
Study on CFRP-Strengthened Welded Steel Plates with Inclined Welds Considering Welding Residual Stress

Abstract
:1. Introduction
2. Distribution of Welding Residual Stress
2.1. Experiment
2.1.1. Materials and Methods
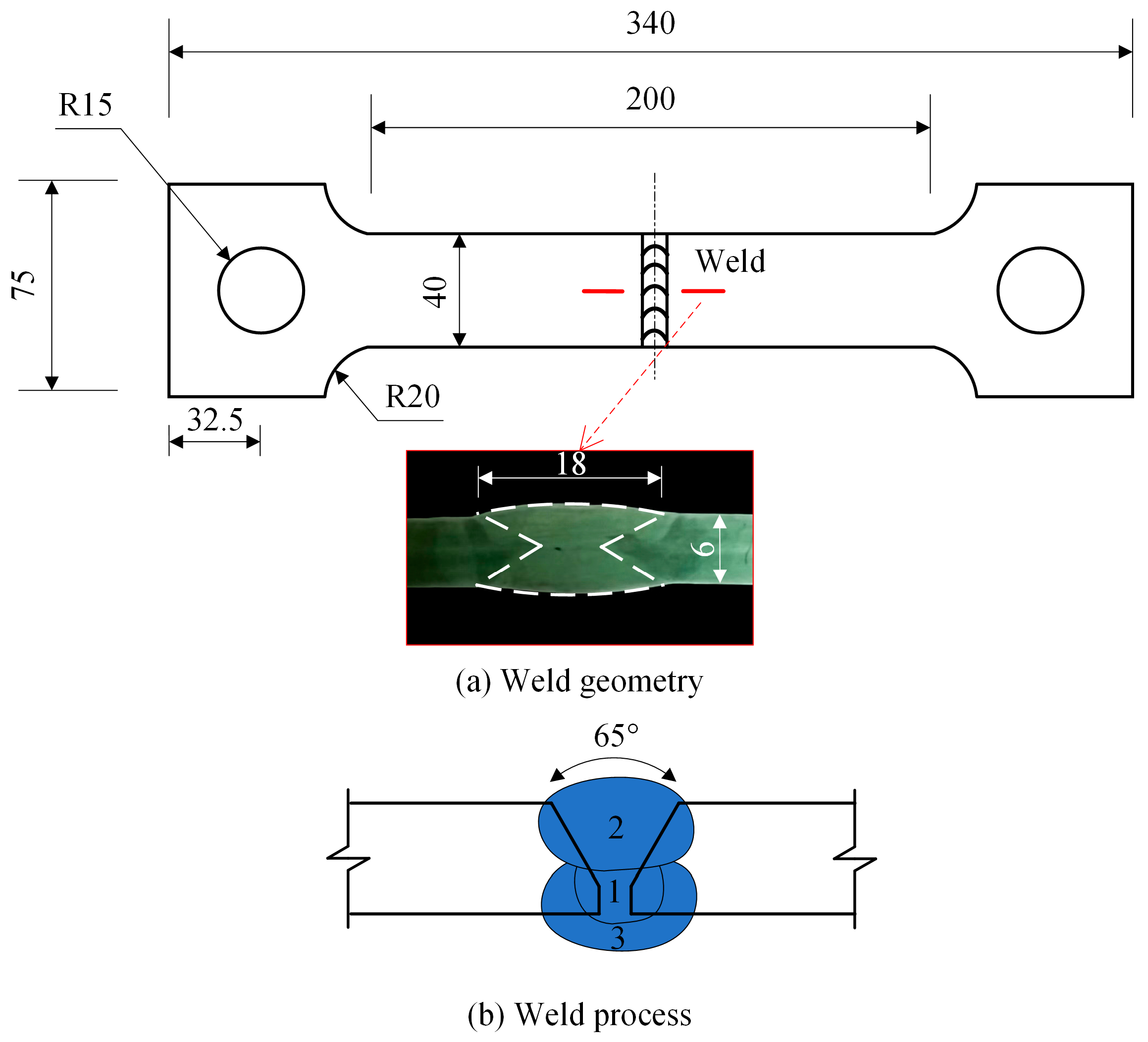
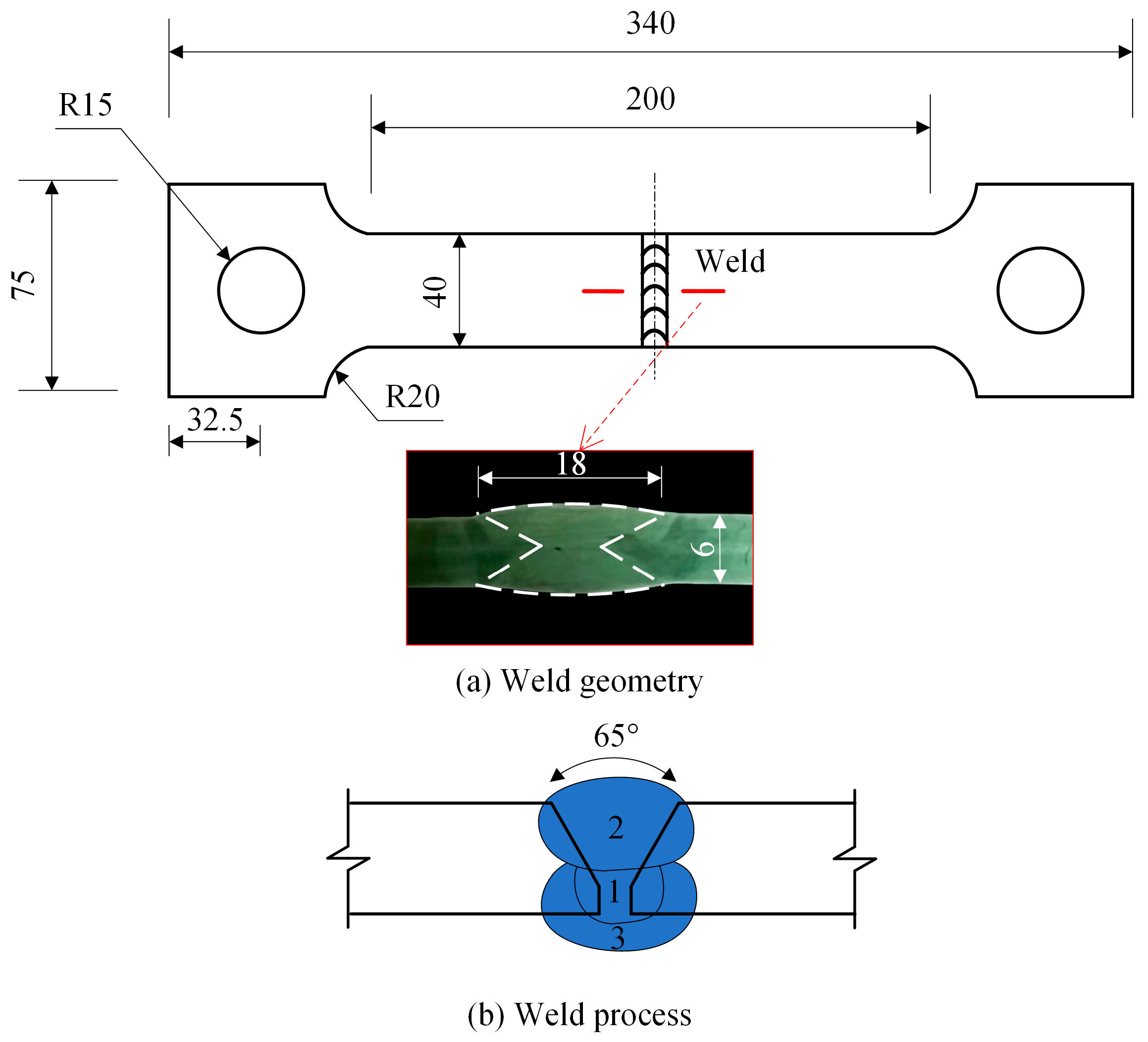
2.1.2. Specimen Design and Preparation
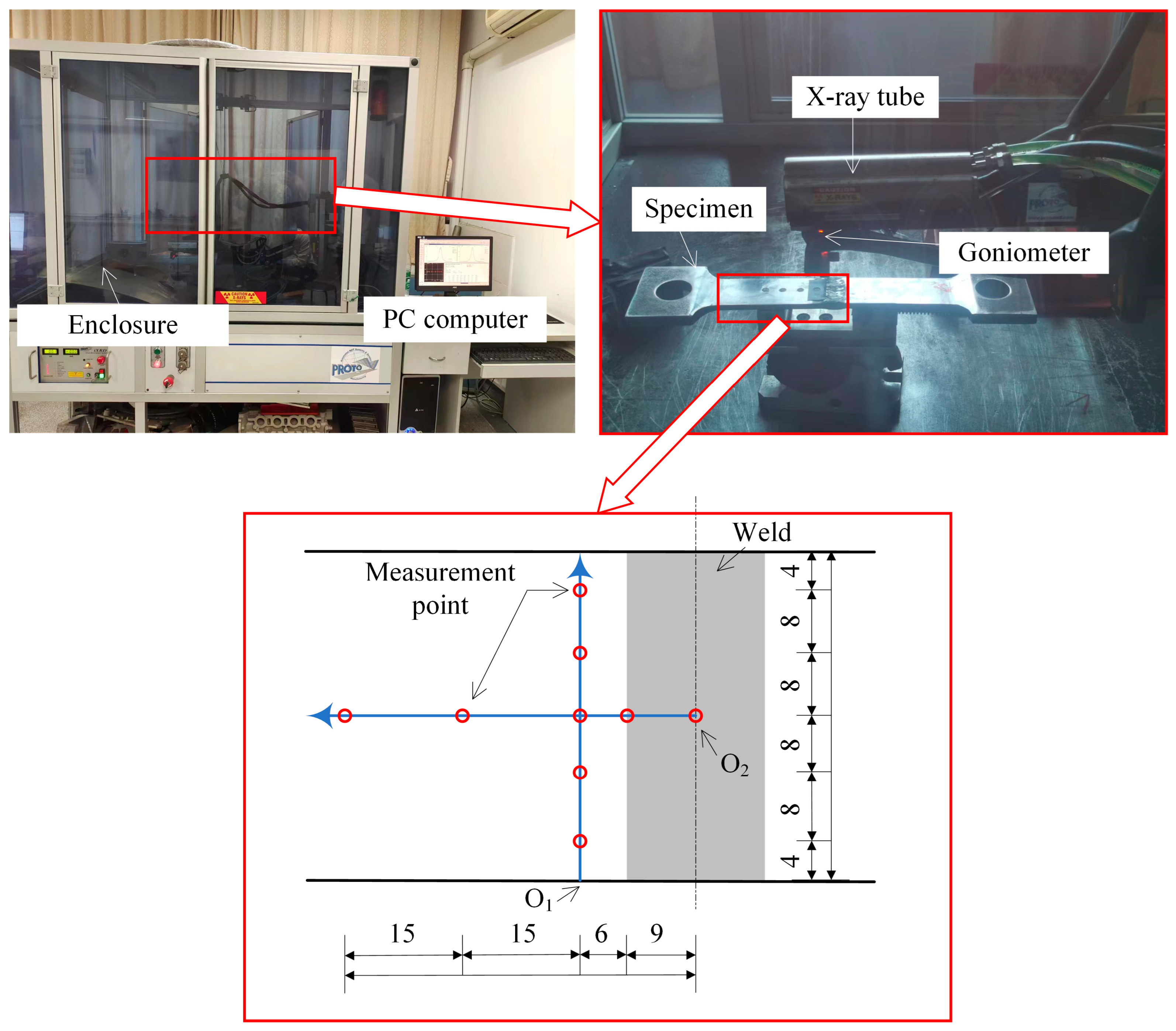
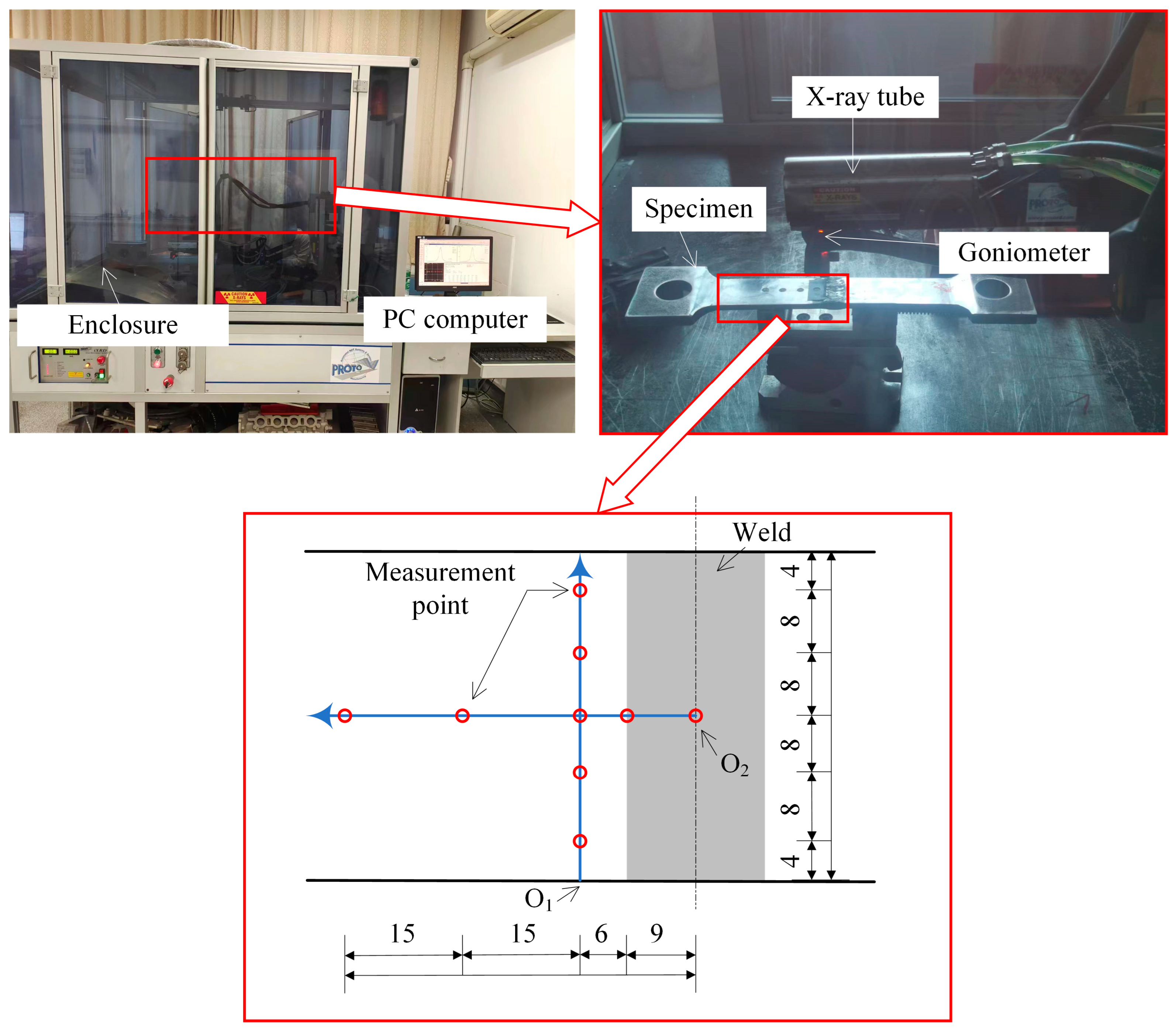
2.1.3. WRS Measurement and Results
2.2. Finite Element Analysis
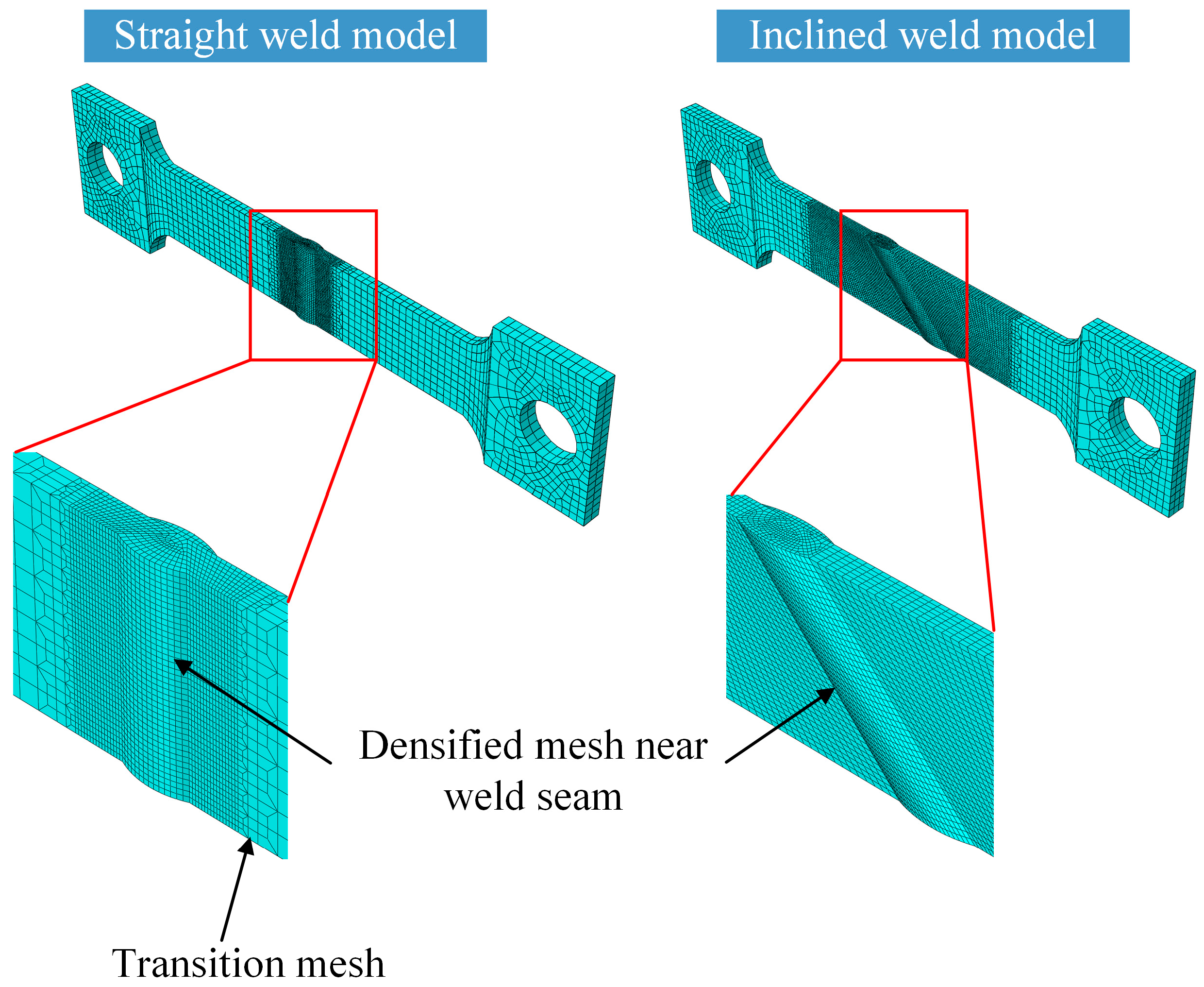
2.2.1. Model Details and Validation
2.2.2. Key Parameter Analysis
- (1)
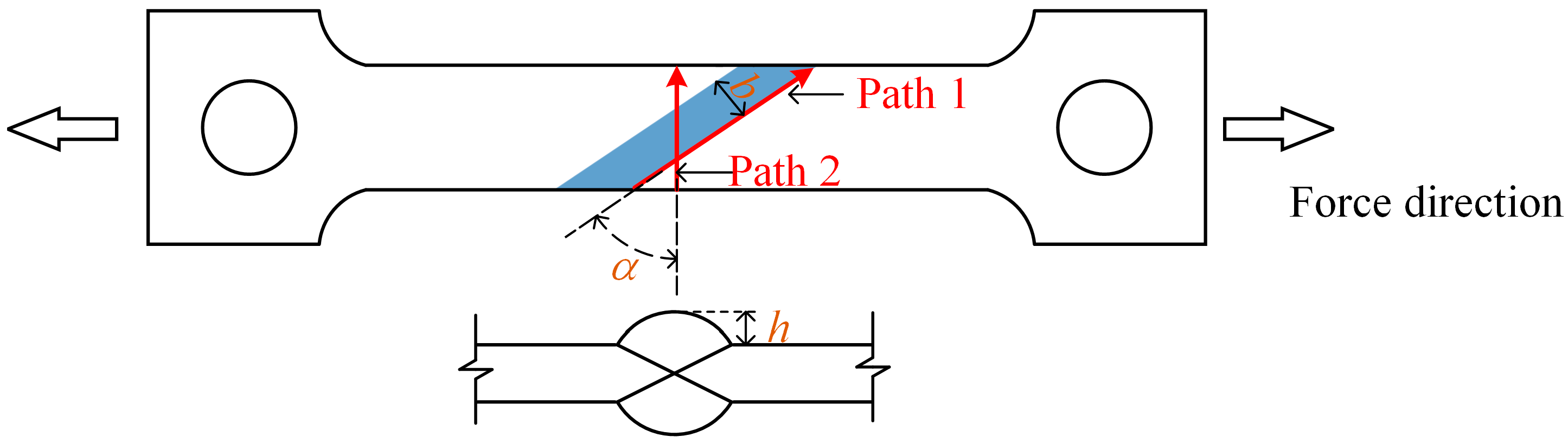
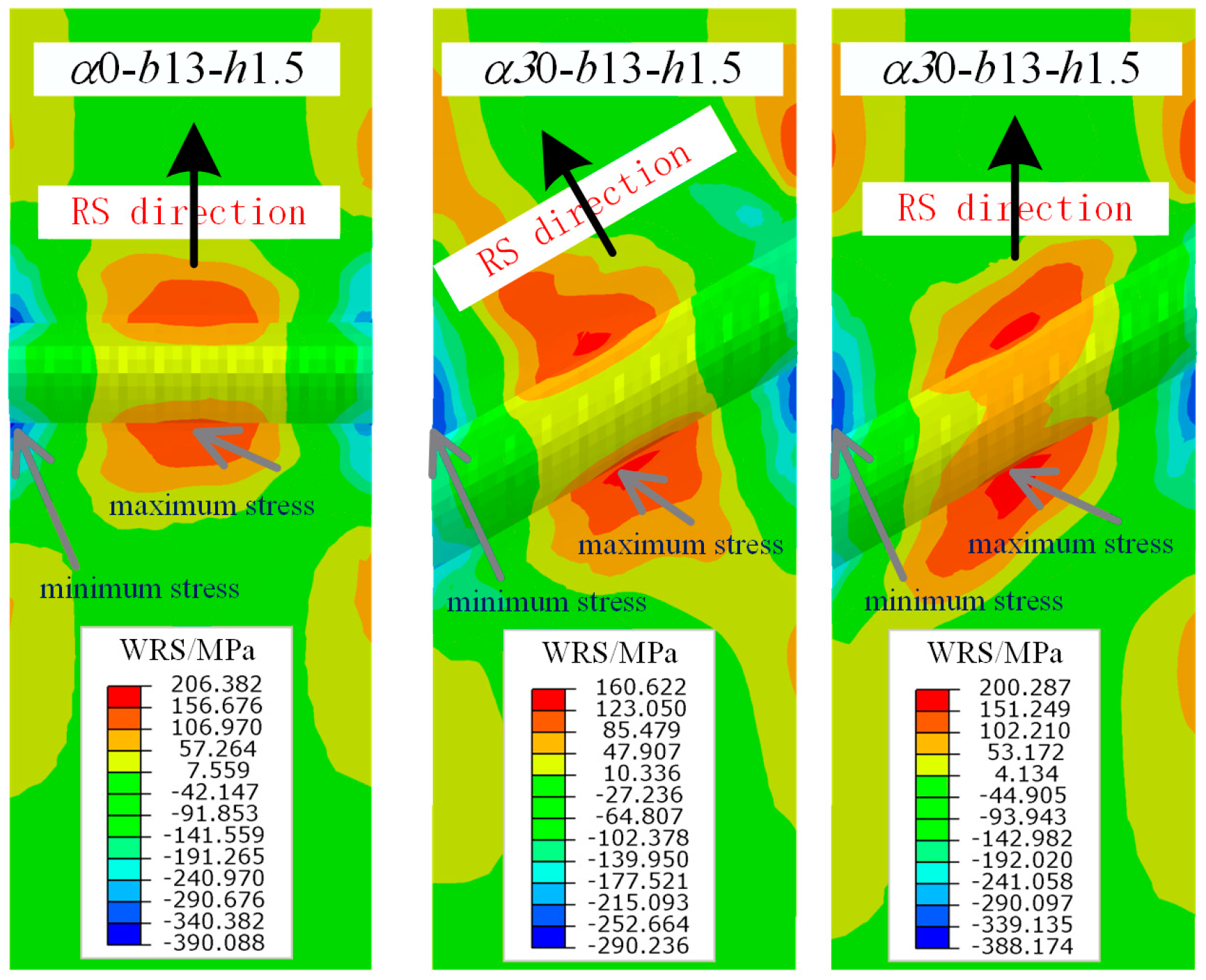
