1. Introduction
The aluminum alloys from the 2XXX series are famous for their unique properties, including strength properties, increased ballistic resistance, and resistance to stress corrosion cracking [
1,
2]. These characteristics make it a highly suitable choice for applications in aircraft and vehicles [
3]. Welding precipitation-hardened aluminum alloys, for example, AlCu4Mg1, presents certain challenges, including susceptibility to hot cracking, significant weakening of strengthening phases, and the occurrence of porosity. To overcome these difficulties, nonconventional welding techniques have been explored. These alternative methods make it possible to create complex structures while reducing the tensile strength of the joint [
4,
5,
6,
7]. By implementing these innovative welding techniques, it becomes possible to achieve high-quality welds and preserve the integrity and strength of the alloy, thus enabling the fabrication of complex components for various applications in the aerospace and automotive industries. Finding suitable welding techniques and filler materials that ensure compatibility and maintain the integrity of the joint is essential.
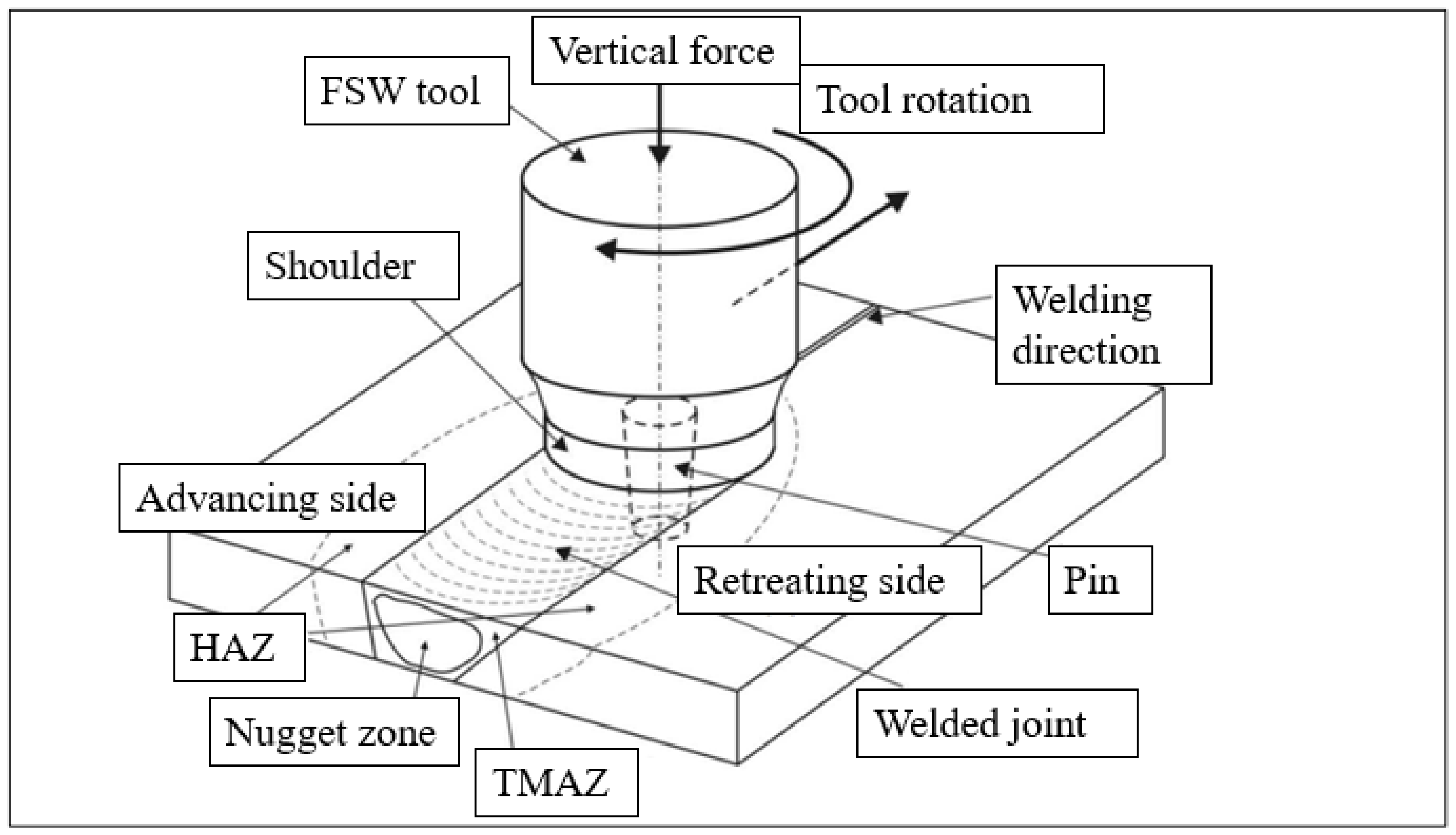
One of the emerging joining techniques is the FSW method. This method combines metals and their alloys in a plasticized state. This technique is particularly effective in joining materials considered difficult to weld using traditional welding techniques. The FSW friction welding process involves the use of a rotating, cylindrical tool that contacts the materials to be joined while simultaneously advancing the rotary tool along the joint seam, as shown in
Figure 1.
The tool is then moved along the seam of the joint. Heat is generated through friction produced by the tool, causing the material to soften and form a solid joint with a combination of mechanical and plastic deformation. This process allows the materials to mix without reaching their melting point, and the rotation of the tool facilitates mixing in the joint area. Once the joining is complete, the tool is removed from the work zone [
8,
9]. The ability to joint aluminum alloy parts using FSW has significant advantages in the production of aerospace structures. It reduces cost and weight while maintaining comparable or even better strength properties compared to traditional joining methods that use additional joining elements. FSW provides a reliable and efficient way to create strong joints in aluminum structures, making it a valuable technique in the aerospace industry. Nevertheless, one of the drawbacks of conventional friction stir welding (FSW) techniques used for heat-treatable aluminum alloys is the significantly lower tensile strength of the joint compared to the native material [
10].
