
Effect of Multistage Solution Aging Heat Treatment on Mechanical Properties and Precipitated Phase Characteristics of High-Strength Toughened 7055 Alloy

Abstract
:1. Introduction
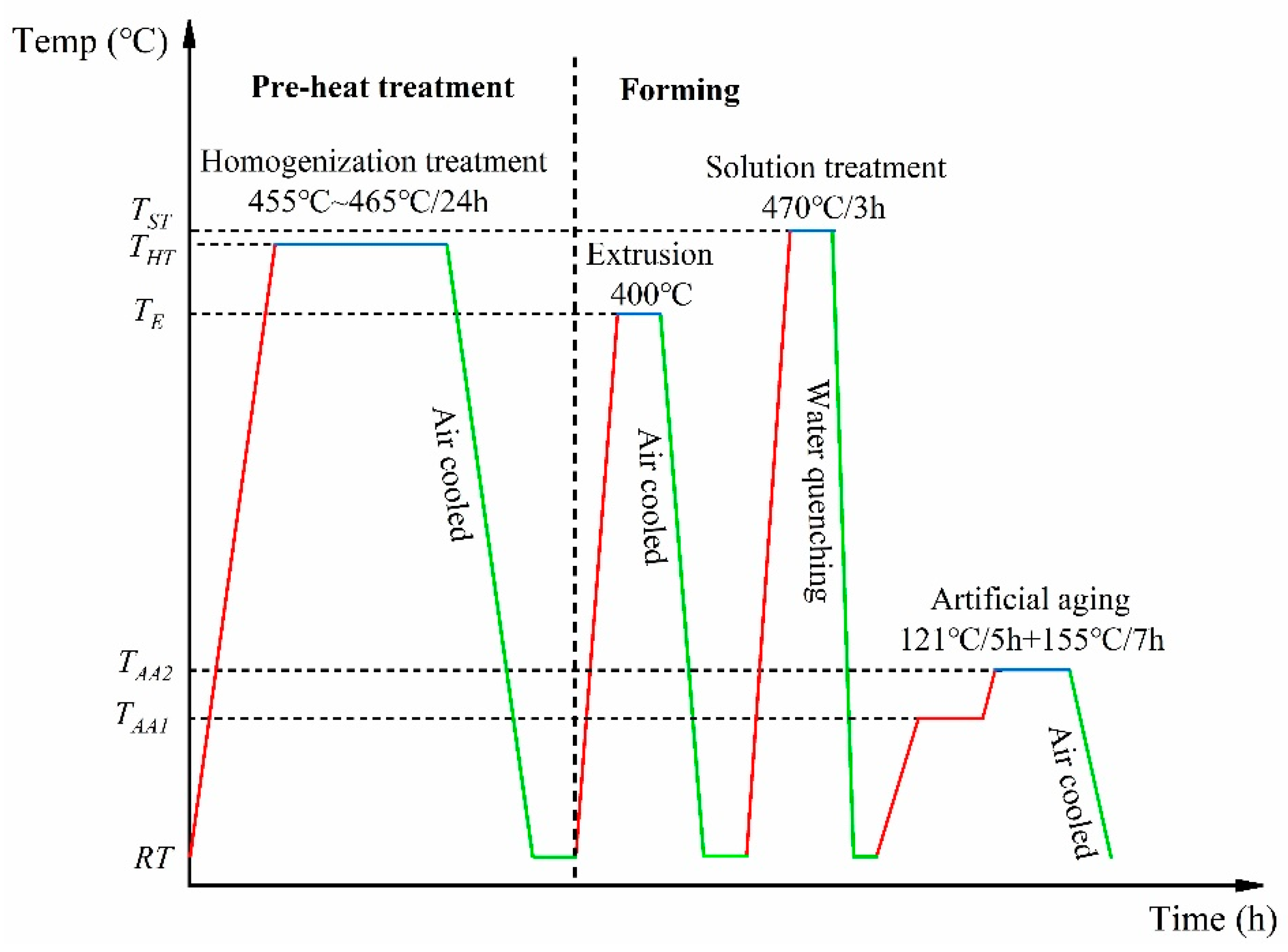
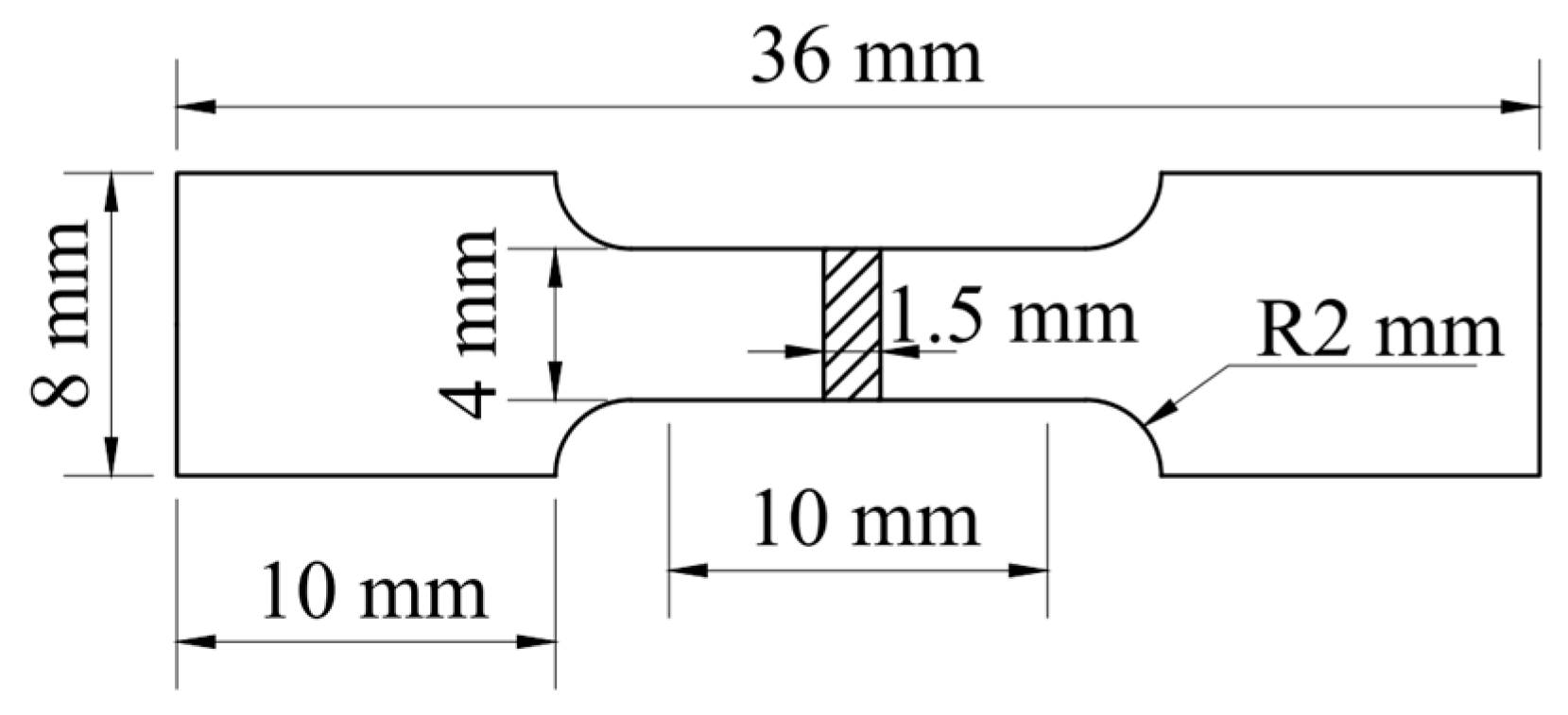
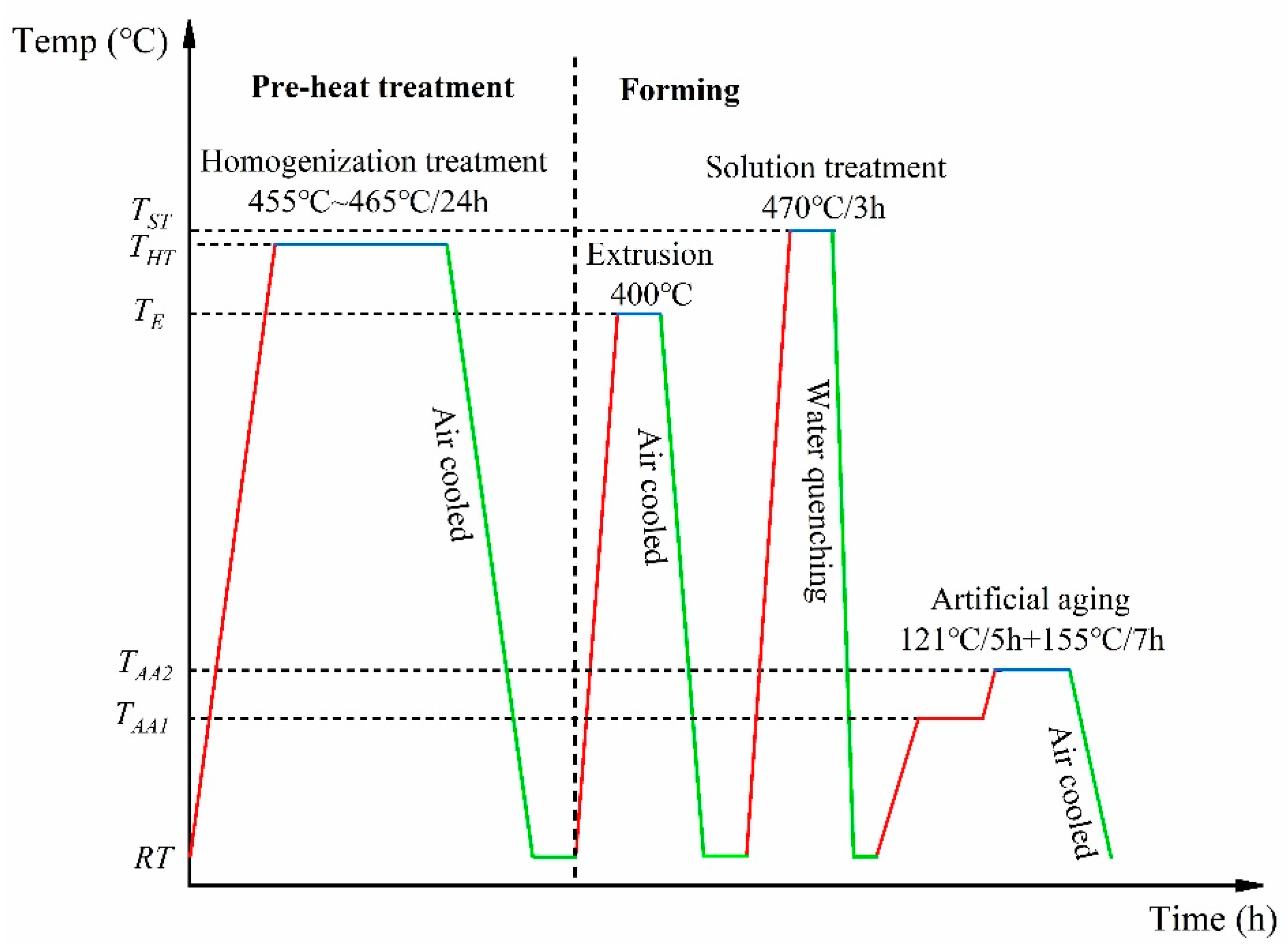
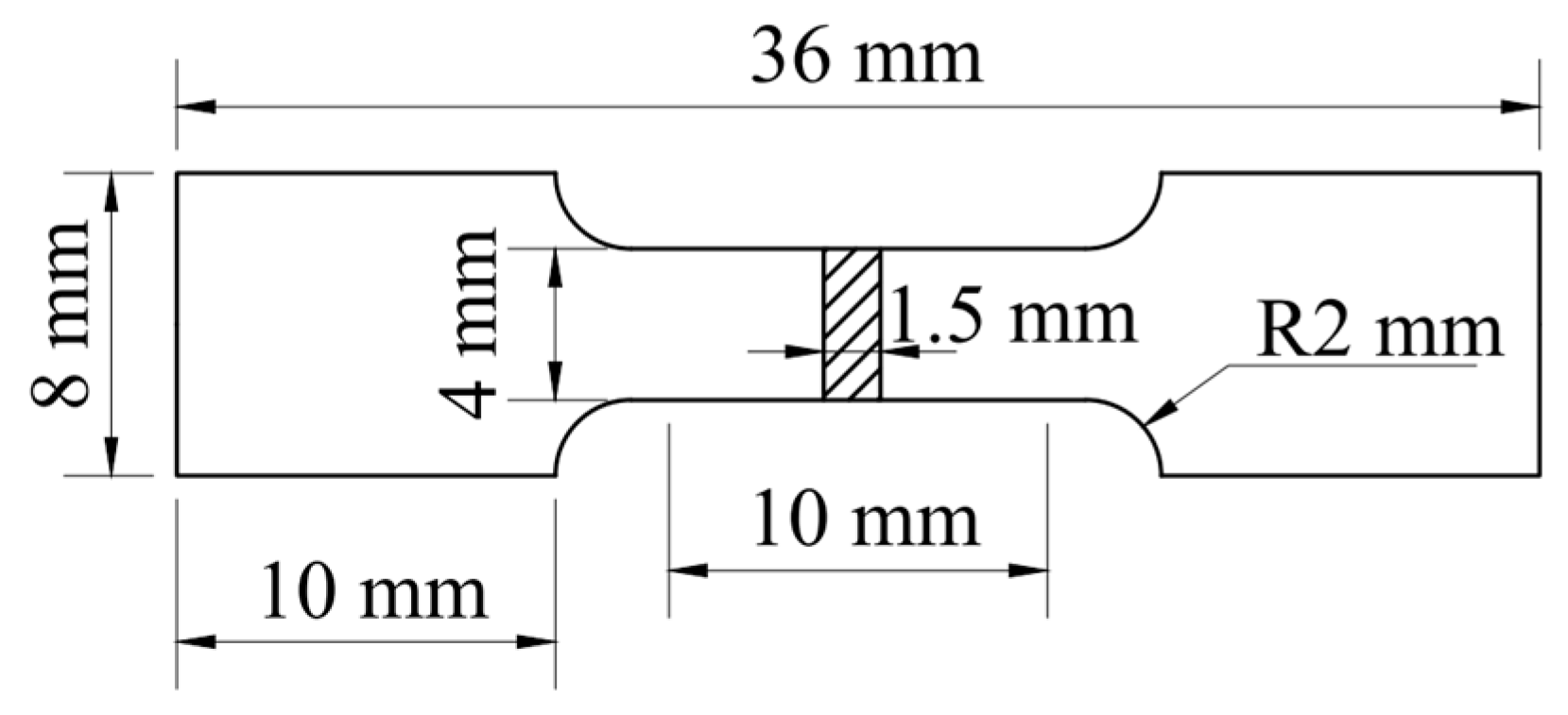