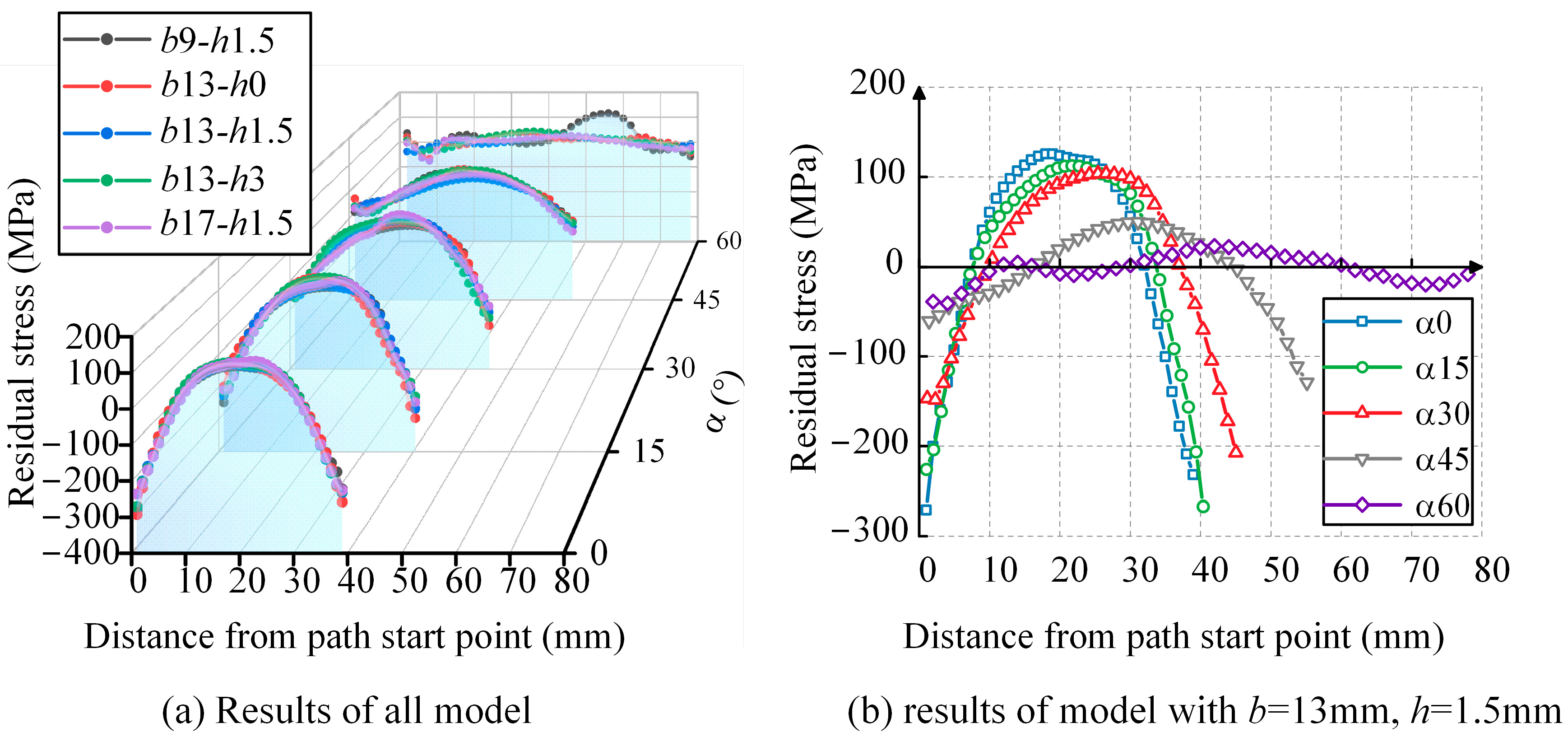
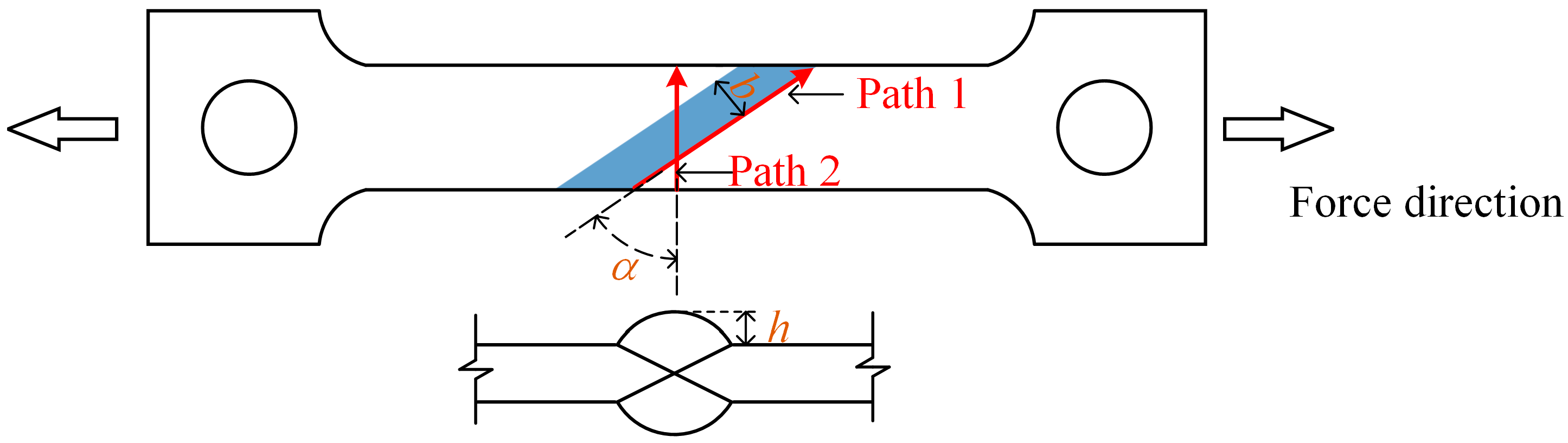
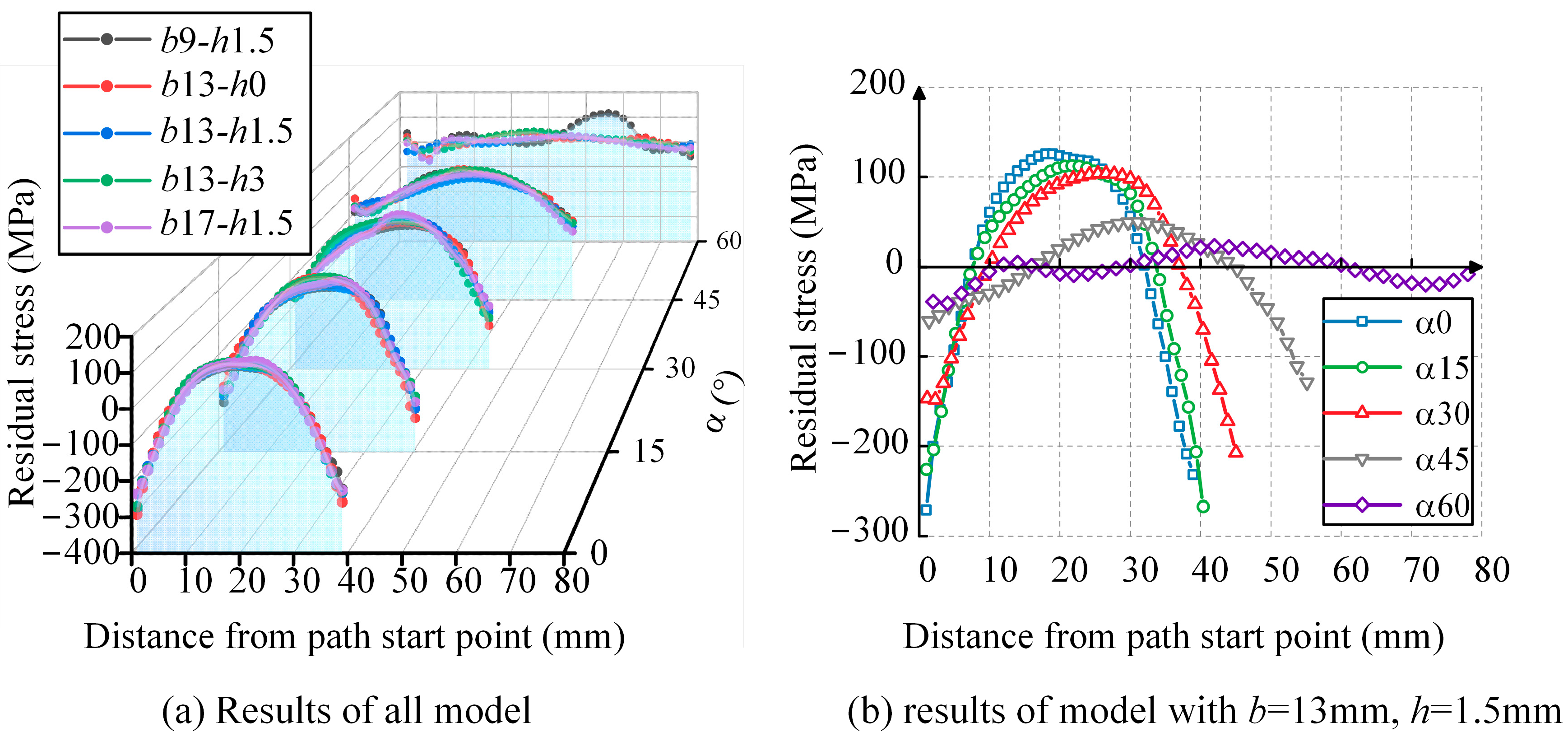
- The WRS distribution in the inclined weld is symmetric to the perpendicular line on the path and exhibits a parabolic shape. The vertex of the parabola, located at the midpoint of the path, represents tensile stress, while the sides represent compressive stress.
- (2)
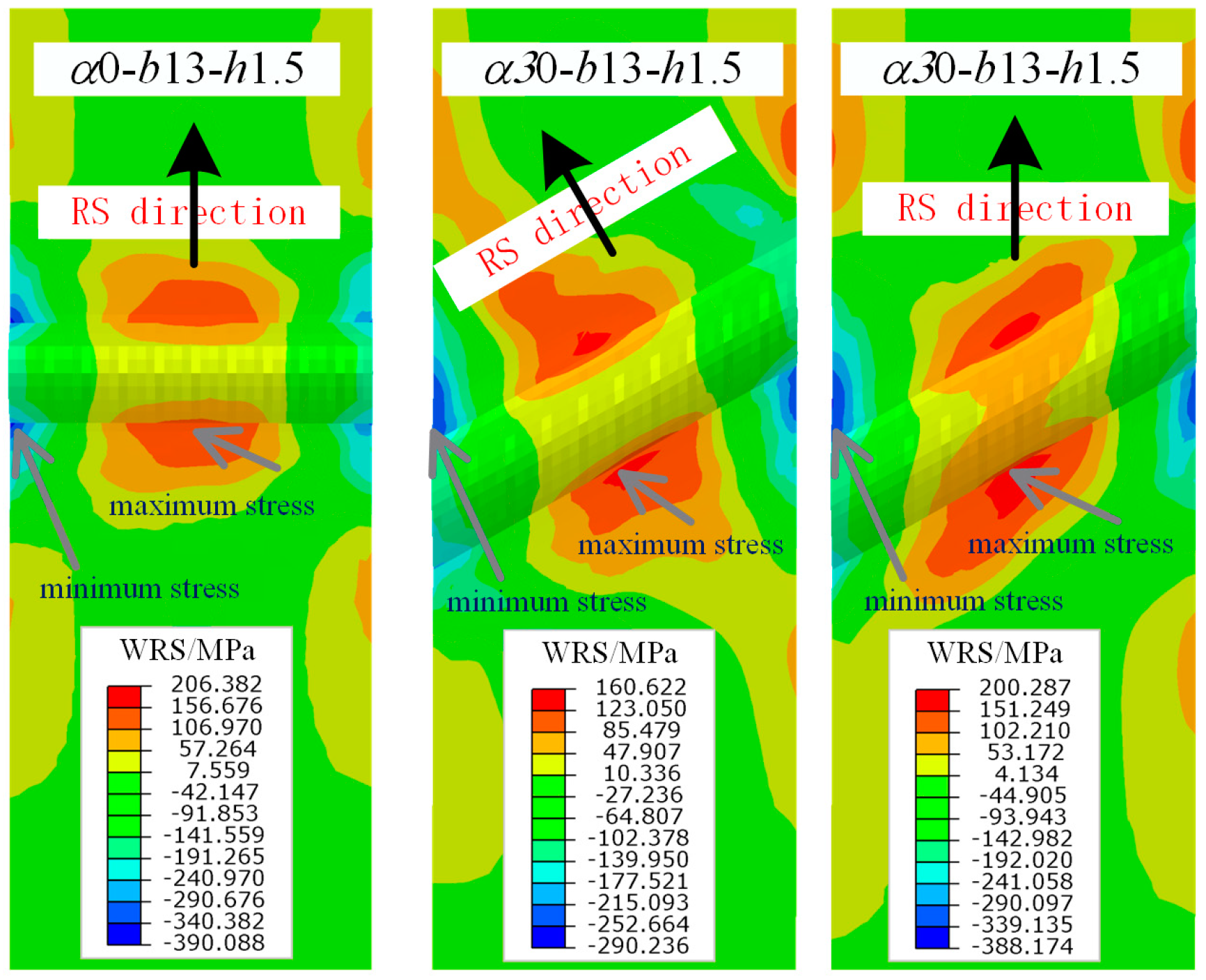
- The weld angle significantly affects the magnitude of the WRS. As the angle increases, the tensile WRS at the midpoint of the path gradually decreases. In Figure 13b, the tensile WRS at the midpoint of the path for the inclined weld with angles of 0°, 15°, 30°, 45°, and 60° is 0.32fy, 0.29fy, 0.26fy, 0.13fy, and 0.06fy, respectively. When the angle changes from 0° to 30°, the tensile stress decreases from 0.32fy to 0.26fy, and when the angle changes from 30° to 60°, the tensile stress decreases from 0.26fy to 0.06fy. Overall, the magnitude of the tensile stress shows a decreasing trend with increasing angle, with a more significant change occurring in the latter range.
- (3)
- The influence of weld height and width on the tensile stress is limited. For each angle in Figure 13a, the difference between the maximum and minimum stress values at the midpoint of the path, corresponding to the five curves, is 0.02fy, 0.08fy, 0.10fy, 0.09fy, and 0.09fy, respectively.
