

Influence of Interface Modification on the Moisture Absorption and Thermal Resistance of Ramie Fiber/Degradable Epoxy Composites

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Water Absorption Test
2.4. Mechanical Properties
2.5. Scanning Electron Microscope
2.6. Thermal Properties
3. Results
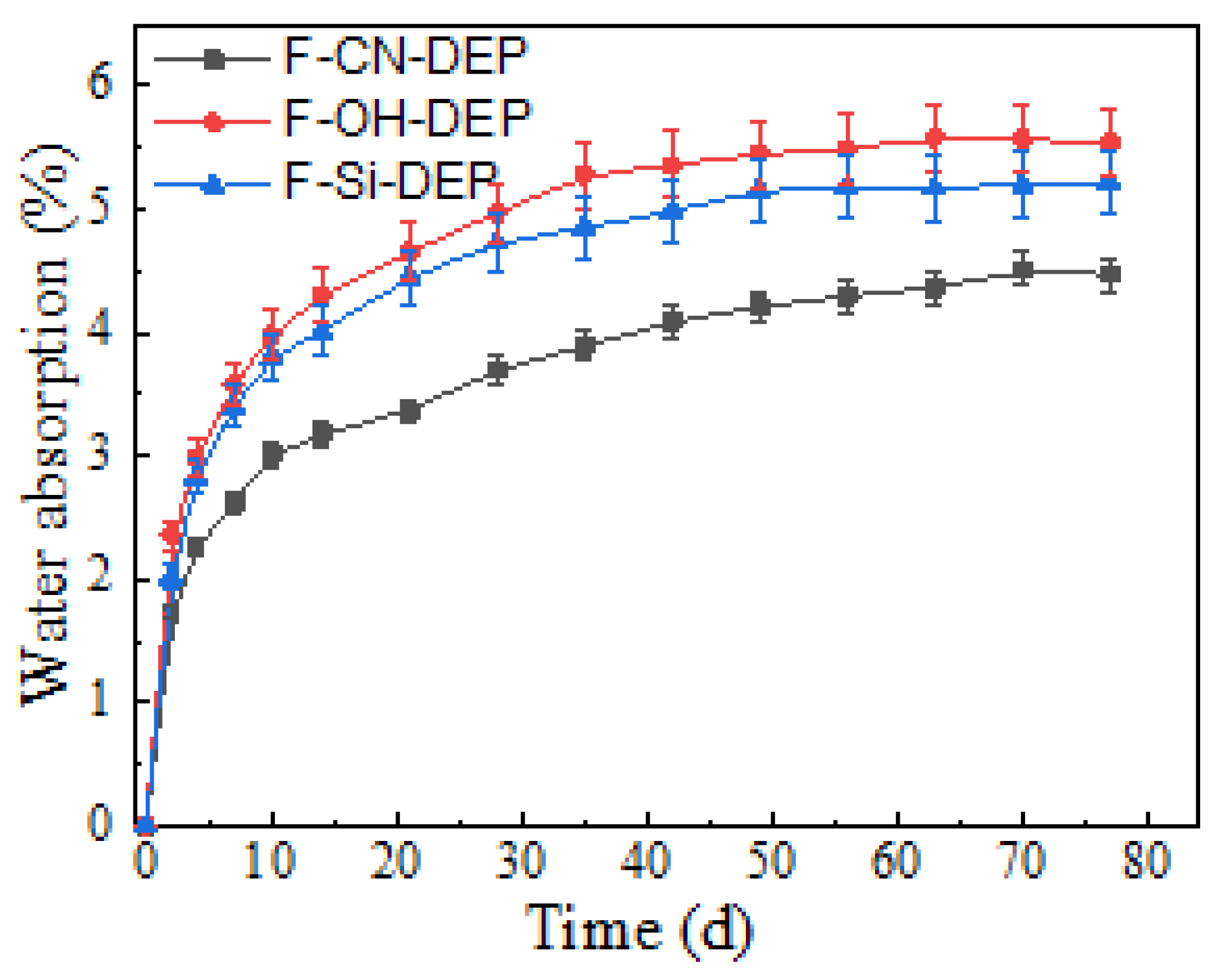
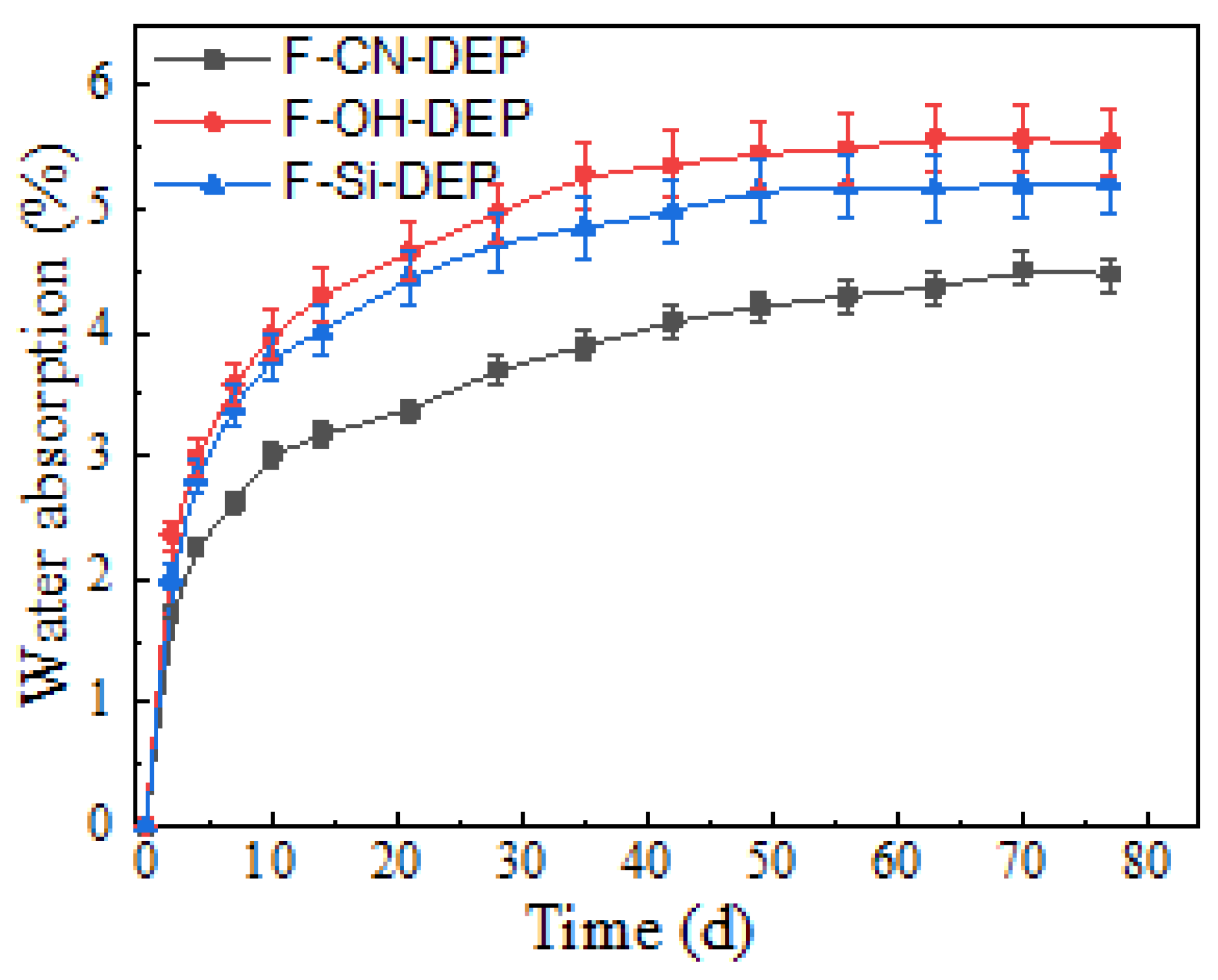
3.1. Water Absorption Behavior
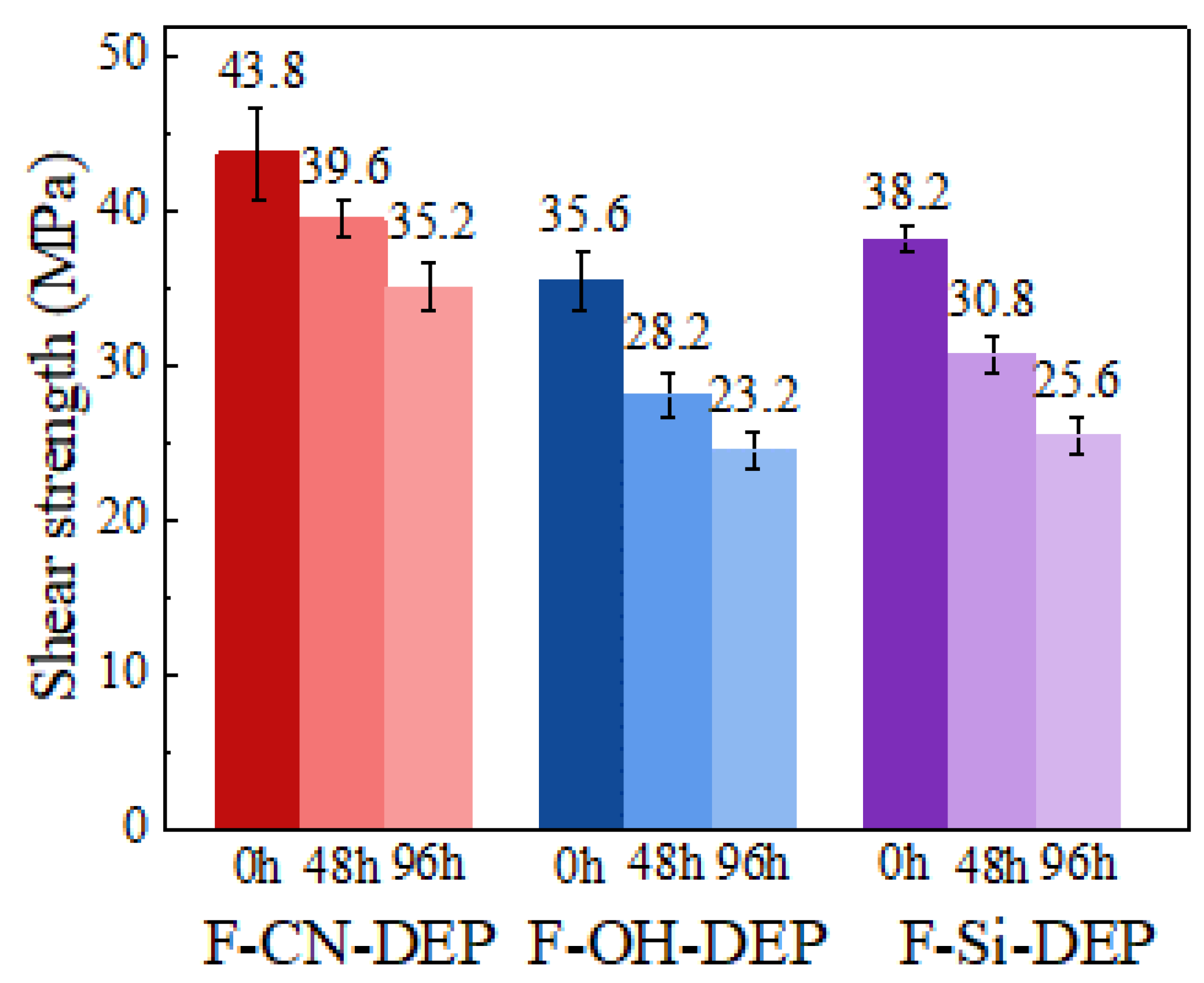
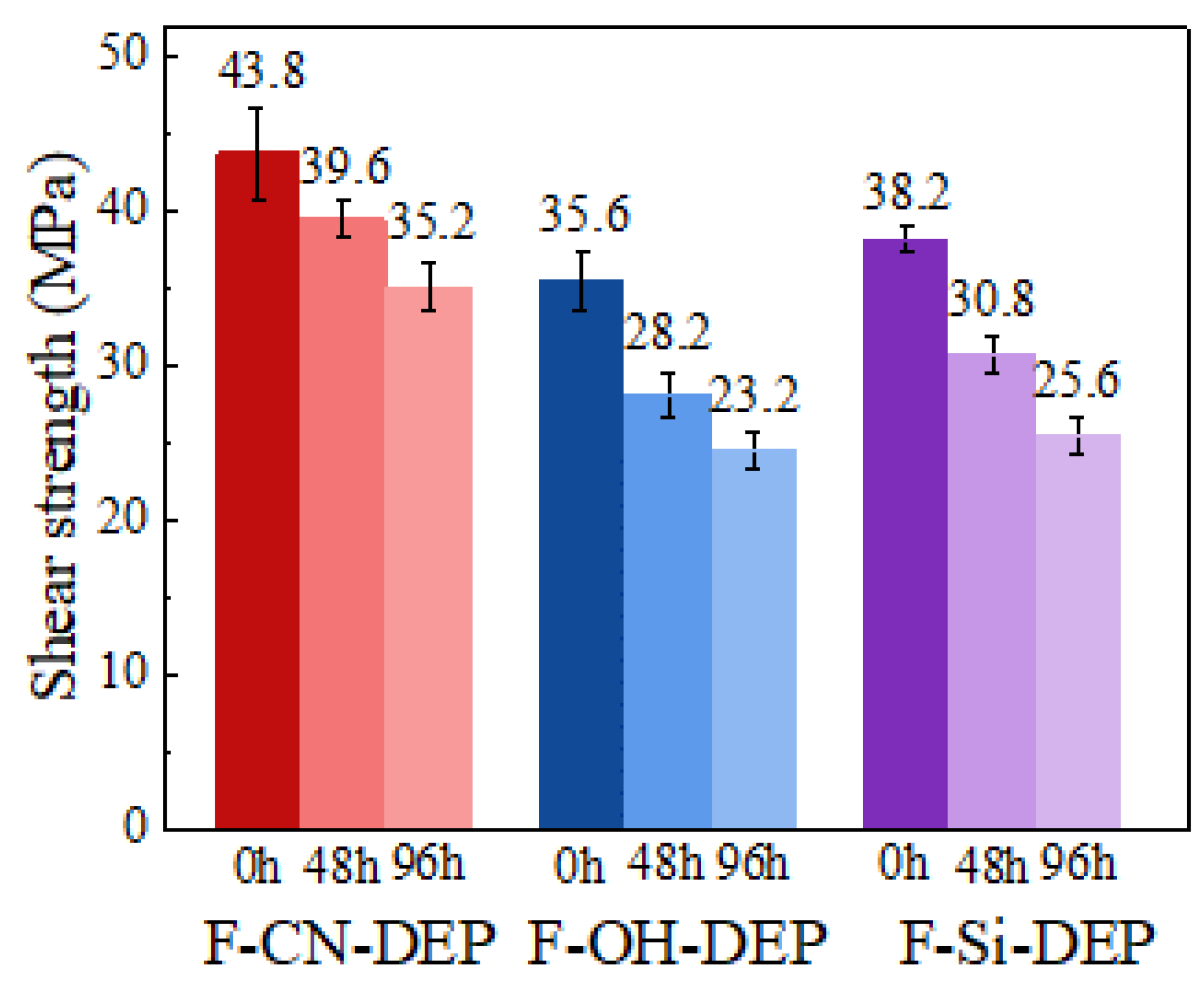
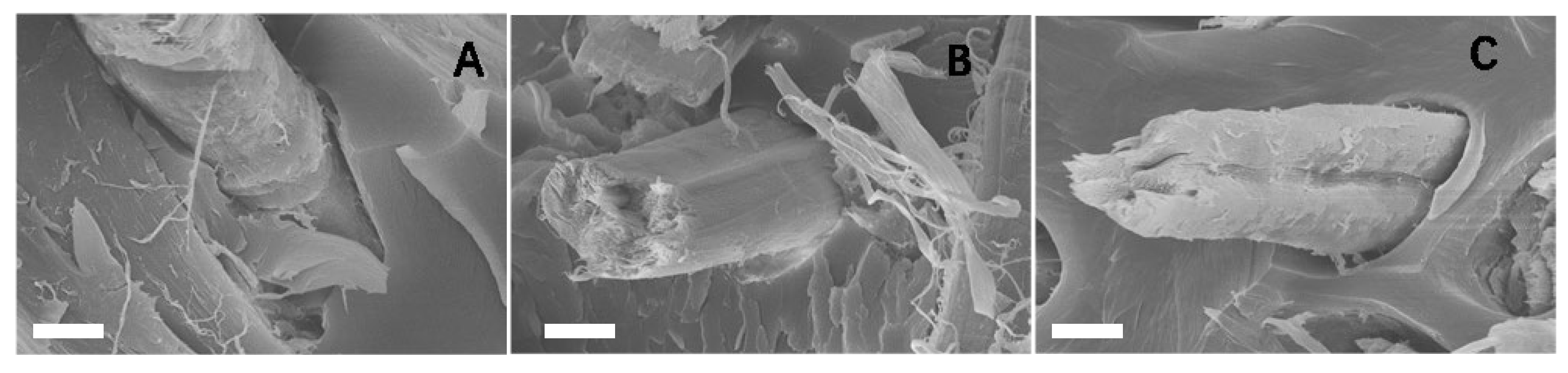
3.2. Impact of Moisture Absorption on Interface Strength
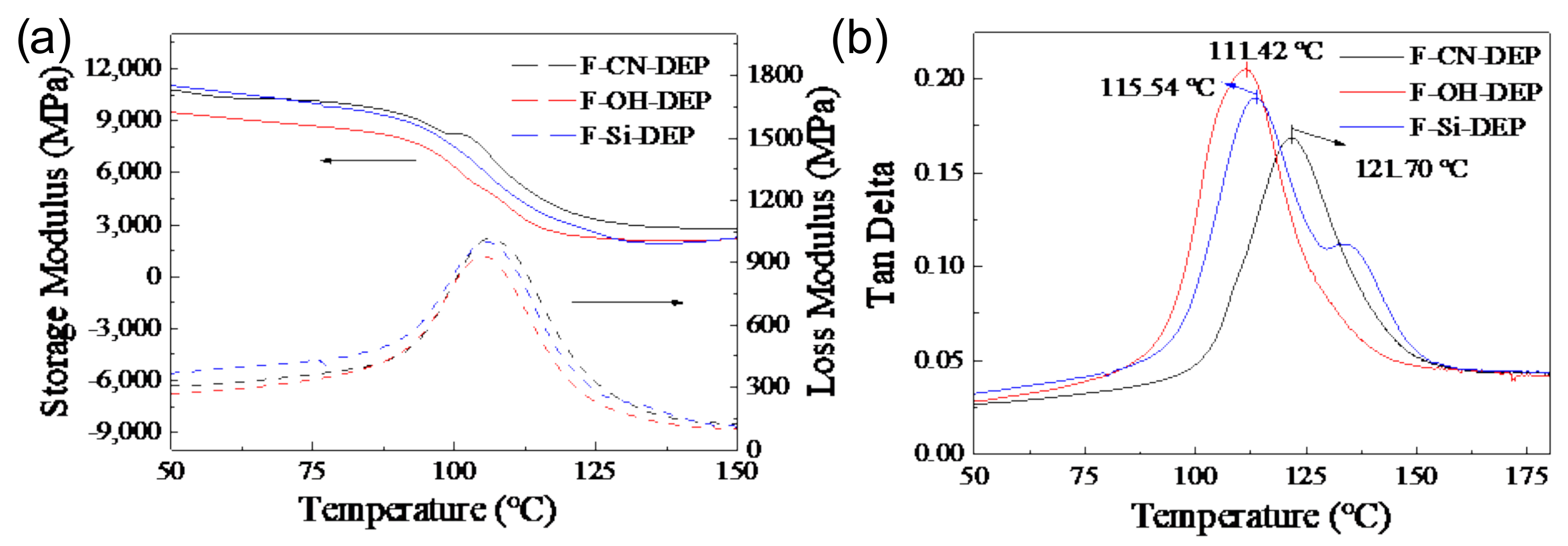
3.3. Influence of Surface Treatment on Heat Resistance
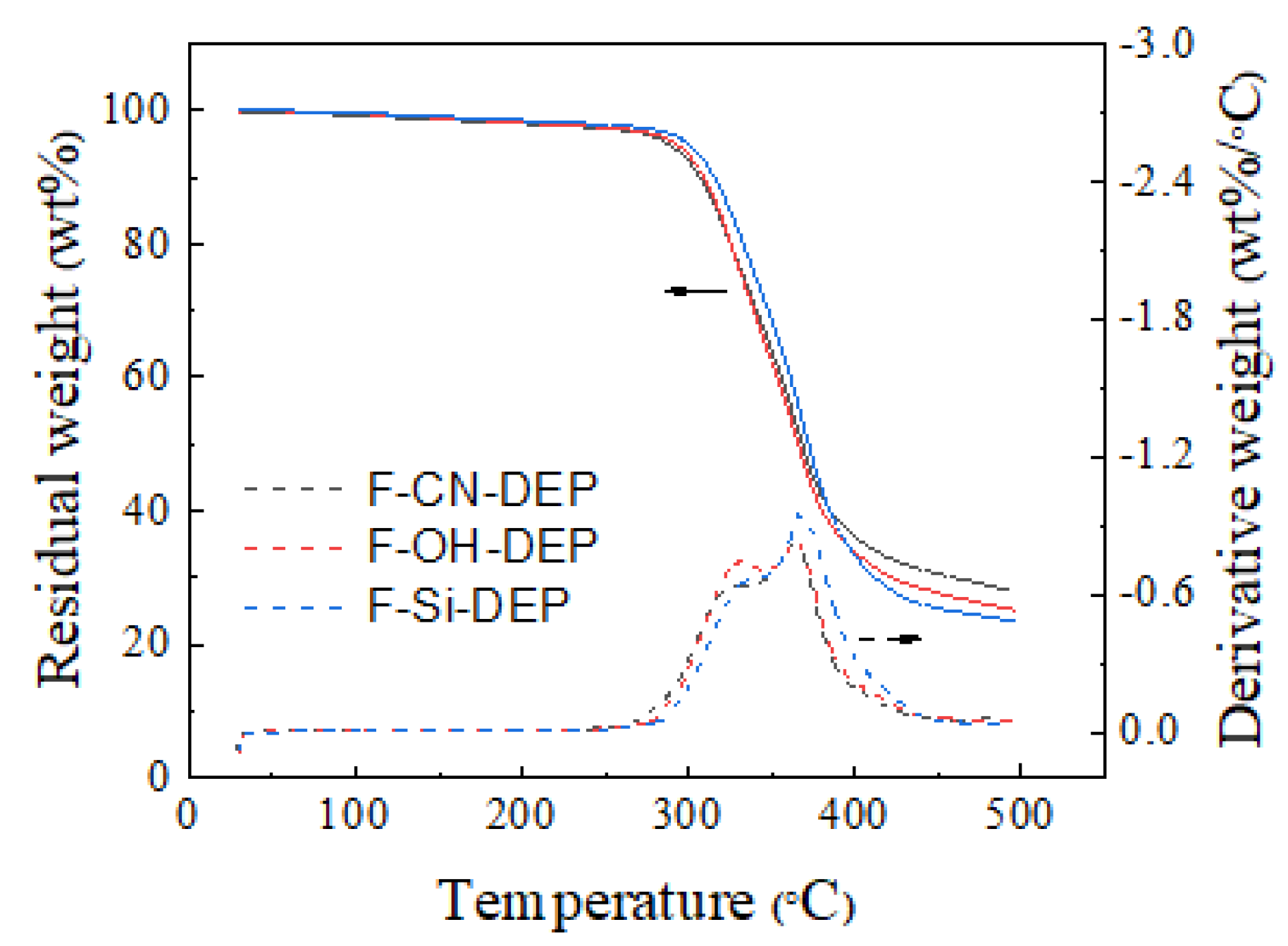