2. Experimental Materials and Methods
3. Results
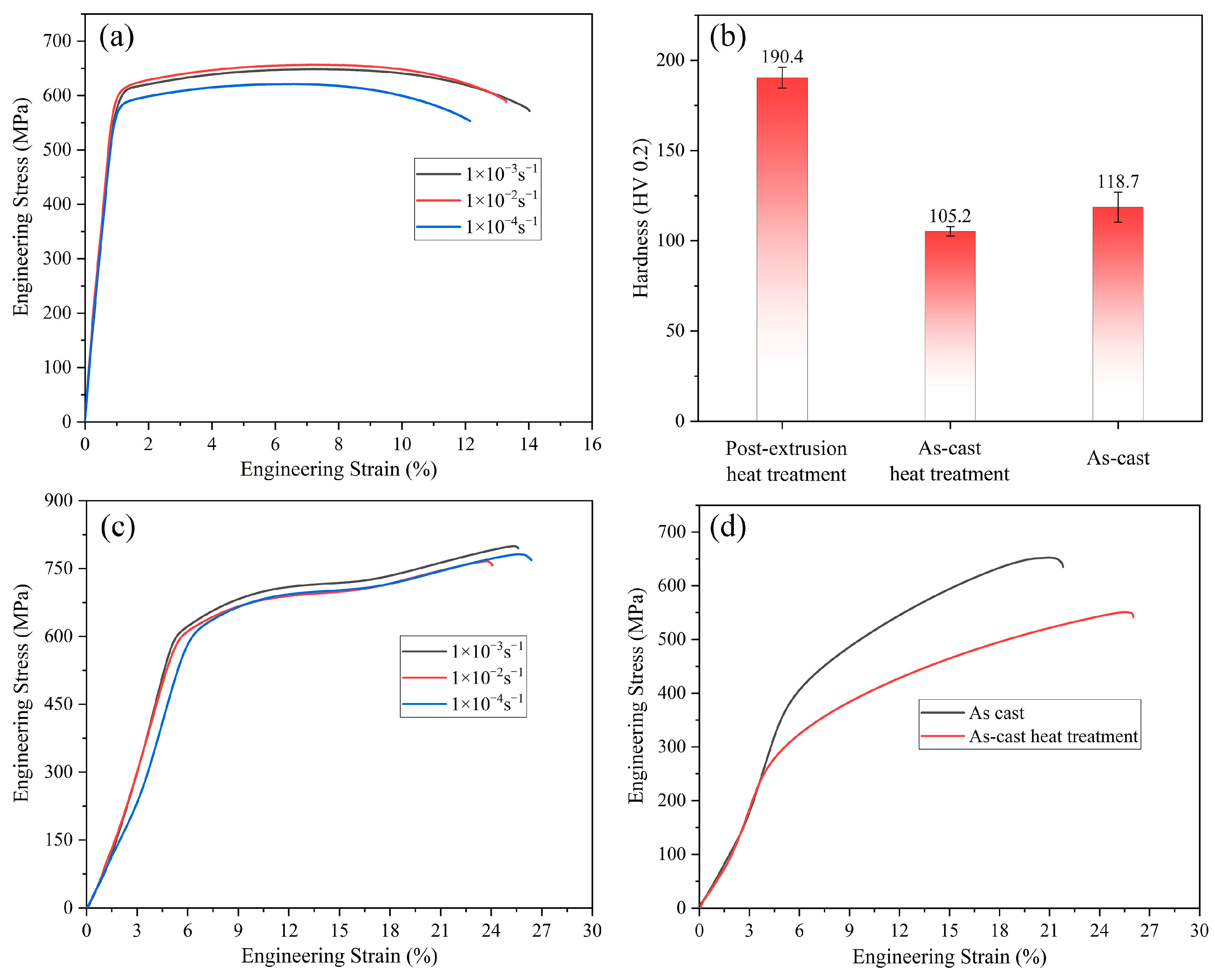
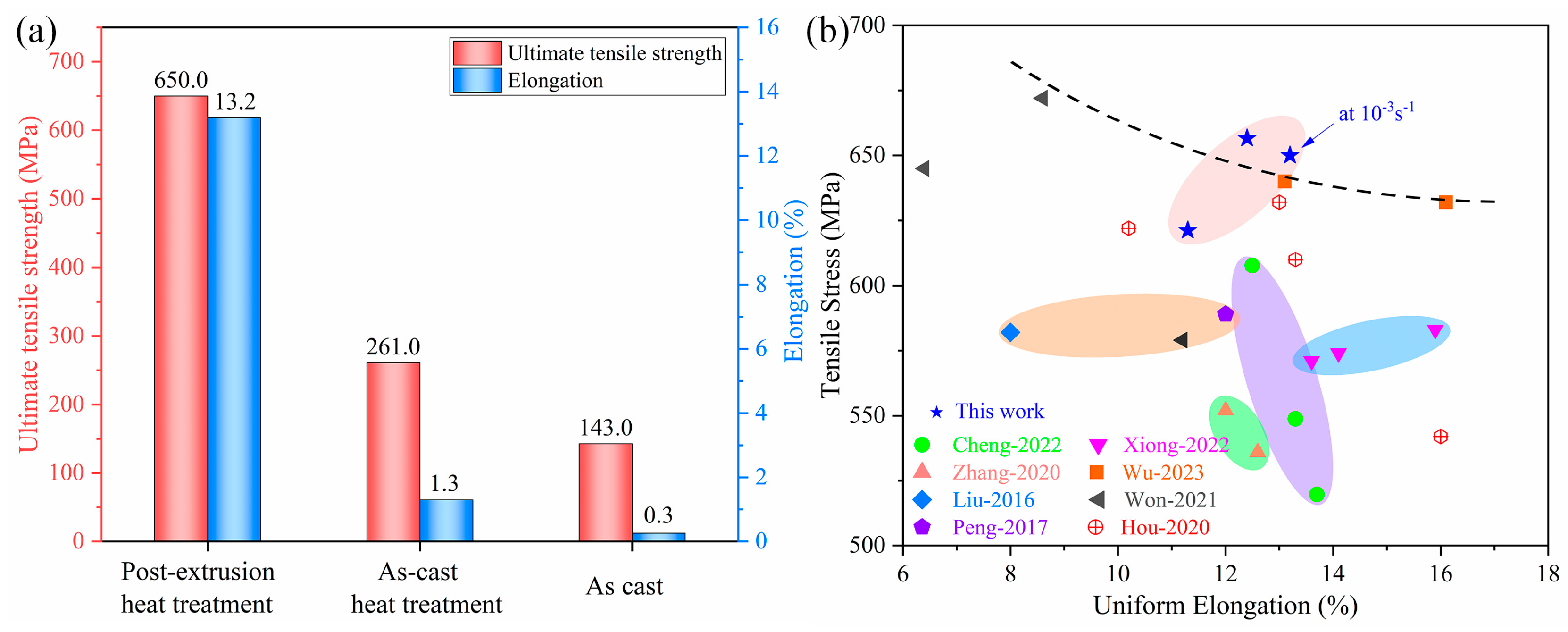
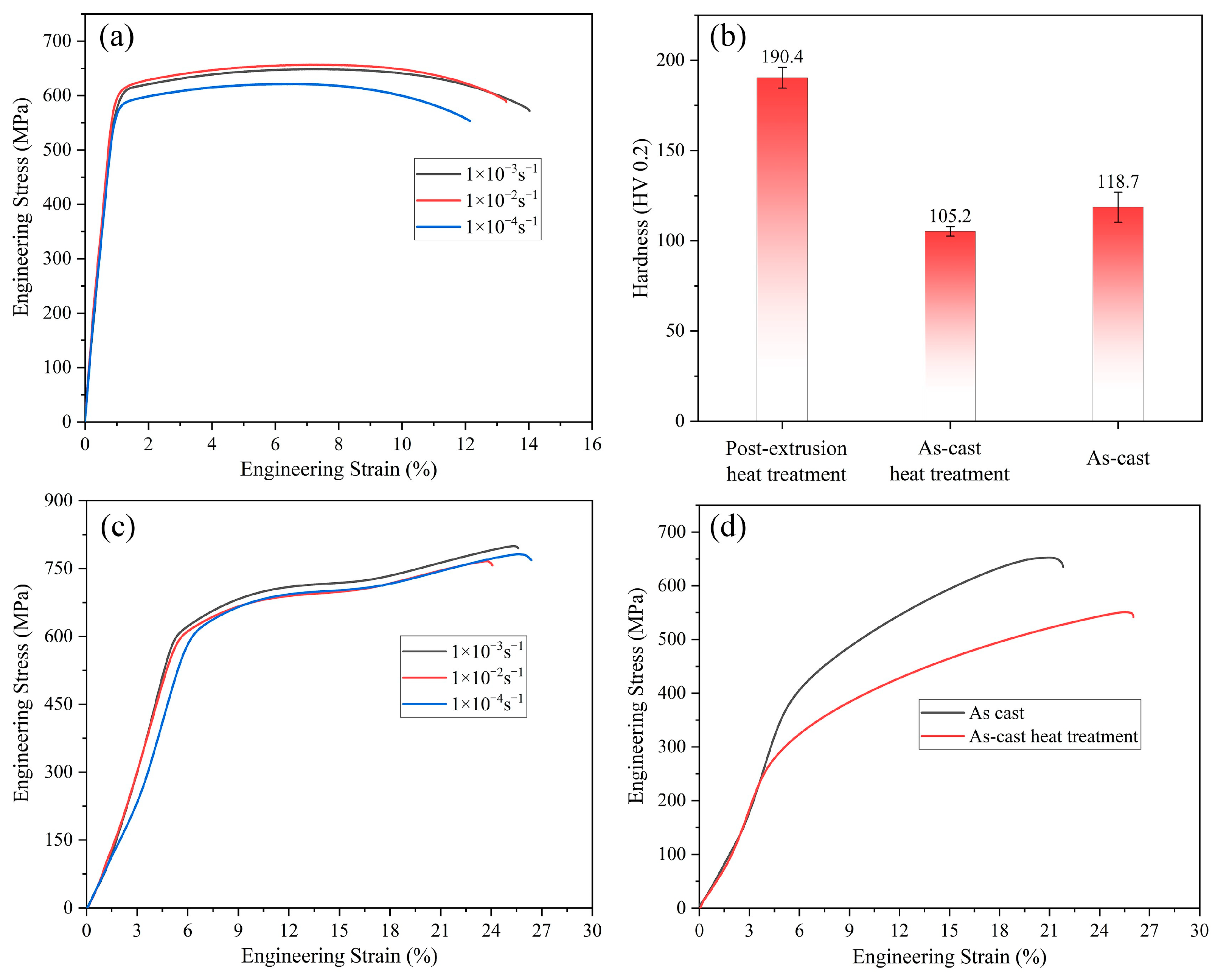
3.1. Mechanical Properties
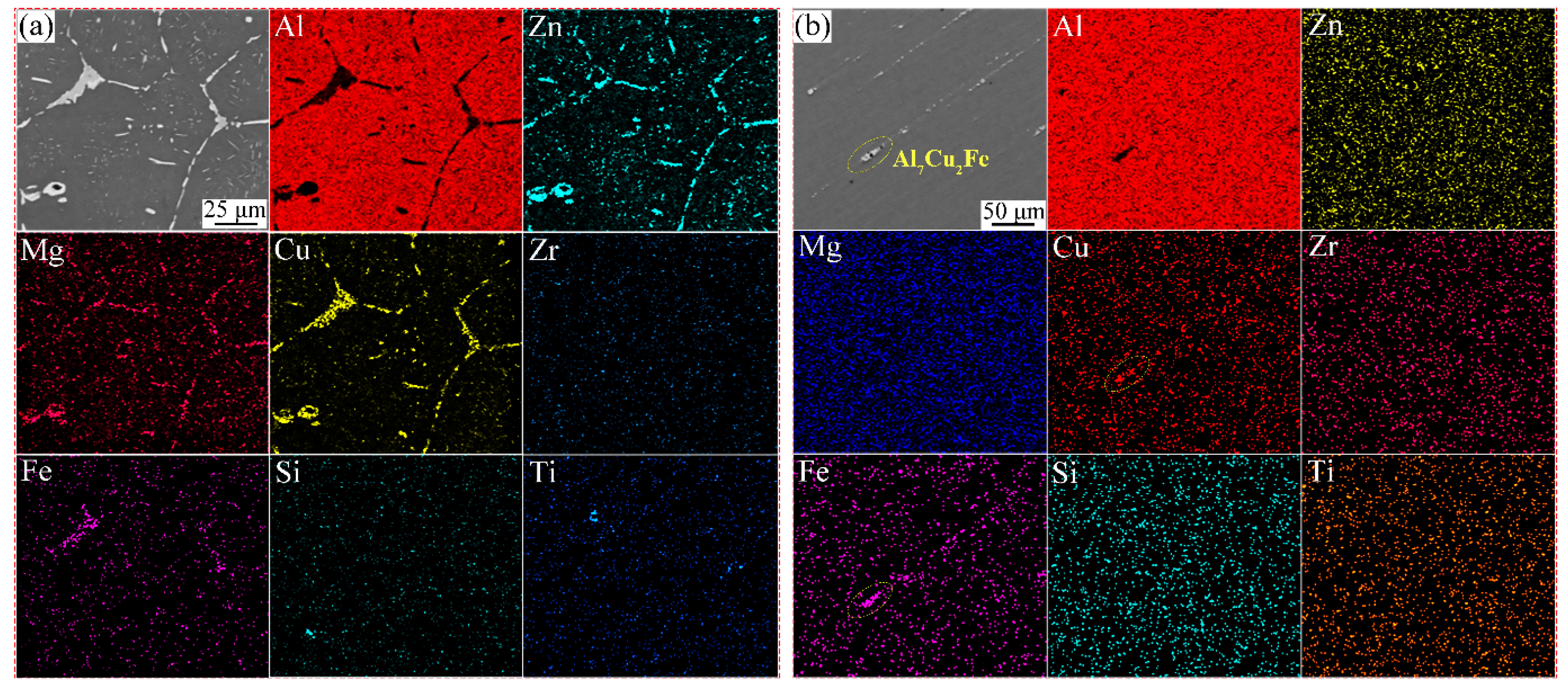
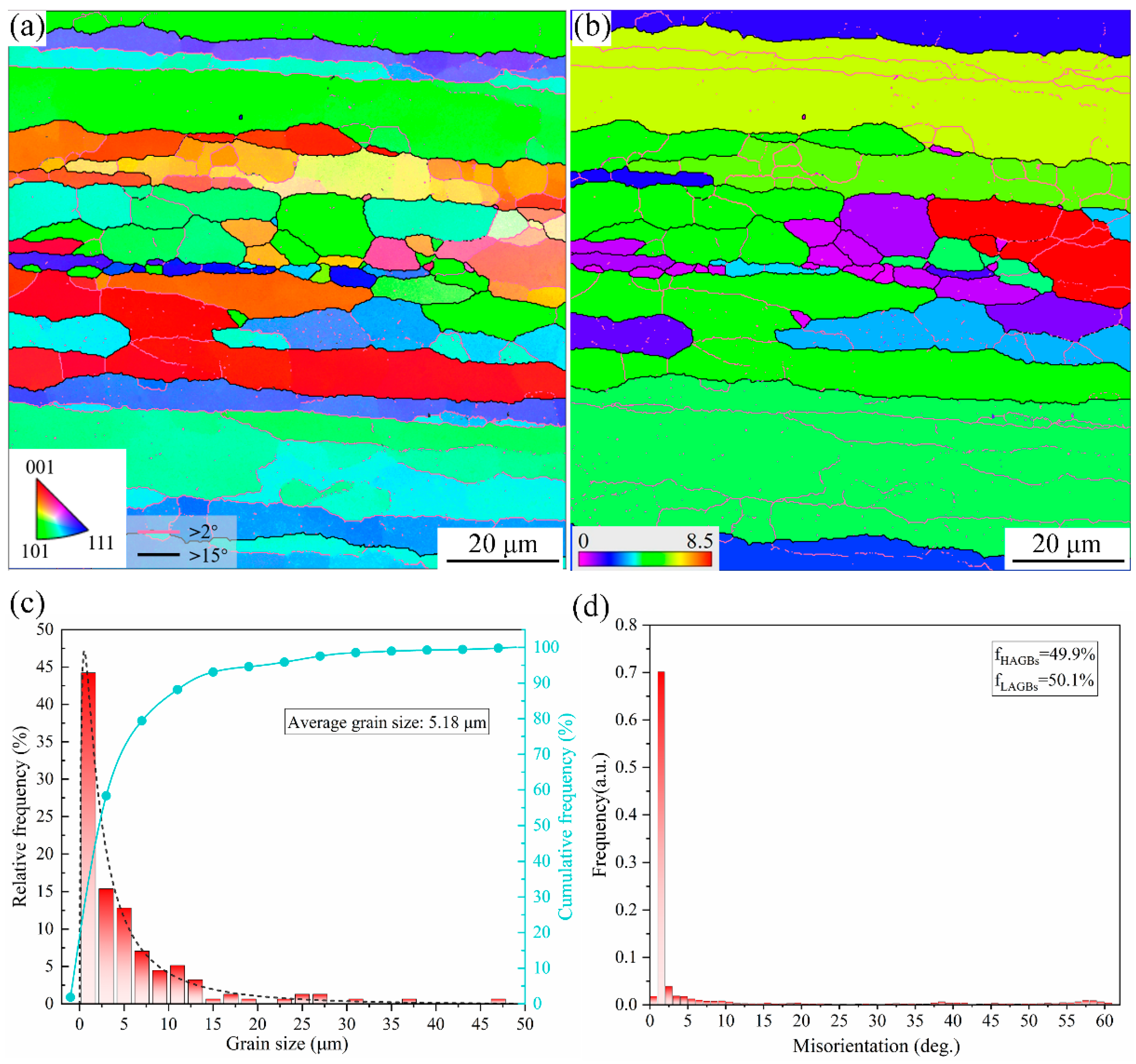
3.2. Microstructural Analysis
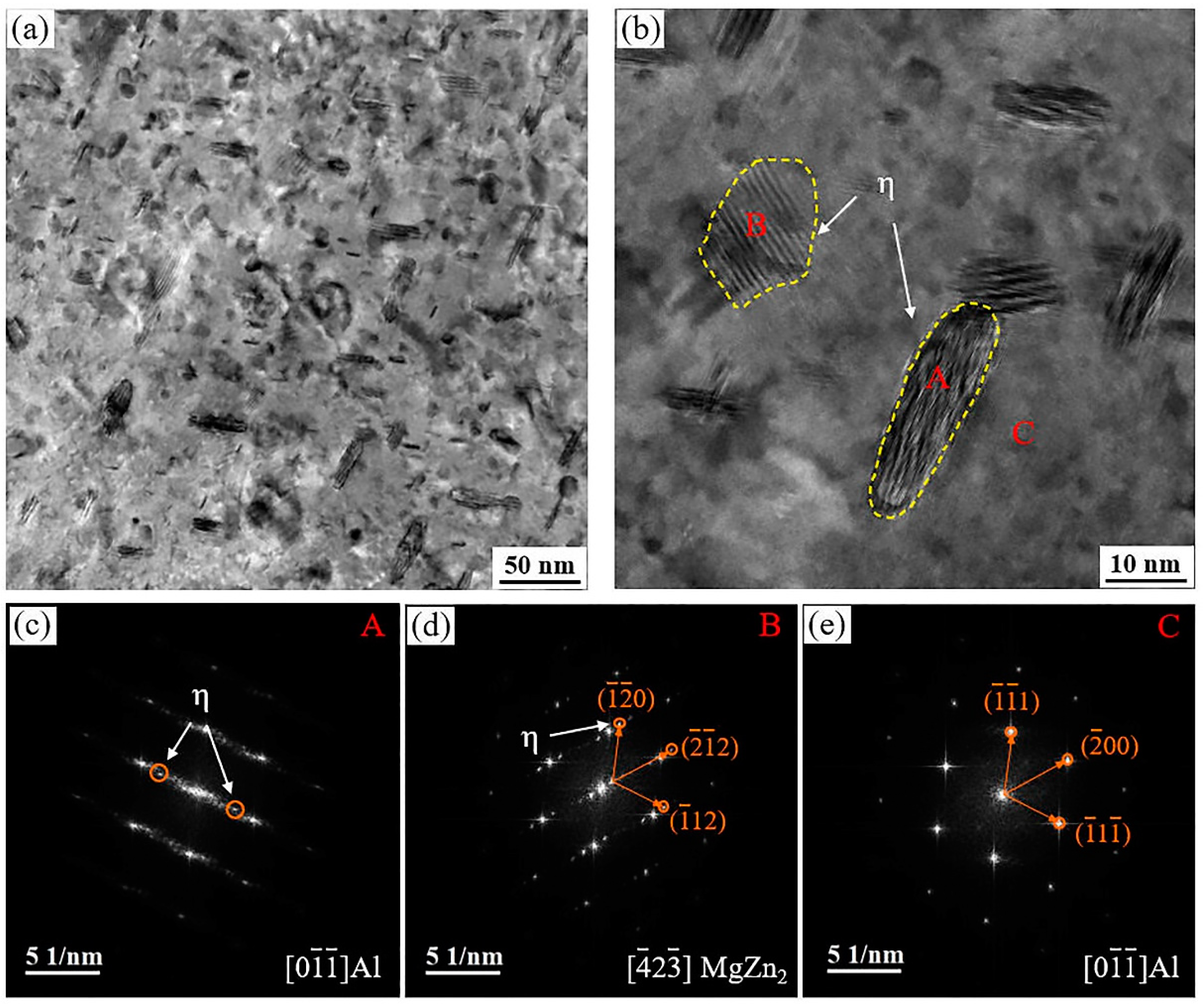