Recently, greater emphasis has been placed on improving the strength properties of FSW joints by controlling the temperature in the joint zone. A common solution is to immerse the rotary tool and the joined element in water [
11,
12,
13]. The analysis of the results of joints made using the UW-FSW method showed that cooling had an impact on the quality of the joints. The increased speed of heat dissipation resulted in a reduction in the number of defects and imperfections in the joint zone. The results from the monotonic tensile strength tests indicate a significant improvement in joint strength thanks to the use of UW-FSW [
14]. Joints using the UW-FSW technique were made on an AA2017 aluminum alloy. The attempts made concerned welding 5-millimeter-thick sheets. In parallel with experimental research, model research was carried out to analytically describe the physical phenomena occurring during joining. The results obtained showed a strong correlation [
15]. The current study investigated the joining of AA5052 aluminum alloy sheets using both traditional friction stir welding and underwater friction stir welding techniques. The joined elements were 1 mm in thickness. In the case of the UW-FSW connection, the tool and the welding plates were completely immersed under water. The underwater welding process aims to improve the strength and mechanical properties of aluminum alloys by reducing heat dissipation. Comparative analysis shows that UW-FSW welding, due to its lower heat emission compared to conventional friction stir welding, provides excellent mechanical properties, deformability, and microstructure. Therefore, these findings suggest its usefulness in the automotive industry [
16].
Researchers, such as Fratini, have observed improved joint properties when using this immersed procedure compared to standard joints [
17]. Additionally, Sakurada has pioneered the use of aluminum alloys submerged in rotary friction stir welding, demonstrating that sufficient friction for welding can still be generated even with the submerging of the welded plates [
18]. Their research focuses on generating refined grain structures in materials, resulting in improved mechanical properties. By effectively controlling the temperature through submerged techniques in FSW, researchers have achieved significant advancements in weld properties. This breakthrough has the potential to enable the production of high-quality joints in aluminum alloys. These findings have profound implications for the manufacturing industry, as they open up opportunities to develop stronger and more durable components through enhanced welding processes. The UWFSW technique (underwater friction stir welding) is based on the use of external liquid cooling, which fills the tank and covers the layer of material to be welded. The results of the research presented in the article [
