
Analysis and Basics of Improving the Process of Cutting Electrical Sheet Bundles with a High-Pressure Abrasive Water Jet

 ,
,  ,
,  and
and
Abstract
1. Introduction
2. Methodology and Experimental Studies
2.1. Features of the Waterjet Cutting Process
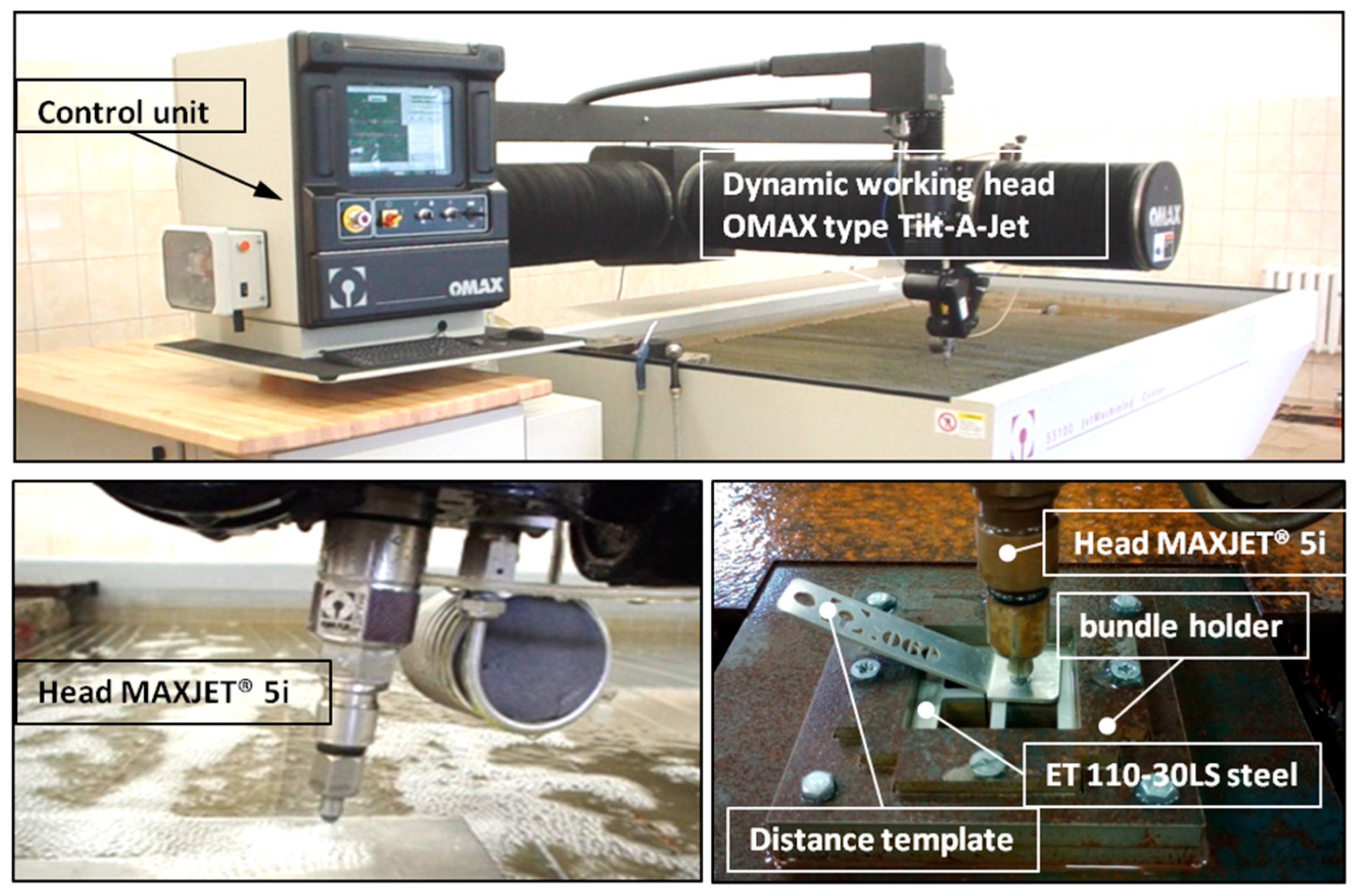
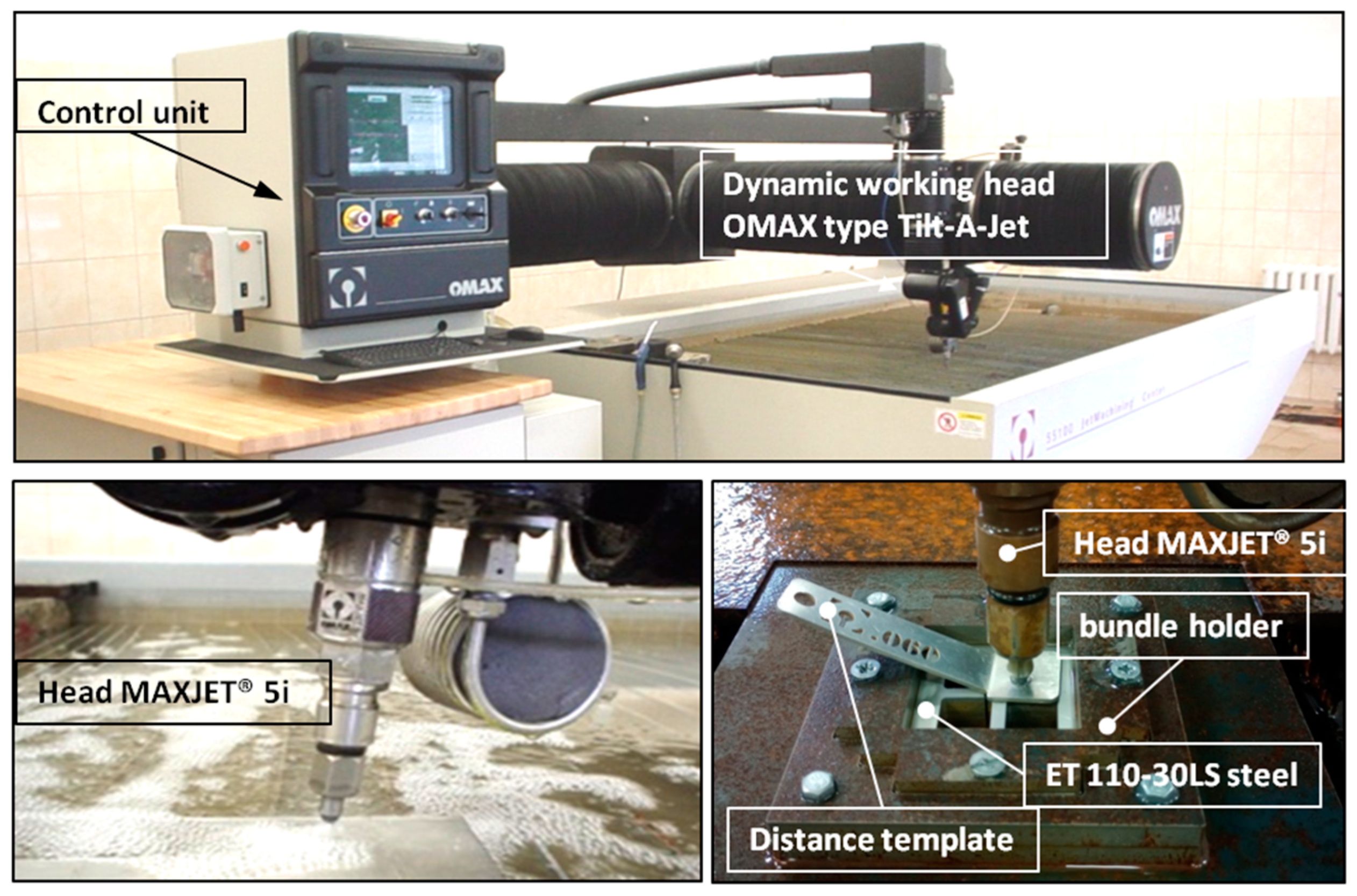
2.2. Test Stand for Cutting Electrical Sheet Bundles with an AWJ Jet
2.3. A Station for Assessing the Geometric Structure of Surfaces and Shape Deviations
2.4. Material
2.5. AWJ Process Parameters
3. Experimental Results
4. Conclusions
- No defects were found in the cut edge of each prepared bundle, i.e., those consisting of 10, 20, and 30 sheets, which would impede the use of the respective laminate in electric motor core production;
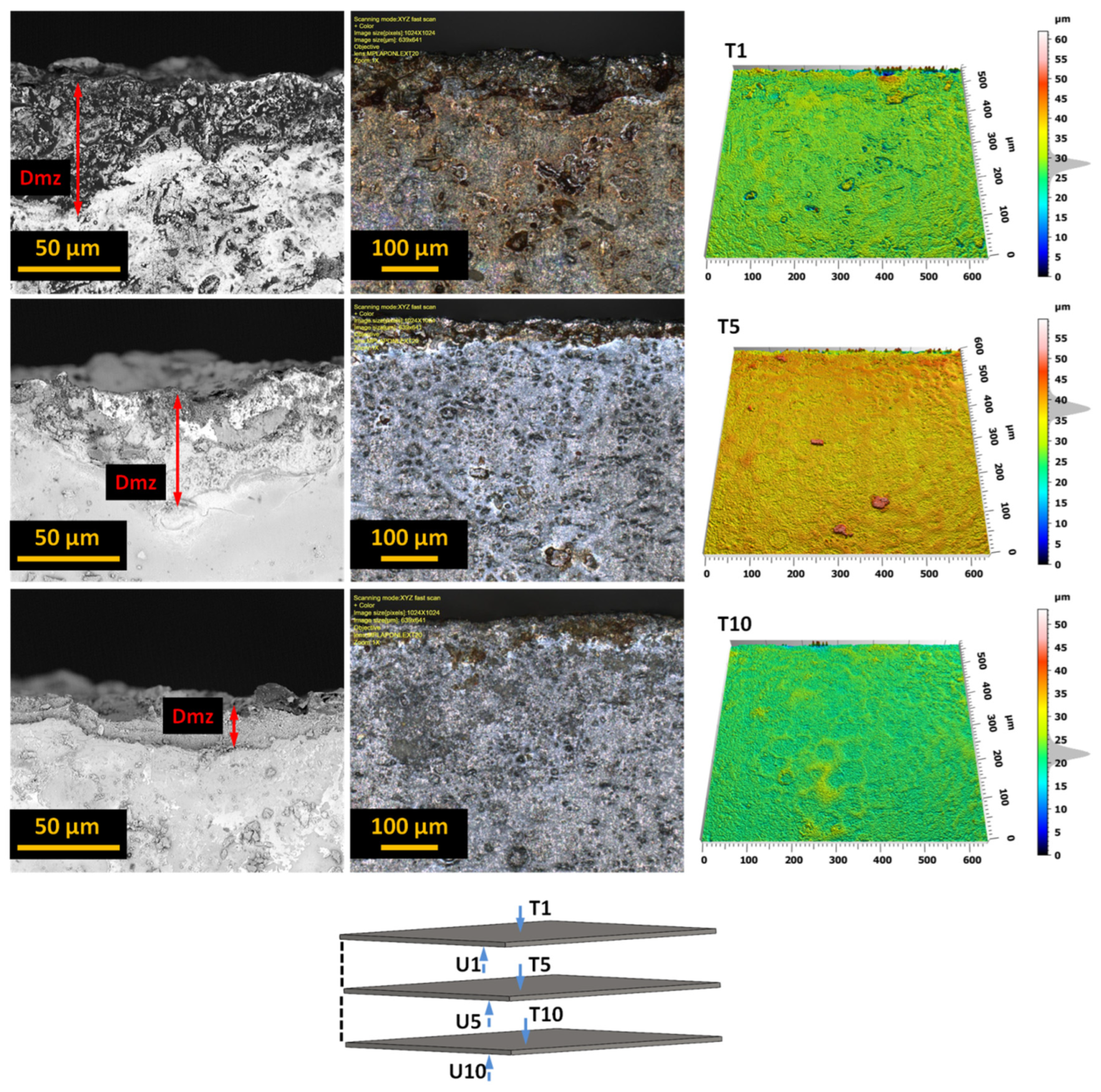
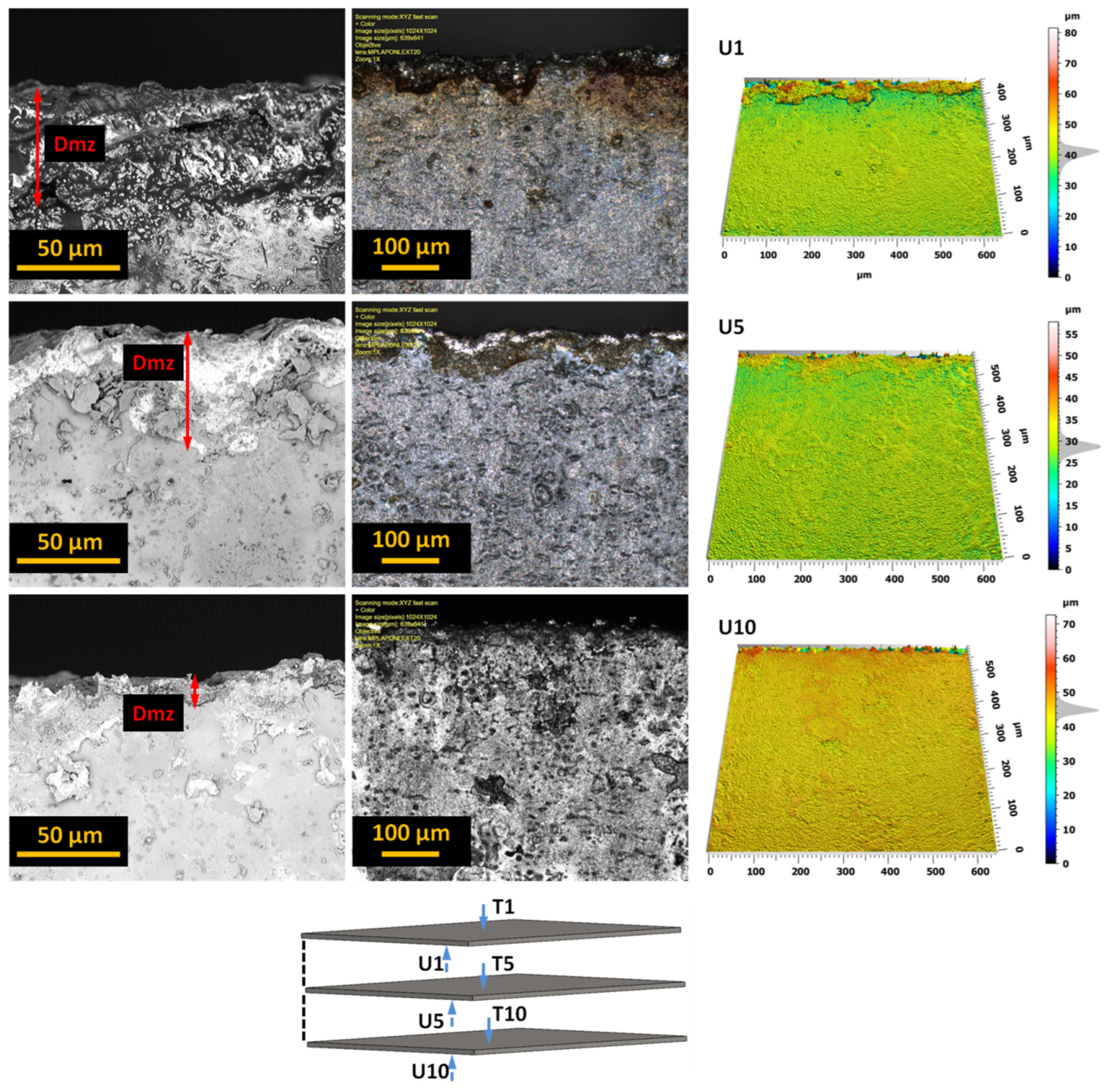
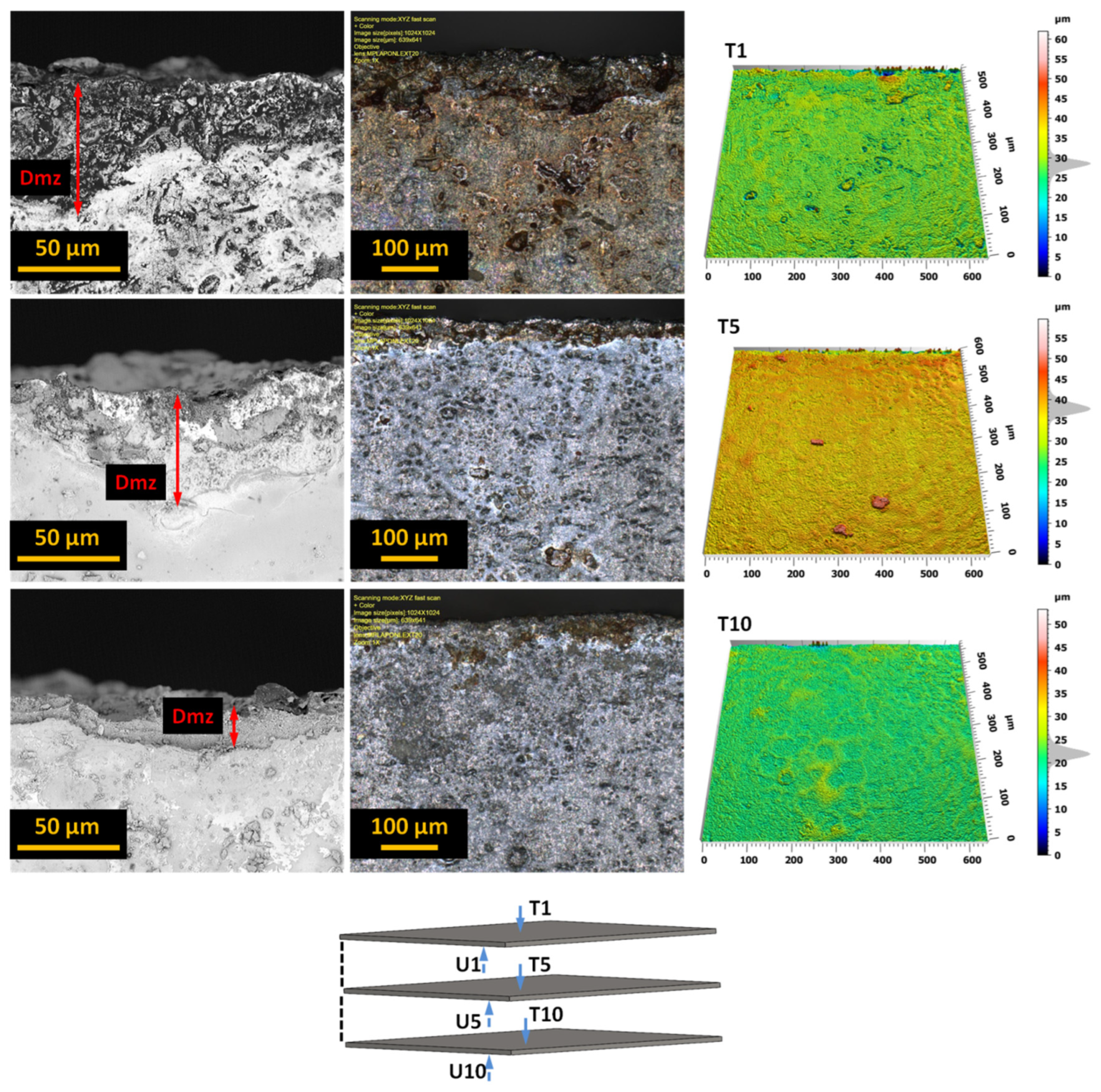
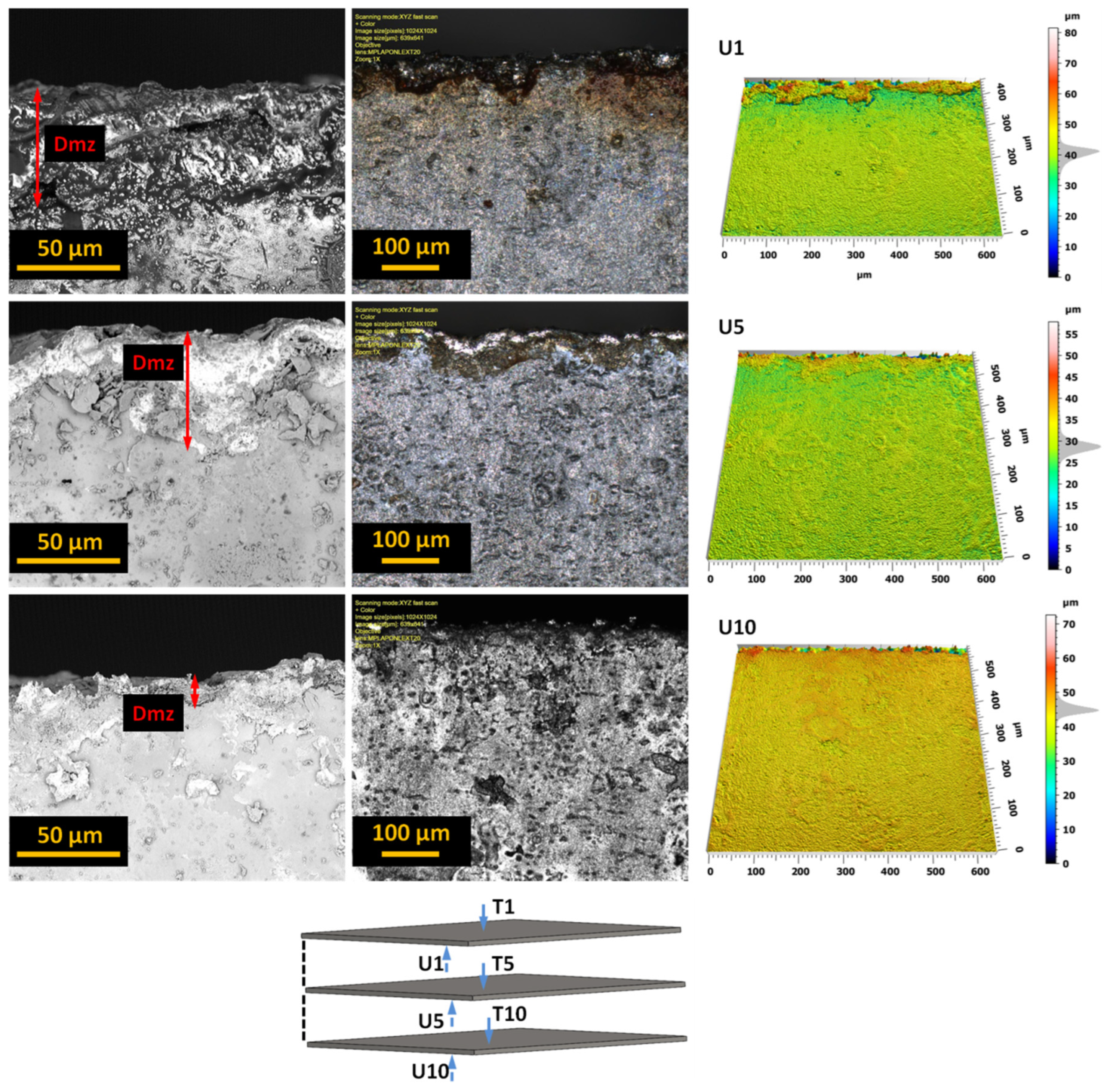
- The AWJ process generates a localized deformation zone that could potentially impact the micromechanical, microstructural, and magnetic properties of the workpiece near the cutting edge. However, the width of this zone does not exceed 50 μm, which, based on the literature data and our own exploratory research, is significantly narrower compared to values observed in laser cutting and blanking processes;
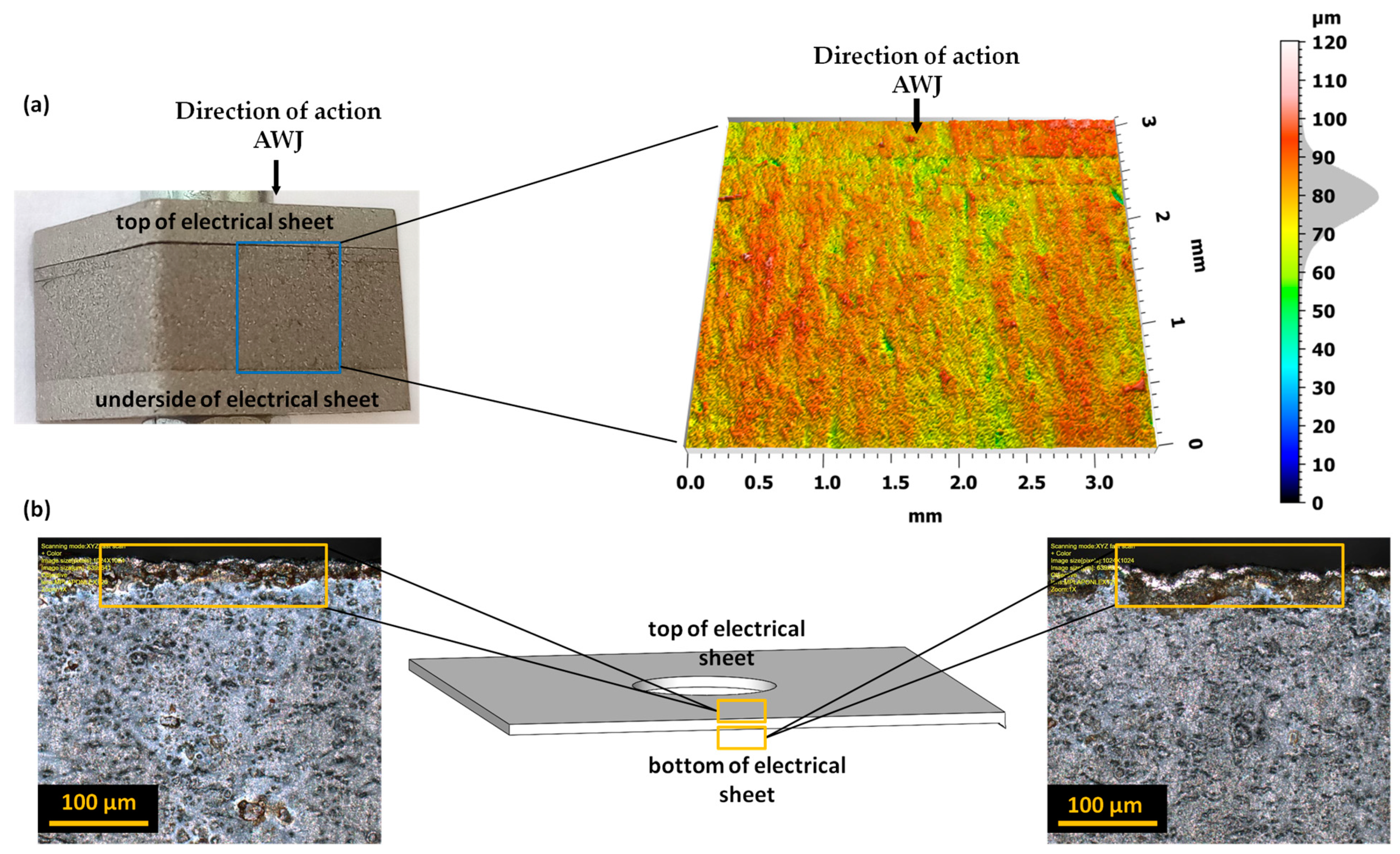
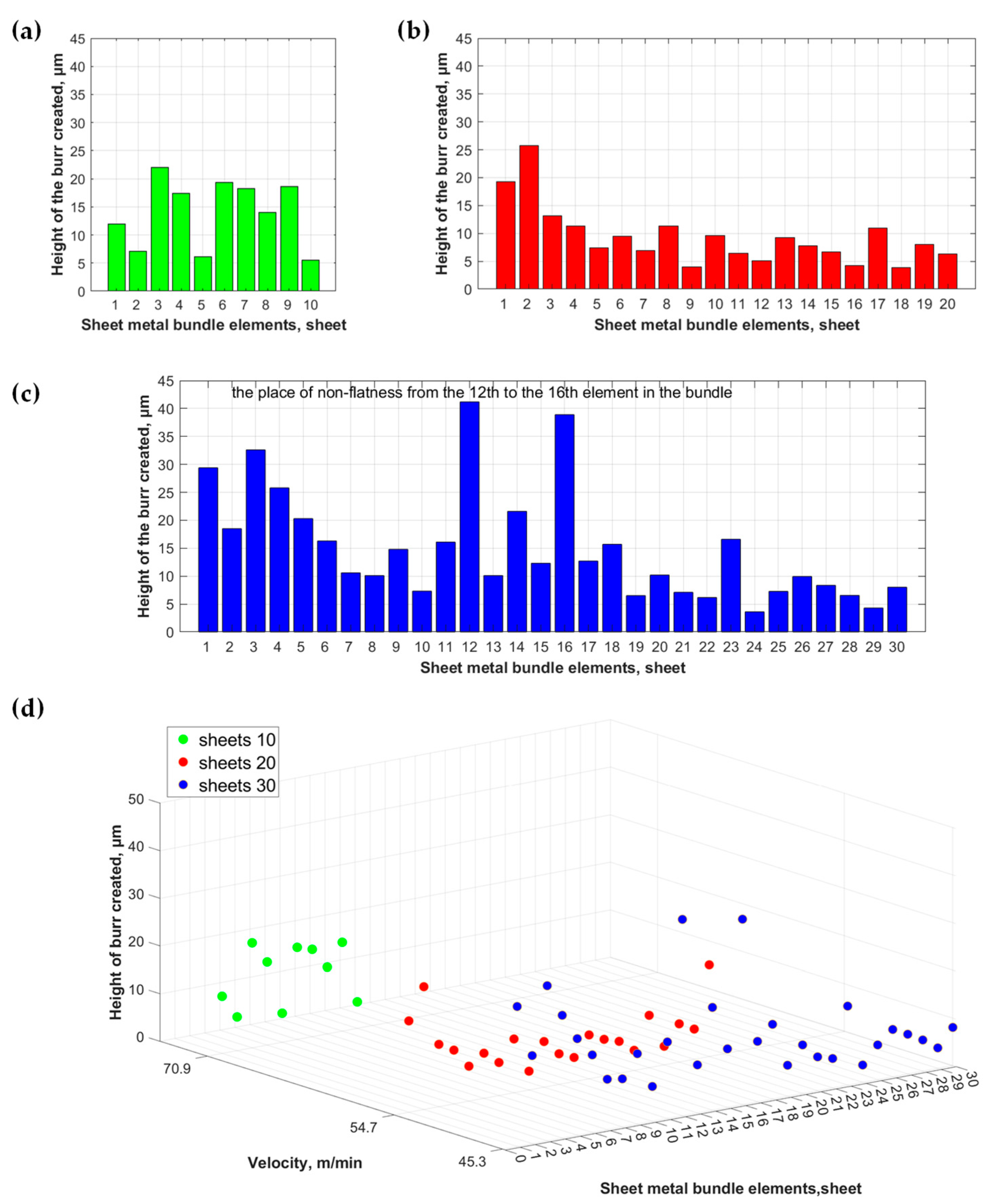
- Only in two sheets isolated from a bundle of 30 sheets were burrs with a height of approximately 40 μm found, resulting from a microgap between the sheets. However, even in this case, the maximum burr height obtained as a result of AWJ cutting is similar to that obtained in the blanking process and does not result in waste. To achieve the highest quality in the multilayer cutting process, it is justified to optimize the bundle thickness, preceded by a statistical analysis of the sheet flatness.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Bayraktar, Ş.; Turgut, Y. Effects of different cutting methods for electrical steel sheets on performance of induction motors. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 1287–1294. [Google Scholar] [CrossRef]