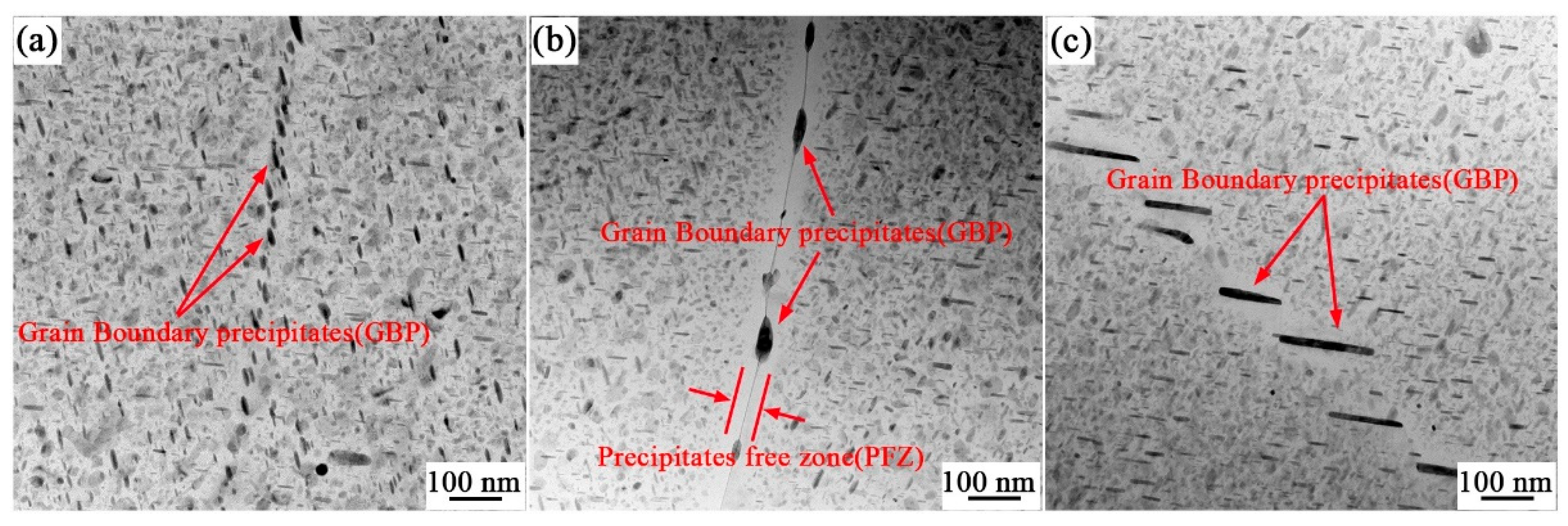
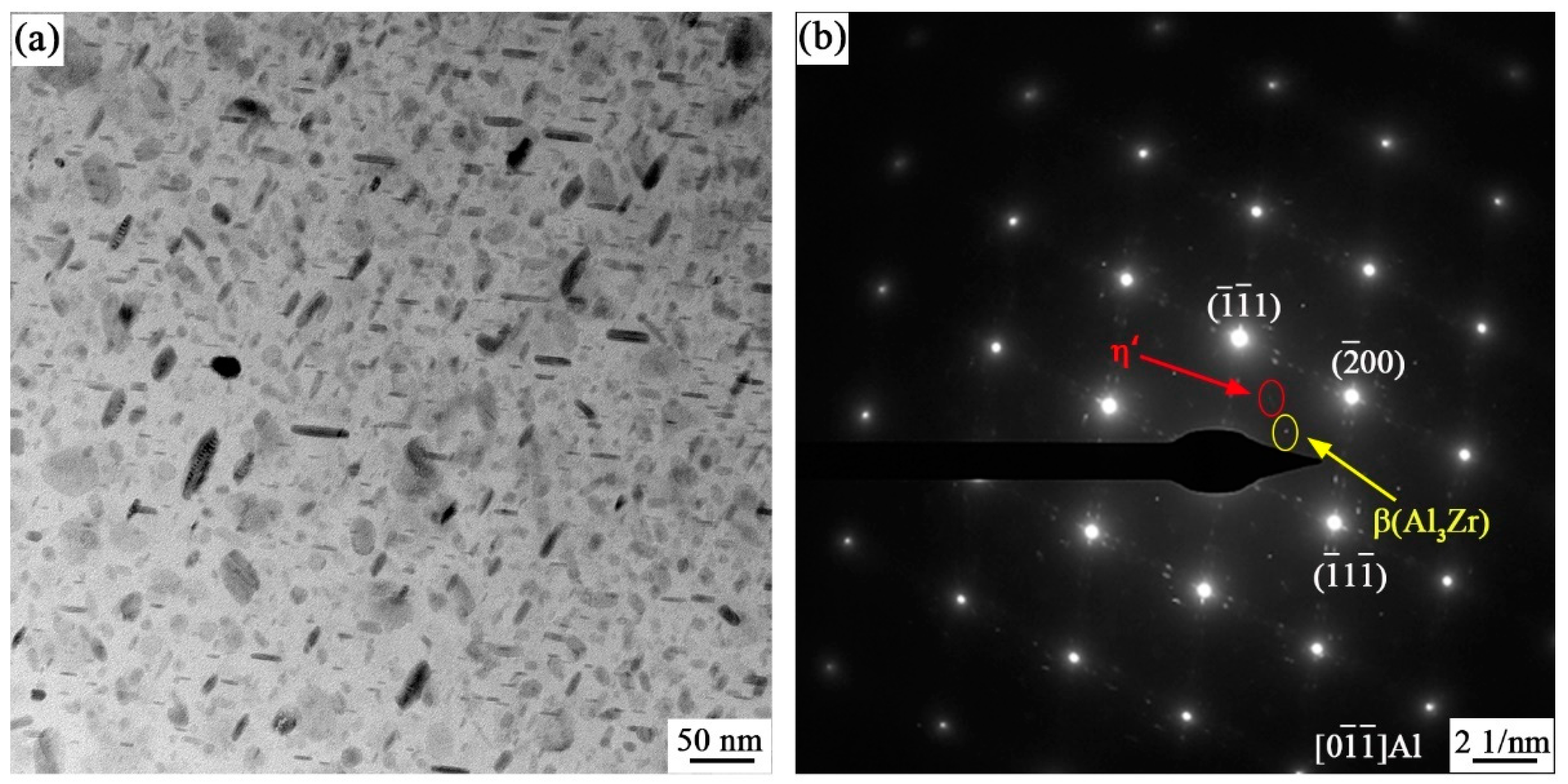
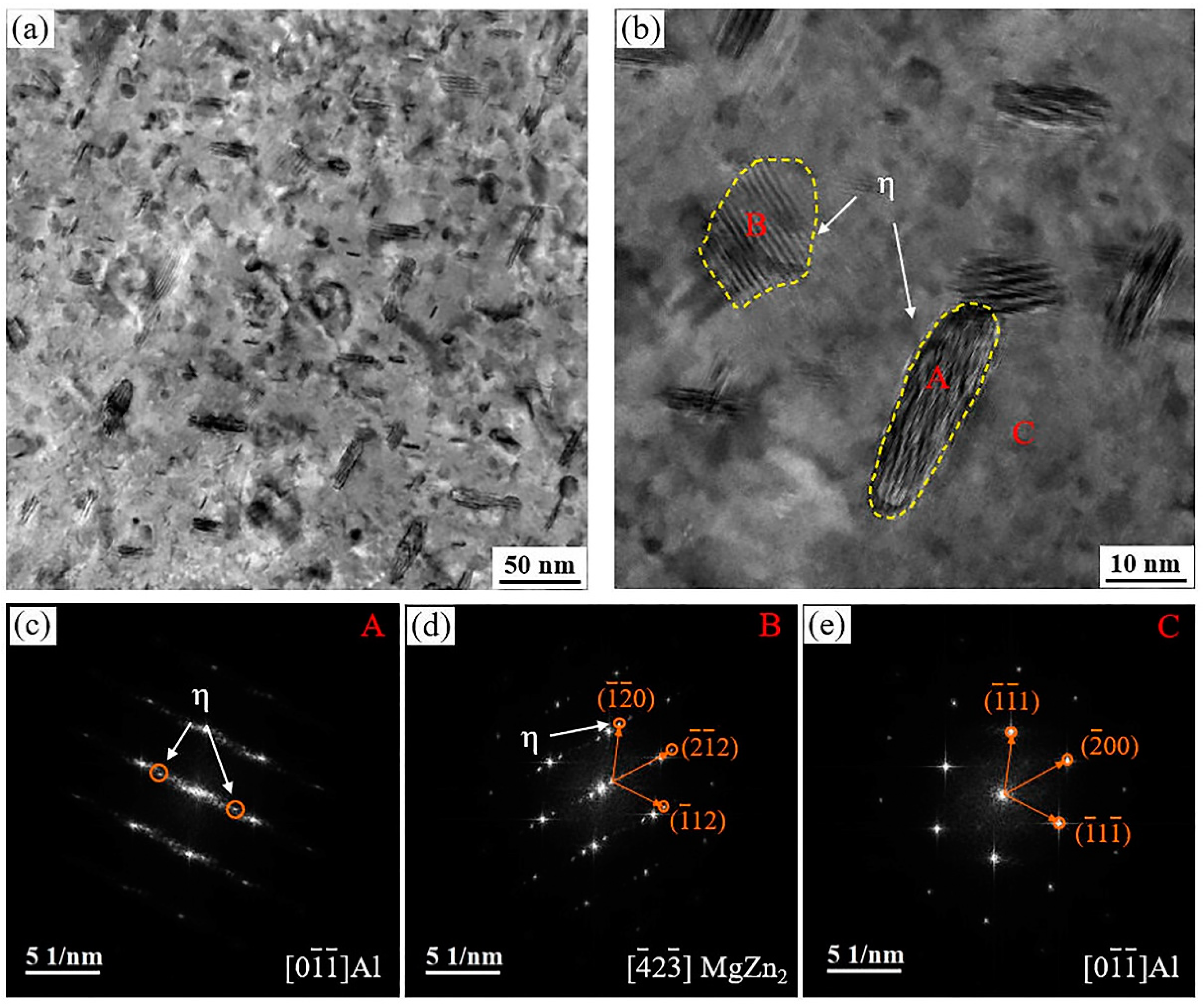
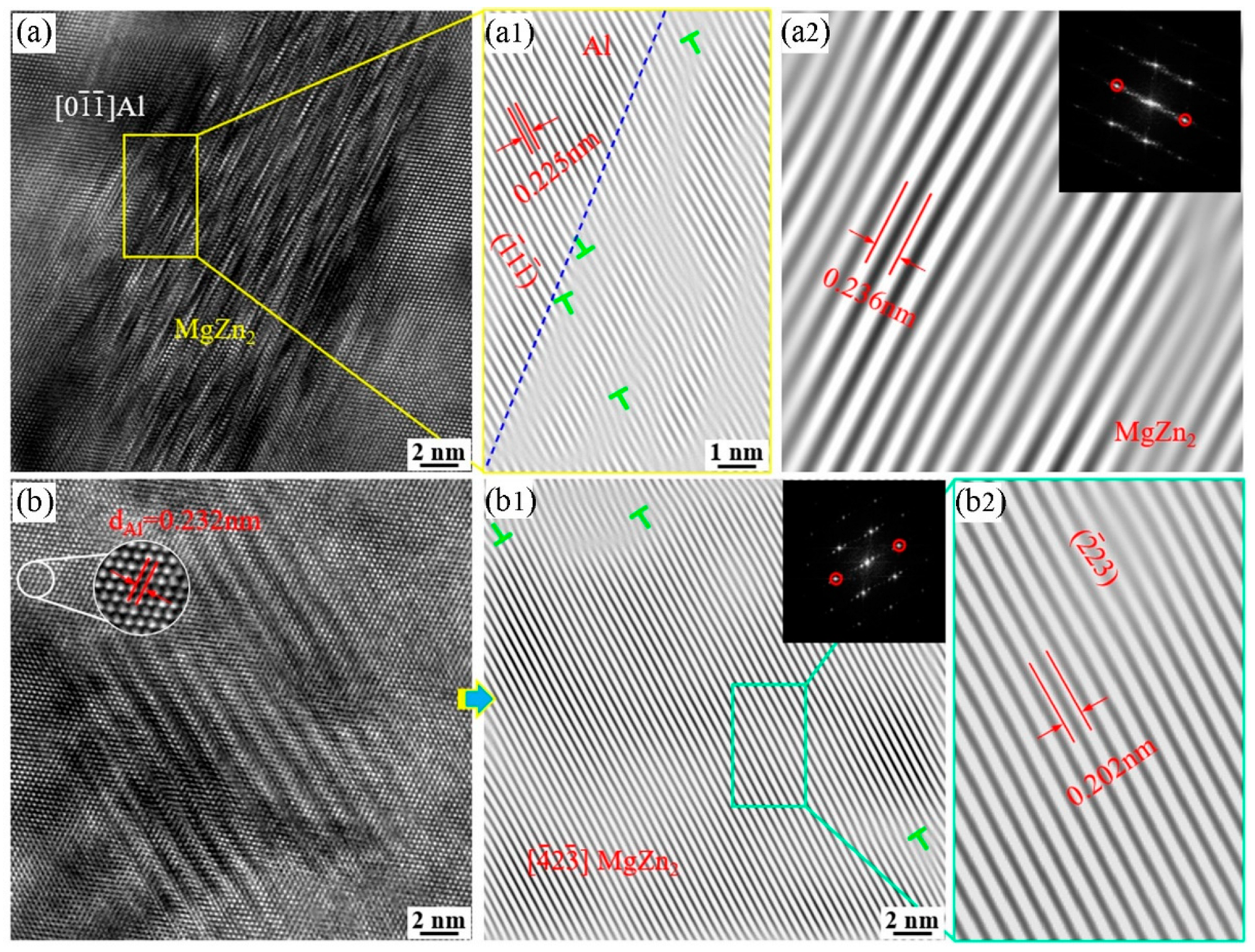
3.3. Precipitation Characteristics
4. Discussion
4.1. Strengthening Mechanisms
4.2. Effect of Extrusion Textures on Mechanical Properties
5. Conclusions
- (1)