3.4. Thermal Stability
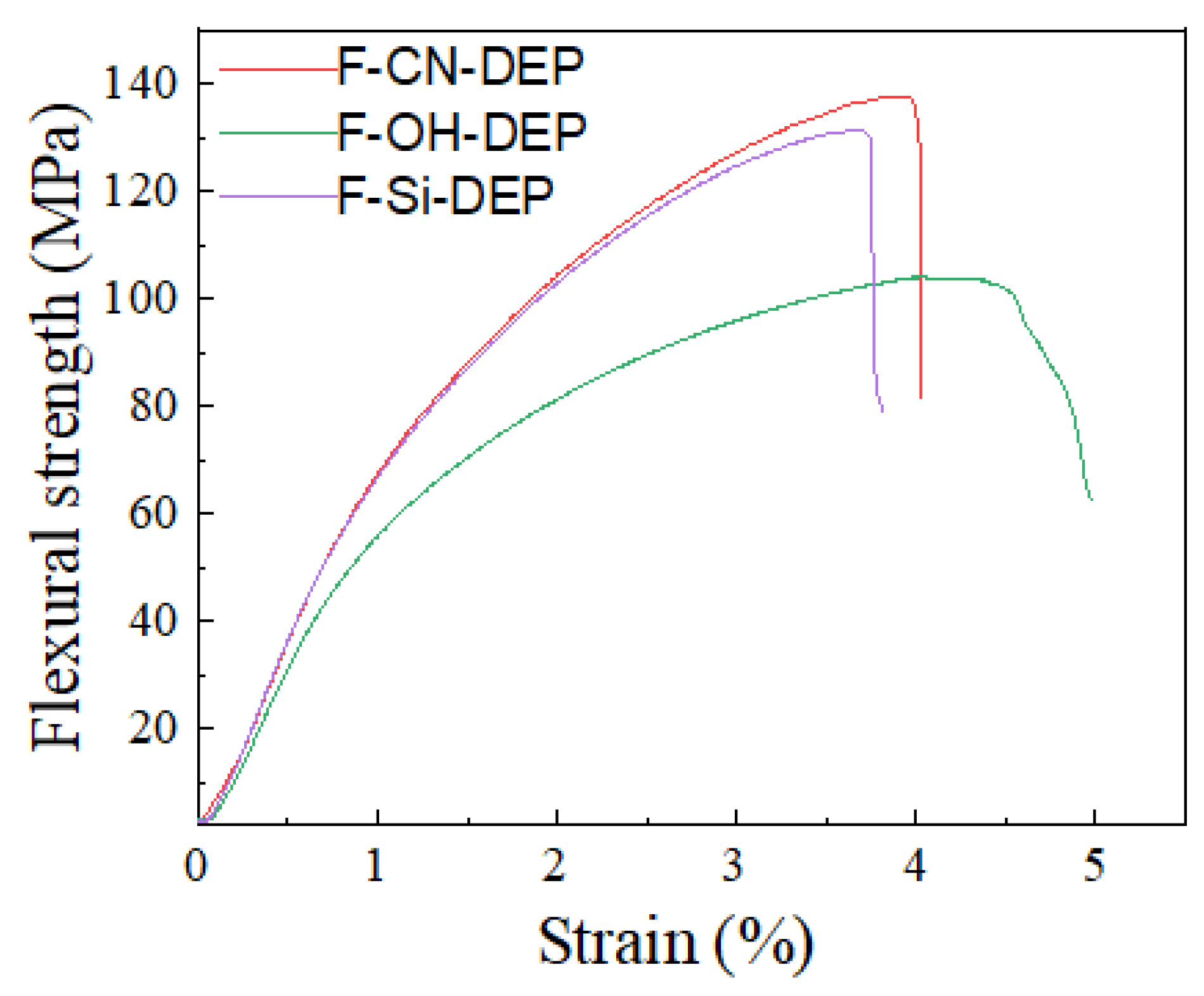
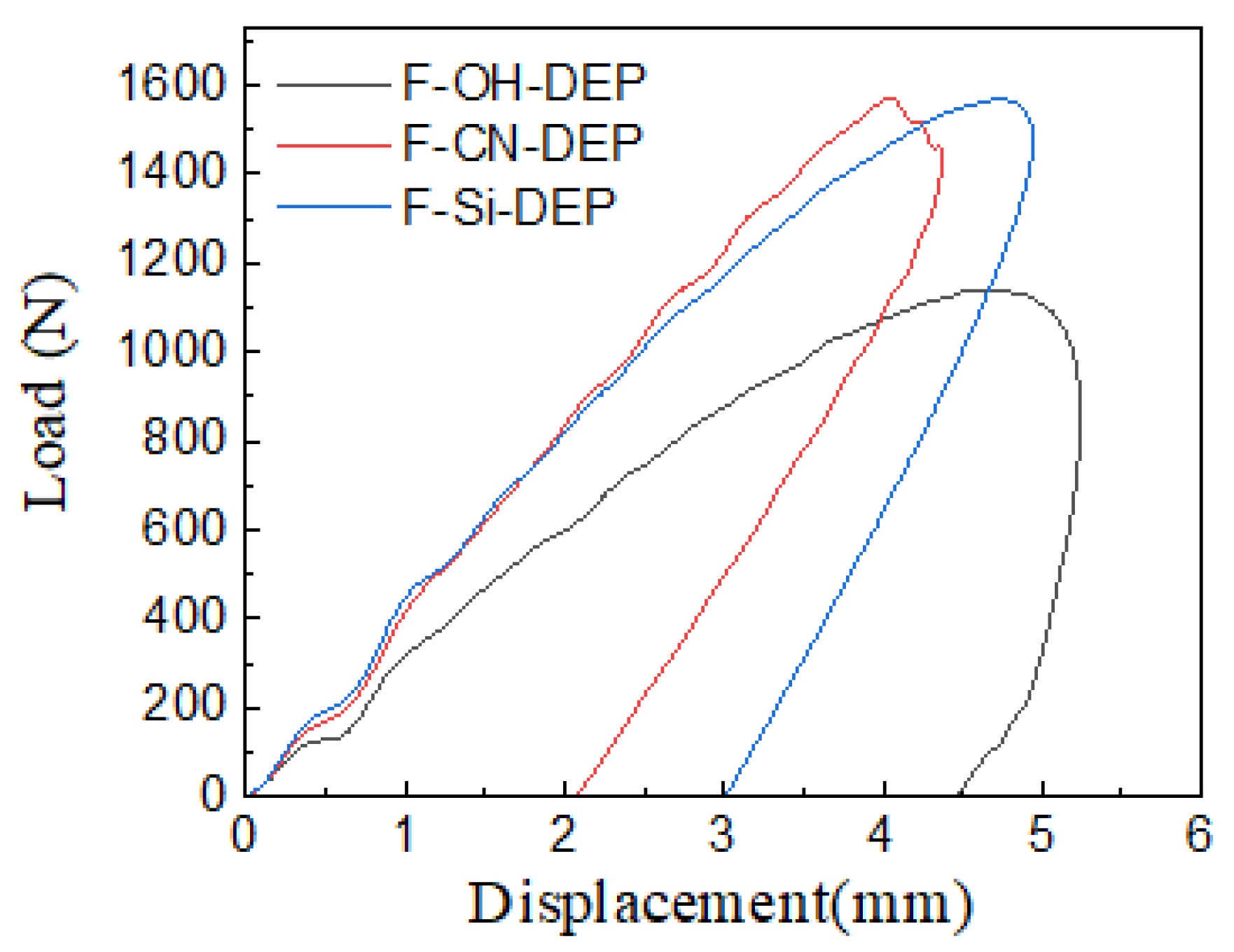
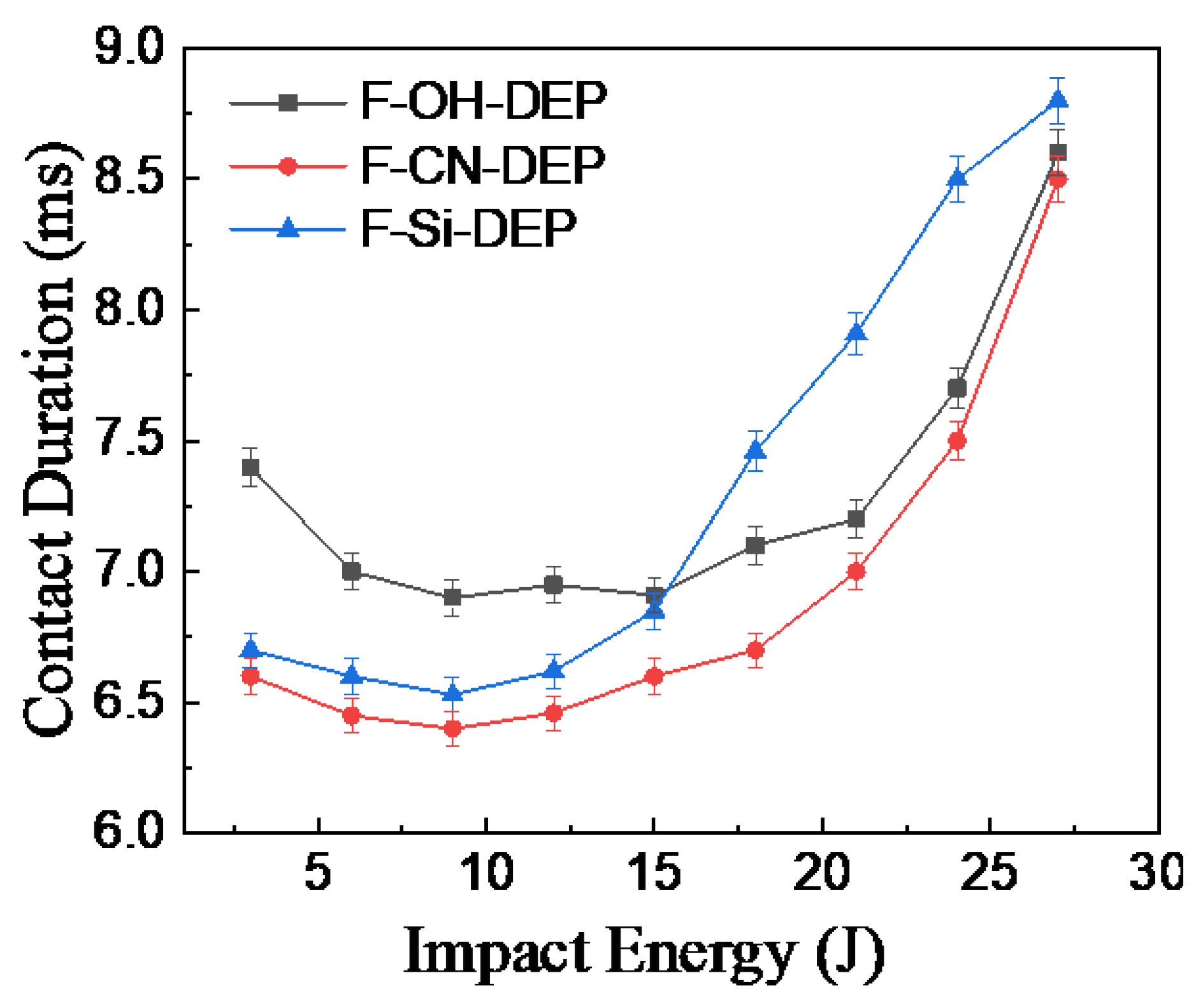
3.5. Effect of Surface Treatment on Impact Resistance
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Takahashi, A.; Ohishi, T.; Goseki, R.; Otsuka, H. Degradable epoxy resins prepared from diepoxide monomer with dynamic covalent disulfide linkage. Polymer 2016, 82, 319–326. [Google Scholar] [CrossRef]
- Felix Sahayaraj, A.; Sasi Kumar, M.; Sathish, S.; Gokulkumar, S.; Jenish, I.; Makeshkumar, M. Fire retardant potential of natural fiber reinforced polymer composites: A review. Polym. Plast. Technol. Mater. 2024, 63, 771–797. [Google Scholar] [CrossRef]