- (1)
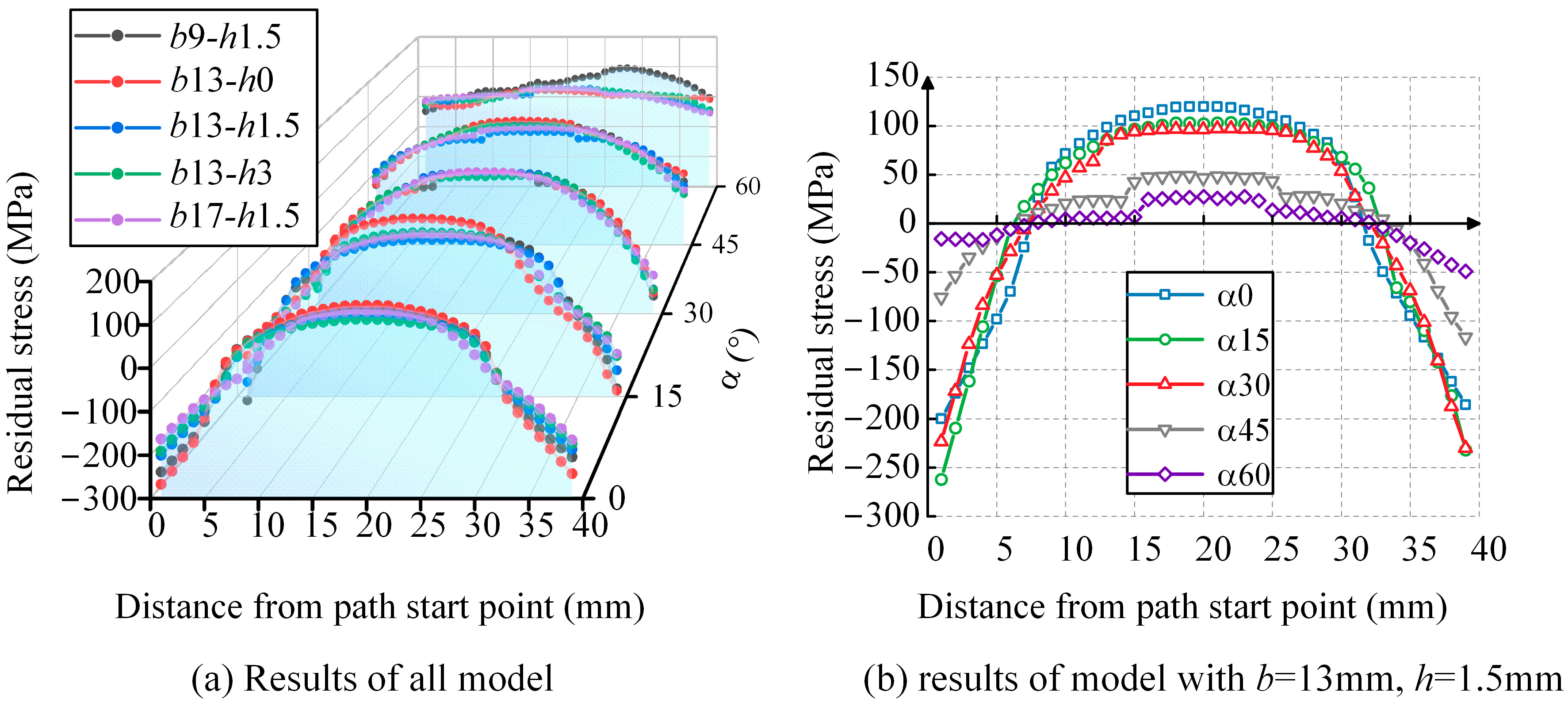
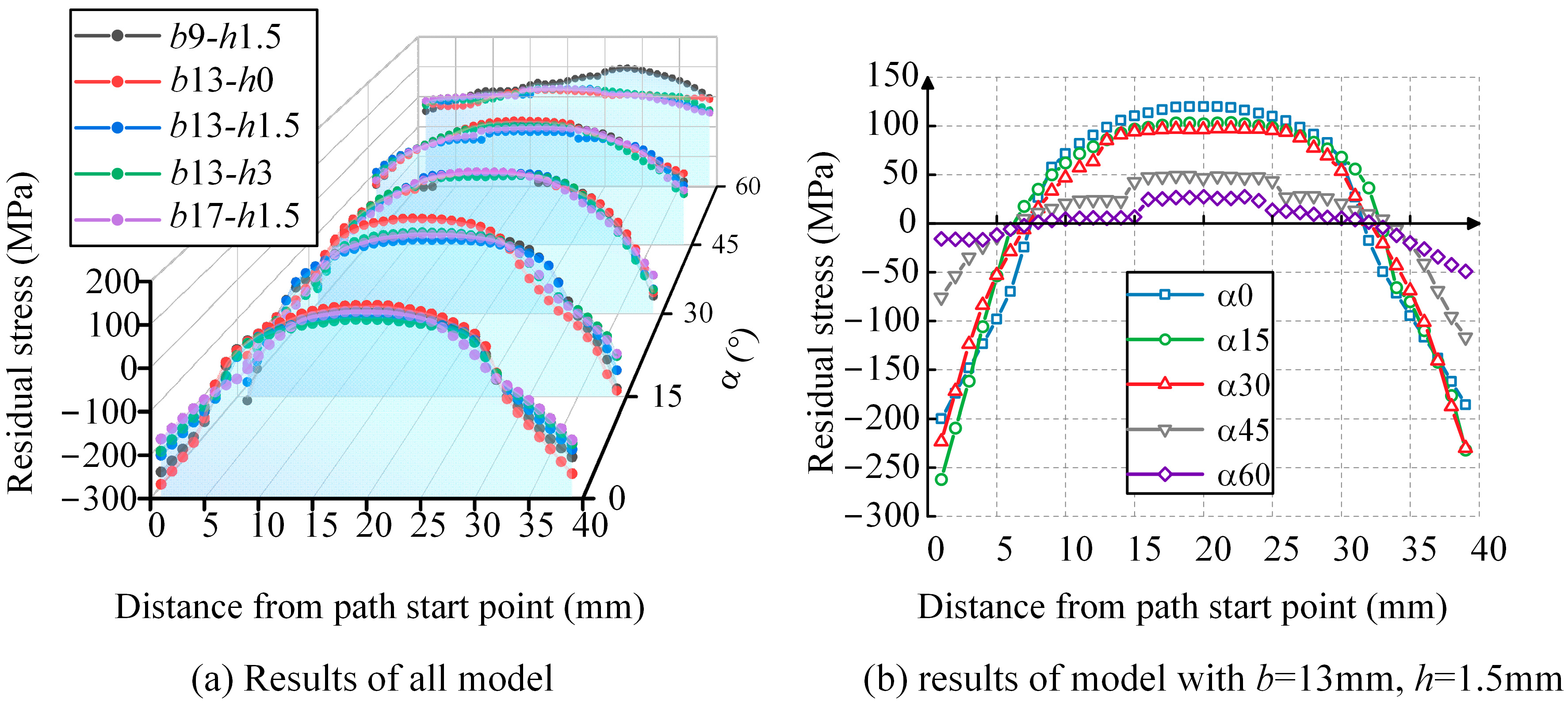
- The WRS distribution along this path also exhibits a parabolic shape that is symmetric with respect to the perpendicular line on the path. The vertex of the parabola, located at the midpoint of the path, represents tensile stress, while the ends represent compressive stress.
- (2)
- Similar to the results along Path1, the weld angle significantly affects the magnitude of the WRS. As the angle increases, the tensile WRS at the midpoint of the path gradually decreases. In Figure 14b, the residual tensile stress at the midpoint of the path for the inclined weld with angles of 0°, 15°, 30°, 45°, and 60° is 0.31fy, 0.27fy, 0.25fy, 0.12fy, and 0.07fy, respectively. When the angle changes from 0° to 30°, the tensile stress decreases from 0.31fy to 0.25fy, and when the angle changes from 30° to 60°, the tensile stress decreases from 0.25fy to 0.07fy. Overall, the magnitude of the tensile stress shows a decreasing trend with increasing angle, with a more significant change occurring in the latter range.
- (3)
- The influence of weld height and width on the tensile stress is relatively limited. For each angle in Figure 14a, the difference between the maximum and minimum stress values at the midpoint of the path, corresponding to the five curves, is 0.08fy, 0.14fy, 0.04fy, 0.09fy, and 0.09fy, respectively.