- Jahangiri, M.R.; Bayani, H.; Ardestani, M.; Mehdizadeh, M. Core loss reduction in grain oriented silicon steel sheets by two-sided laser scribing in the presence of a magnetic field. J. Alloys Compd. 2022, 891, 162080. [Google Scholar] [CrossRef]
- Kaido, C.; Mogi, H.; Fujikura, M.; Yamasaki, J. Punching deterioration mechanism of magnetic properties of cores. IEEJ Trans. Fundam. Mater. 2008, 128, 545–550. [Google Scholar] [CrossRef]
- Saleem, A.; Goldbaum, D.; Brodusch, N.; Gauvin, R.; Chromik, R.R. Microstructure and mechanical property connections for a punched non-oriented electrical steel lamination. Mater. Sci. Eng. A 2018, 725, 456–465. [Google Scholar] [CrossRef]
- Winter, K.; Liao, Z.; Ramanathan, R.; Axinte, D.; Vakil, G.; Gerada, C. How non-conventional machining affects the surface integrity and magnetic properties of non-oriented electrical steel. Mater. Des. 2021, 210, 110051. [Google Scholar] [CrossRef]
- Lipiński, D.; Banaszek, K.; Mathia, T.G. New methodology for discrimination of topography diversity of engineering surfaces—Case of grinding. Measurement 2022, 190, 110659. [Google Scholar] [CrossRef]
- Tandecka, K.; Kacalak, W.; Wiliński, M.; Wieczorowski, M.; Mathia, T.G. Morphology of microchips in the surface finishing process utilizing abrasive films. Materials 2024, 17, 688. [Google Scholar] [CrossRef]
- Araujo, E.G.; Schneider, J.; Verbeken, K.; Pasquarella, G.; Houbaert, Y. Dimensional effects on magnetic properties of Fe–Si steels due to laser and mechanical cutting. IEEE Trans. Magn. 2010, 46, 213–216. [Google Scholar] [CrossRef]