- Liang, Y.; Zhang, Q.; Wang, B.; Liang, Z.; Wang, X. Study on the Rapid Degradation Performance of Salix/Wheat Straw Fiber Degradable Film. Coatings 2023, 13, 1803. [Google Scholar] [CrossRef]
- Baillie, C.; Jayasinghe, R. Green Composites: Polymer Composites and the Environment; Elsevier: Amsterdam, The Netherlands, 2004. [Google Scholar]
- Chen, X.; Chen, S.; Xu, Z.; Zhang, J.; Miao, M.; Zhang, D. Degradable and recyclable bio-based thermoset epoxy resins. Green Chem. 2020, 22, 4187–4198. [Google Scholar] [CrossRef]
- Jin, Y.; Hu, C.; Wang, Z.; Xia, Z.; Li, R.; Shi, S.; Xu, S.; Yuan, L. Bio-based reprocessable and degradable epoxy resins via inverse vulcanization. ACS Sustain. Chem. Eng. 2023, 11, 11259–11268. [Google Scholar] [CrossRef]
- Jayamani, E.; Loong, T.G.; Bakri, M.K.B. Comparative study of Fourier transform infrared spectroscopy (FTIR) analysis of natural fibres treated with chemical, physical and biological methods. Polym. Bull. 2020, 77, 1605–1629. [Google Scholar] [CrossRef]
- Jagadeesh, P.; Puttegowda, M.; Mavinkere Rangappa, S.; Siengchin, S. A review on extraction, chemical treatment, characterization of natural fibers and its composites for potential applications. Polym. Compos. 2021, 42, 6239–6264. [Google Scholar] [CrossRef]
- Zwawi, M. A review on natural fiber bio-composites, surface modifications and applications. Molecules 2021, 26, 404. [Google Scholar] [CrossRef] [PubMed]