19] indicate that making a connection in an aqueous environment should have positive effects in the form of increasing the strength of the joint.
In summary, in the UWFSW technique, water surrounding the mixing zone provides a number of advantages, among them: it reduces the amount of heat, increases the rate of cooling of the material, which helps in the formation of fine microstructures in the welding zone, and improves mechanical properties [
20]. Currently, the UWFSW technique is becoming an increasingly promising direction of development in the field of friction joining.
This paper aims to study the effects of tool speed (750–1500 rpm) and welding speed (100–200 mm/min) on the basic properties of AlCu4Mg1 friction stir-welded joints. We compared how the use of external walking in the form of water—UWFSW with unchanged parameters—affects the strength test values, microstructure, and microhardness distribution.
3. Results
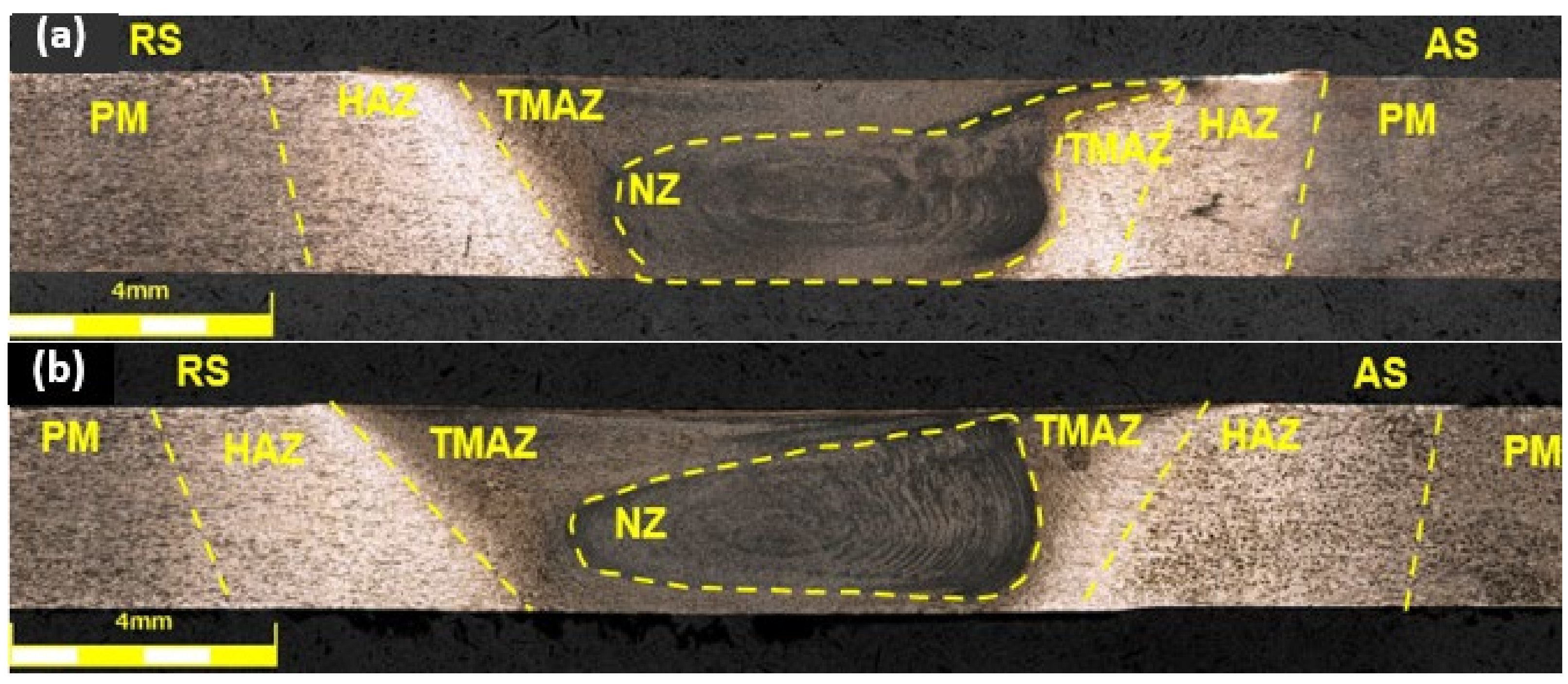
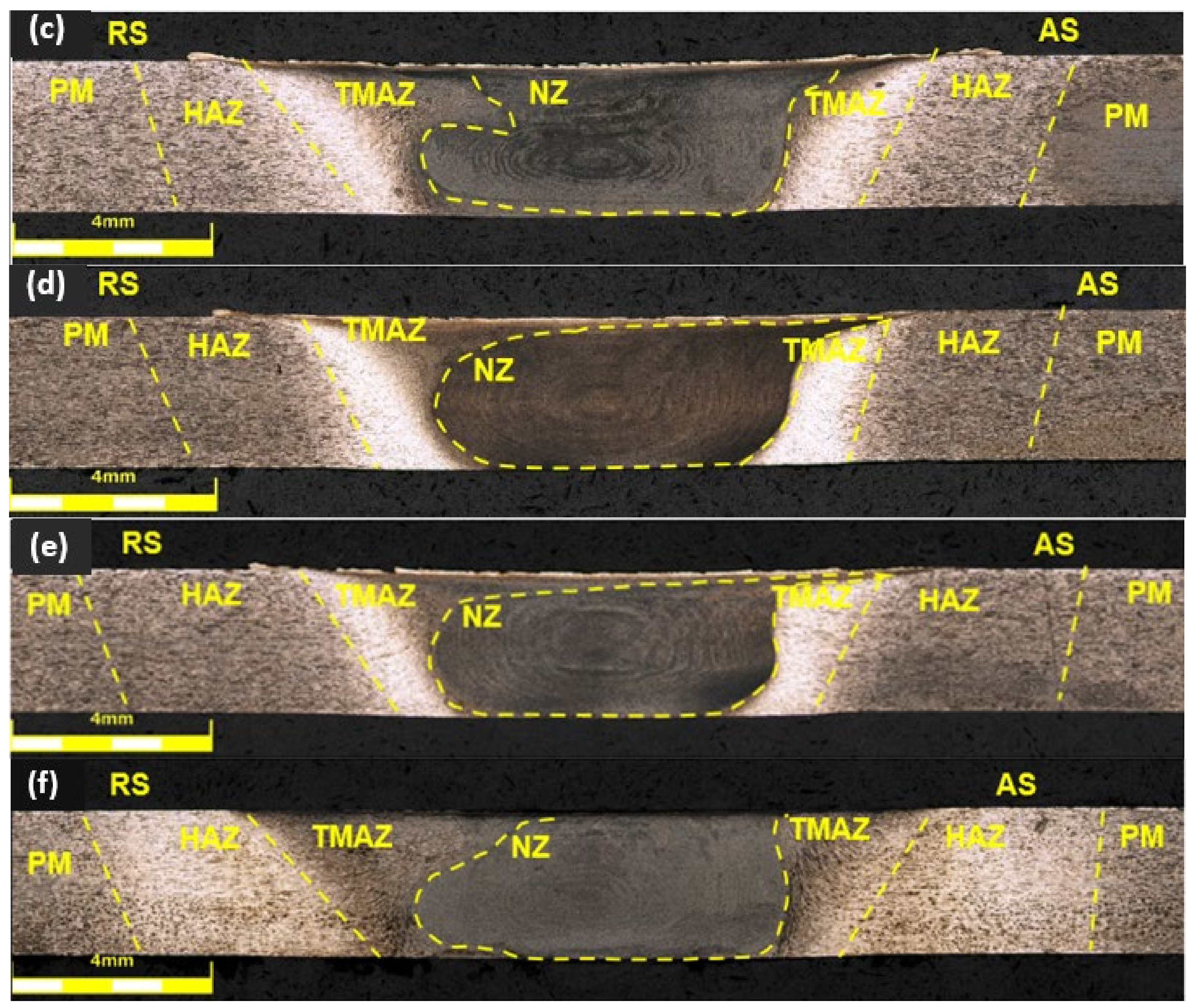
Using the selected operating parameters of the tool, all connections for both FSW and UWFSW were successfully completed. The obtained connectors were analyzed visually and aesthetically, and no defects were noticed on their surface. A difference in the appearance of the connectors was observed. The amount of flash increased with the tool rotation speed. A broader analysis of the connection quality was performed using light microscopy. The macrostructures of the cross-sections of the obtained joints are shown in
Figure 4, and the welding parameters for each micrograph were: (a), (b)—750 rpm and 200 mm/min; (c), (d)—1040 rpm and 143 mm/min; and (e), (f)—1500 rpm and 100 mm/min.
In each of the sample images, characteristic joint zones differing in microstructural structure were distinguished, and the following designations were used to describe them: NZ—nugget zone, TMAZ—thermomechanically affected zone, HAZ—heat affected zone, PM—parent material, AS—advancing side, RS—retreating side [
11]. Joint (b) I_W has a visible defect in the TMAZ zone on the advancing side; this is an example of the formation of a void. The same type of defect in the microstructure also occurs in TMAZ and AS in joint (c), but its size is smaller. In other cases, the shape of the obtained nucleus is more regular for joints made using the UWFSW method. The flow of material from the nugget zone for sample (a) for the FSW method increases the probability of crack initiation during strength tests. The TMAZ zone for UWFSW connectors is more extensive, which may indicate a different temperature distribution and heat input by liquid cooling [
8].