- Manescu, V.; Paltanea, G.; Horia, G.; Scutaru, G. The effect of mechanical and electrical discharge cutting technologies on the magnetic properties of non-oriented silicon iron steels. Rev. Roum. Sci. Tech. Sér. Électrotech. Énerg. 2015, 60, 59–68. [Google Scholar]
- Manescu (Paltanea), V.; Paltanea, G.; Ferrara, E.; Nemoianu, I.V.; Fiorillo, F.; Gavrila, H. Influence of mechanical and water-jet cutting on the dynamic magnetic properties of NO Fe-Si steels. J. Magn. Magn. Mater. 2020, 499, 166257. [Google Scholar] [CrossRef]
- Boudouin, F.; Houbaert, Y. Effect of laser and mechanical cutting on the magnetic properties of non-oriented electrical steels. Prz. Elektrotech. 2003, 79, 154–159. [Google Scholar] [CrossRef]
- Zhang, H.; Xiang, Q.; Xiong, L.; Chen, C.; Jin, X.; Kang, B. Effect of processing methods on mechanical properties of non oriented high grade electrical steel. Electr. Steel 2020, 2, 34–38. [Google Scholar]
- Sotnikov, A.; Laux, H.; Stritzker, B. Experimental and numerical optimization of beam shapes for short-pulse ultraviolet laser cutting processing. Phys. Procedia 2010, 5, 137–146. [Google Scholar] [CrossRef]
- Abdullah, R.; Mahrous, A.; Barakat, A.; Zhou, Z. Surface quality of marble machined by abrasive water jet. Cogent Eng. 2016, 3, 1178626. [Google Scholar] [CrossRef]
- Supriya, S.B.; Srinivas, S. Machinability studies on stainless steel by abrasive water jet—Review. Mater. Today Proc. 2018, 5, 2871–2876. [Google Scholar] [CrossRef]
- Krenicky, T.; Servatka, M.; Gaspar, S.; Mascenik, J. Abrasive water jet cutting of hardoxsteels—Quality investigation. Processes 2020, 8, 1652. [Google Scholar] [CrossRef]
- Wu, F.; Zhou, L.; Soulard, J.; Silvester, B.; Davis, C. Quantitative characterisation and modelling of the effect of cut edge damage on the magnetic properties in NGO electrical steel. J. Magn. Magn. Mater. 2022, 551, 169185. [Google Scholar] [CrossRef]