- Anidha, S.; Latha, N.; Muthukkumar, M. Reinforcement of Aramid fiber with bagasse epoxy bio-degradable composite: Investigations on mechanical properties and surface morphology. J. Mater. Res. Technol. 2019, 8, 3198–3212. [Google Scholar] [CrossRef]
- Wang, D.; Bai, T.; Cheng, W.; Xu, C.; Wang, G.; Cheng, H.; Han, G. Surface modification of bamboo fibers to enhance the interfacial adhesion of epoxy resin-based composites prepared by resin transfer molding. Polymers 2019, 11, 2107. [Google Scholar] [CrossRef]
- Yallew, T.B.; Aregawi, S.; Kumar, P.; Singh, I. Response of natural fiber reinforced polymer composites when subjected to various environments. Int. J. Plast. Technol. 2018, 22, 56–72. [Google Scholar] [CrossRef]
- Tian, F.; Zhong, Z.; Pan, Y. Modeling of natural fiber reinforced composites under hygrothermal ageing. Compos. Struct. 2018, 200, 144–152. [Google Scholar] [CrossRef]
- Huner, U. Effect of chemical surface treatment on flax-reinforced epoxy composite. J. Nat. Fibers 2018, 15, 808–821. [Google Scholar] [CrossRef]
- Milosevic, M.; Dzunic, D.; Valasek, P.; Mitrovic, S.; Ruggiero, A. Effect of fiber orientation on the tribological performance of abaca-reinforced epoxy composite under dry contact conditions. J. Compos. Sci. 2022, 6, 204. [Google Scholar] [CrossRef]
- Radzi, F.; Suriani, M.; Bakar, A.A.; Khalina, A.; Ruzaidi, C.; Nik, W.W.; Awang, M.; Zulkifli, F.; Abdullah, S.; Ilyas, R. Effect of reinforcement of Alkaline-treated sugar palm/bamboo/kenaf and fibreglass/Kevlar with polyester hybrid biocomposites: Mechanical, morphological, and water absorption properties. J. Mater. Res. Technol. 2023, 24, 4190–4202. [Google Scholar] [CrossRef]
- ASTM D570-98; Standard Test Method for Water Absorption of Plastics. American Society for Testing and Materials: West Conshohocken, PA, USA, 1996.
- Golovoy, A.; Cheung, M.; Van Oene, H. Hydrolysis of polycarbonate/polybutylene terephthalate blend. Polym. Eng. Sci. 1988, 28, 200–206. [Google Scholar] [CrossRef]
- ASTMD 638-02; Standard Test Method for Tensile Properties of Plastics. American Society for Testing and Materials: West Conshohocken, PA, USA, 2002.