- (4)
- The normal WRS distribution along Path1 and Path2 is similar, and it exhibits similar trends in response to the weld angle, width, and height.
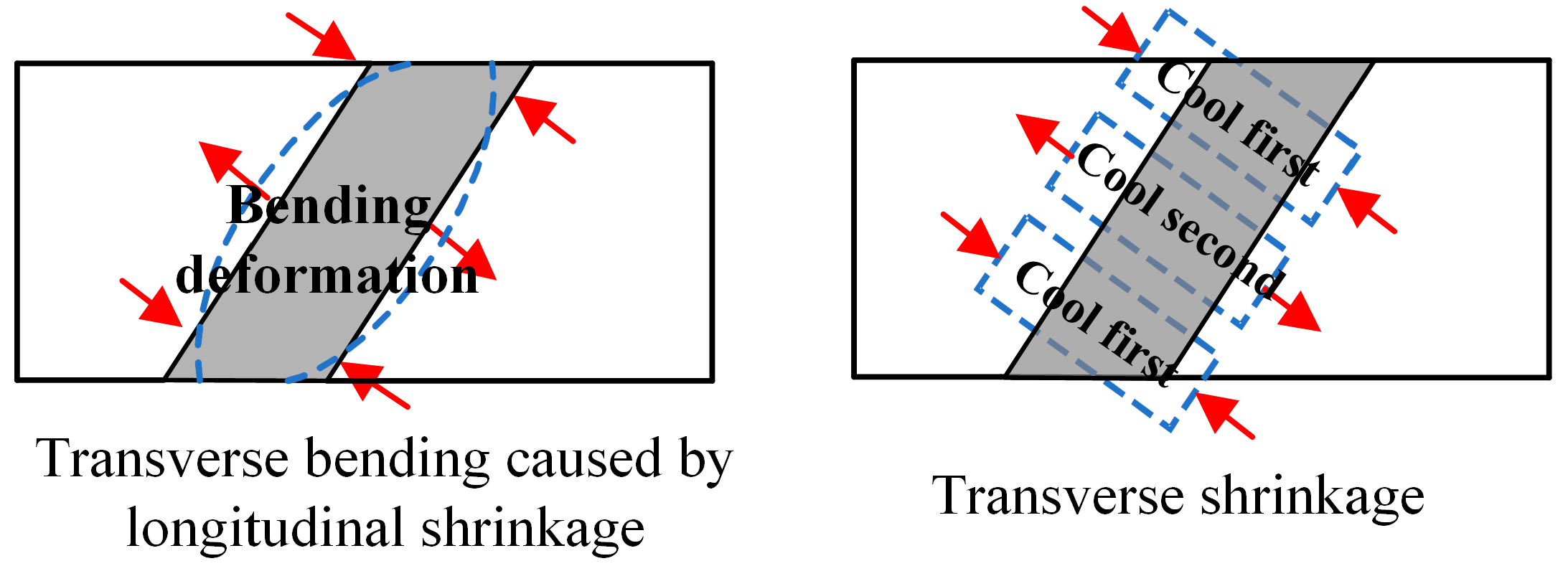
2.2.3. Influence Mechanism of Key Parameters
3. Tension Behavior of CFRP-Strengthened Welded Plates
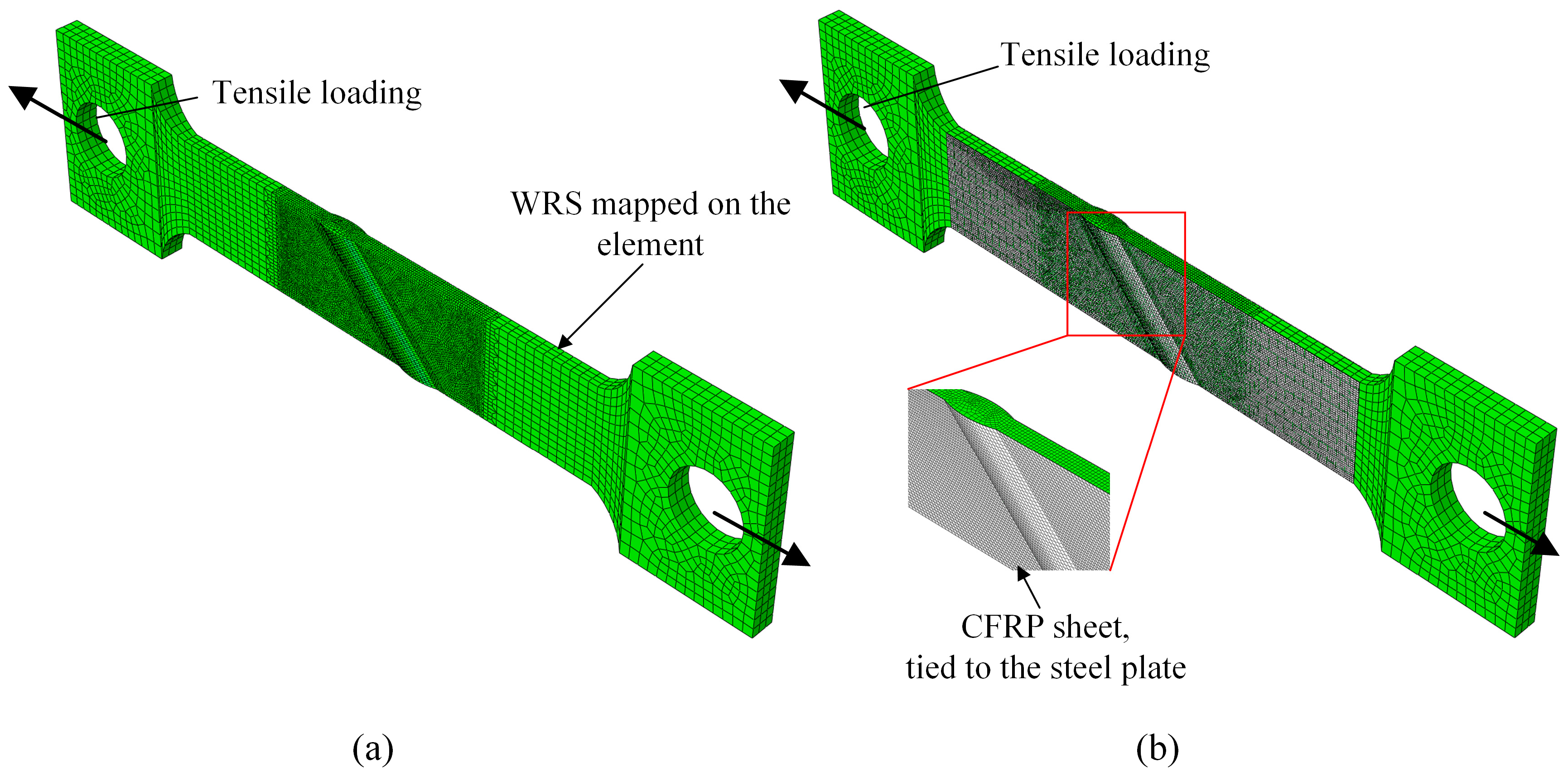
3.1. Model Details
3.2. Results and Discussion
4. Conclusions
- (1)
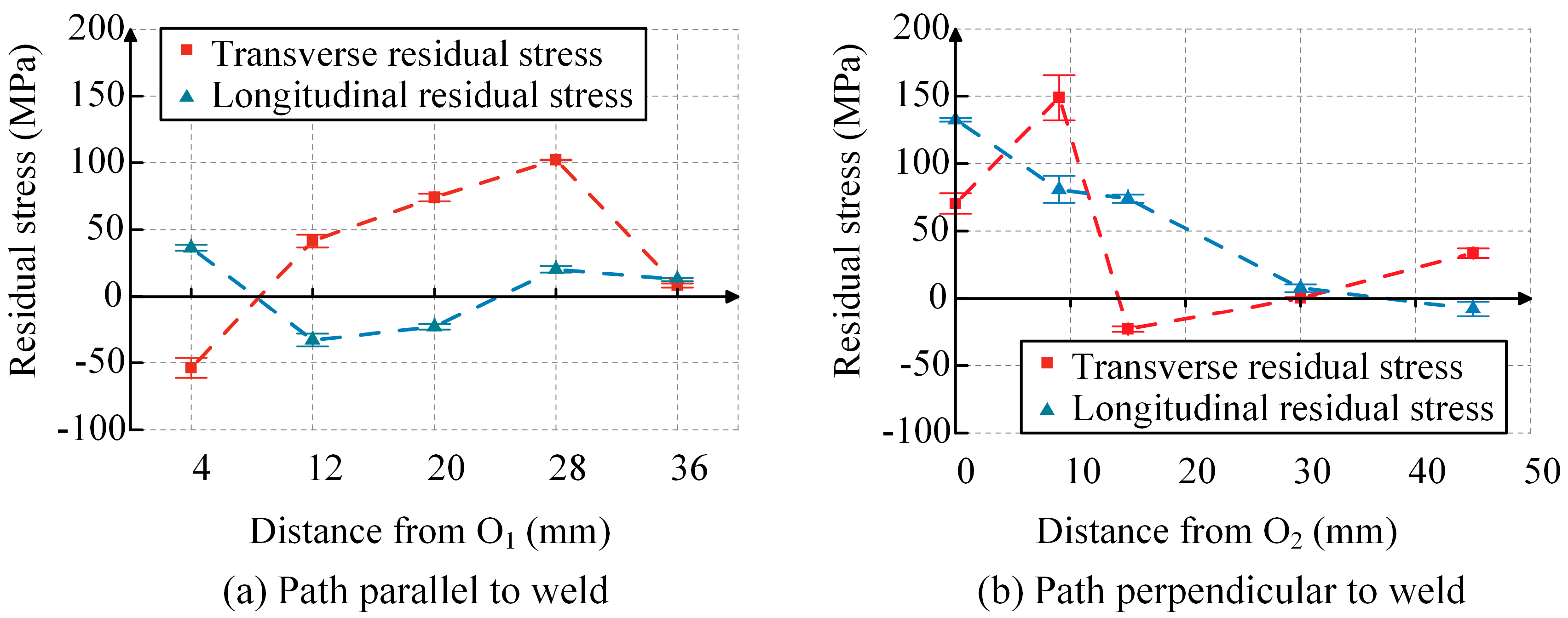
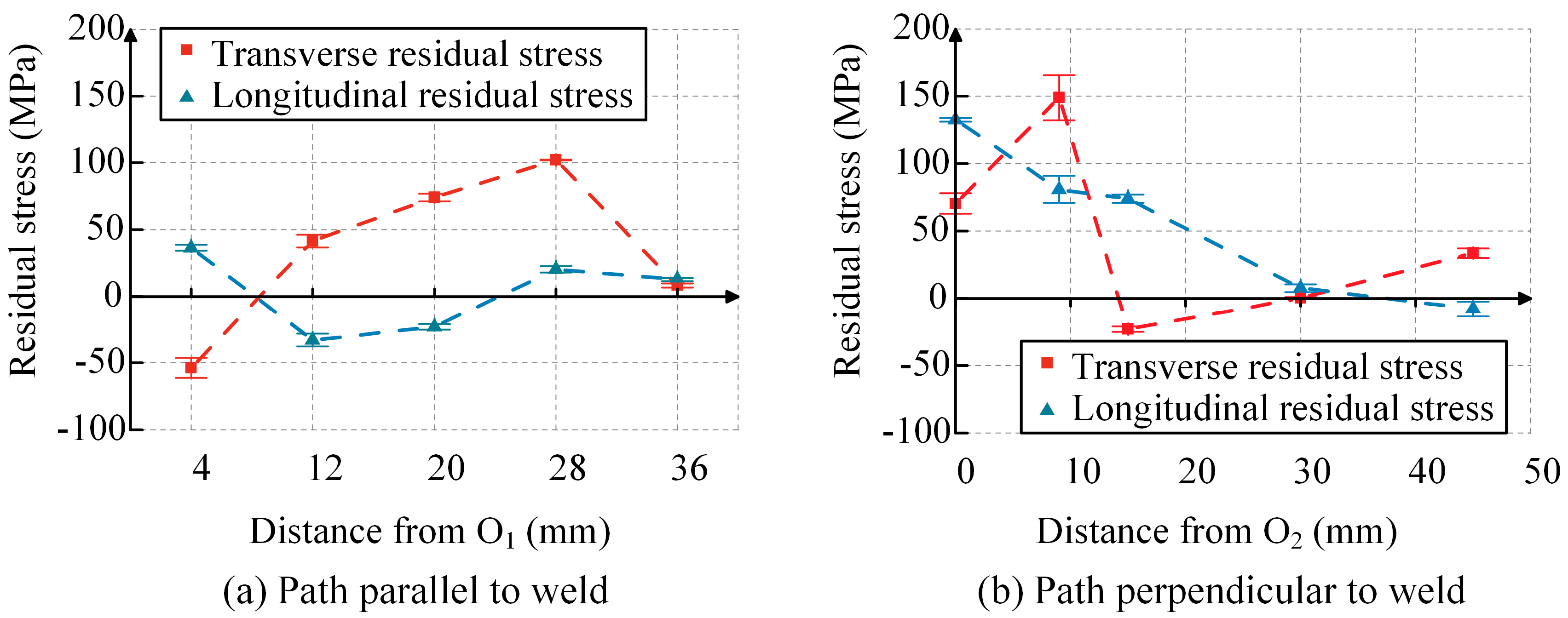
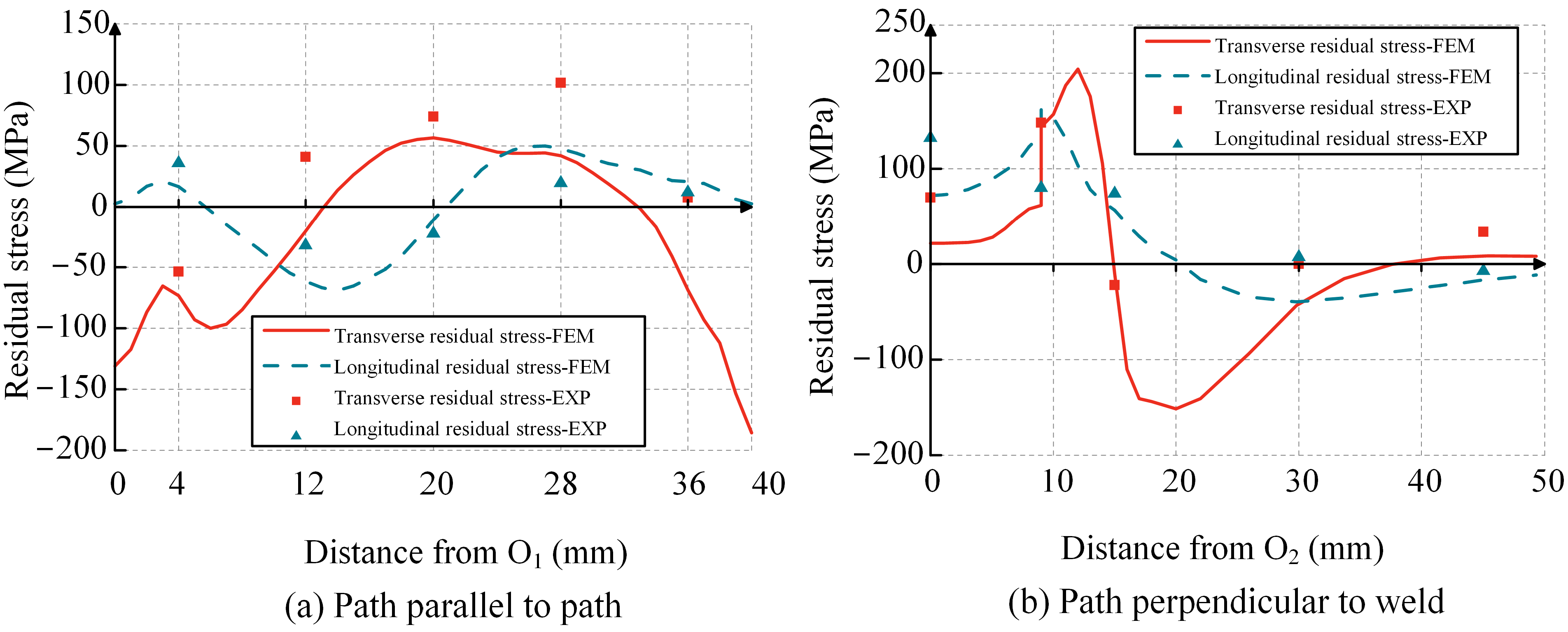
- Experimental measurements revealed the WRS distribution. Along the path parallel to the weld, the transverse WRS distribution exhibits tensile stress in the middle and tends towards compressive stress at the ends; the longitudinal WRS is compressive in the middle and tensile at the ends. Along the path perpendicular to the weld, the transverse WRS distribution is characterized by tensile stress at the weld zone, gradually transitioning from tensile stress to compressive stress as the distance from the center of the weld increases.
- (2)
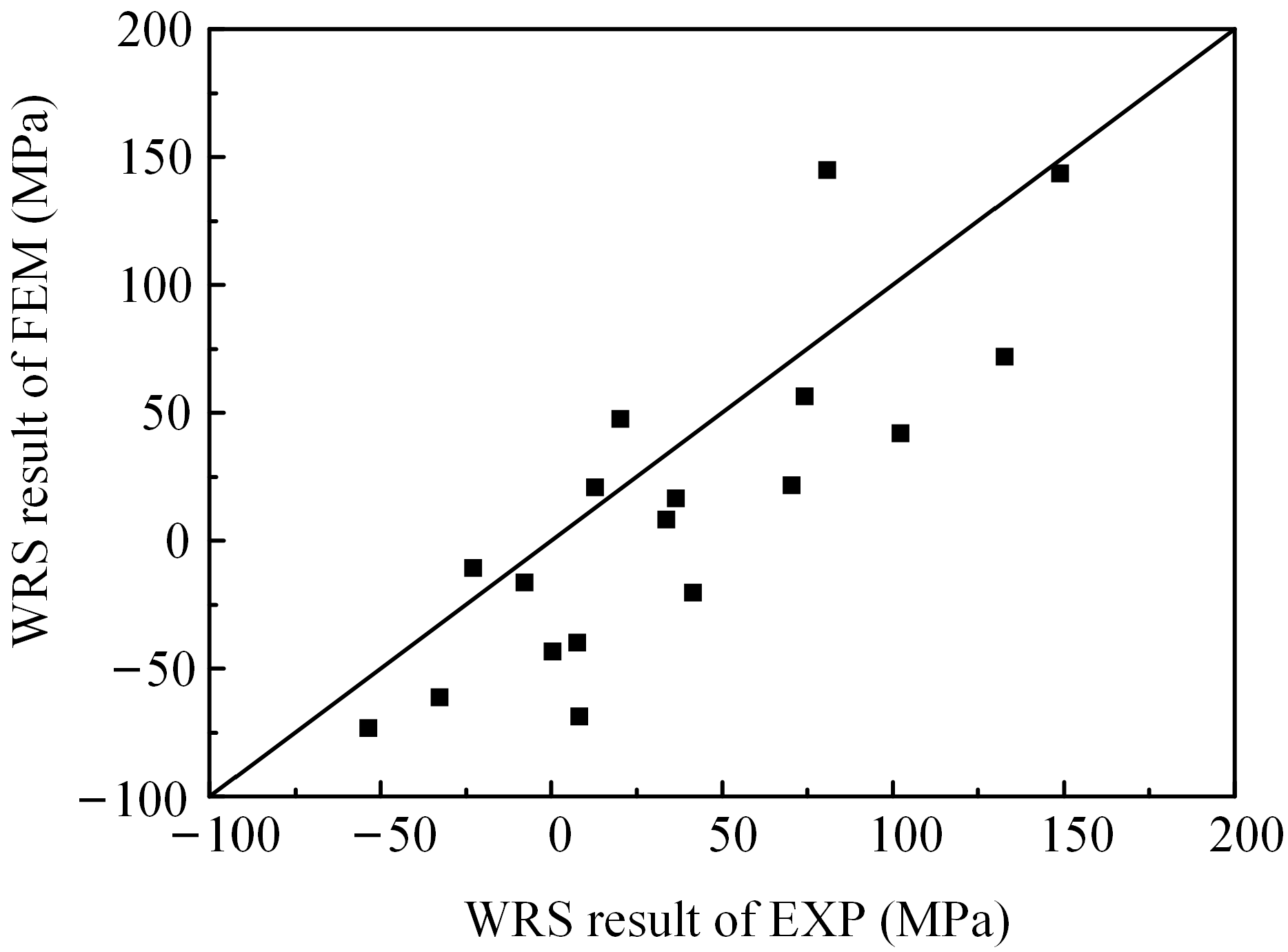
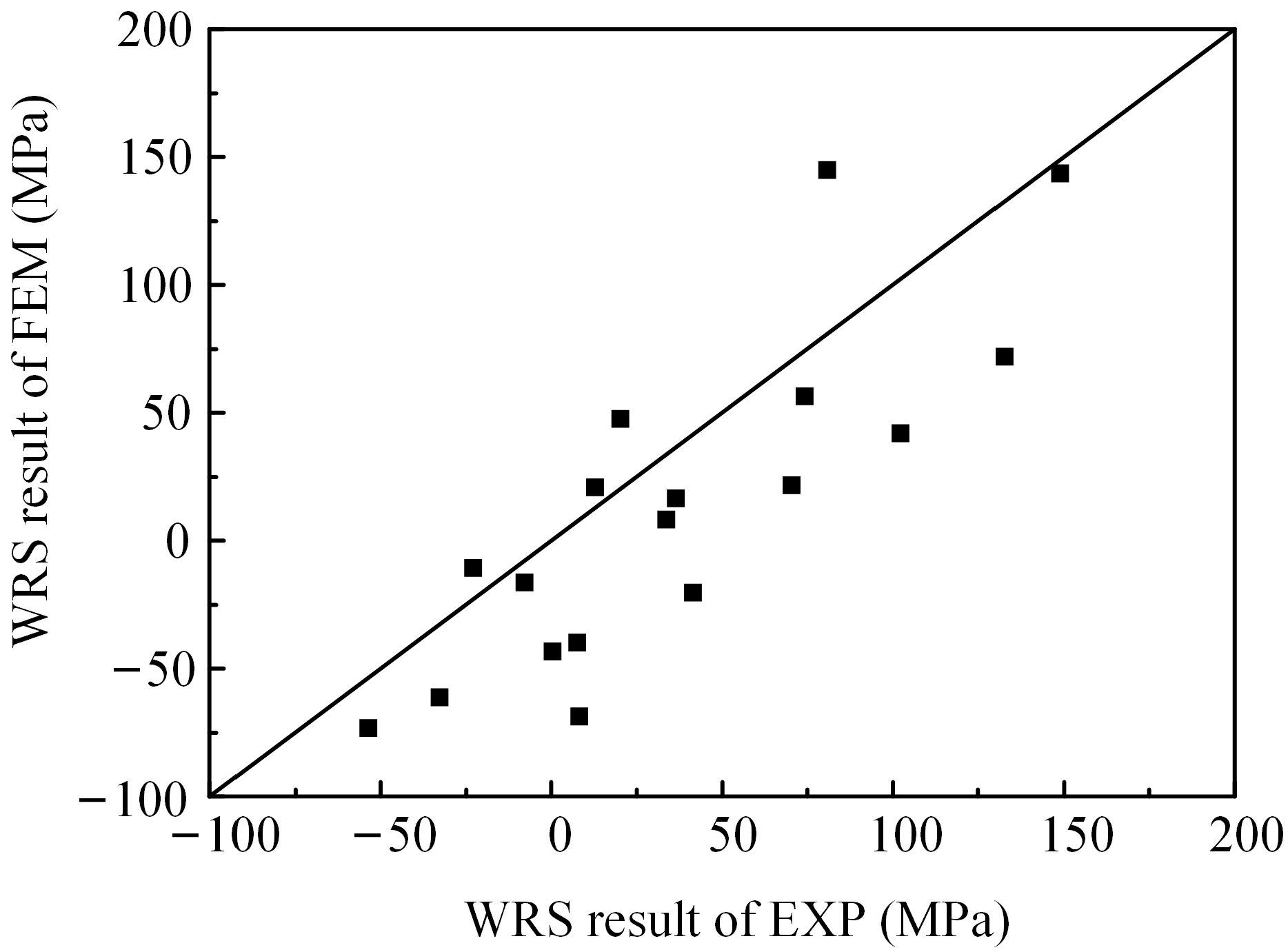
- The developed FEM accurately simulated the welding process, aligning closely with experimental data. It was found that the weld angle significantly influences the peak tensile WRS, while the effect of weld width and height is minimal.