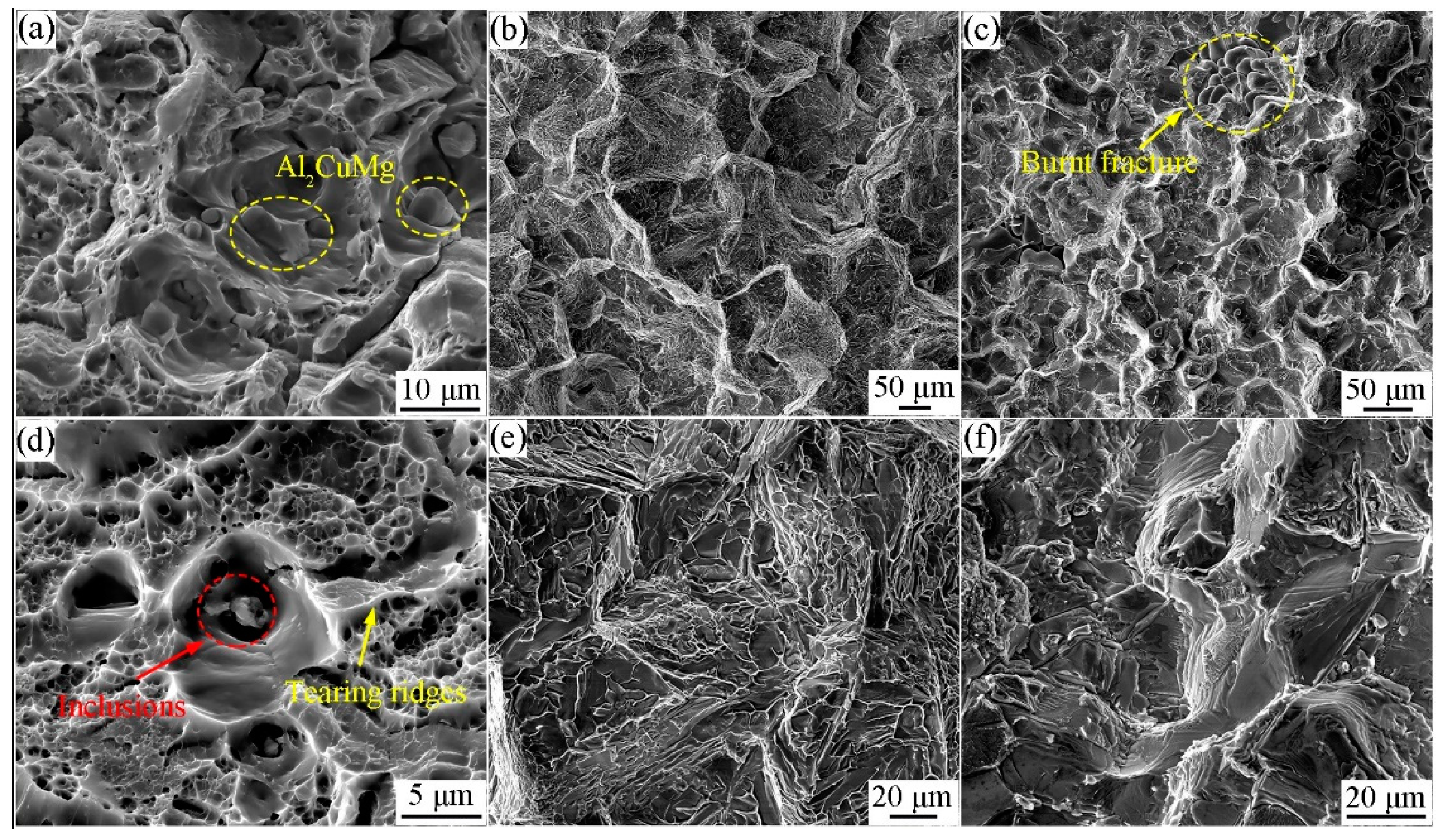
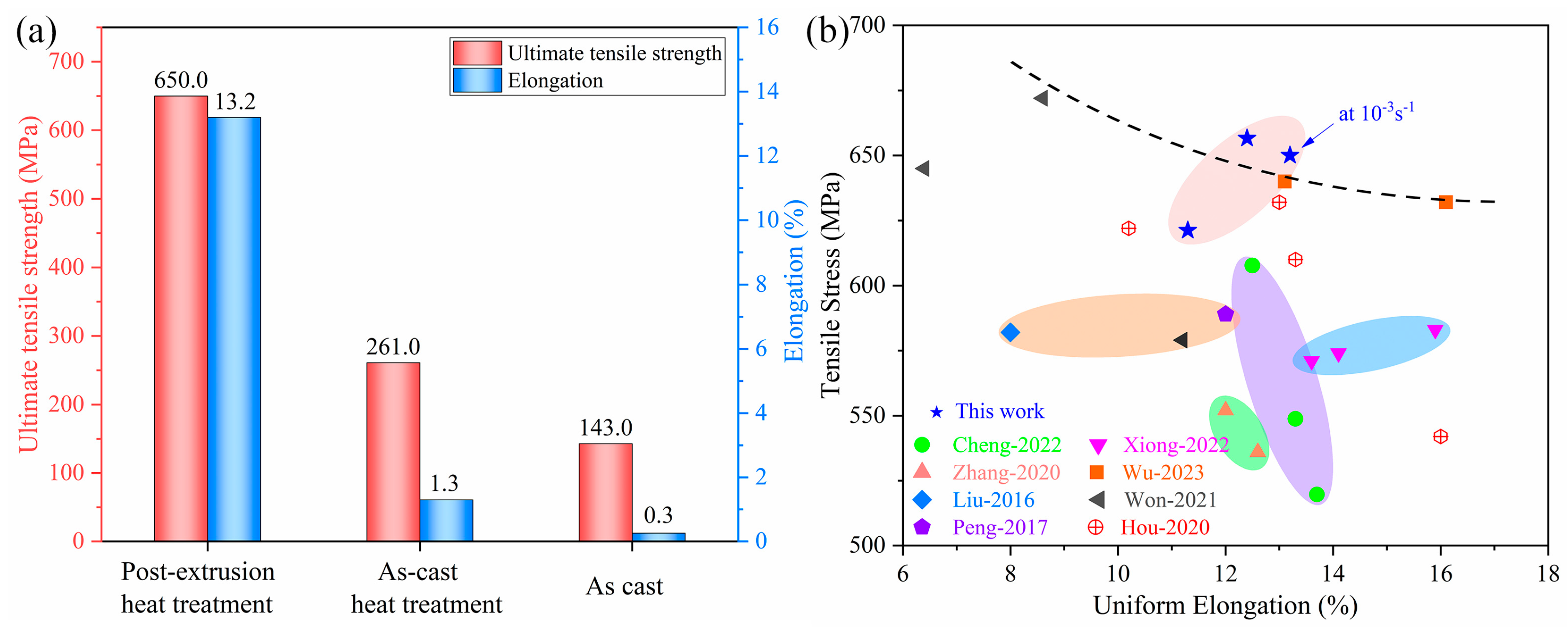
- The alloy T-profile after extrusion exhibited excellent mechanical properties, and its ultra-high strength was mainly due to the fine grain size, high density, and high volume fraction of intracrystalline precipitation phase. The alloy tensile strength and elongation reached 650 MP and 13.2%, respectively.