The combination of intense plastic deformation and exposure to high temperatures in the mixing zone during FSW and UWFSW leads to recrystallization and texture development in the stirred zone. Additionally, the sediment dissolves and thickens both in and around the stirred zone. However, we can observe several microstructure and precipitation phase differences between FSW and UWFSW. Starting from the lower left corner of the FSW photograph towards the opposite corner, material is characterized by a transition from a microstructure with a visible texture of plastic deformation resulting from mixing in the bonding process to a fine, dynamically recrystallized grain in the nugget zone. In the case of UWFSW, this growth does not occur to such a large extent. Additionally, the large cooling during the UWFSW rate prevents the development of new precipitates afterward. FSW images showed a microstructure typical of materials subjected to directional plastic processing. This microstructure was characterized by strongly deformed grains of the original α solution, showing a clearly elongated shape. During FSW conditions, onion ring structure was observed in the nugget zone. Particularly noteworthy is the shape of the nugget zone, which varies depending on the welding parameters and the type of method used. In the case of the two sample images considered, the differences are mainly on the retreating side of the joint of the FSW sample (c) and the UWFSW sample (d), where an arched outline of the weld nugget was observed against its irregular course in the UWFSW sample.
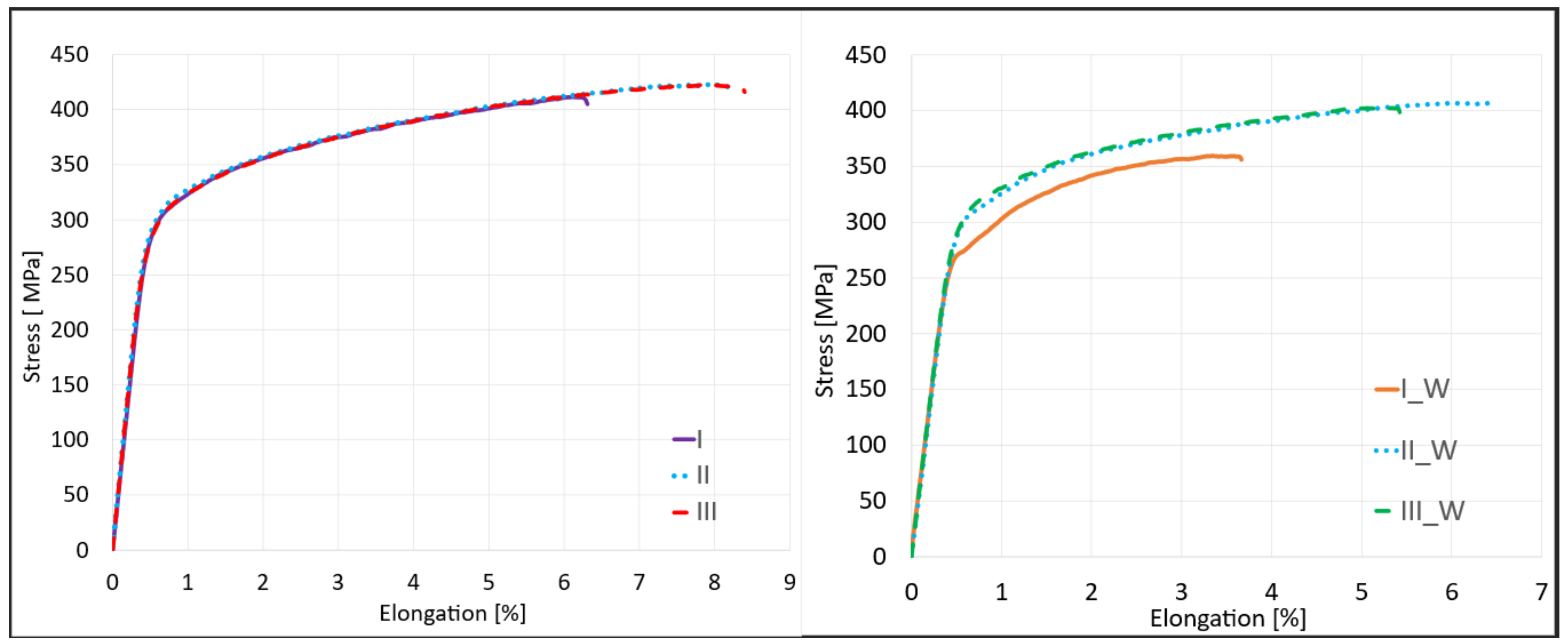
The basic mechanical properties of joints made using the proposed set of joining parameters using the UWFSW method were determined, as well as a comparison of the results obtained for the same parameters in the FSW method. A static tensile test was performed for samples joined using the FSW and UWFSW methods (
Figure 5).
Analyzing the obtained average values of tensile strength, it can be seen that in all cases for FSW, the maximum values exceeded 400 MPa. However, for UWFSW, in the case of sample I_W, the joint of which was made with parameters of 750 rpm and 200 mm/min, the average value of tensile strength was 364 MPa. In other cases, it was also higher than 400 MPa, as in FSW. The highest average strength value was recorded for joint II for FSW, amounting to 423.9 MPa. For this variant, the calculated joint efficiency was as high as 89%, and the lowest was for joint III with a value of 409.4 MPa, where the joint efficiency was 85.9%. In the UWFSW method, sample I_W differed significantly from the others in terms of the joint efficiency value, which was 76.4% compared to the remaining ones and was 8% lower. All joint efficiency values, along with the location of the cracks in the samples, are listed in
Table 5.