- (3)
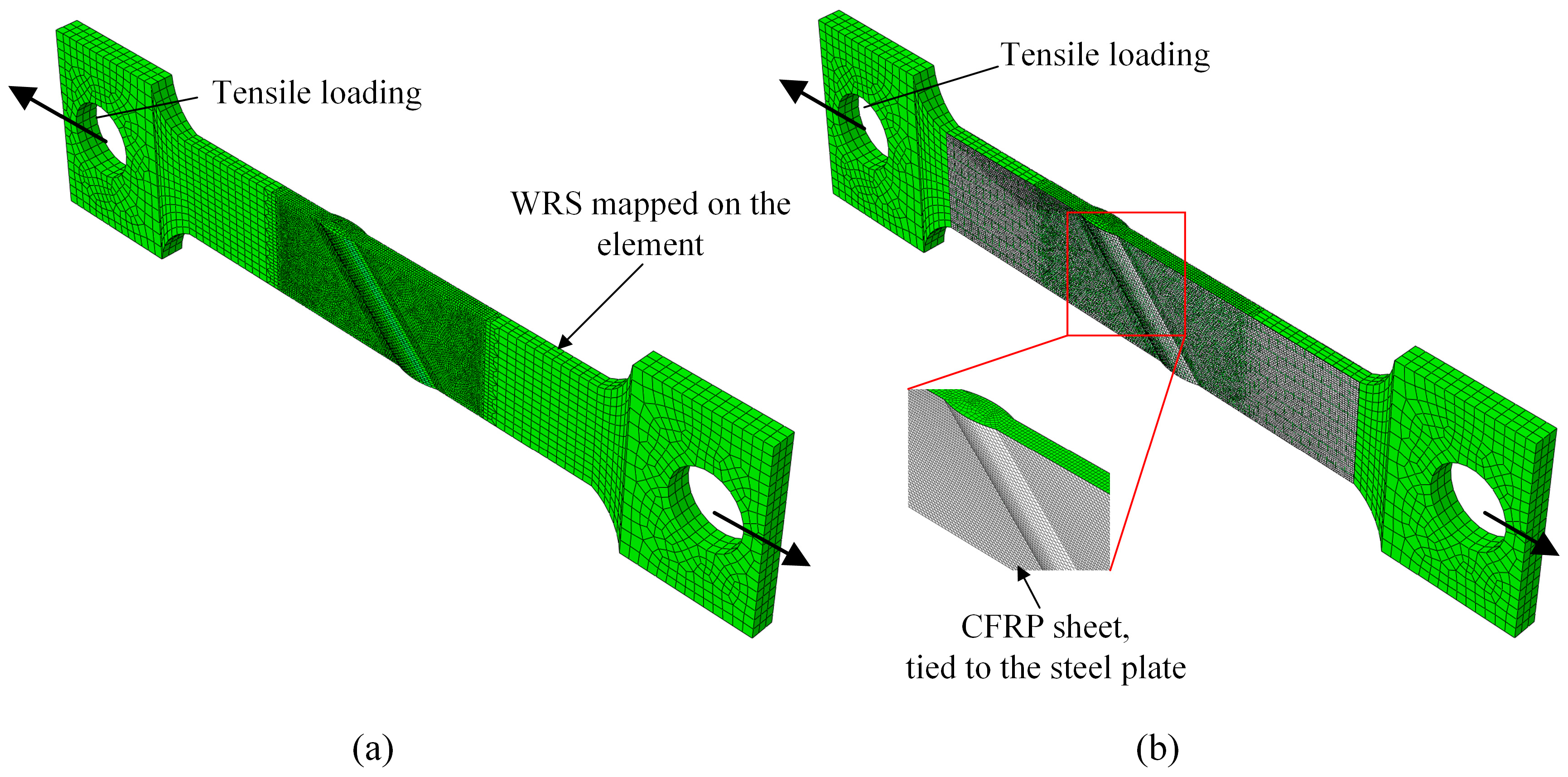
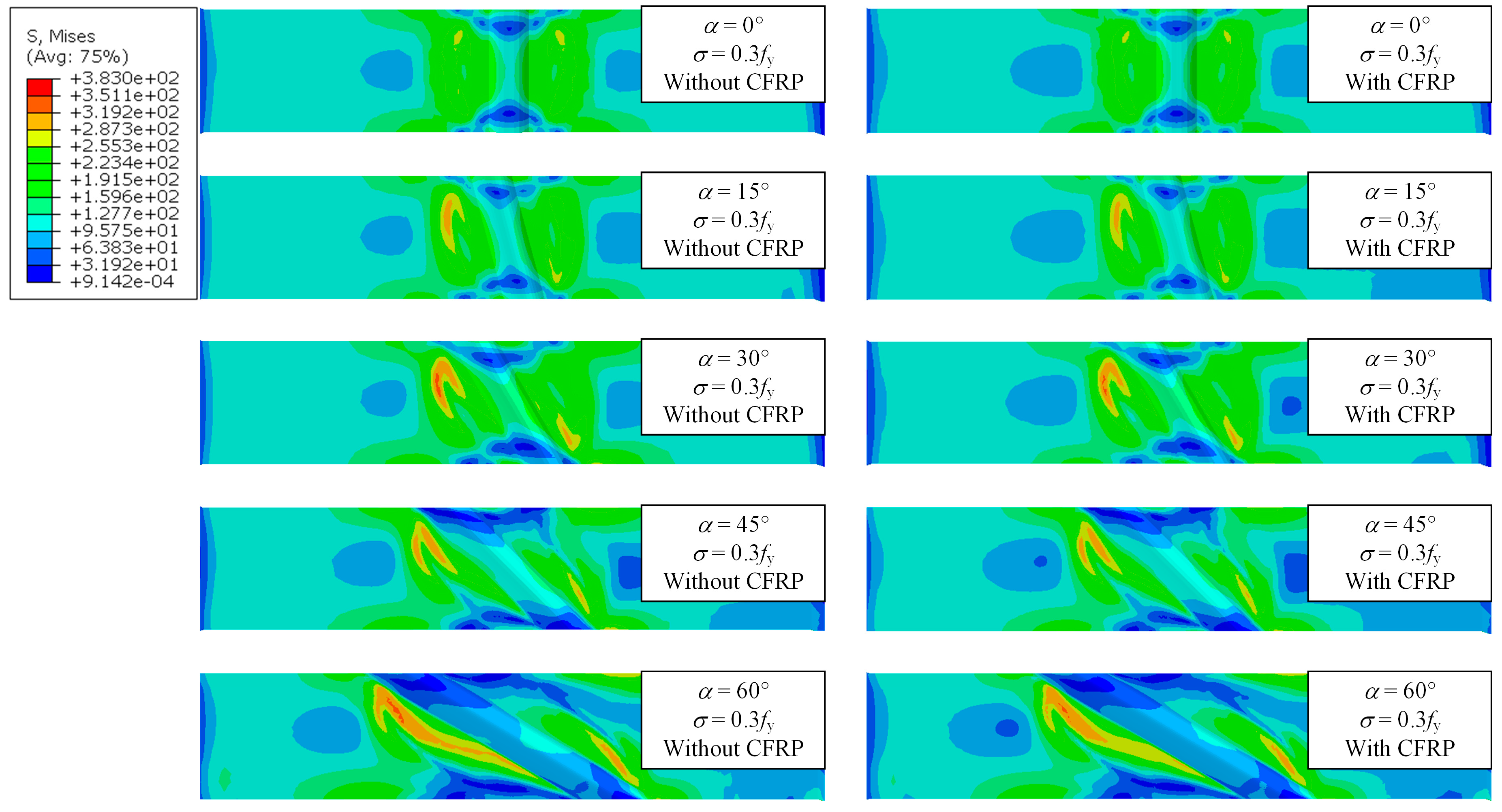
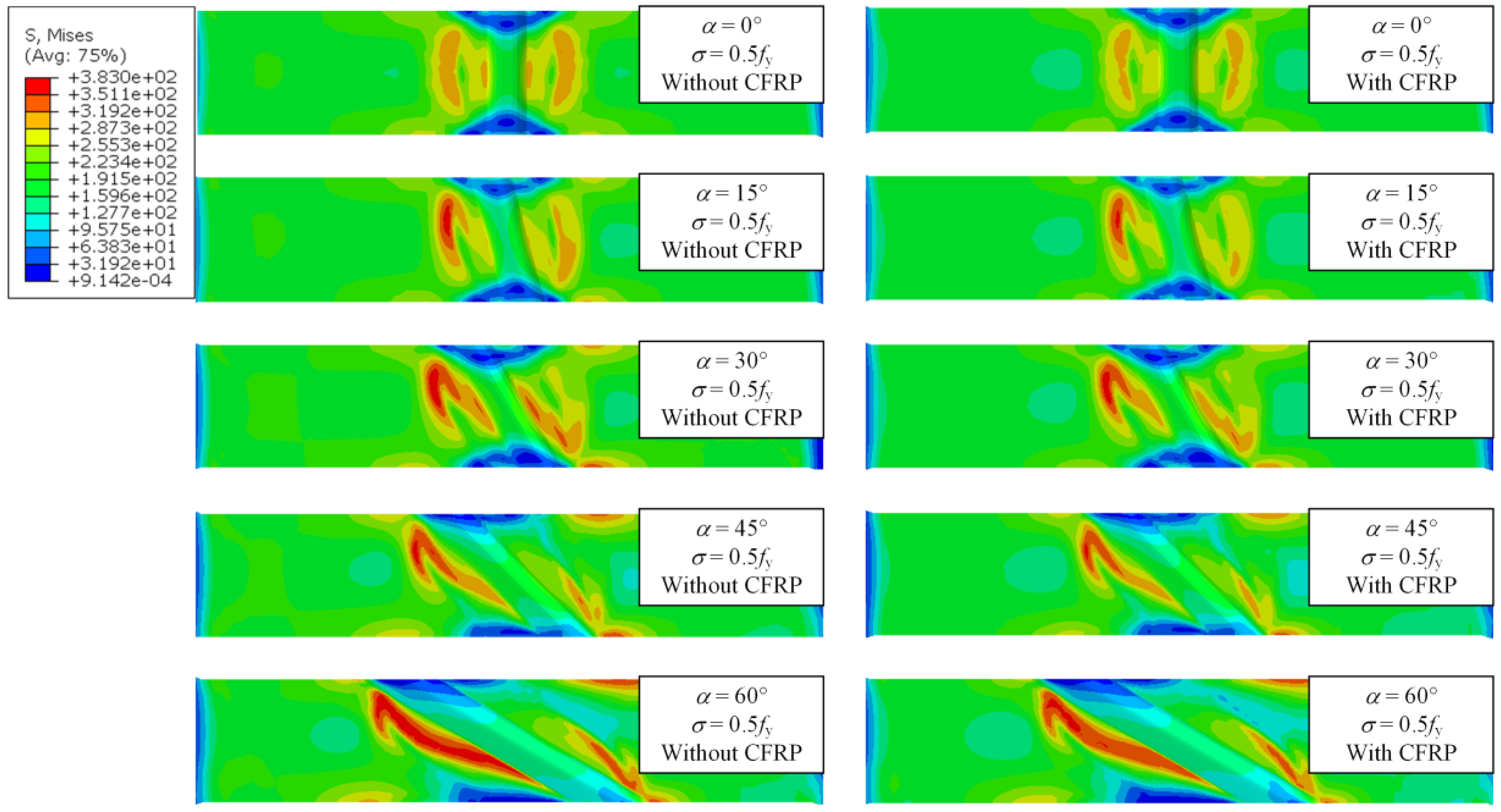
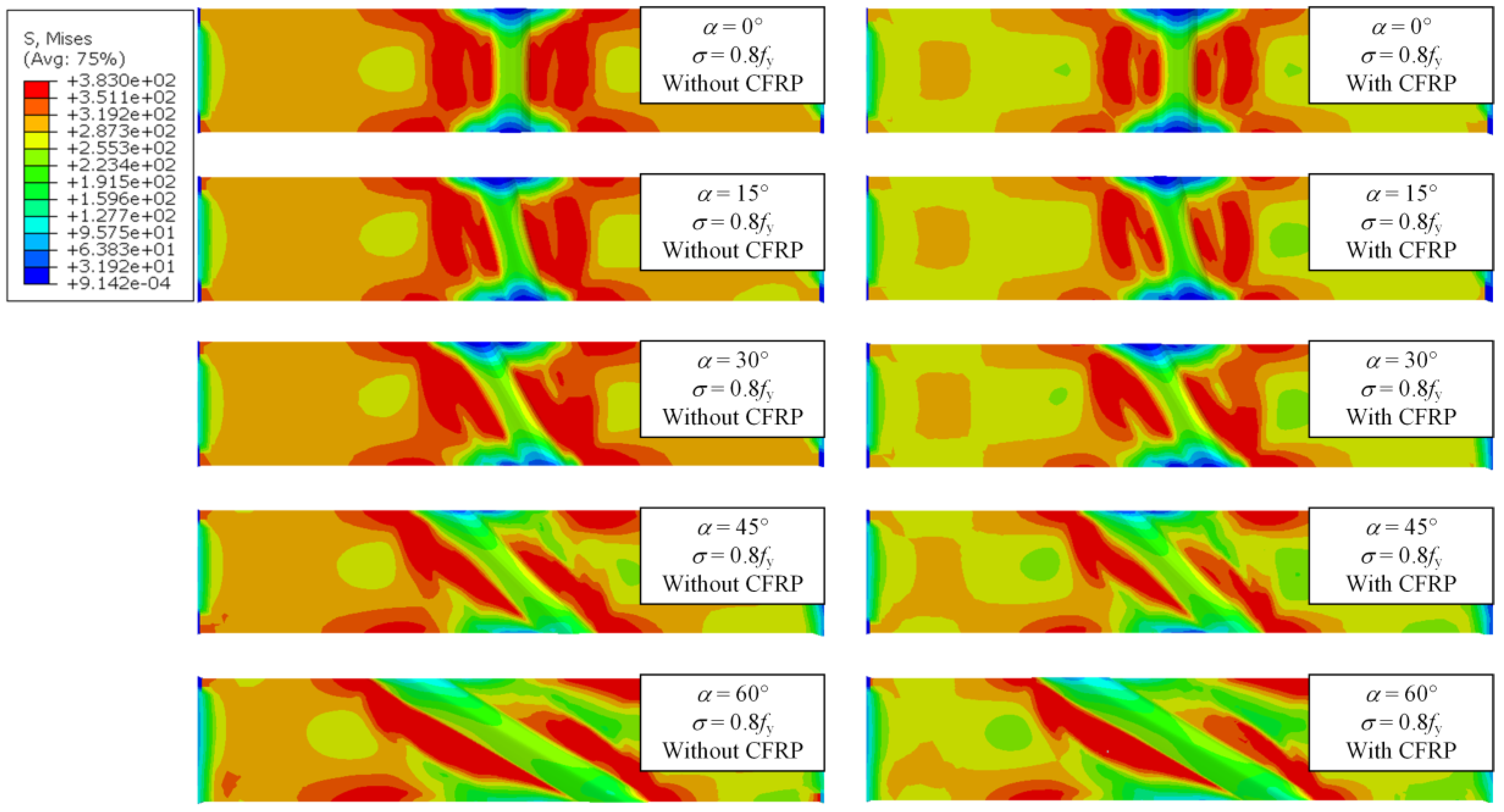
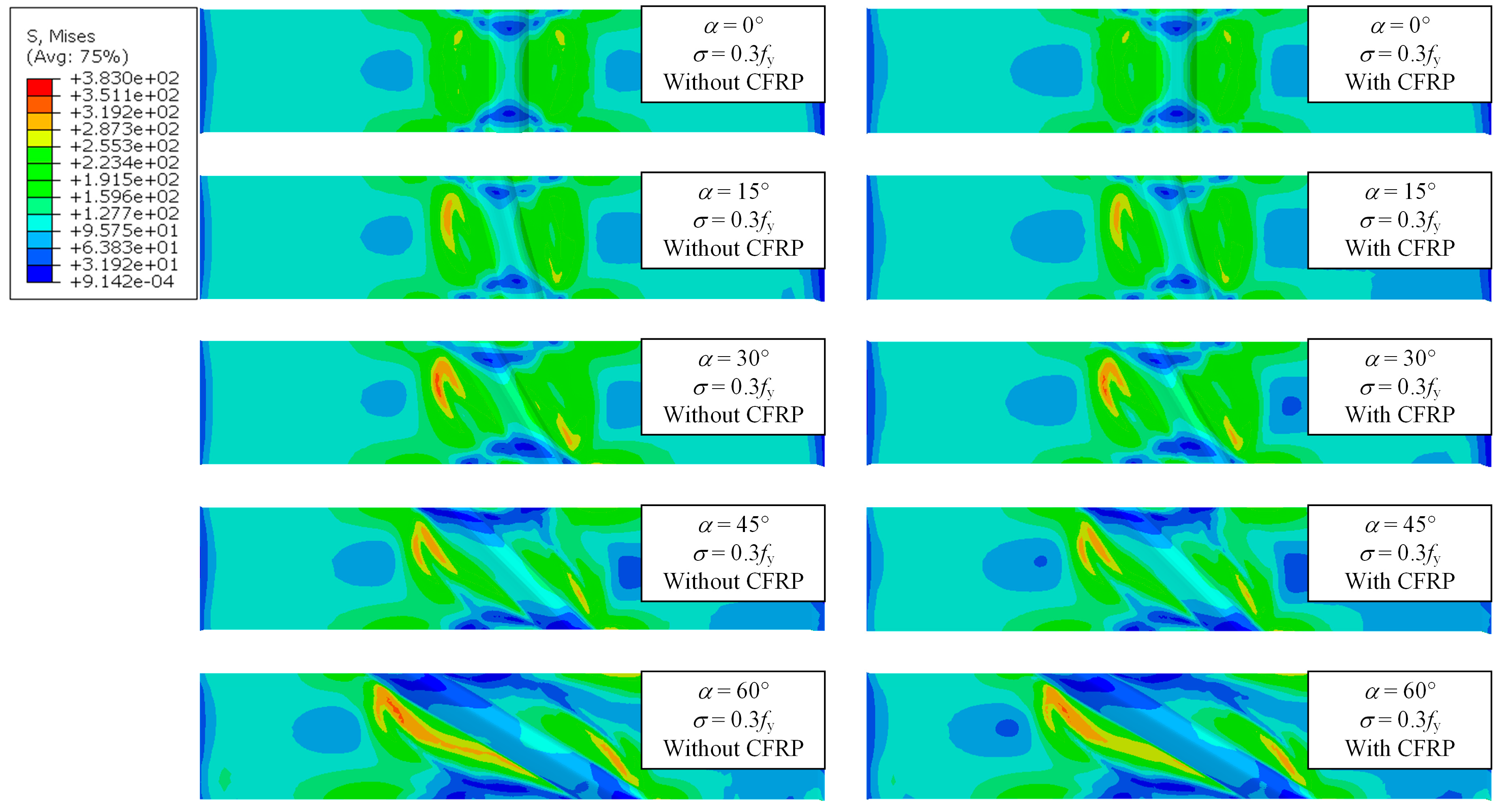
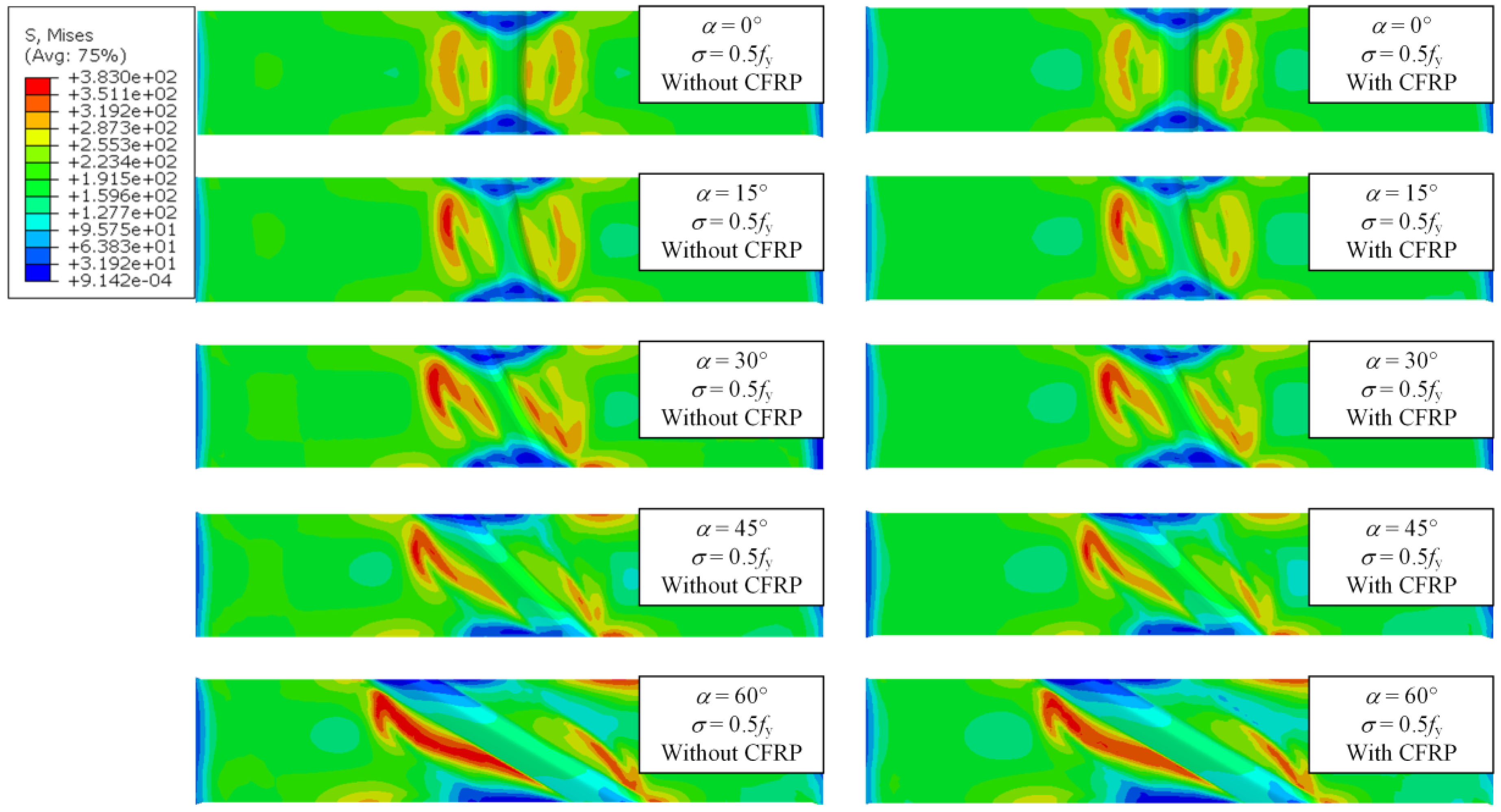
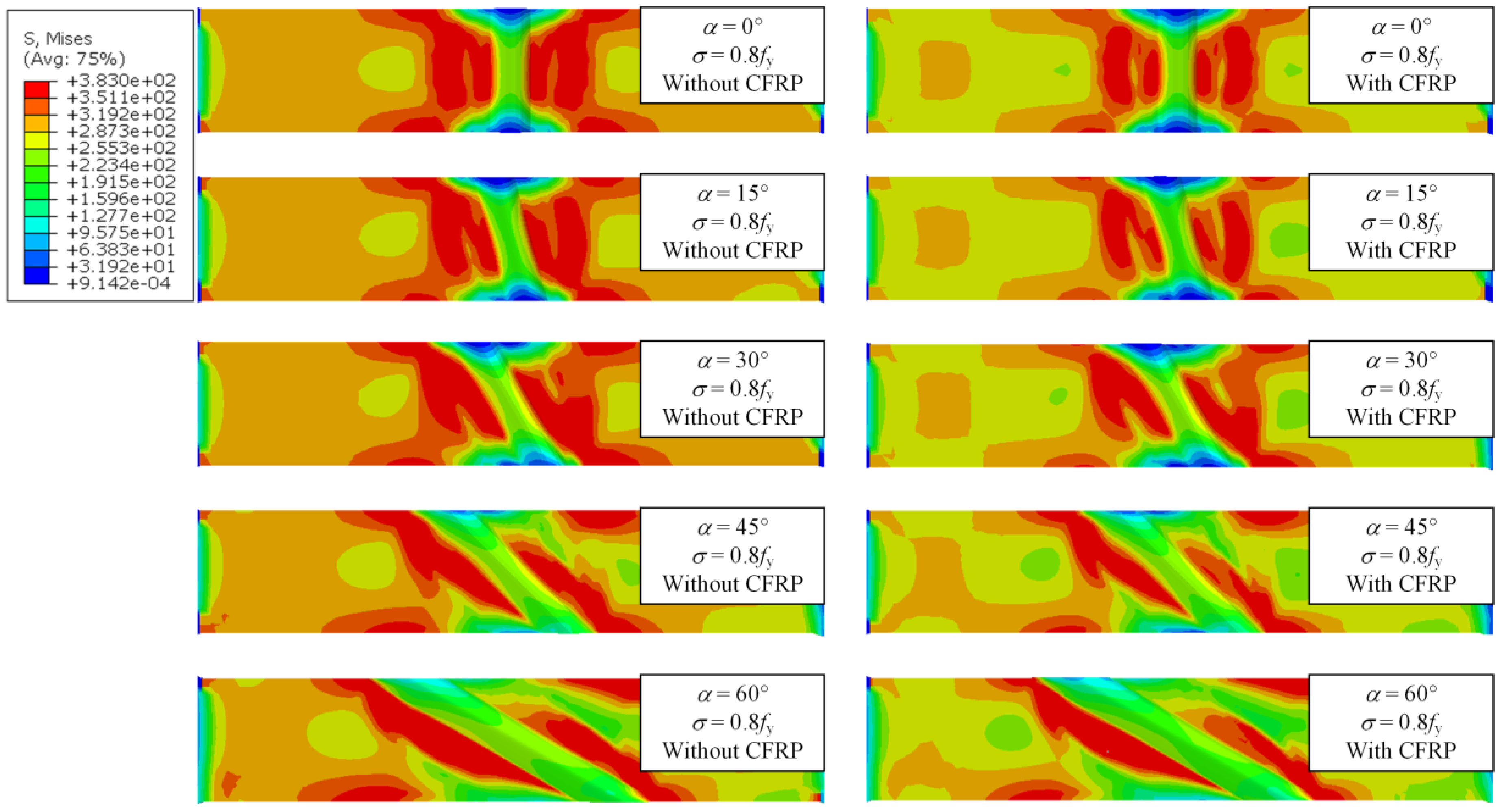
- The application of a double-sided single-layer CFRP sheet mainly affected the tensile stress levels without significantly altering the stress distribution pattern. The WRS was a key factor influencing its behavior, with the maximum stress consistently near the weld under tension. Stress variations were observed with changes in weld angle and length, affecting the stress distribution between the weld zone and the base material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Naguib, H.M.; Hou, G. Vinylester-glass fiber composite for water pipe: Processing and effect of fiber direction. Egypt. J. Pet. 2023, 32, 24–30. [Google Scholar] [CrossRef]
- Naguib, H.M.; Taha, E.O.; El-Deeb, A.S.; Kader, M.M.A.; Ahmed, M.A. Influence of chromium oxide nanoparticles and fiber fillers on silicone rubber nanocomposite. Polym. Bull. 2024. [Google Scholar] [CrossRef]
- Hu, L.L.; Zhao, X.L.; Feng, P. Fatigue Behavior of Cracked High-Strength Steel Plates Strengthened by CFRP Sheets. J. Compos. Constr. 2016, 20, 04016043. [Google Scholar] [CrossRef]
- Hu, L.L.; Liang, X.; Feng, P.; Li, H.-T. Temperature effect on buckling behavior of prestressed CFRP-reinforced steel columns. Thin-Walled Struct. 2023, 188, 110879. [Google Scholar] [CrossRef]
- Hu, L.L.; Li, M.Y.; Yiliyaer, T.; Gao, W.Y.; Wang, H.T. Strengthening of cracked DH36 steel plates by CFRP sheets under fatigue loading at low temperatures. Ocean Eng. 2022, 243, 110203. [Google Scholar] [CrossRef]
- Wang, H.T.; Bian, Z.N.; Chen, M.S.; Hu, L.; Wu, Q. Flexural strengthening of damaged steel beams with prestressed CFRP plates using a novel prestressing system. Eng. Struct. 2023, 284, 115953. [Google Scholar] [CrossRef]
- Amraei, M.; Jiao, H.; Toghyani, A.; Björk, T.; Zhao, X.-L. CFRP strengthening of butt-welded ultra-high strength steels under quasi-static tensile loading. Eng. Struct. 2021, 246, 113052. [Google Scholar] [CrossRef]
- Tong, L.; Yu, Q.; Zhao, X.-L. Experimental study on fatigue behavior of butt-welded thin-walled steel plates strengthened using CFRP sheets. Thin-Walled Struct. 2020, 147, 106471. [Google Scholar] [CrossRef]
- Zheng, Z.; Du, Y.; Chen, Z.; Li, S.; Niu, J. Experimental and theoretical studies of FRP-Steel composite plate under static tensile loading. Constr. Build. Mater. 2021, 271, 121501. [Google Scholar] [CrossRef]
- Sadat Hosseini, A.; Zavvar, E.; Ahmadi, H. Stress concentration factors in FRP-strengthened steel tubular KT-joints. Appl. Ocean Res. 2021, 108, 102525. [Google Scholar] [CrossRef]