- (2)
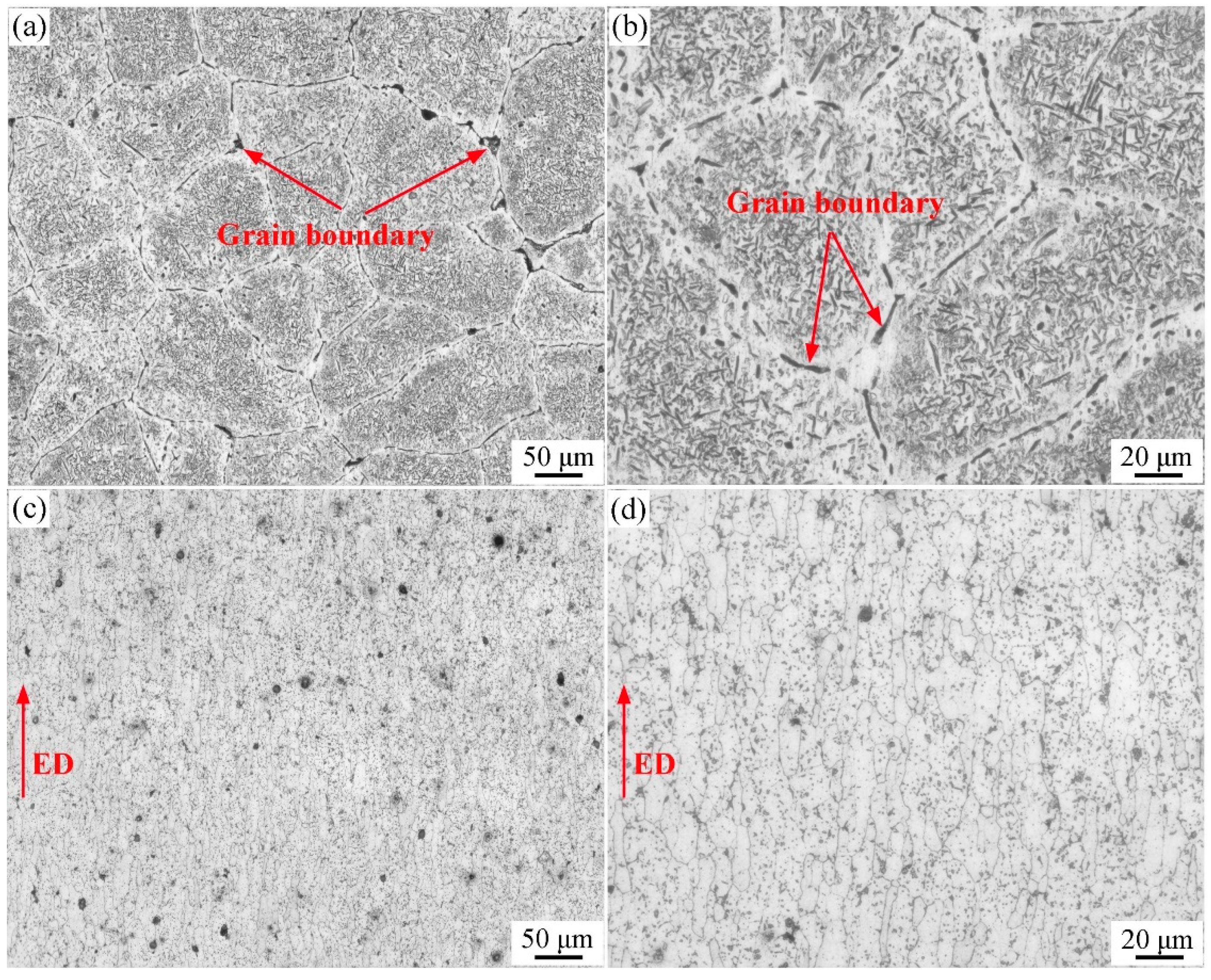
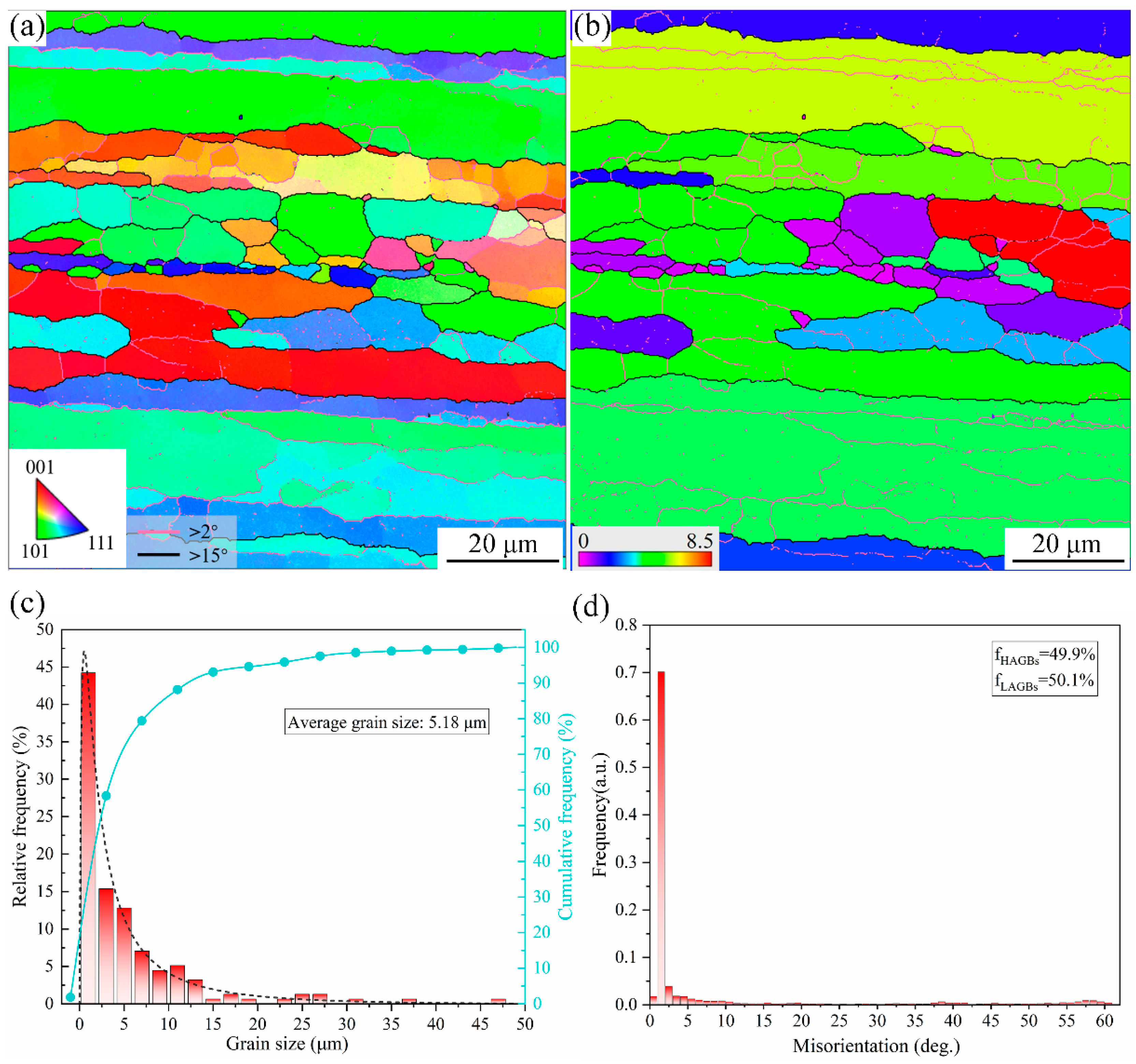
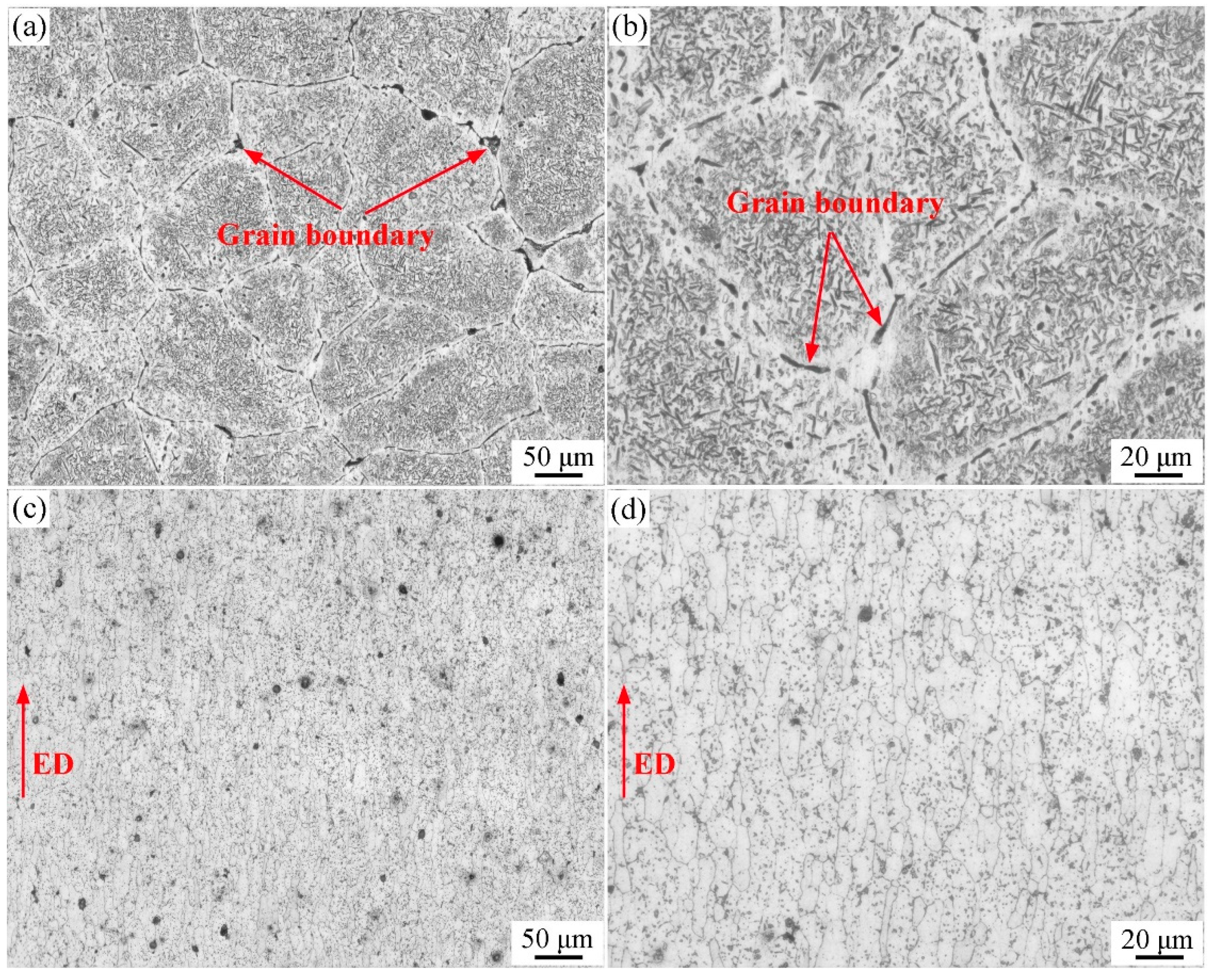
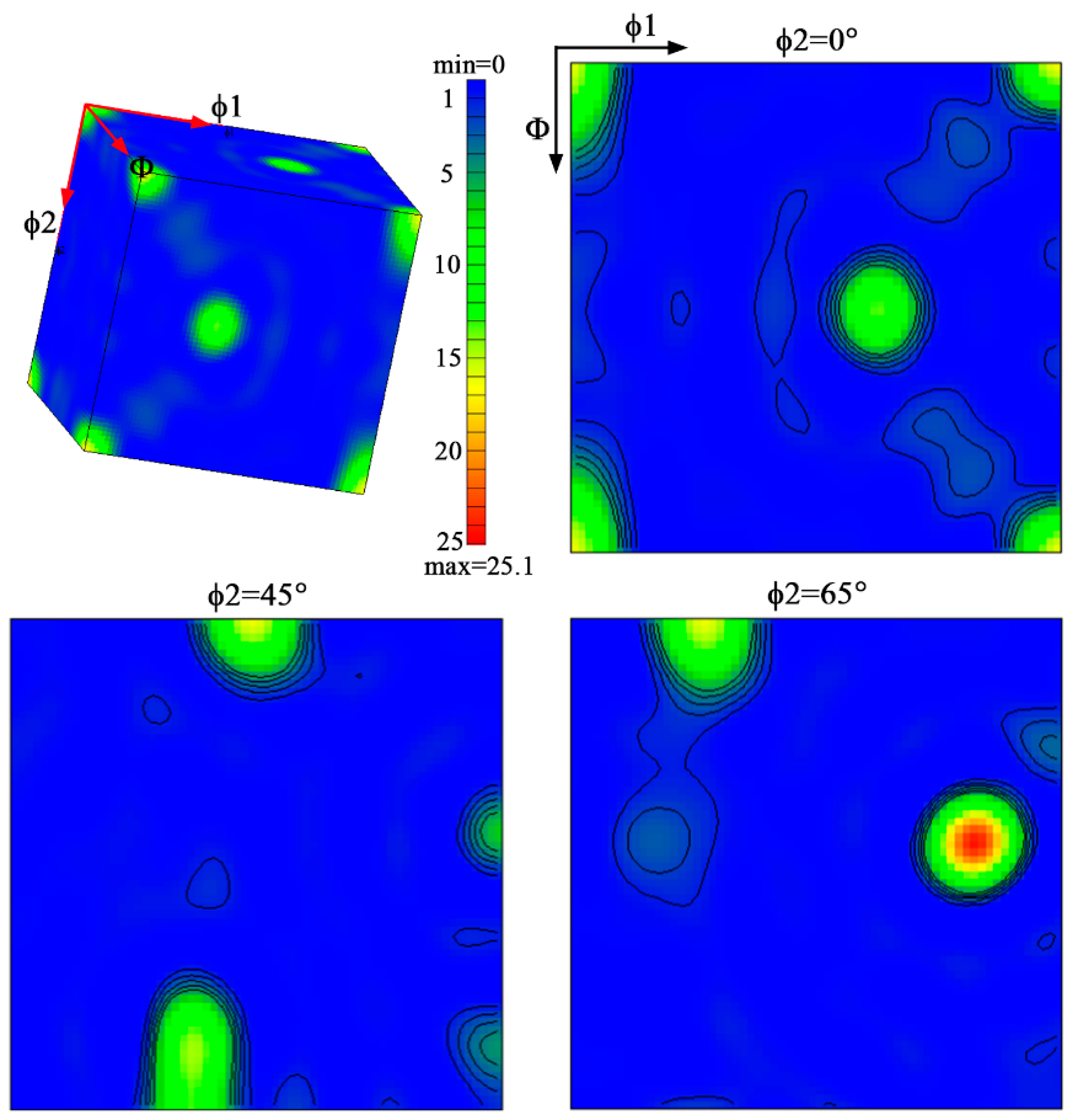
- The fibrous and deformed organization of the extruded 7055 aluminum alloy T-profile exhibited a copper {110}<111> deformation weave, a dominating {100}<001> recrystallized cubic weave, and selective grain growth in the extrusion direction, which caused anisotropy in the alloy. In addition, the work hardening caused by severe plastic deformation during the extrusion played an important role in the improvement in the mechanical properties of the 7055 alloy.
