
Understanding the Relationship between Surface Quality and Chip Morphology under Sustainable Cutting Environments



Abstract
1. Introduction
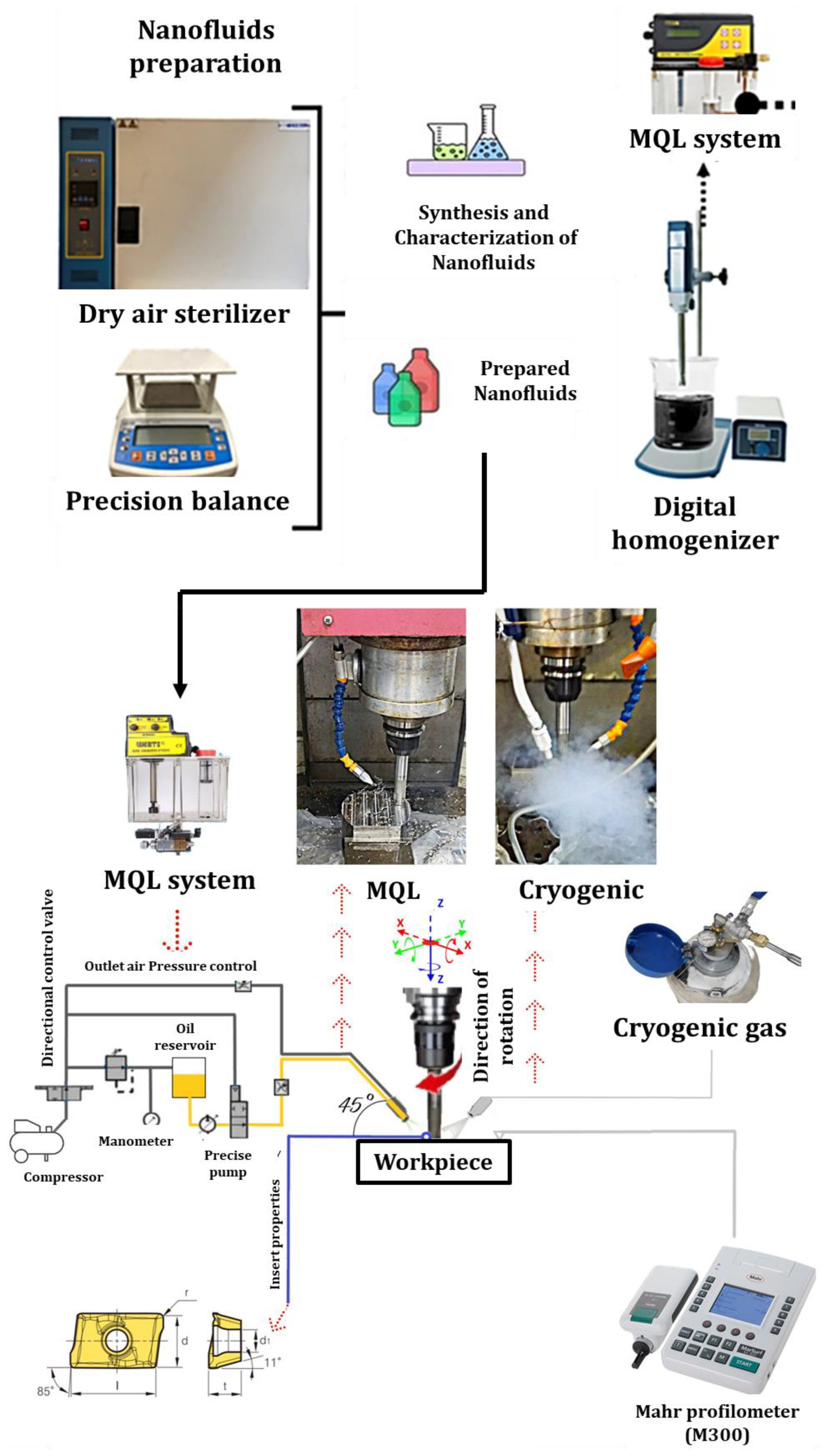
2. Apparatus and Methods