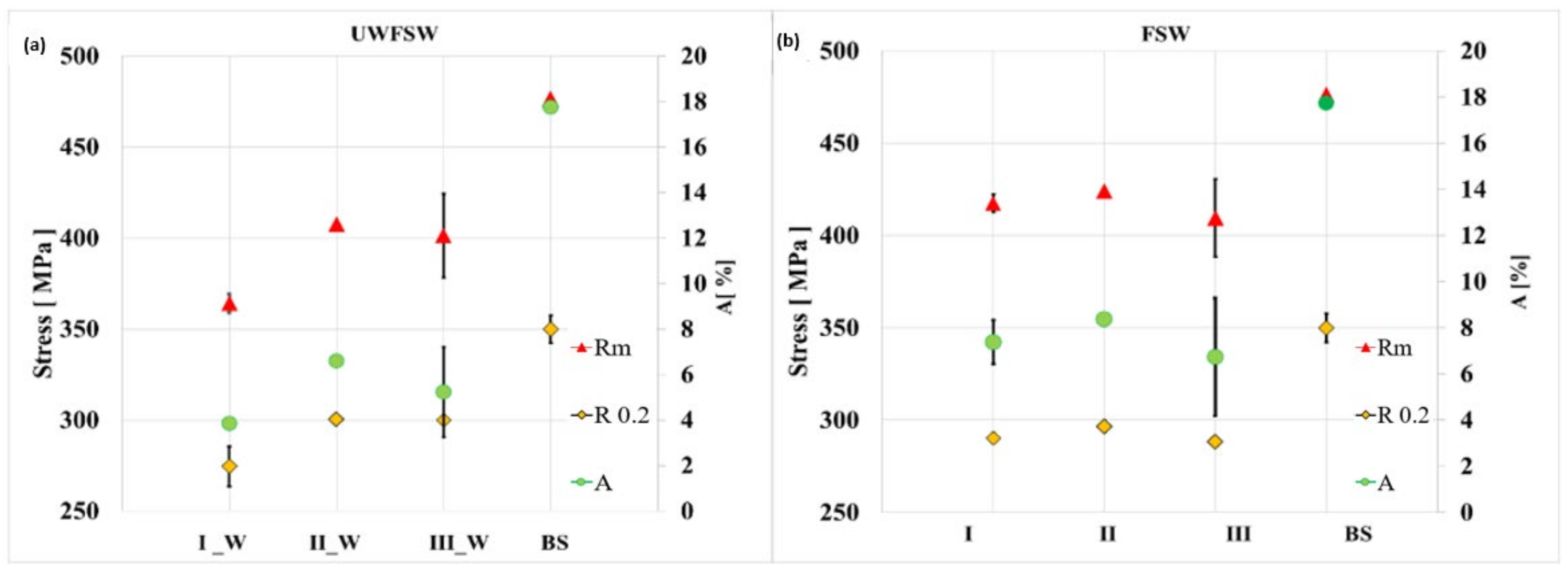
The average values of tensile strengths, elongation at break, and yield strength, along with their standard deviations, were determined. All strength parameters obtained during the static tensile test are summarized in
Table 6 and in the summary charts in
Figure 6.
Additionally, the joint efficiency was also calculated as the percentage ratio of the tensile strength of the weld to the tensile strength of the basic material from Equation (2).
The general tendency can be associated with the amount of heat supplied in the joining process Q. In the case of samples I and I_W, the heat input coefficient was the lowest and amounted to only 3.75 (J/mm), which may indicate poor heating of the joining zone and deterioration of strength parameters. The heat input is proportional to the tool’s rotational speed and inversely proportional to the welding speed. For this reason, sets II for FSW and II_W for UWFSW obtained with a tool rotational speed of 1040 rpm and a feed speed of 143 mm/min are characterized by the most optimal heat supply of 7.27 J/mm. Samples of series III and III_W are characterized by the highest amount of heat input supplied during the welding process among the selected joints, with a value of 15 J/mm. The high rotational speed of up to 1500 rpm and the feed rate of 100 mm/min led to excessive plasticization of the material and its loss in the form of flash. The result was a reduction in the cross-section of the sample and a reduction in the strength parameters of the connection compared to sets II and II_W.
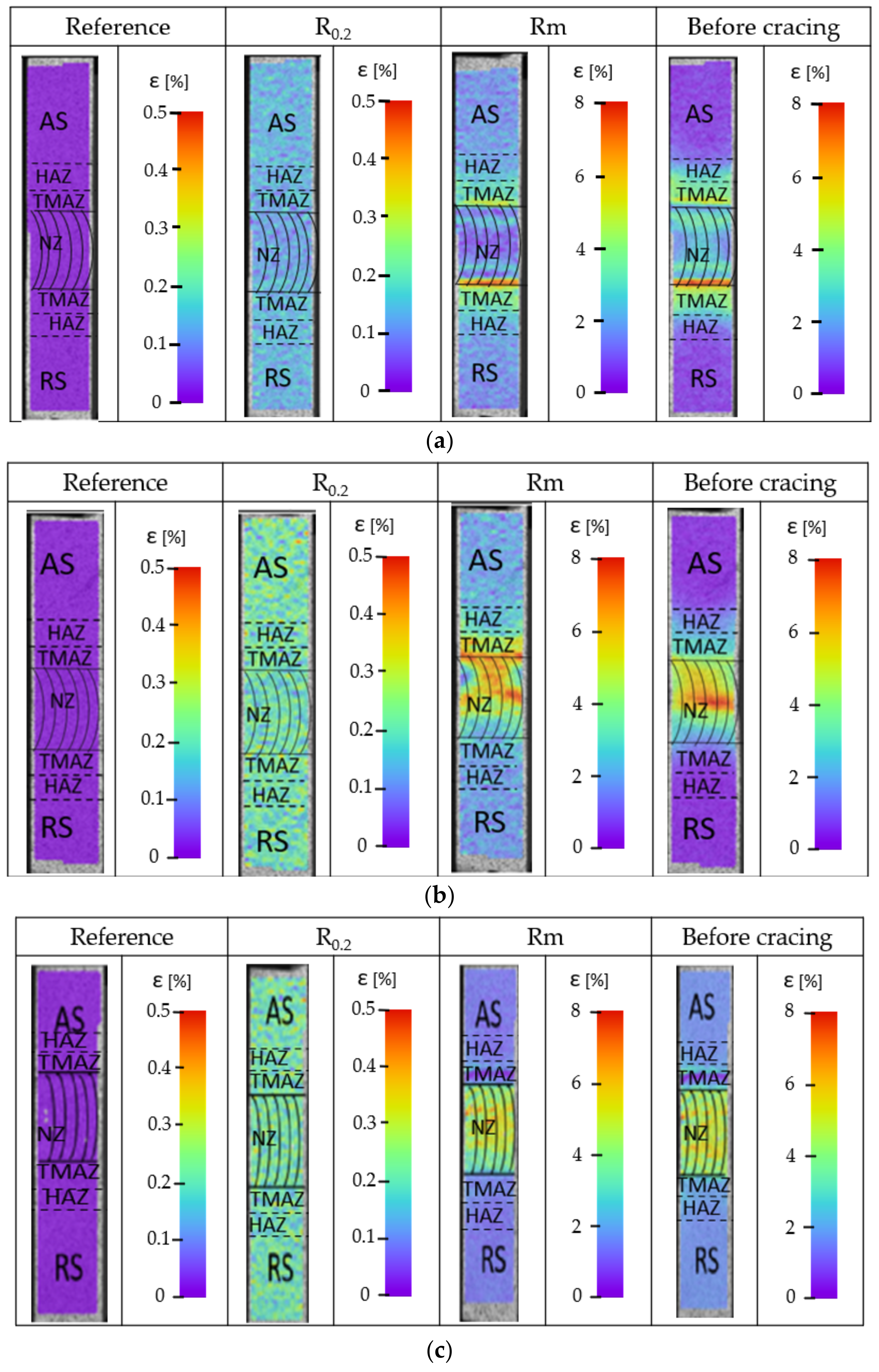
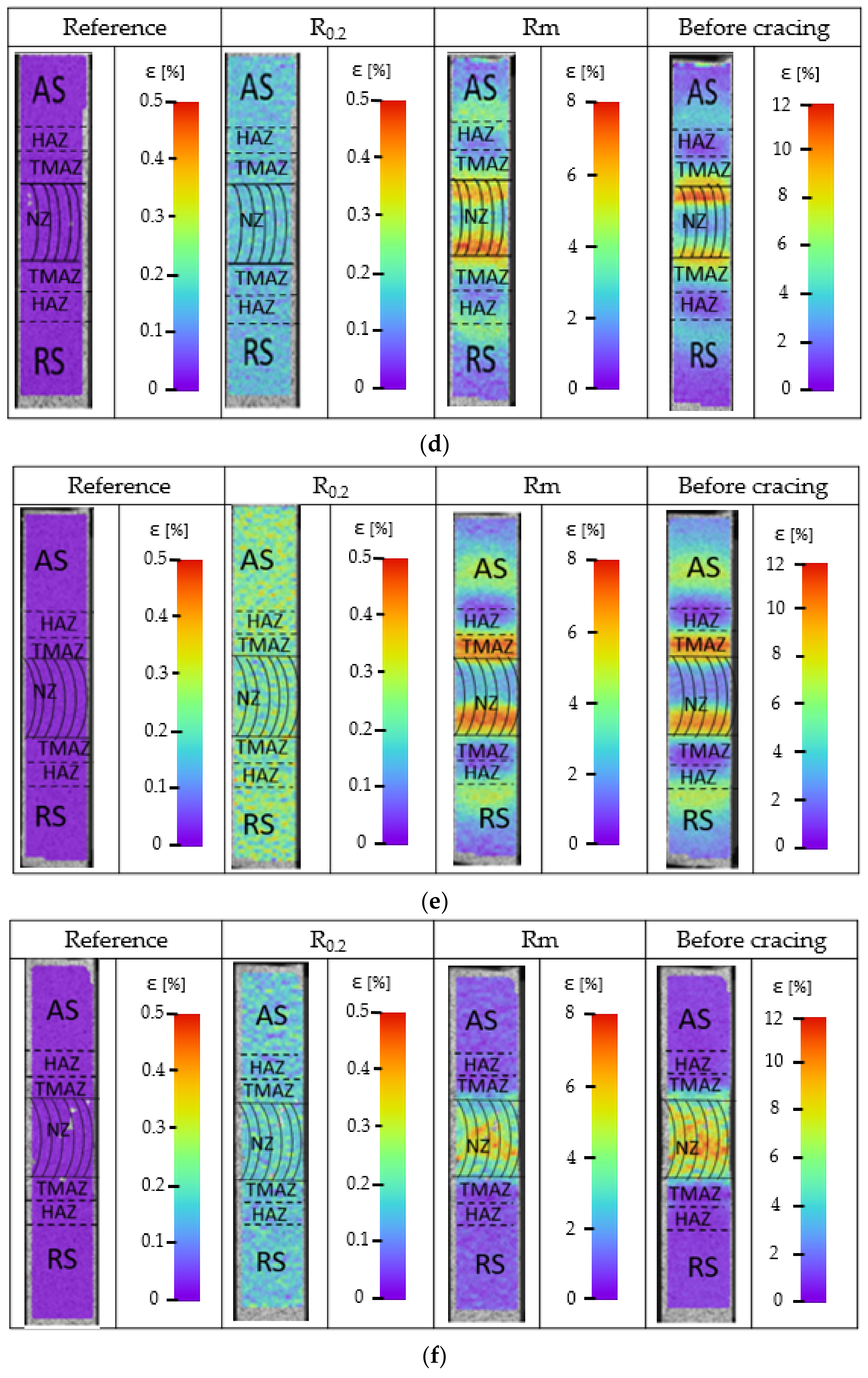