- Kurosaki, Y.; Mogi, H.; Fujii, H.; Kubota, T.; Shiozaki, M. Importance of punching and workability in non-oriented electrical steel sheets. J. Magn. Magn. Mater. 2008, 320, 2474–2480. [Google Scholar] [CrossRef]
- Perec, A. Multiple response optimization of abrasive water jet cutting process using response surface methodology (RSM). Procedia Comput. Sci. 2021, 192, 931–940. [Google Scholar] [CrossRef]
- Boehm, L.; Hartmann, C.; Gilch, I.; Stoecker, A.; Kawalla, R.; Wei, X.; Hirt, G.; Heller, M.; Korte-Kerzel, S.; Leuning, N.; et al. Grain size influence on the magnetic property deterioration of blanked non-oriented electrical steels. Materials 2021, 14, 7055. [Google Scholar] [CrossRef]
- Xiong, J.; Wan, L.; Qian, Y.; Sun, S.; Li, D.; Wu, S. A new strategy for improving the surface quality of Ti6Al4V machined by abrasive water jet: Reverse cutting with variable standoff distances. Int. J. Adv. Manuf. Technol. 2022, 120, 5339–5350. [Google Scholar] [CrossRef]
- Płodzień, M.; Żyłka, Ł.; Żak, K.; Wojciechowski, S. Modelling the kerf angle, roughness and waviness of the surface of inconel 718 in an abrasive water jet cutting process. Materials 2023, 16, 5288. [Google Scholar] [CrossRef] [PubMed]
- Szada-Borzyszkowska, M.; Kacalak, W.; Bohdal, Ł.; Szada-Borzyszkowski, W. Analysis of the process and results of high-pressure abrasive water jet multilayer cutting of electrical steel. Materials 2024, 17, 94. [Google Scholar] [CrossRef] [PubMed]
- Aydin, G. Recycling of abrasives in abrasive water jet cutting with different types of granite. Arab. J. Geosci. 2014, 7, 4425–4435. [Google Scholar] [CrossRef]
- Ma, Q.; Lin, J.; Yang, K.; Xie, H.; Guo, C. Experimental study on abrasive recycling in cutting with abrasive suspension water jet. Int. J. Adv. Manuf. Technol. 2021, 114, 969–979. [Google Scholar] [CrossRef]
- Xia, C.; Wang, H.; Wu, Y.; Wang, H. Joining of the laminated electrical steels in motor manufacturing: A review. Materials 2020, 13, 4583. [Google Scholar] [CrossRef] [PubMed]