- (3)
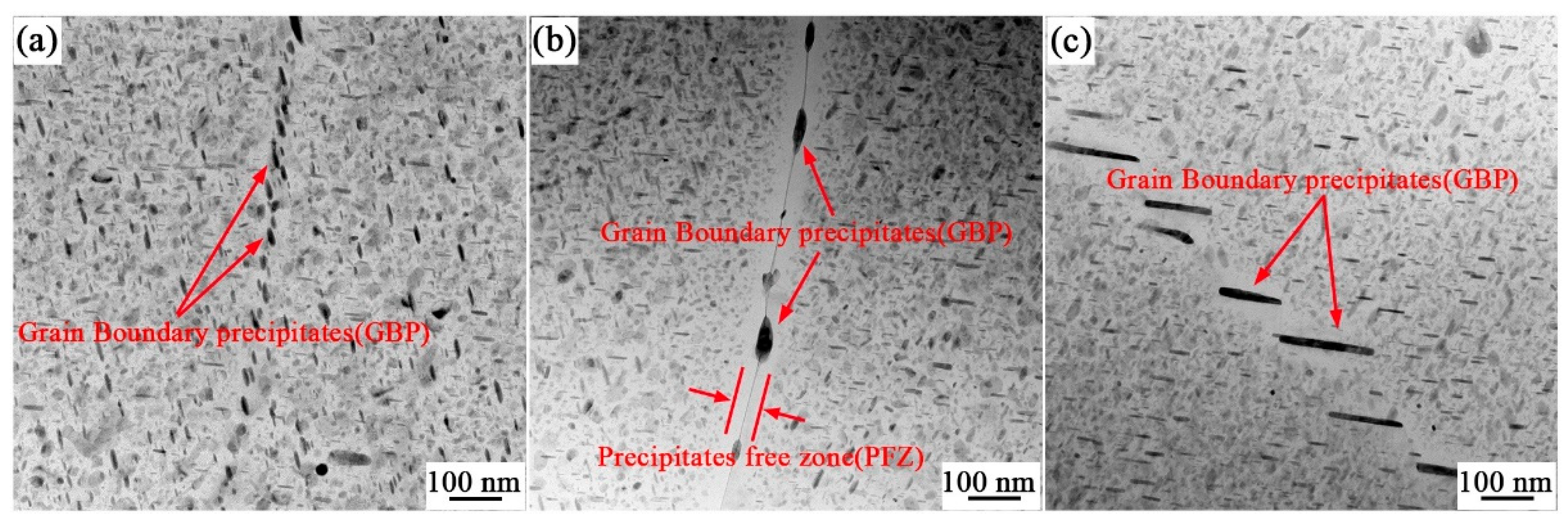
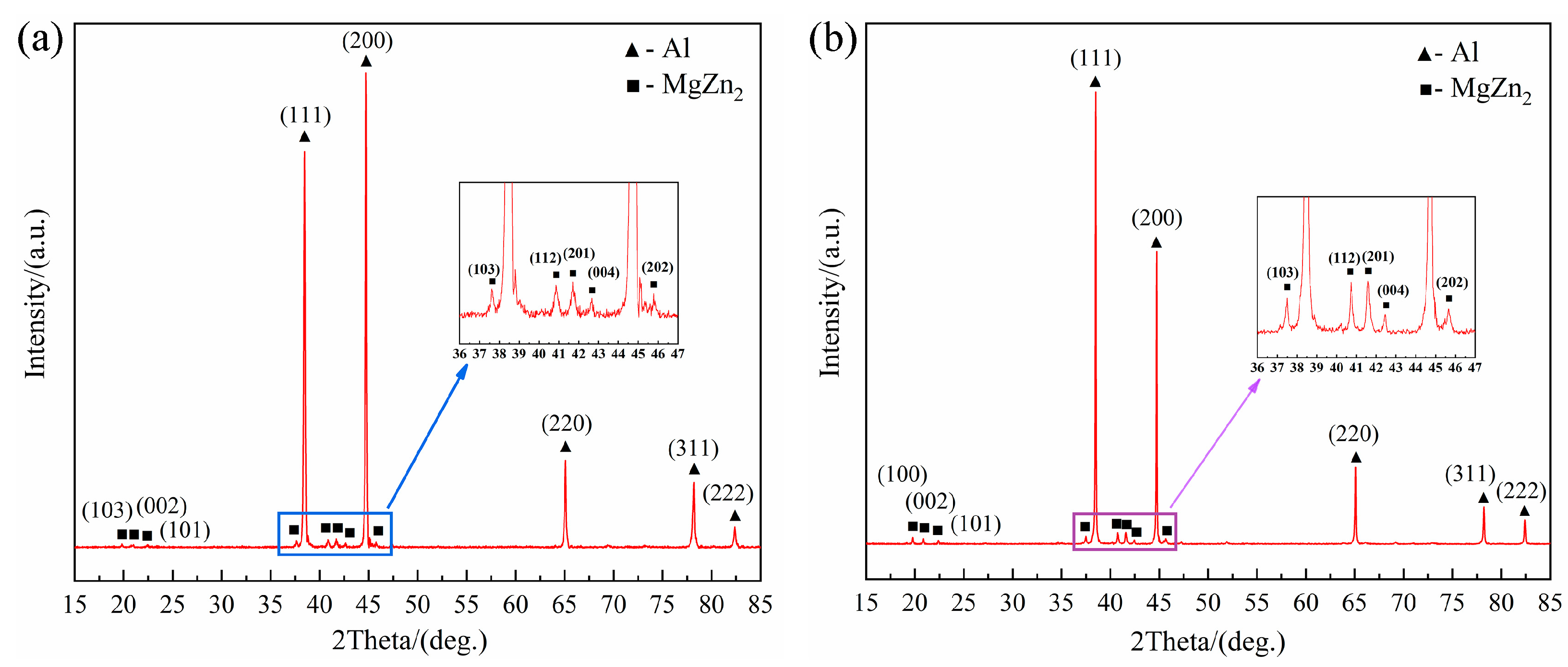
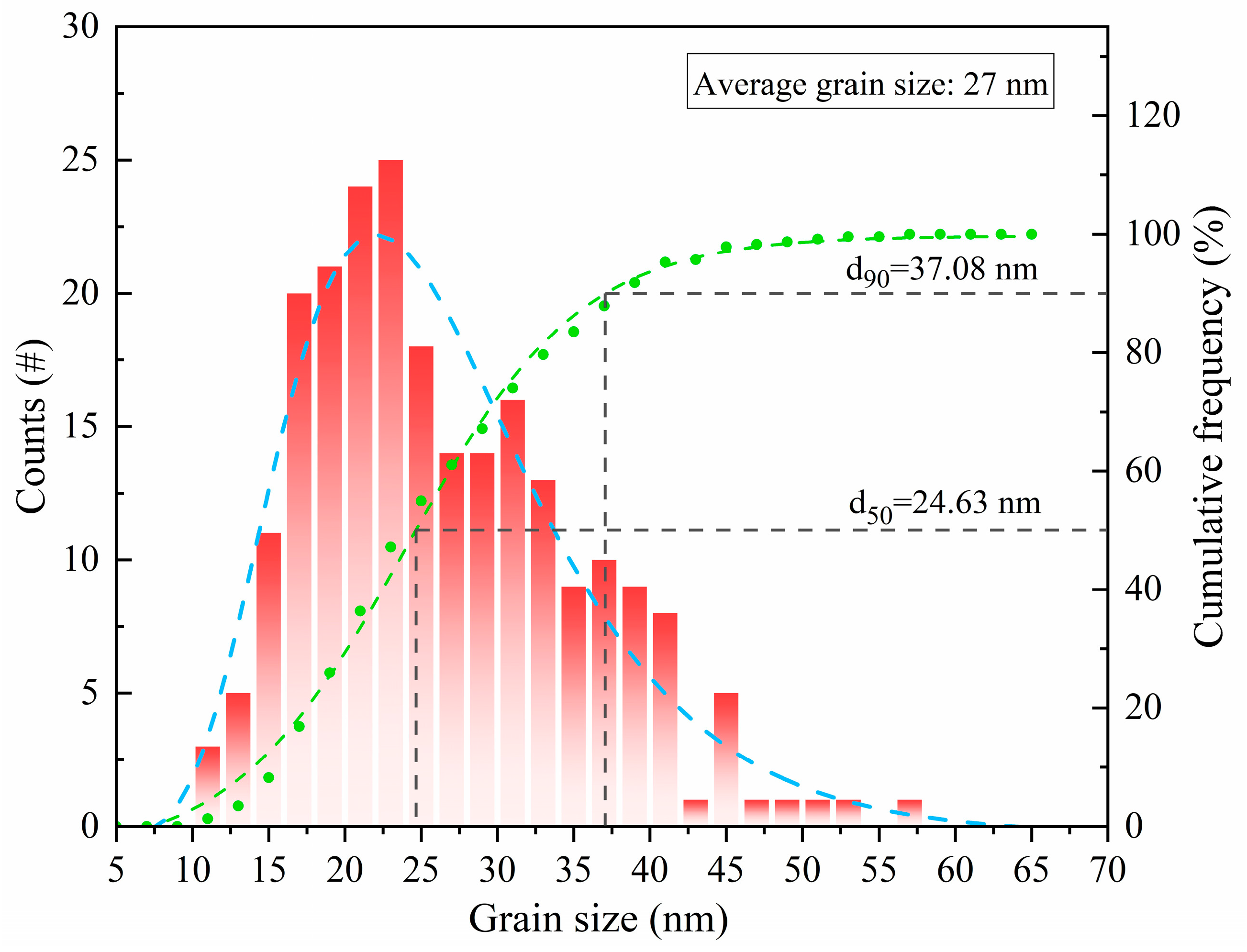
- A high density of dislocations was produced in the 7055 aluminum alloy extruded profiles due to severe plastic deformation. The main strengthening phase present in the grain interior and at the grain boundary was the equilibrium η-phase, with an average grain size of 26.54 nm. The contribution of precipitation strengthening for the 7055 alloy extrusion T-profile was greater than that of the grain boundary strengthening, so the strengthening mechanism in the extrusion profile alloy treated by two-stage solid solution aging is mainly precipitation strengthening with the interaction of dislocation and precipitation phase.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kirschner, J.; Mayr-Schmölzer, W.; Bernardi, J.; Gaschl, R.; Schwarz, S.; Simson, C.; Vonbun-Feldbauer, G.B.; Eisenmenger-Sittner, C. Characterization of an Al-Cu-Mg-Zn multi principal element alloy by experimental and computational screening methods. Acta Mater. 2022, 224, 117510. [Google Scholar] [CrossRef]
- Dursun, T.; Soutis, C. Recent developments in advanced aircraft aluminium alloys. Mater. Des. 2014, 56, 862–871. [Google Scholar] [CrossRef]
- Osten, J.; Milkereit, B.; Reich, M.; Yang, B.; Springer, A.; Nowak, K.; Kessler, O. Development of Precipitation Hardening Parameters for High Strength Alloy AA 7068. Materials 2020, 13, 918. [Google Scholar] [CrossRef] [PubMed]
- Vasanthakumar, P.; Sekar, K.; Venkatesh, K. Recent developments in powder metallurgy based aluminium alloy composite for aerospace applications. Mater. Today 2019, 18, 5400–5409. [Google Scholar] [CrossRef]
- Azarniya, A.; Taheri, A.K.; Taheri, K.K. Recent advances in ageing of 7xxx series aluminum alloys: A physical metallurgy perspective. J. Alloys Compd. 2019, 781, 945–983. [Google Scholar] [CrossRef]
- Ghorbani, H.; Jamaati, R. Simultaneous improvement of strength and toughness in Al–Zn–Mg–Cu/pure Al laminated composite via heterogeneous microstructure. Mater. Sci. Eng. A 2023, 880, 145362. [Google Scholar] [CrossRef]
- Kazemi-Navaee, A.; Jamaati, R.; Aval, H.J. Effect of single roll drive cross rolling on the microstructure, crystallographic texture, and mechanical behavior of Al–Zn–Mg–Cu alloy. Archiv. Civ. Mech. Eng. 2022, 22, 41. [Google Scholar] [CrossRef]
- Graf, G.; Spoerk-Erdely, P.; Staron, P.; Stark, A.; Martin, F.M.; Clemens, H.; Klein, T. Quench rate sensitivity of age-hardenable Al-Zn-Mg-Cu alloys with respect to the Zn/Mg ratio: An in situ SAXS and HEXRD study. Acta Mater. 2022, 227, 117727. [Google Scholar] [CrossRef]
- Zhang, Y.B.; Ludwig, W. Selective growth of recrystallizing grains into well-characterized deformed aluminum at hardness indentation. Acta Mater. 2024, 270, 119862. [Google Scholar] [CrossRef]
- Xu, L.; Yu, X.; Hui, L.; Zhou, S. Fatigue life prediction of aviation aluminium alloy based on quantitative pre-corrosion damage analysis. Trans. Nonferr. Metal Soc. 2017, 27, 1353–1362. [Google Scholar] [CrossRef]
- Zuo, J.; Hou, L.; Shi, J.; Cui, H.; Zhuang, L.; Zhang, J. The mechanism of grain refinement and plasticity enhancement by an improved thermomechanical treatment of 7055 Al alloy. Mater. Sci. Eng. A 2017, 702, 42–52. [Google Scholar] [CrossRef]
- Mukhopadhyay, A.K. Microstructure and properties of high strength aluminium alloys for structural applications. Trans. Indian Inst. Met. 2009, 62, 113–122. [Google Scholar] [CrossRef]
- Celliers, H.J.M.O.C. Application of hot workability studies to extrusion processing: Part II. Microstructural development and extrusion of Al, Al-Mg, AND Al-Mg-Mn Alloys. Can. Metall. Q. 1996, 35, 305–319. [Google Scholar] [CrossRef]
- Marlaud, T.; Deschamps, A.; Bley, F.; Lefebvre, W.; Baroux, B. Influence of alloy composition and heat treatment on precipitate composition in Al–Zn–Mg–Cu alloys. Acta Mater. 2010, 58, 248–260. [Google Scholar] [CrossRef]
- Zhang, C.-S.; Zhang, Z.-G.; Liu, M.-F.; Bao, E.-C.; Chen, L.; Zhao, G.-Q. Effects of single- and multi-stage solid solution treatments on microstructure and properties of as-extruded AA7055 helical profile. Trans. Nonferr. Met. Soc. 2021, 31, 1885–1901. [Google Scholar] [CrossRef]
- Ren, J.; Wang, R.; Peng, C.; Feng, Y. Multistage aging treatment influenced precipitate characteristics improve mechanical and corrosion properties in powder hot-extruded 7055 Al alloy. Mater. Charact. 2020, 170, 110683. [Google Scholar] [CrossRef]
- Wang, X.; Pan, Q.; Liu, L.; Xiong, S.; Wang, W.; Lai, J.; Sun, Y.; Huang, Z. Characterization of hot extrusion and heat treatment on mechanical properties in a spray formed ultra-high strength Al-Zn-Mg-Cu alloy. Mater. Charact. 2018, 144, 131–140. [Google Scholar] [CrossRef]
- Ren, J.; Wang, R.; Peng, C.; Feng, Y. Ultra-high strength Al-Zn-Mg-Cu alloys with high zinc content prepared via powder hot extrusion. Micron 2021, 144, 103015. [Google Scholar] [CrossRef] [PubMed]
- Xu, X.; Mao, Q.; Jiang, Z.; Vitus, T.; Zhang, T.; Jia, W.; Zhu, C.; Wang, H. Effect of multi-stage solution and aging process on microstructure and properties of Al-11.2Zn-3.0Mg-1.3Cu-0.2Zr aluminum alloy extrusion. Mater. Lett. 2019, 254, 375–378. [Google Scholar] [CrossRef]
- Won, S.-J.; So, H.; Kang, L.; Oh, S.J.; Kim, K.-H. Development of a high-strength Al-Zn-Mg-Cu-based alloy via multi-strengthening mechanisms. Scr. Mater. 2021, 205, 114216. [Google Scholar] [CrossRef]
- Mukherjee, D.; Roy, H.; Chandrakanth, B.; Mandal, N.; Samanta, S.K.; Mukherjee, M. Enhancing properties of Al-Zn-Mg-Cu alloy through microalloying and heat treatment. Mater. Chem. Phys. 2024, 314, 128881. [Google Scholar] [CrossRef]
- Liu, X.; Liu, Y.; Zhou, Z.; Zhan, Q. Enhanced strength and ductility in Al-Zn-Mg-Cu alloys fabricated by laser powder bed fusion using a synergistic grain-refining strategy. J. Mater. Sci. Technol. 2022, 124, 41–52. [Google Scholar] [CrossRef]
- Ma, K.; Wen, H.; Hu, T.; Topping, T.D.; Isheim, D.; Seidman, D.N.; Lavernia, E.J.; Schoenung, J.M. Mechanical behavior and strengthening mechanisms in ultrafine grain precipitation-strengthened aluminum alloy. Acta Mater. 2014, 62, 141–155. [Google Scholar] [CrossRef]
- Xu, Y.; Zhang, Z.; Gao, Z.; Bai, Y.; Zhao, P.; Mao, W. Effect of main elements (Zn, Mg and Cu) on the microstructure, castability and mechanical properties of 7xxx series aluminum alloys with Zr and Sc. Mater. Charact. 2021, 182, 111559. [Google Scholar] [CrossRef]
- Tang, J.; Liu, M.; Bo, G.; Jiang, F.; Luo, C.; Teng, J.; Fu, D.; Zhang, H. Unraveling precipitation evolution and strengthening function of the Al-Zn-Mg-Cu alloys with various Zn contents: Multiple experiments and integrated internal-state-variable modeling. J. Mater. Sci. Technol. 2022, 116, 130–150. [Google Scholar] [CrossRef]
- Liu, Y.; Liang, S.; Jiang, D. Influence of repetitious non-isothermal aging on microstructure and strength of Al-Zn-Mg-Cu alloy. J. Alloys Compd. 2016, 689, 632–640. [Google Scholar] [CrossRef]