- Hariyanto, A.; Anggono, A.D.; Pratiwi, D.A.; Amali, A.B.; Melaty, S.; Adi, Z.K.; Ngafwan; Supriyono; Kultsum, U. Effect of Volume Fraction of Epoxy Matrix Coconut Shell Composite on Tensile and Impact Loads. Eng. Proc. 2024, 63, 14. [Google Scholar] [CrossRef]
- Hestiawan, H. The water absorption, mechanical and thermal properties of chemically treated woven fan palm reinforced polyester composites. J. Mater. Res. Technol. 2020, 9, 4410–4420. [Google Scholar]
- ASTM D5942-96; Standard Test Method for Determining Charpy Impact Strength of Plastics. American Society for Testing and Materials: West Conshohocken, PA, USA, 1996.
- Saikia, D. Studies of water absorption behavior of plant fibers at different temperatures. Int. J. Thermophys 2010, 31, 1020–1026. [Google Scholar] [CrossRef]
- Guadagno, L.; Vertuccio, L.; Sorrentino, A.; Raimondo, M.; Naddeo, C.; Vittoria, V.; Iannuzzo, G.; Calvi, E.; Russo, S. Mechanical and barrier properties of epoxy resin filled with multi-walled carbon nanotubes. Carbon 2009, 47, 2419–2430. [Google Scholar] [CrossRef]
- Liu, P.; Xie, J.; Wang, A.; Ma, D.; Mao, Z. First-principles prediction of enhancing graphene/Al interface bonding strength by graphene doping strategy. Appl. Surf. Sci. 2020, 517, 146040. [Google Scholar] [CrossRef]
- Van Dam, J.; Abrahami, S.; Yilmaz, A.; Gonzalez-Garcia, Y.; Terryn, H.; Mol, J. Effect of surface roughness and chemistry on the adhesion and durability of a steel-epoxy adhesive interface. Int. J. Adhes. Adhes. 2020, 96, 102450. [Google Scholar] [CrossRef]
- Chen, X.; Wen, K.; Wang, C.; Cheng, S.; Wang, S.; Ma, H.; Tian, H.; Zhang, J.; Li, X.; Shao, J. Enhancing mechanical strength of carbon fiber-epoxy interface through electrowetting of fiber surface. Compos. Part B Eng. 2022, 234, 109751. [Google Scholar] [CrossRef]
- Zheng, H.; Song, G.; Zhang, W.; Li, B.; Zhu, J.; Wang, C.; Song, Y.; Ma, R.; Zhu, S.; Yang, X. Enhancing the interfacial strength of carbon fiber/epoxy composites by introducing “rigid-flexible” structure onto carbon fiber surface via π–π interaction. Surf. Interfaces 2022, 30, 101899. [Google Scholar] [CrossRef]
- Jiao, Z.; Yao, Z.; Zhou, J.; Yi, P.; Lu, C. Reinforced interface and mechanical properties of high strength carbon fiber composites. High Perform. Polym. 2021, 33, 255–263. [Google Scholar] [CrossRef]
- Gilson, L.; Rabet, L.; Imad, A.; Coghe, F. Experimental and numerical assessment of non-penetrating impacts on a composite protection and ballistic gelatine. Int. J. Impact Eng. 2020, 136, 103417. [Google Scholar] [CrossRef]
- Mehrabi Mazidi, M.; Edalat, A.; Berahman, R.; Hosseini, F.S. Highly-toughened polylactide-(PLA-) based ternary blends with significantly enhanced glass transition and melt strength: Tailoring the interfacial interactions, phase morphology, and performance. Macromolecules 2018, 51, 4298–4314. [Google Scholar] [CrossRef]
- Tam, L.-h.; Minkeng, M.A.N.; Lau, D.; Mansour, W.; Wu, C. Molecular interfacial shearing creep behavior of carbon fiber/epoxy matrix interface under moisture condition. Eng. Fract. Mech. 2023, 282, 109177. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment Methods | Abbreviations of Different Composites |
|---|---|
| Hydroxylated carbon nanotubes | F-CN-DEP |
| Sodium hydroxide | F-OH-DEP |
| Silane coupling agent | F-Si-DEP |
| Sample | Dimensional Change Rate in X (%) | Dimensional Change Rate in Y (%) |
|---|---|---|
| F-CN-DEP | 0.027 | 0.581 |
| F-OH-DEP | −0.029 | 0.863 |
| F-Si-DEP | 0.052 | 0.935 |
| Sample | Td5 (°C) | Td30 (°C) | Tmax (°C) | Ts (°C) 1 | Cy450 (%) |
|---|---|---|---|---|---|
| F-CN-DEP | 287 | 340 | 364 | 156.2 | 30.6 |
| F-OH-DEP | 292 | 339 | 364 | 156.9 | 27.7 |
| F-Si-DEP | 299 | 348 | 368 | 160.9 | 25.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Geng, J.; Cai, Y. Influence of Interface Modification on the Moisture Absorption and Thermal Resistance of Ramie Fiber/Degradable Epoxy Composites. Materials 2024, 17, 1779. https://doi.org/10.3390/ma17081779
Geng J, Cai Y. Influence of Interface Modification on the Moisture Absorption and Thermal Resistance of Ramie Fiber/Degradable Epoxy Composites. Materials. 2024; 17(8):1779. https://doi.org/10.3390/ma17081779
Chicago/Turabian StyleGeng, Jingqi, and Yingchun Cai. 2024. "Influence of Interface Modification on the Moisture Absorption and Thermal Resistance of Ramie Fiber/Degradable Epoxy Composites" Materials 17, no. 8: 1779. https://doi.org/10.3390/ma17081779
APA StyleGeng, J., & Cai, Y. (2024). Influence of Interface Modification on the Moisture Absorption and Thermal Resistance of Ramie Fiber/Degradable Epoxy Composites. Materials, 17(8), 1779. https://doi.org/10.3390/ma17081779