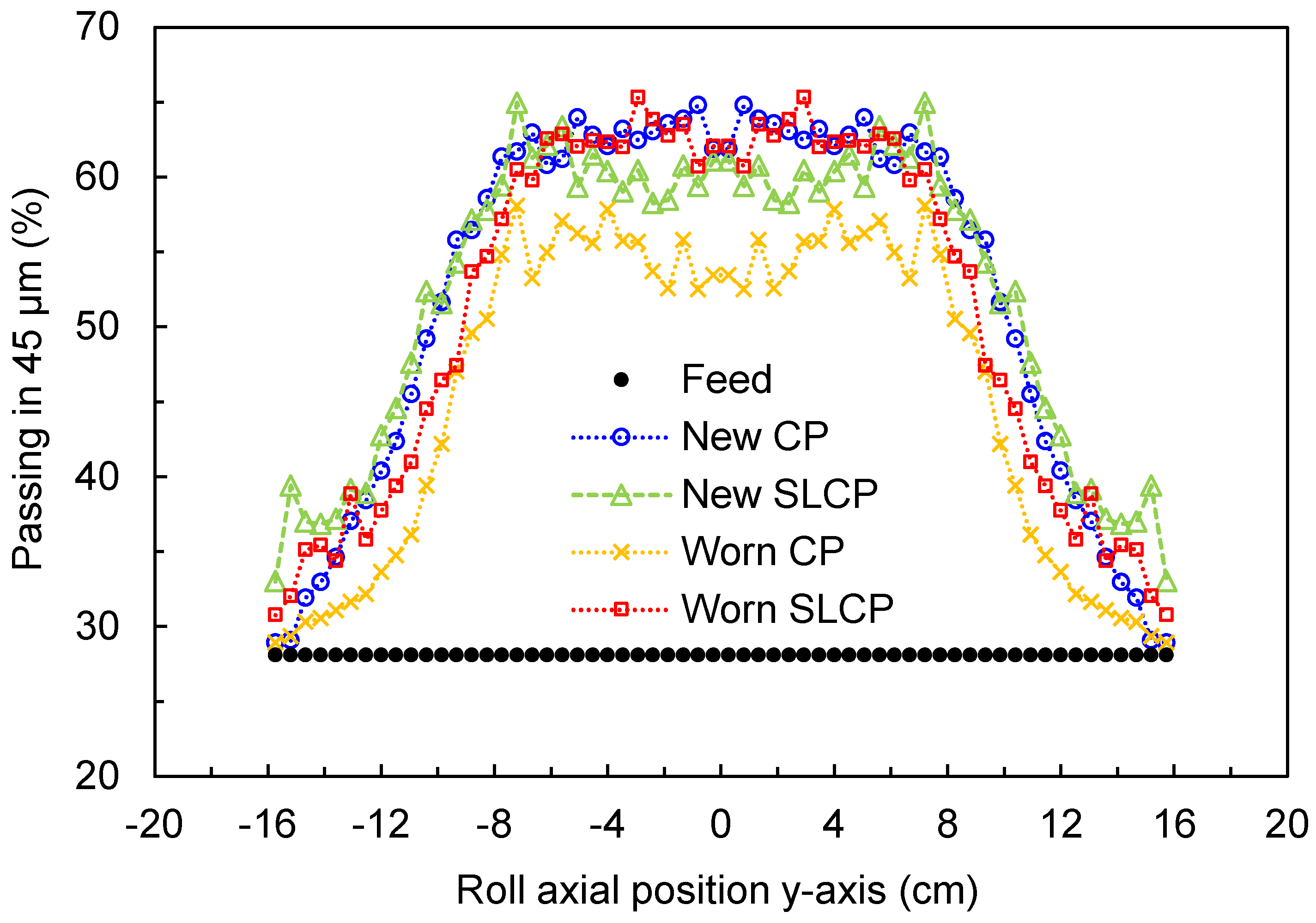
A pilot-scale HPGR equipped with spring-loaded cheek plates (SLCPs) was simulated both when the cheek plates were new and after undergoing severe wear; equivalent simulations were conducted using fixed (traditional) check plates (CPs). The results demonstrated the benefit of this technology since a reduction in the edge effect and increase in confinement were evident. Higher power and specific energy were observed as a result of using the SLCPs, with a finer product predicted using the hybrid model. Simulations indicated that severe wear of the traditional cheek plates would be detrimental to the HPGR’s performance, but the application of SLCPs would allow both the fineness of the product and the machine throughput to be kept nearly constant.