- Jin, Z.-Z.; Zha, M.; Yu, Z.-Y.; Ma, P.-K.; Li, Y.-K.; Liu, J.-M.; Jia, H.-L.; Wang, H.-Y. Exploring the Hall-Petch relation and strengthening mechanism of bimodal-grained Mg–Al–Zn alloys. J. Alloys Compd. 2020, 833, 155004. [Google Scholar] [CrossRef]
- Darling, K.A.; Hornbuckle, B.C.; Marvel, C.J.; Hammond, V.H.; Solanki, K. Effect of constrained inter-granular regions on the inverse Hall-petch phenomena. Mater. Sci. Eng. A 2023, 875, 145125. [Google Scholar] [CrossRef]
- Chinh, N.Q.; Olasz, D.; Ahmed, A.Q.; Sáfrán, G.; Lendvai, J.; Langdon, T.G. Modification of the Hall-Petch relationship for submicron-grained fcc metals. Mater. Sci. Eng. A 2023, 862, 144419. [Google Scholar] [CrossRef]
- Ma, K.; Hu, T.; Yang, H.; Topping, T.; Yousefiani, A.; Lavernia, E.J.; Schoenung, J.M. Coupling of dislocations and precipitates: Impact on the mechanical behavior of ultrafine grained Al–Zn–Mg alloys. Acta Mater. 2016, 103, 153–164. [Google Scholar] [CrossRef]
- Hosford, W.F. Mechanical Behavior of Materials; Cambridge University Press: Cambridge, UK, 2005; Volume 8, pp. 83–85. [Google Scholar] [CrossRef]
- Lee, S.-H.; Jung, J.-G.; Baik, S.-I.; Seidman, D.N.; Kim, M.-S.; Lee, Y.-K.; Euh, K. Precipitation strengthening in naturally aged Al–Zn–Mg–Cu alloy. Mater. Sci. Eng. A 2021, 803, 140719. [Google Scholar] [CrossRef]
- Li, R.; Wang, M.; Li, Z.; Cao, P.; Yuan, T.; Zhu, H. Developing a high-strength Al-Mg-Si-Sc-Zr alloy for selective laser melting: Crack-inhibiting and multiple strengthening mechanisms. Acta Mater. 2020, 193, 83–98. [Google Scholar] [CrossRef]
- Cheng, Q.; Ye, L.; Huang, Q.; Dong, Y.; Liu, S. Effect of two-stage overaging on microstructure and corrosion properties of an Al–Zn–Mg–Cu alloy. J. Mater. Rech. Technol. 2022, 20, 3185–3194. [Google Scholar] [CrossRef]
- Zhang, Z.; Yu, J.; He, D. Effect of contact solid solution treatment on peak aging of Al-Zn-Mg-Cu alloys. J. Mater. Rech. Technol. 2020, 9, 6940–6943. [Google Scholar] [CrossRef]
- Peng, X.; Li, Y.; Liang, X.; Guo, Q.; Xu, G.; Peng, Y.; Yin, Z. Precipitate behavior and mechanical properties of enhanced solution treated Al-Zn-Mg-Cu alloy during non-isothermal ageing. J. Alloys Compd. 2018, 735, 64–974. [Google Scholar] [CrossRef]
- Xiong, H.; Zhou, Y.; Kong, C.; Yu, H. Effect of retrogression treatment with different heating rates on microstructure, strength and corrosion behaviors of 7050 alloy. Mater. Charact. 2022, 186, 111819. [Google Scholar] [CrossRef]
- Wu, M.; Xiao, D.; Yuan, S.; Tang, S.; Li, Z.; Yin, X.; Huang, L.; Liu, W. Development of bimodal grain-structured Al-Zn-Mg-Cu-Zr alloys for strength-ductility synergy via microalloying with Hf and Sc. Mater. Charact. 2023, 205, 113349. [Google Scholar] [CrossRef]
- Hou, Y.; Chen, L.; Li, Z.; Zhao, G.; Zhang, C. Effects of artificial aging on microstructure, mechanical properties and stress corrosion cracking of a novel high strength 7A99 Al alloy. Mater. Sci. Eng. A 2020, 780, 139217. [Google Scholar] [CrossRef]
- Liu, L.L.; Pan, Q.L.; Wang, X.D.; Xiong, S.W. The effects of aging treatments on mechanical property and corrosion behavior of spray formed 7055 aluminium alloy. J. Alloys Compd. 2018, 735, 261–276. [Google Scholar] [CrossRef]
- Wang, K.; Wang, L.; Li, F.; Zhang, Z.; Luo, R. Anisotropic microstructure and thixo-compression deformation behavior of extruded 7075 aluminum alloy in semi-solid state. Mater. Sci. Eng. A 2022, 833, 142514. [Google Scholar] [CrossRef]
- Barekar, N.S.; Das, S.; Yang, X.; Huang, Y.; Fakir, O.E.; Bhagurkar, A.G.; Zhou, L.; Fan, Z. The impact of melt conditioning on microstructure, texture and ductility of twin roll cast aluminium alloy strips. Mater. Sci. Eng. A 2016, 650, 365–373. [Google Scholar] [CrossRef]
- Jia, Z.; Xie, Z.; Xiang, K.; Ding, L.; Weng, Y.; Liu, Q. Effect of heat treatment and extrusion processing on the microstructure and mechanical properties of spray formed 7055 alloy. Mater. Charact. 2022, 183, 111619. [Google Scholar] [CrossRef]
- Sha, G.; Cerezo, A. Early-stage precipitation in Al–Zn–Mg–Cu alloy (7050). Acta Mater. 2004, 52, 4503–4516. [Google Scholar] [CrossRef]
- Jiang, F.; Zurob, H.S.; Purdy, G.R.; Zhang, H. Characterizing precipitate evolution of an Al–Zn–Mg–Cu-based commercial alloy during artificial aging and non-isothermal heat treatments by in situ electrical resistivity monitoring. Mater. Charact. 2016, 117, 47–56. [Google Scholar] [CrossRef]
- Styles, M.J.; Bastow, T.J.; Gibson, M.A.; Hutchinson, C.R. Substitution of Cu and/or Al in η phase (MgZn2) and the implications for precipitation in Al–Zn–Mg–(Cu) alloys. Intermetallics 2014, 49, 40–51. [Google Scholar] [CrossRef]
- Kverneland, A.; Hansen, V.; Vincent, R.; Gjønnes, K.; Gjønnes, J. Structure analysis of embedded nano-sized particles by precession electron diffraction. η′-precipitate in an Al–Zn–Mg alloy as example. Ultramicroscopy 2006, 106, 492–502. [Google Scholar] [CrossRef] [PubMed]
- She, H.; Shu, D.; Dong, A.; Wang, J.; Sun, B.; Lai, H. Relationship of particle stimulated nucleation, recrystallization and mechanical properties responding to Fe and Si contents in hot-extruded 7055 aluminum alloys. J. Mater. Sci. Technol. 2019, 35, 2570–2581. [Google Scholar] [CrossRef]
- Ghazanlou, S.I.; Eghbali, B.; Petrov, R. EBSD characterization of Al7075/graphene nanoplates/carbon nanotubes composites processed through post-deformation annealing. Trans. Nonferr. Met. Soc. 2021, 31, 2250–2263. [Google Scholar] [CrossRef]
- Kazemi-Navaee, A.; Jamaati, R.; Aval, H.J. Asymmetric cold rolling of AA7075 alloy: The evolution of microstructure, crystallographic texture, and mechanical properties. Mater. Sci. Eng. A 2021, 824, 141801. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Zn | Cu | Mg | Zr | Ti | Al |
|---|---|---|---|---|---|---|
| wt.% | 8.1 | 2.4 | 2.05 | 0.12 | 0.025 | Bal. |
| Texture Components | Miller Indices | Fraction (%) |
|---|---|---|
| Cube | {001}<100> | 15.1 |
| Copper | {110}<111> | 45.7 |
| Brass R | {111}<112> | 18.9 |
| Deformation texture | {552}<115> | 8.89 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Q.; Zhang, X.; Guo, C.; Qiao, J. Effect of Multistage Solution Aging Heat Treatment on Mechanical Properties and Precipitated Phase Characteristics of High-Strength Toughened 7055 Alloy. Materials 2024, 17, 1754. https://doi.org/10.3390/ma17081754
Li Q, Zhang X, Guo C, Qiao J. Effect of Multistage Solution Aging Heat Treatment on Mechanical Properties and Precipitated Phase Characteristics of High-Strength Toughened 7055 Alloy. Materials. 2024; 17(8):1754. https://doi.org/10.3390/ma17081754
Chicago/Turabian StyleLi, Qilun, Xiaobo Zhang, Ce Guo, and Jisen Qiao. 2024. "Effect of Multistage Solution Aging Heat Treatment on Mechanical Properties and Precipitated Phase Characteristics of High-Strength Toughened 7055 Alloy" Materials 17, no. 8: 1754. https://doi.org/10.3390/ma17081754