2.1. Workpiece and Cutting Equipment
2.2. Cutting Environments
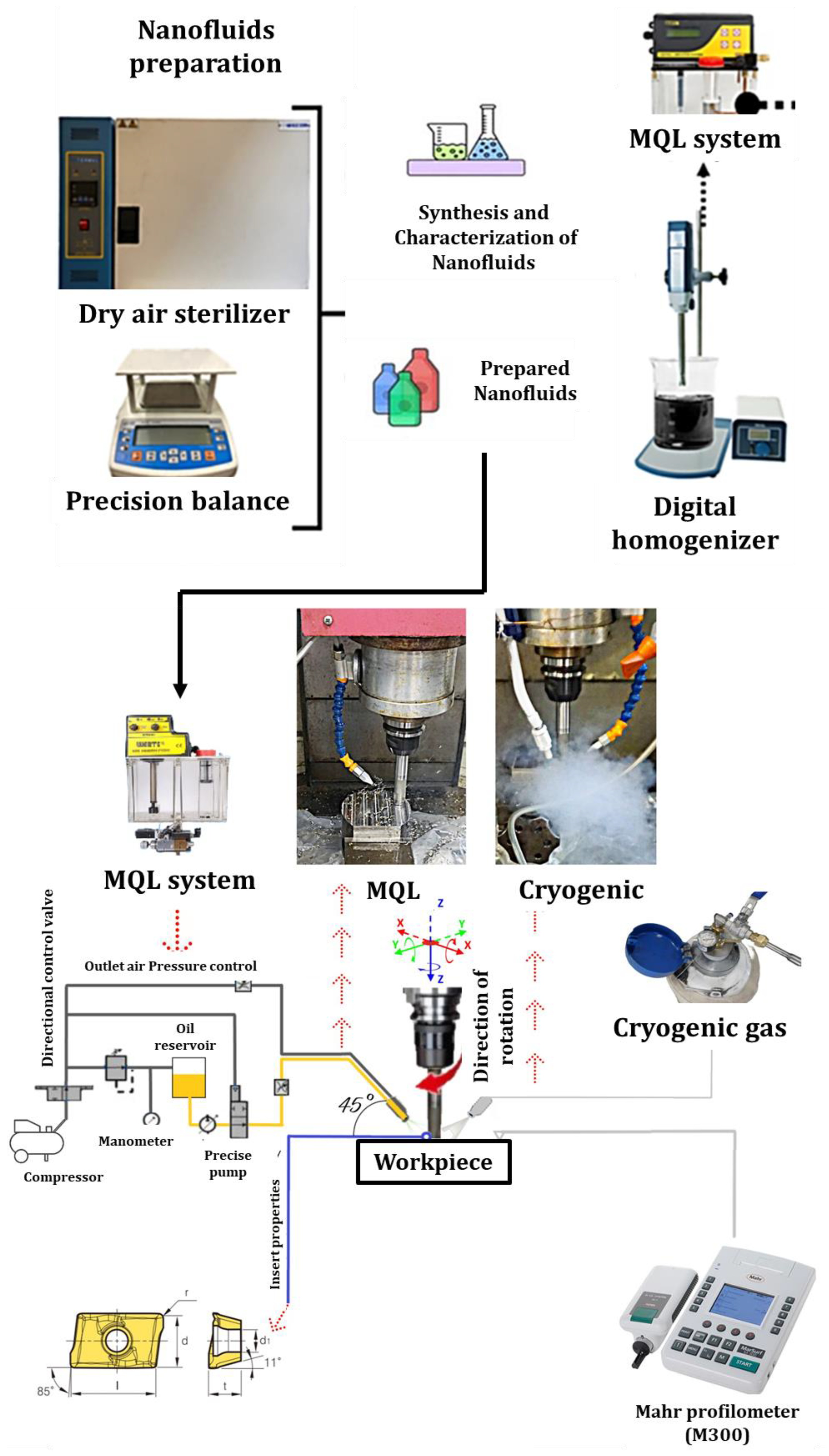