- Schade, T.; Ramsayer, R.M.; Bergmann, J.P. Laser welding of electrical steel stacks investigation of the weldability. In Proceedings of the 4th International Electric Drives Production Conference, Nuremberg, Germany, 30 September 2014. [Google Scholar] [CrossRef]
- Sundaria, R.; Daem, A.; Osemwinyen, O. Effects of stator core welding on an induction machine—Measurements and modeling. J. Magn. Magn. Mater. 2020, 499, 166280. [Google Scholar] [CrossRef]
- Vourna, P.; Ktena, A. Metallurgical, mechanical and magnetic properties of electrical steel sheets in TIG and PLASMA welding. Key Eng. Mater. 2013, 543, 479–482. [Google Scholar] [CrossRef]
- Leuning, N.; Steentjes, S.; Weiss, H.A.; Volk, W.; Hameyer, K. Magnetic material deterioration of non-oriented electrical steels as a result of plastic deformation considering residual stress distribution. IEEE Trans. Magn. 2018, 54, 2001905. [Google Scholar] [CrossRef]
- ASTM A976; Standard Classification of Insulating Coatings for Electrical Steels by Composition. Relative Insulating Ability and Application. ASTM International (ASTM): West Conshohocken, PA, USA, 2018. [CrossRef]
- IEC 60404-15:2012; Magnetic Materials—Part 15: Methods for the Determination of the Relative Magnetic Permeability of Feebly Magnetic Materials. Available online: https://webstore.iec.ch/publication/2061 (accessed on 12 February 2024).
- Dems, M.; Gmyrek, Z.; Komeza, K. Analytical model of an induction motor taking into account the punching process influence on the material properties’ change of lamination. Energies 2021, 14, 2459. [Google Scholar] [CrossRef]
- Paltanea, G.; Manescu, V.; Antoniac, A.; Nemoianu, I.V.; Gavrila, H. Mechanical and Magnetic Properties Variation in Non-Oriented Electrical Steels with Different Cutting Technology: A Review. Materials 2024, 17, 1345. [Google Scholar] [CrossRef] [PubMed]