Three variants of parameters for FSW connections and, similarly, the same three sets of parameters for UWFSW connections were selected for detailed testing. Local deformation tests were carried out using digital image correlation during a static tensile test on the advancing side. The deformation results are shown in
Figure 7.
The presented images were generated for four stages of the static tensile test, during elastic and plastic deformations, at maximum tensile stress, just before the sample cracked. Based on the attached photos of the samples, it is possible to trace the course of strain growth and indicate the areas with the highest strain at a given moment. Analyzing the strain distribution of the FSW and UWFSW joints of the tested alloy, several significant differences can be found. For the connection variant made using the FSW method, (a) uniform deformation is observed over the entire joint surface. Noteworthy is the band with lower deformation values located on the advancing side. This indicates the initiation of the crack in this place and is also related to the flow of material from the nugget zone indicated in the macrostructure images of the cross-sections. In the case of a joint made under water, a more even distribution of strains was obtained on both sides of the joint, with bands of the highest value visible in the TMAZ zone. Analyzing the images for variants (e) and (f), a clear band of high strain can be observed for the FSW method in the TMAZ area on the advancing side. Variant III_W has a more uniform distribution of strains in the entire NZ. The highest deformation values and stresses occur in the area of NZ. However, compared to the values recorded for FSW, they are lower by about two percent during the phase before cracking.