- Lv, G.; Li, Y.; Nie, J.; Meng, F. Calculation and design on the diagonal butt welding in welding connection. Ind. Constr. 1998, 40–42. [Google Scholar]
- Bjork, T.; Nykanen, T.; Valkonen, I. On the critical plane of axially loaded plate structures made of ultra-high strength steel. Weld. World 2017, 61, 139–150. [Google Scholar] [CrossRef]
- Song, T. Generation and Elimination of Welding Residual Stress, 2nd ed.; China Petrochemical Press: Beijing, China, 2010. [Google Scholar]
- GB/T 228-2010; Metallic Materials—Tensile Testing at Ambient Temperature. Standards Press of China: Beijing, China, 2010.
- Afkhami, S.; Javaheri, V.; Amraei, M.; Skriko, T.; Piili, H.; Zhao, X.-L.; Björk, T. Thermomechanical simulation of the heat-affected zones in welded ultra-high strength steels: Microstructure and mechanical properties. Mater. Des. 2022, 213, 110336. [Google Scholar] [CrossRef]
- Tong, L.W.; Niu, L.C.; Ren, Z.Z. Experimental study on fatigue strength of welded joints of high strength steel Q550D. Eng. Mech. 2021, 38, 214–222+248. [Google Scholar]
- Ma, C.; Ww, Y.; Guo, J. Residual stress in aluminum alloy measured by X-ray diffraction and error analysis. Hot Work. Technol. 2010, 39, 5–8. [Google Scholar]
- Deng, D.; Murakawa, H. Prediction of welding distortion and residual stress in a thin plate butt-welded joint. Comput. Mater. Sci. 2008, 43, 353–365. [Google Scholar] [CrossRef]
- Deng, D.; Zhou, Y.; Bi, T.; Liu, X. Experimental and numerical investigations of welding distortion induced by CO2 gas arc welding in thin-plate bead-on joints. Mater. Des. 2013, 52, 720–729. [Google Scholar] [CrossRef]
- ABAQUS. ABAQUS Standard User’s Manual, Version 6.8; Hibbitt, Karlsson & Sorensen, Inc.: Pawtucket, RI, USA, 2008; Volume I–III. [Google Scholar]
- Sun, L.Y.; Li, X.Y.; Shen, B.W.; Wu, Q. Application of mesh distortion processing technology in multilayer welding stress simulation of stainless steel. Trans. China Weld. Inst. 2018, 39, 108–113+118+134. [Google Scholar]
- Lu, S.J.; Wang, H.; Dai, P.Y.; Deng, D.A. Effect of creep on prediction accuracy and calculating efficiency of residual stress in post weld heat treatment. Acta Metall. Sin. 2019, 55, 1581–1592. [Google Scholar]
- Zhang, C.; Li, S.; Hu, L.; Deng, D. Effects of pass arrangement on angular distortion, residual stresses and lamellar tearing tendency in thick-plate T-joints of low alloy steel. J. Mater. Process. Technol. 2019, 274, 116293. [Google Scholar] [CrossRef]
- Goldak, J.; Bibby, M.; Moore, J.; House, R.; Patel, B. Computer modeling of heat flow in welds. Metall. Trans. B 1986, 17, 587–600. [Google Scholar] [CrossRef]
- Ping, X.; Guo, T.W.; Li, A.; Li, A.D. Thermal Stress and Thermal Fatigue; National Defense Industry Press: Beijing, China, 1984. [Google Scholar]