- Bohdal, Ł.; Kukiełka, L.; Legutko, S.; Patyk, R.; Radchenko, A.M. Modeling and Experimental Analysis of Shear-Slitting of AA6111-T4 Aluminum Alloy Sheet. Materials 2020, 13, 3175. [Google Scholar] [CrossRef]
- Szada-Borzyszkowska, M.; Kacalak, W.; Banaszek, K.; Borkowski, P.J.; Szada-Borzyszkowski, W. Analysis of the pulsating properties of a high-pressure water jet generated in a self-excited head for erosion processing. Arch. Civ. Mech. Eng. 2023, 23, 236. [Google Scholar] [CrossRef]
- Bohdal, Ł. Application of a SPH coupled FEM method for simulation of trimming of aluminum autobody sheet. Acta Mech. Autom. 2016, 10, 56–61. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Values |
|---|---|
| Density, kg/m3 | 3500 to 4250 |
| Bulk density, kg/m3 | 2200 to 2500 |
| Hardness on the Mosh scale | 7 to 7.5 |
| Parameters | Values |
|---|---|
| Objective Lens Magnification | 5× to 100× |
| Laser 3D image Magnifications | 20× to 100× |
| Total Magnification capability | 5× to 17.280× |
| Digital Magnification | 1× to 8× |
| Color Imaging Mode | White LED Light |
| Laser Imaging Mode, nm | 405 |
| Minimum XY-Resolution, nm | 120 |
| Minimum Z-Resolution, nm | 10 |
| Field of view, µm | 16 × 16 to 2560 × 2560 |
| Parameters | Values |
|---|---|
| Light optical magnification | 27× to 160× |
| Electron optical magnification range | 160× to 350,000× |
| Resolution, nm | ≤6 SED and ≤8 BSD |
| Digital zoom | max. 12× |
| Acceleration voltages, kV | 5 ÷ 20 |
| Sample size, mm | Up to 25 (optional 32) |
| Sample height, mm | Up to 35 (optional 100 mm) |
| Lifetime of thermionic source (CeB6), hour | to 1500 |
| Density [kg/dm3] | Rm [MPa] | Fm [kN] | Ag [%] | Rp0,2 [MPa] | Hardness [HV] | Hardness [HB] |
|---|---|---|---|---|---|---|
| 7.8 | 337 | 0.96 | 10.93 | 314 | 165 | 157 |
| Parameters | Values |
|---|---|
| High pressure setting, MPa | 366.8 |
| Abrasive flow rate, kg/min | 0.265 |
| Orifice diameter, mm | 0.3556 |