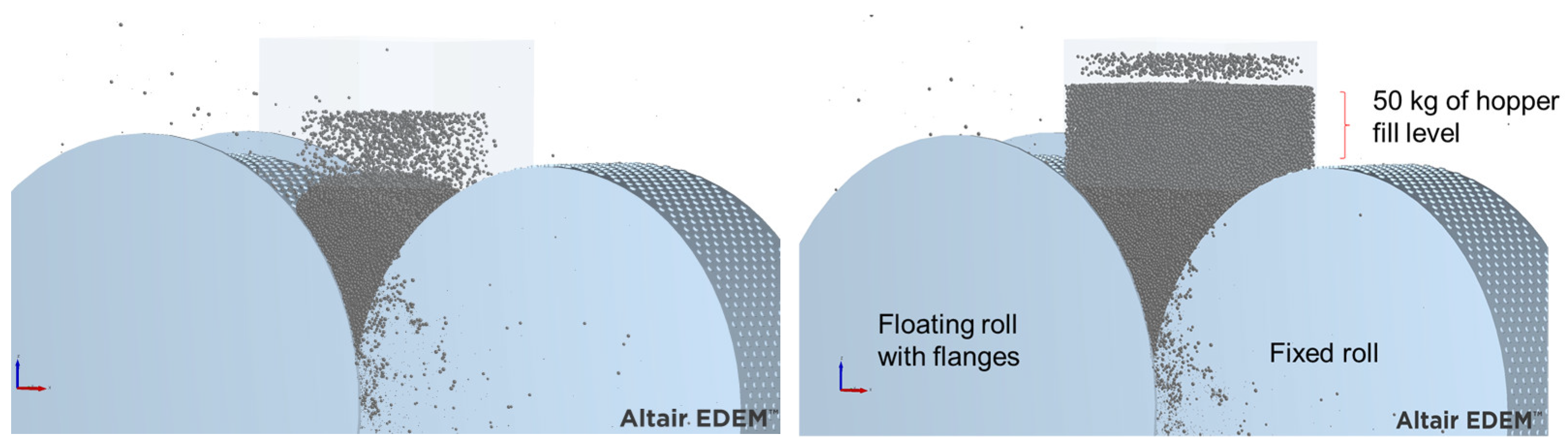
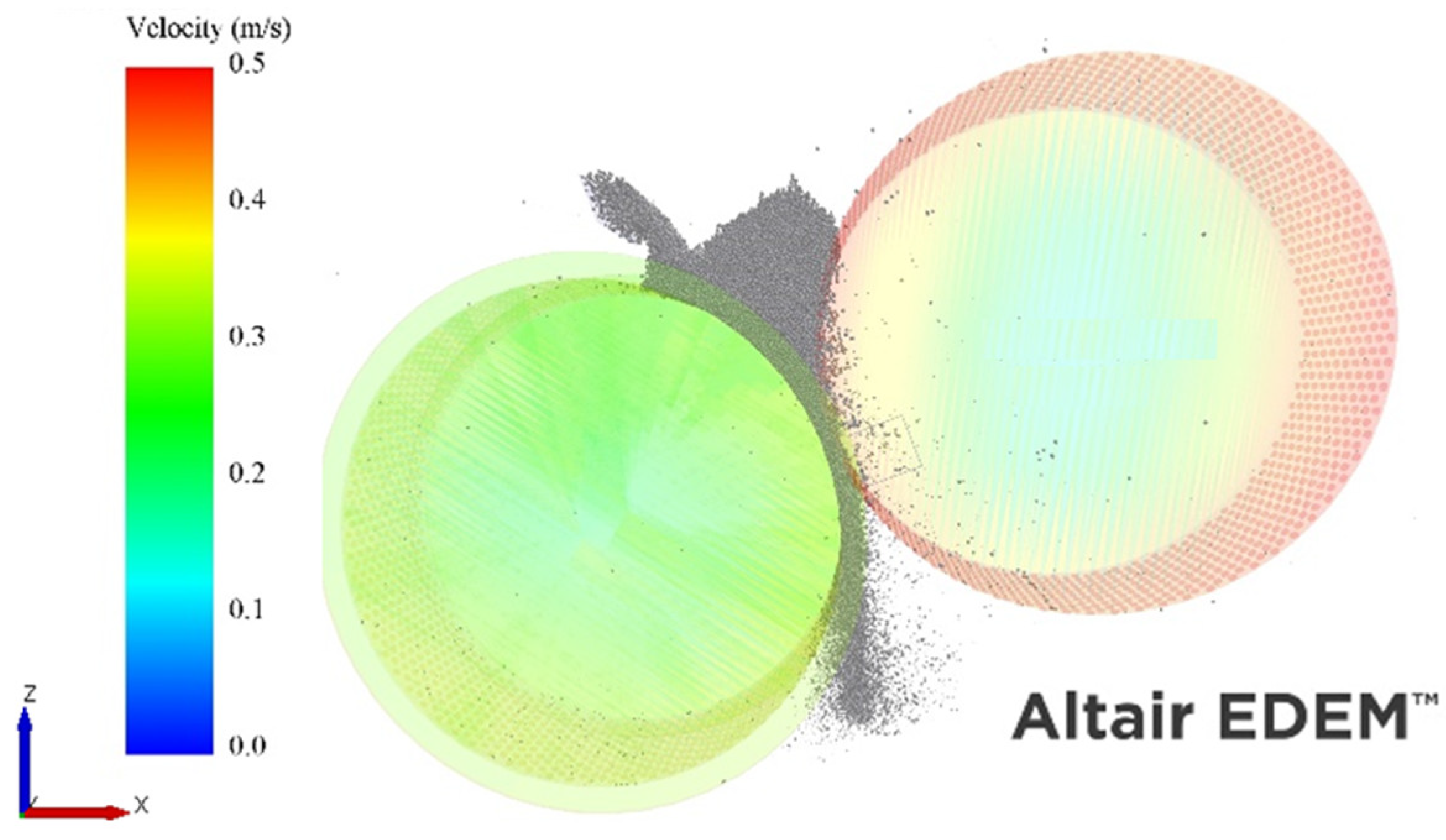
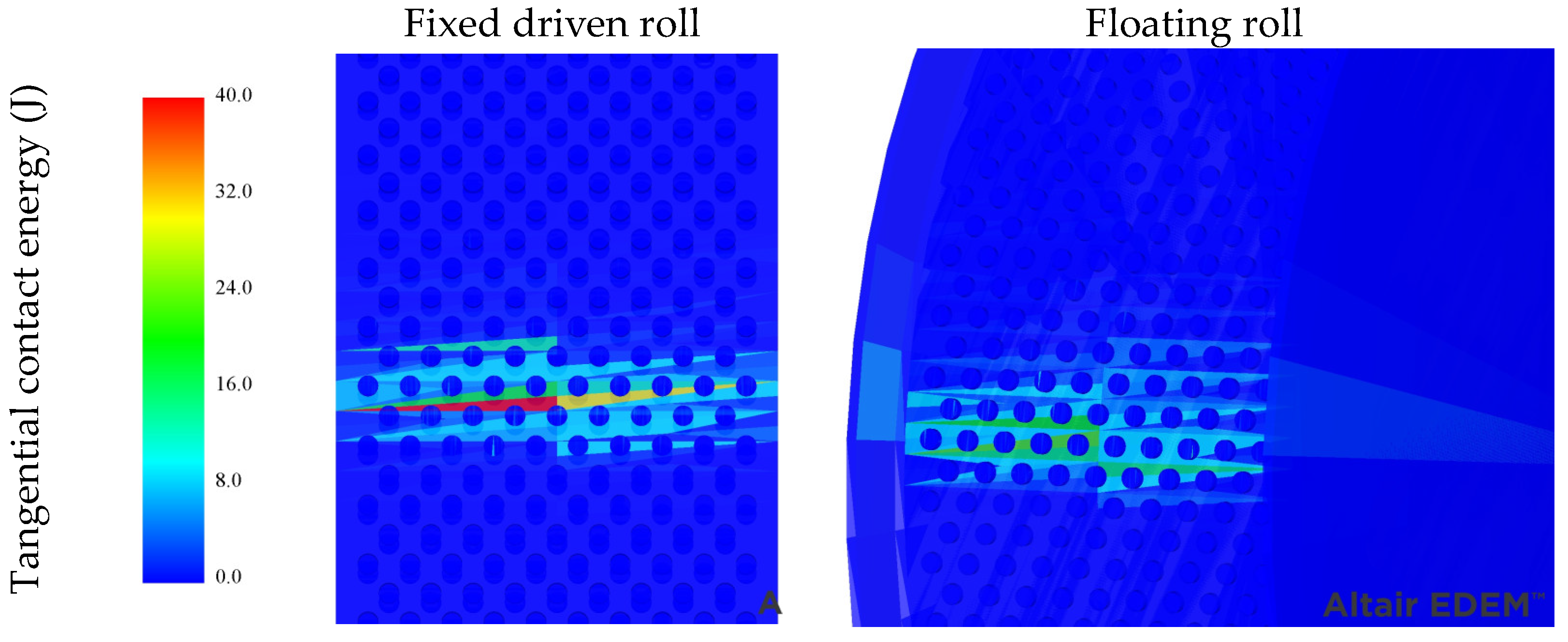
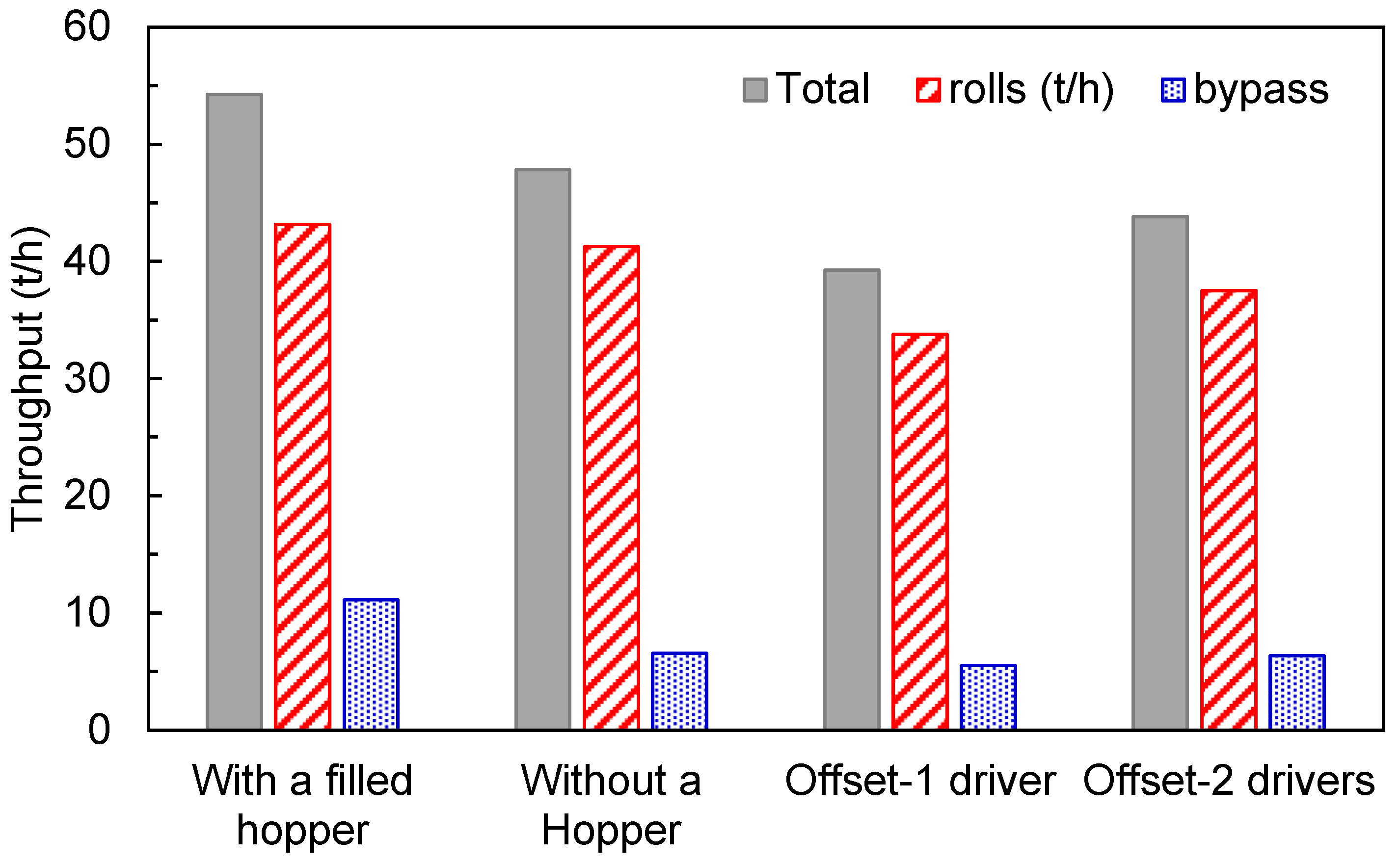
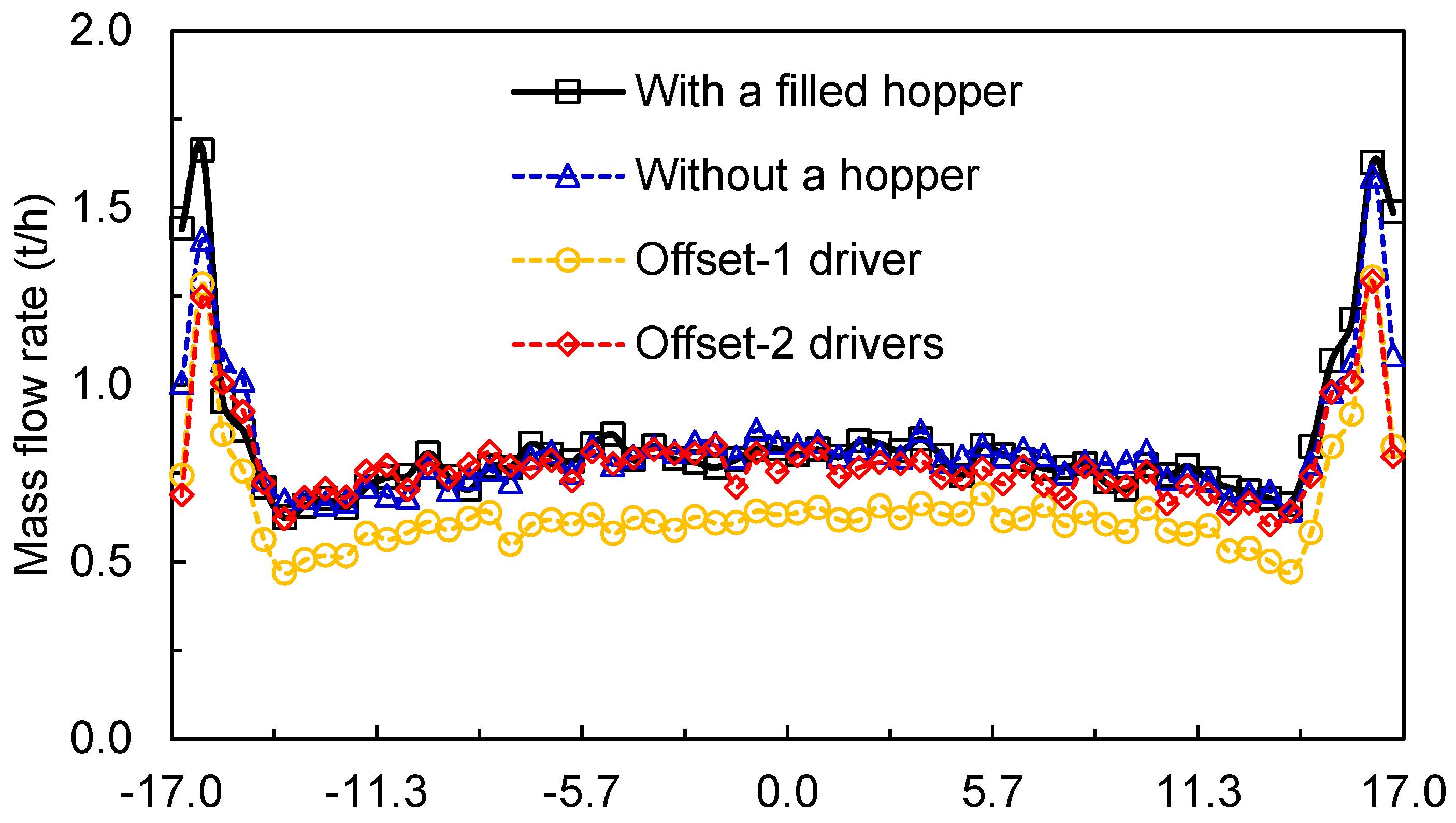
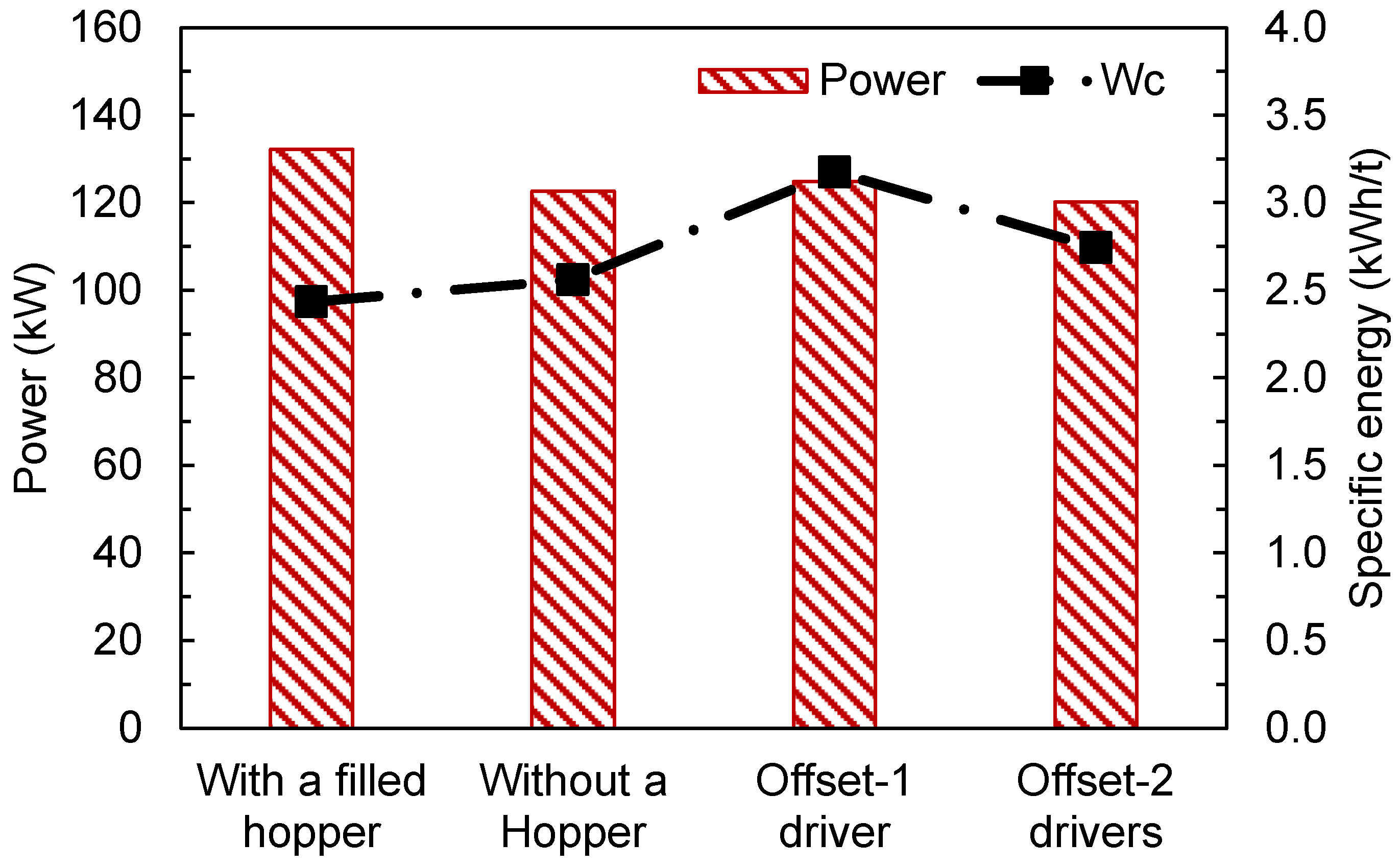
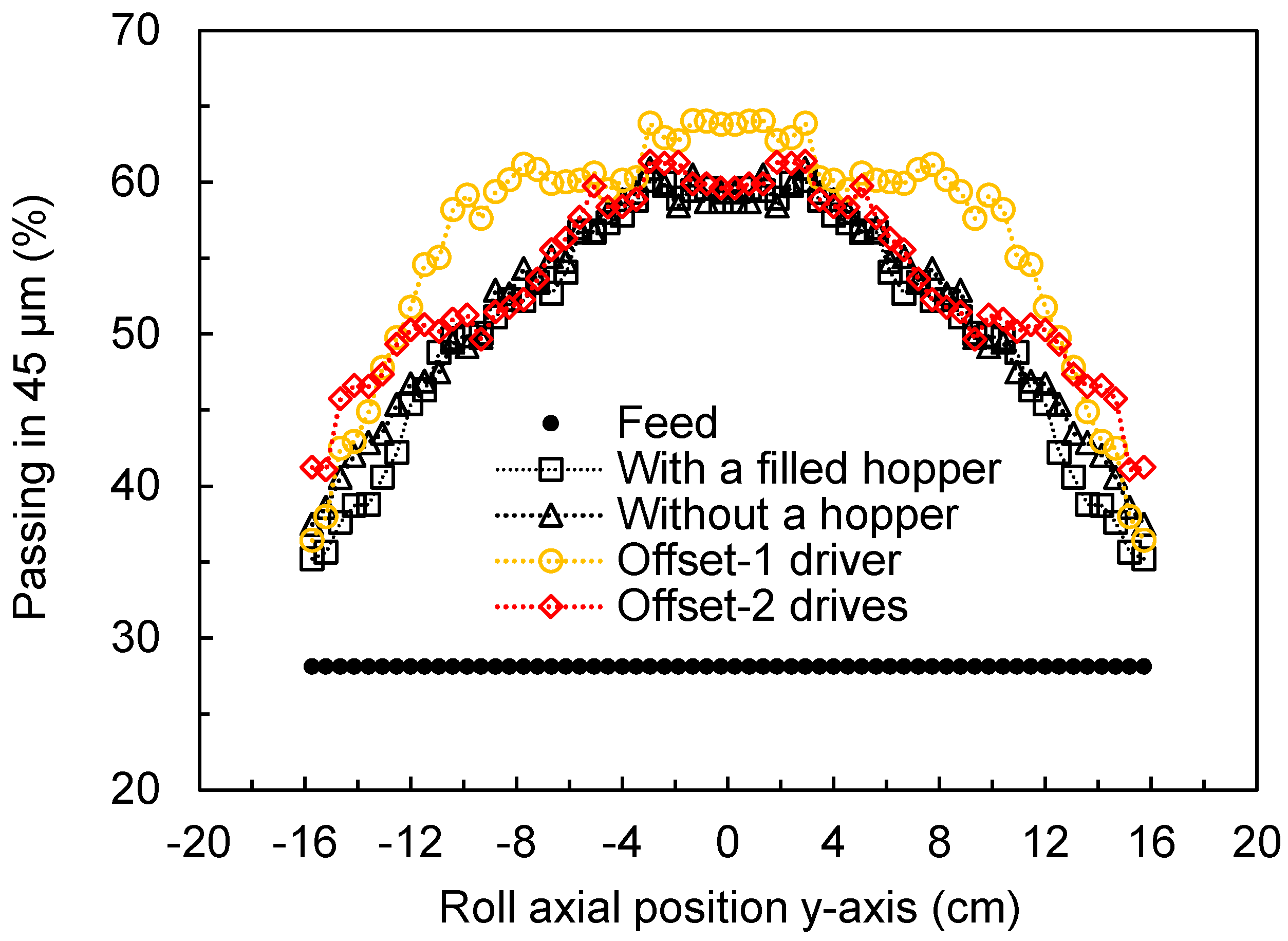
The offset HPGR was also simulated, and its performance was compared to the HPGR following the traditional design. Simulations using a driver only in the fixed roll, as proposed by the manufacturers, and with two drivers were analyzed and compared with simulations of the traditional HPGR with a filled hopper and without a hopper to allow a proper comparison. The results demonstrated the validity of using a single driver. Although a higher power and a lower specific energy consumption were observed, the use of a driver for only a single roll generates slippage within the bed of particles, which is a potential benefit to comminution. The effect of using a filled hopper in the traditional HPGR increased the material’s mass flow and resulted in a higher power draw by the machine. The operation of the traditional HPGR with a filled hopper indeed proved to be more beneficial when compared to the remaining simulated scenarios when considering throughput and power. In contrast to that, the offset HPGR with a single driver resulted in the finest product. However, this configuration may have the detrimental effect of increasing the wear of the rolls, especially in the case of the fixed driven roll.
This work demonstrates how simulation technology, with a few assumptions and with proper calibration, may be successfully used to analyze novel HPGR designs.



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}