2.3. Nano-MQL Preparation
3. Results and Discussion
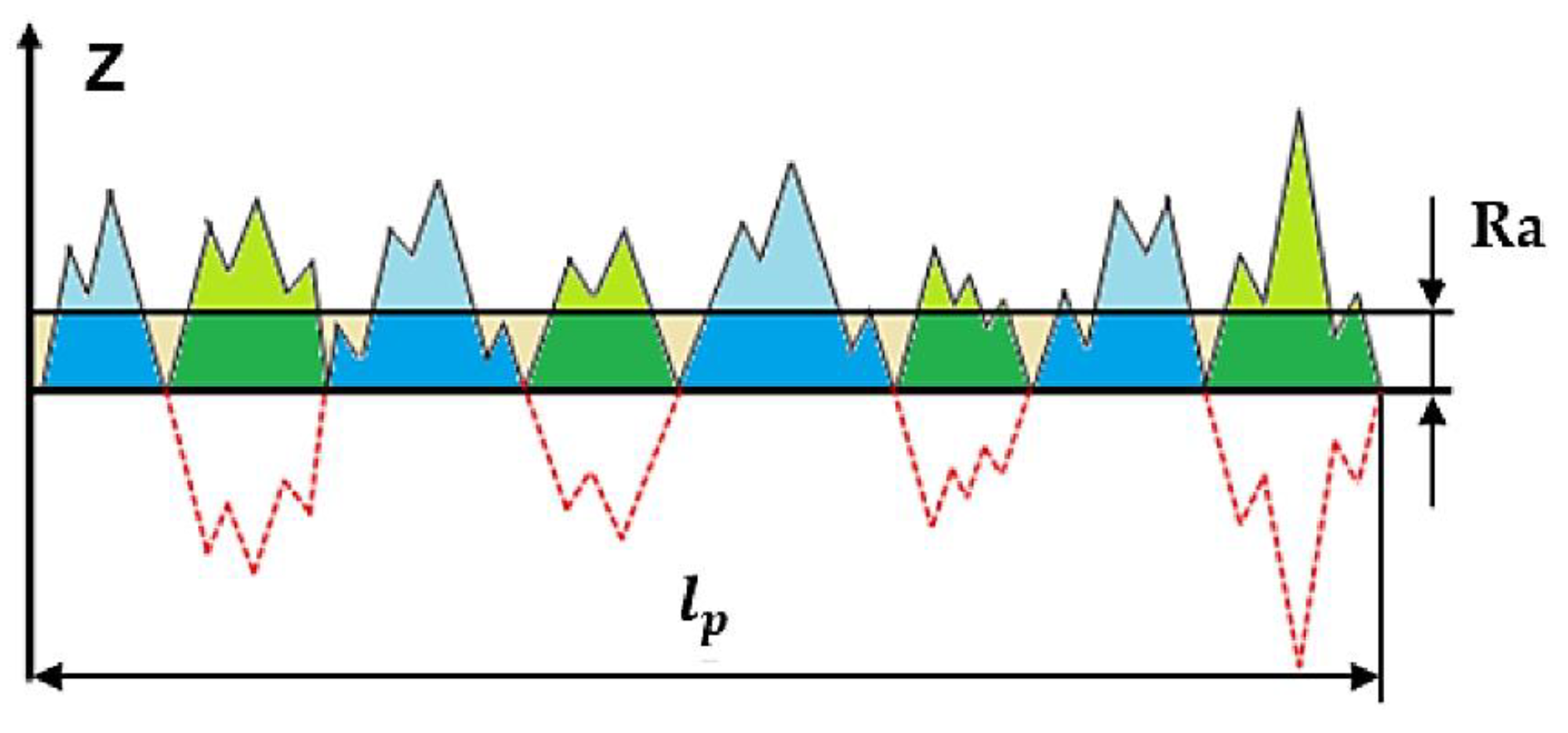
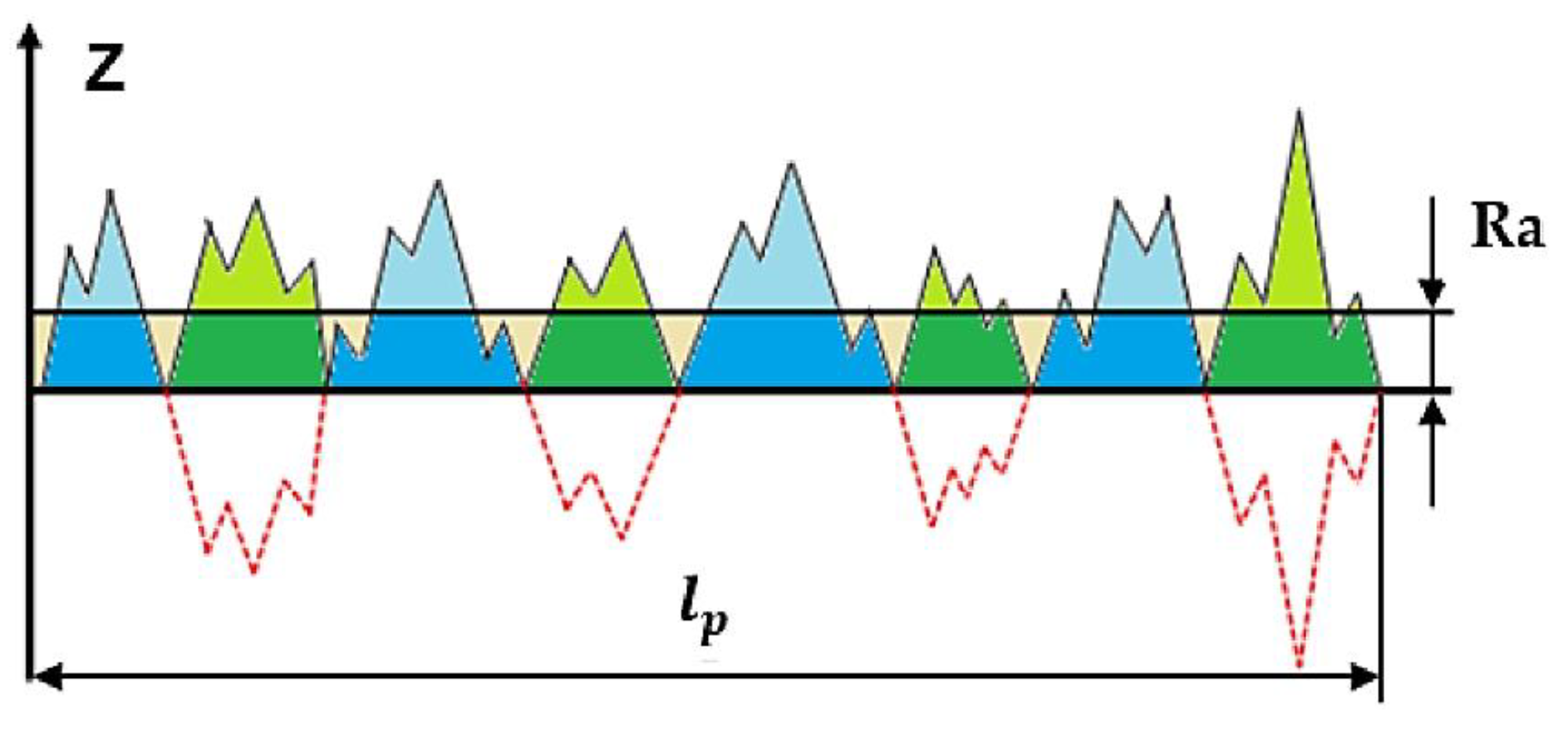