- Zhang, C.H.; Wang, X.X.; Chang, M.C.; Wang, H.; Ye, T.H.; Deng, D.A. Effects of yield strength of weld metal and material strain hardening on prediction accuracy of welding residual stress and deformation in a Q345 steel joint. J. Mech. Eng. 2021, 57, 160–168. [Google Scholar]
- Jen, Y.; Chang, L.; Fang, C. Assessing the fatigue life of butt-welded joints under oblique loading by using local approaches. Int. J. Fatigue 2008, 30, 603–613. [Google Scholar] [CrossRef]
- Shakeri, I.; Shahani, A.; Rans, C. Fatigue crack growth of butt welded joints subjected to mixed mode loading and overloading. Eng. Fract. Mech. 2021, 241, 107376. [Google Scholar] [CrossRef]
- JB/T 7949-1999; Weld Outerdimesions for Steel Construction. China Machine Press: Beijing, China, 1999.
- Hu, L.L. Study on Fatigue Behavior and Design Method of CFRP Strengthened High-Strength Steel Plates. Master’s Thesis, Tsinghua University, Beijing, China, 2019. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | α/° | b/mm | h/mm | af/mm | ar/mm | bh/mm | c/mm |
|---|---|---|---|---|---|---|---|
| α0-b9-h1.5 | 0 | 9 | 1.5 | 4 | 8 | 4 | 5 |
| α0-b13-h0 | 0 | 13 | 0 | 6 | 12 | 6 | 4 |
| α0-b13-h1.5 | 0 | 13 | 1.5 | 6 | 12 | 6 | 5 |
| α0-b13-h3 | 0 | 13 | 3 | 6 | 12 | 6 | 6 |
| α0-b17-h1.5 | 0 | 17 | 1.5 | 7.5 | 15 | 7.5 | 5 |
| α15-b9-h1.5 | 15 | 9 | 1.5 | 4 | 8 | 4 | 5 |
| α15-b13-h0 | 15 | 13 | 0 | 6 | 12 | 6 | 4 |
| α15-b13-h1.5 | 15 | 13 | 1.5 | 6 | 12 | 6 | 5 |
| α15-b13-h3 | 15 | 13 | 3 | 6 | 12 | 6 | 6 |
| α15-b17-h1.5 | 15 | 17 | 1.5 | 7.5 | 15 | 7.5 | 5 |
| α30-b9-h1.5 | 30 | 9 | 1.5 | 4 | 8 | 4 | 5 |
| α30-b13-h0 | 30 | 13 | 0 | 6 | 12 | 6 | 4 |
| α30-b13-h1.5 | 30 | 13 | 1.5 | 6 | 12 | 6 | 5 |
| α30-b13-h3 | 30 | 13 | 3 | 6 | 12 | 6 | 6 |
| α30-b17-h1.5 | 30 | 17 | 1.5 | 7.5 | 15 | 7.5 | 5 |
| α45-b9-h1.5 | 45 | 9 | 1.5 | 4 | 8 | 4 | 5 |
| α45-b13-h0 | 45 | 13 | 0 | 6 | 12 | 6 | 4 |
| α45-b13-h1.5 | 45 | 13 | 1.5 | 6 | 12 | 6 | 5 |
| α45-b13-h3 | 45 | 13 | 3 | 6 | 12 | 6 | 6 |
| α45-b17-h1.5 | 45 | 17 | 1.5 | 7.5 | 15 | 7.5 | 5 |
| α60-b9-h1.5 | 60 | 9 | 1.5 | 4 | 8 | 4 | 5 |
| α60-b13-h0 | 60 | 13 | 0 | 6 | 12 | 6 | 4 |
| α60-b13-h1.5 | 60 | 13 | 1.5 | 6 | 12 | 6 | 5 |
| α60-b13-h3 | 60 | 13 | 3 | 6 | 12 | 6 | 6 |
| α60-b17-h1.5 | 60 | 17 | 1.5 | 7.5 | 15 | 7.5 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ding, X.; Liang, X.; Chen, M.-T.; Hu, L. Study on CFRP-Strengthened Welded Steel Plates with Inclined Welds Considering Welding Residual Stress. Materials 2024, 17, 1804. https://doi.org/10.3390/ma17081804
Ding X, Liang X, Chen M-T, Hu L. Study on CFRP-Strengthened Welded Steel Plates with Inclined Welds Considering Welding Residual Stress. Materials. 2024; 17(8):1804. https://doi.org/10.3390/ma17081804
Chicago/Turabian StyleDing, Xinyu, Xu Liang, Man-Tai Chen, and Lili Hu. 2024. "Study on CFRP-Strengthened Welded Steel Plates with Inclined Welds Considering Welding Residual Stress" Materials 17, no. 8: 1804. https://doi.org/10.3390/ma17081804