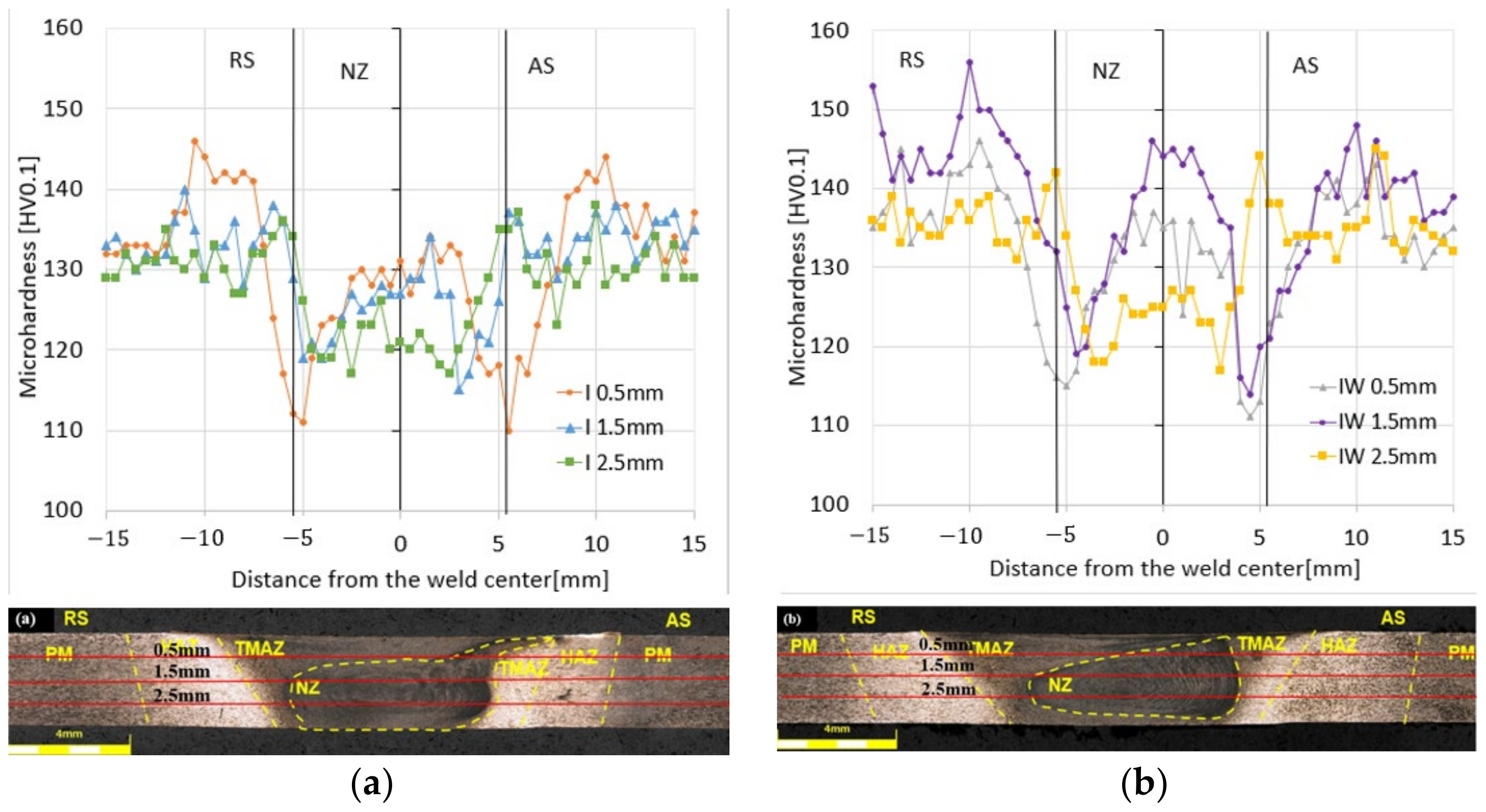
For the three variants of the parameters, the microhardness distribution was carried out in the samples with the FSW and UWFSW joints, along with a microscopic photo of the sample presented in
Figure 8.
As part of the test, the following three series of impressions were made at three distances from the upper surface of the samples: 0.5 mm, 1.5 mm, and 2.5 mm (
Figure 9). The determined hardness values were included in the three lines of the decomposition course.