| Mixing tube diameter, mm | 0.762 |
| Abrasive size, mesh | 80 |
| Standoff distance, mm | 1.5 |
| lp | Pressure p, MPa | Number of Sheets in the Bundle pcs | Traverse Speed m/min |
|---|---|---|---|
| 1 | 366.8 | 10 | 70.9 |
| 2 | 20 | 54.7 | |
| 3 | 30 | 45.3 |
| Nr Arkusza | Sp, [µm] | Sv, [µm] | Sz, [µm] | Sa, [µm] |
|---|---|---|---|---|
| 1 | 50.21 | 78.4 | 128.7 | 4.52 |
| 2 | 60.7 | 97.3 | 158.0 | 6.73 |
| 3 | 21.3 | 119.5 | 140.8 | 4.83 |
| 4 | 5.58 | 159.9 | 165.5 | 4.85 |
| 5 | 14.82 | 150.0 | 164.8 | 5.22 |
| 6 | 59.4 | 75.1 | 134.6 | 5.90 |
| 7 | 36.8 | 117.1 | 154.0 | 6.52 |
| 8 | 59.4 | 75.1 | 134.6 | 5.96 |
| 9 | 53.7 | 82.9 | 136.6 | 6.16 |
| 10 | 48.9 | 102.6 | 151.5 | 6.40 |
| Nr Arkusza | Sp, [µm] | Sv, [µm] | Sz, [µm] | Sa, [µm] |
|---|---|---|---|---|
| 1 | 73.8 | 136.7 | 210.5 | 5.83 |
| 2 | 106.2 | 119.6 | 225.7 | 6.14 |
| 3 | 91.3 | 123.1 | 214.4 | 5.23 |
| 4 | 103.4 | 98.3 | 201.7 | 5.85 |
| 5 | 90.1 | 107.4 | 197.6 | 5.60 |
| 6 | 69.36 | 147.3 | 216.7 | 4.73 |
| 7 | 55.4 | 140.5 | 196.0 | 4.46 |
| 8 | 73.0 | 128.8 | 201.6 | 4.66 |
| 9 | 72.6 | 106.6 | 179.3 | 4.78 |
| 10 | 79.9 | 105.4 | 185.4 | 5.33 |
| 11 | 89.3 | 99.9 | 189.4 | 4.7 |
| 12 | 64.3 | 129.7 | 194.0 | 5.15 |
| 13 | 56.8 | 114.4 | 171.2 | 5.03 |
| 14 | 61.8 | 71.9 | 133.8 | 5.64 |
| 15 | 57.3 | 122.0 | 179.3 | 4.31 |
| 16 | 56.2 | 137.5 | 193.7 | 4.43 |
| 17 | 60.3 | 132.7 | 193.0 | 4.56 |
| 18 | 64.7 | 127.6 | 192.4 | 4.66 |
| 19 | 138.6 | 73.7 | 212.3 | 4.96 |
| 20 | 140.5 | 8.8 | 222.4 | 6.17 |
| Nr Arkusza | Sp, [µm] | Sv, [µm] | Sz, [µm] | Sa, [µm] |
|---|---|---|---|---|
| 1 | 67.8 | 81.5 | 149.8 | 5.37 |
| 2 | 61.5 | 72.0 | 133.6 | 4.51 |
| 3 | 84.6 | 88.1 | 172.8 | 5.20 |
| 4 | 96.8 | 141.8 | 238.1 | 5.62 |
| 5 | 85.9 | 97.8 | 183.8 | 4.54 |
| 6 | 71.8 | 119.2 | 191.0 | 5.82 |
| 7 | 59.3 | 102.2 | 161.5 | 6.57 |
| 8 | 56.9 | 101.1 | 158.1 | 6.39 |
| 9 | 71.4 | 117.6 | 189.1 | 6.40 |