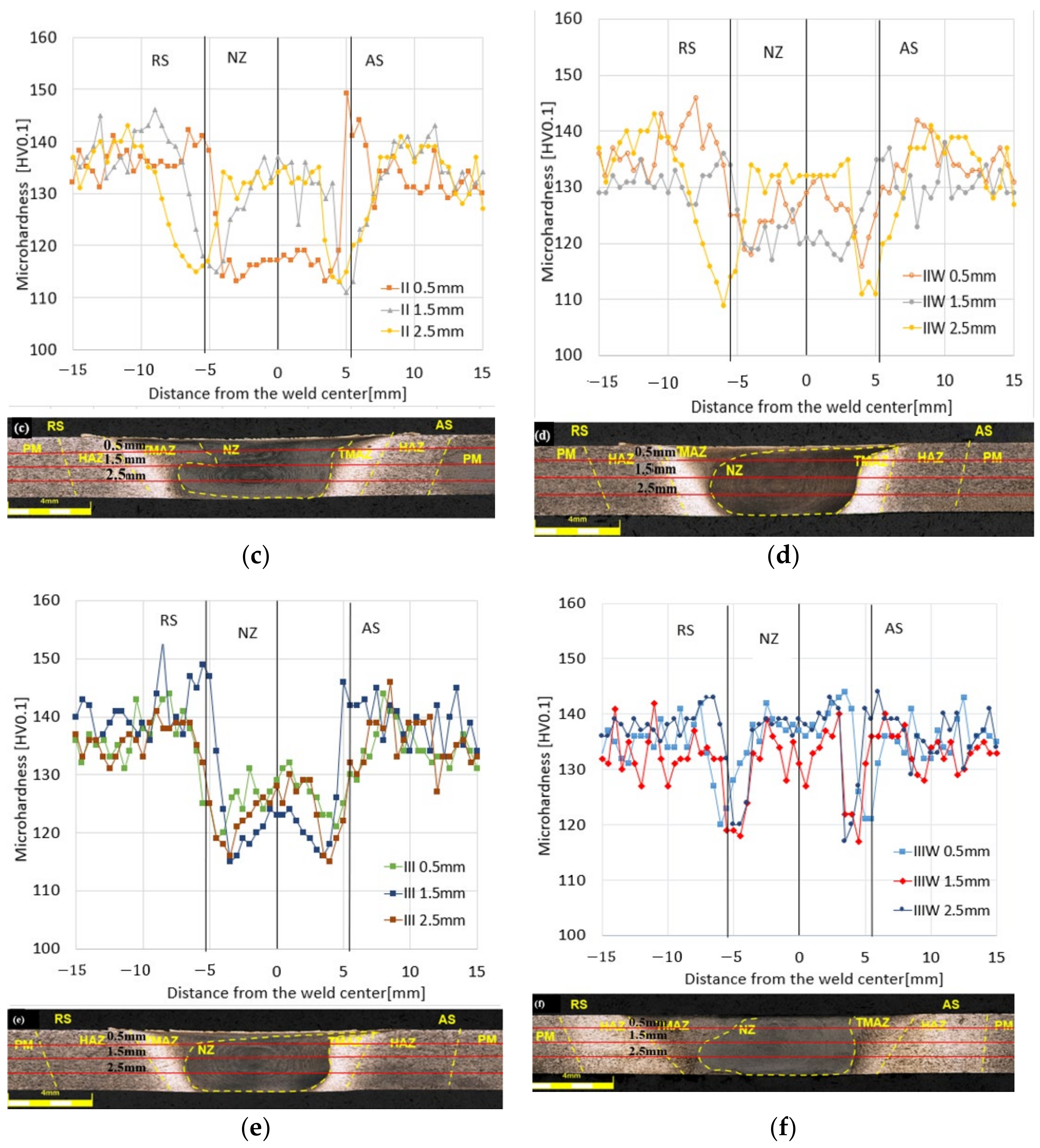
The following observations result from the obtained microhardness distribution charts in the tested samples. In the case of variant (a) for FSW, the value of microhardness on the RS and AS is about 135HV0.1 for distances of 1.5 mm and 2.5 mm; a much higher value is for the distance of 0.5 mm, which exceeds 140 HV0.1. The joint made with the same parameters (b) with the use of cooling has higher values of microhardness in the RS and AS areas; all are above 130 HV0.1, and for a distance of 1.5 mm, the average value in this area is about 143 HV0.1. Higher results were also obtained in the NZ zone, where the average value oscillates at about 132 HV0.1.
The microhardness of the base material for the (c) FSW method was approximately 140 ± 5 HV0.1. Similar microhardness values were also recorded for the (d) UWFSW method. As can be seen in the microhardness profile, the FSW and UWFSW processes did not reduce the microhardness of the base material in the entire joint, only in some of its areas. The nugget zone microhardness was in the range of 115–135 HV0.1 for samples from the UWFSW method. However, for the FSW method, the sample tested at a distance of 0.5 mm from the face differed significantly in terms of microhardness, where in the nugget zone values of approximately 113 HV0.1 were recorded, while for the remaining distances the values were at the level of 125–135 HV0.1. The greatest reduction in microhardness occurred at the border of the HAZ and TMAZ, which can be defined as the low hardness zone (LHZ). The microhardness value in this place is approximately 108 HV0.1 for the FSW method and is located 6 mm from the center of the joint on the downstream side of the RS. Depending on the parameters of the FSW and UWFSW processes, the LHZ zone may be located at the junction of the HAZ and the TMAZ. LHZ is the place where tensile cracks in joints occur. In the impressions made at distances of 1.5 mm and 2.5 mm from the face of the weld in the FSW method, there are slight changes in microhardness in the zone covering the core of the joint, while at a distance of 0.5 mm, the microhardness value decreases by approximately 20 HV0.1 compared to the previous ones. In the case of UWFSW, the highest microhardness value occurs at the level of 2.5 mm from the face, while the scatter of results is smaller and similar for all three distances. It can be noticed that the material closer to the edge of the tool blade is characterized by lower microhardness values. The most important conclusion is that the microhardness and location of the LHZ strongly depend on the set of joining process parameters used. The amount of heat input in the FSW and UWFSW processes is a decisive factor, as it can affect the extent of the joint zone areas and grain growth. Comparing variants III (e) and (f) III_W, much better microhardness values were obtained for the UWFSW method for both the NZ, RS, and AS areas. The value is at a similar level and is about 137 HV0.1. A decrease is seen only at the TMAZ site and is about 119 HV0.1. For the FSW method, the microhardness values in NZ are much lower and are about 125 HV0.1.
In order to assess the fracture mechanism, the sample fractures were subjected to a scanning microscopy examination. In the case of the sample I joined using the FSW method (
Figure 10a), a clear source of cracking was observed in the near-surface zone. The marked crack initiation area should be associated with the place of material flow from the nugget zone, mentioned earlier during the interpretation of the macrostructure images of the cross-sections. However, in the case of the UWFSW method (
Figure 10b), we can observe a typical plastic cracking mechanism. The areas on the outer parts of the samples for both methods are the so-called pits, characterized by high surface roughness, grooves, and pores. The image variants for parameters II and II_W for both FSW and UWFSW present the characteristic source of fatigue cracking, which in these cases was located at the boundary of the zones of the thermoplastic zone and the nugget zone on the advancing side. For variant (f), the crack initiation site is located in the upper right corner of the breakthrough and is characterized by an imperfection-free, smooth surface. In contrast, for the FSW variant (e), the surface is rougher, and the cracking is more banded in nature.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}


