| 10 | 48.8 | 82.3 | 131.2 | 5.34 |
| 11 | 54.7 | 120.1 | 174.8 | 5.26 |
| 12 | 57.8 | 150.0 | 207.1 | 4.08 |
| 13 | 86.4 | 106.0 | 192.5 | 6.00 |
| 14 | 97.1 | 141.0 | 238.1 | 5.51 |
| 15 | 68.2 | 106.8 | 175.1 | 5.61 |
| 16 | 55.3 | 104.4 | 159.7 | 6.45 |
| 17 | 41.5 | 168.5 | 210.0 | 5.12 |
| 18 | 49.7 | 142.2 | 191.9 | 5.86 |
| 19 | 75.3 | 110.2 | 186.6 | 5.36 |
| 20 | 71.3 | 117.8 | 189.1 | 6.38 |
| 21 | 48.6 | 82.5 | 131.2 | 5.37 |
| 22 | 53.3 | 136.5 | 189.8 | 4.90 |
| 23 | 30.6 | 158.8 | 189.4 | 4.77 |
| 24 | 28.5 | 146.7 | 175.3 | 4.61 |
| 25 | 26.2 | 186.9 | 213.2 | 5.04 |
| 26 | 21.8 | 215.1 | 237.0 | 4.90 |
| 27 | 23.8 | 164.4 | 188.2 | 5.60 |
| 28 | 23.6 | 153.5 | 177.1 | 5.04 |
| 29 | 20.7 | 159.2 | 179.9 | 4.93 |
| 30 | 16.8 | 220.4 | 237.2 | 4.43 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Szada-Borzyszkowska, M.E.; Kacalak, W.; Bohdal, Ł.; Szada-Borzyszkowski, W. Analysis and Basics of Improving the Process of Cutting Electrical Sheet Bundles with a High-Pressure Abrasive Water Jet. Materials 2024, 17, 1666. https://doi.org/10.3390/ma17071666
Szada-Borzyszkowska ME, Kacalak W, Bohdal Ł, Szada-Borzyszkowski W. Analysis and Basics of Improving the Process of Cutting Electrical Sheet Bundles with a High-Pressure Abrasive Water Jet. Materials. 2024; 17(7):1666. https://doi.org/10.3390/ma17071666
Chicago/Turabian StyleSzada-Borzyszkowska, Monika Edyta, Wojciech Kacalak, Łukasz Bohdal, and Wiesław Szada-Borzyszkowski. 2024. "Analysis and Basics of Improving the Process of Cutting Electrical Sheet Bundles with a High-Pressure Abrasive Water Jet" Materials 17, no. 7: 1666. https://doi.org/10.3390/ma17071666
APA StyleSzada-Borzyszkowska, M. E., Kacalak, W., Bohdal, Ł., & Szada-Borzyszkowski, W. (2024). Analysis and Basics of Improving the Process of Cutting Electrical Sheet Bundles with a High-Pressure Abrasive Water Jet. Materials, 17(7), 1666. https://doi.org/10.3390/ma17071666