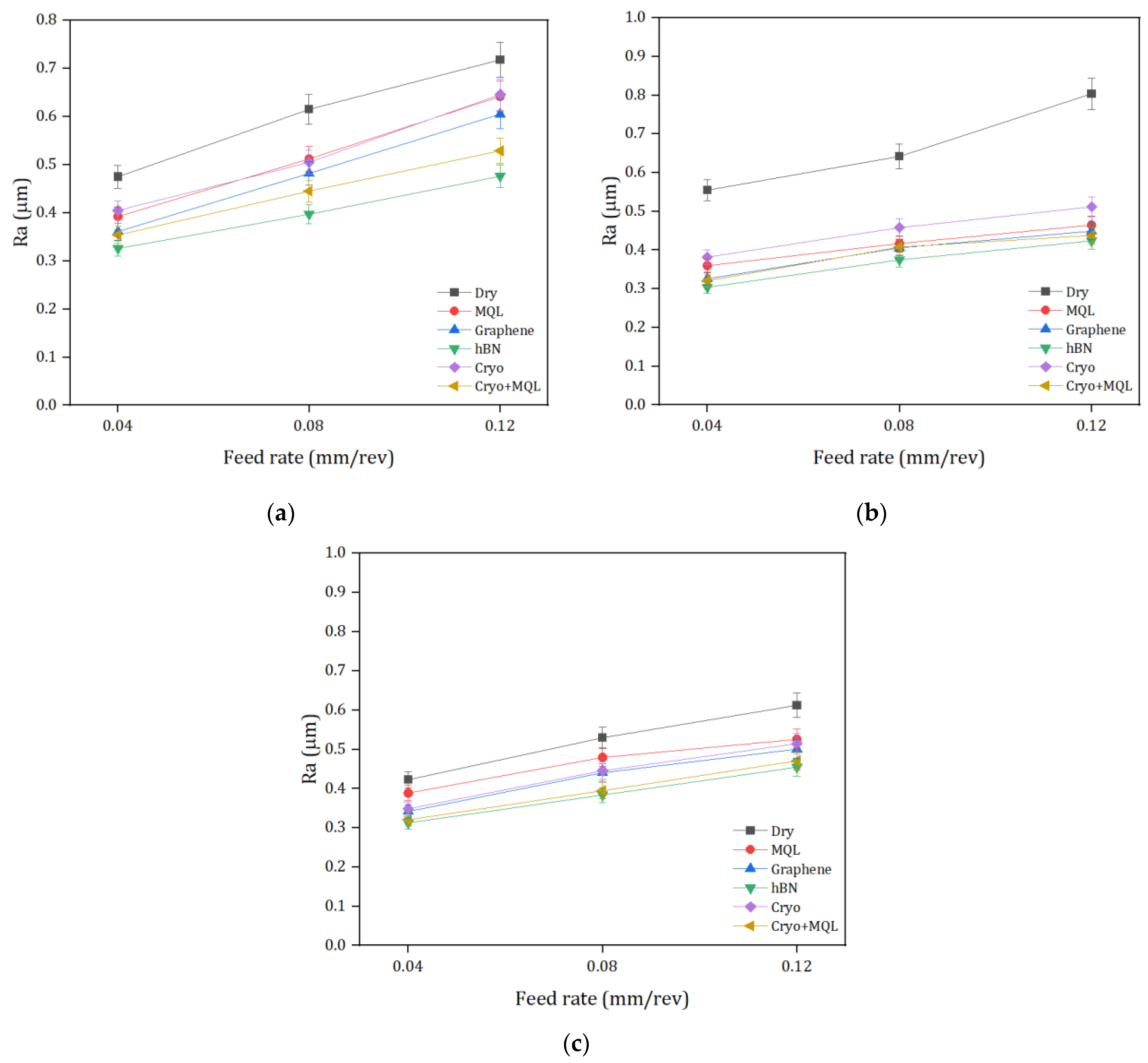
3.1. Evaluation of Average Surface Roughness (Ra)
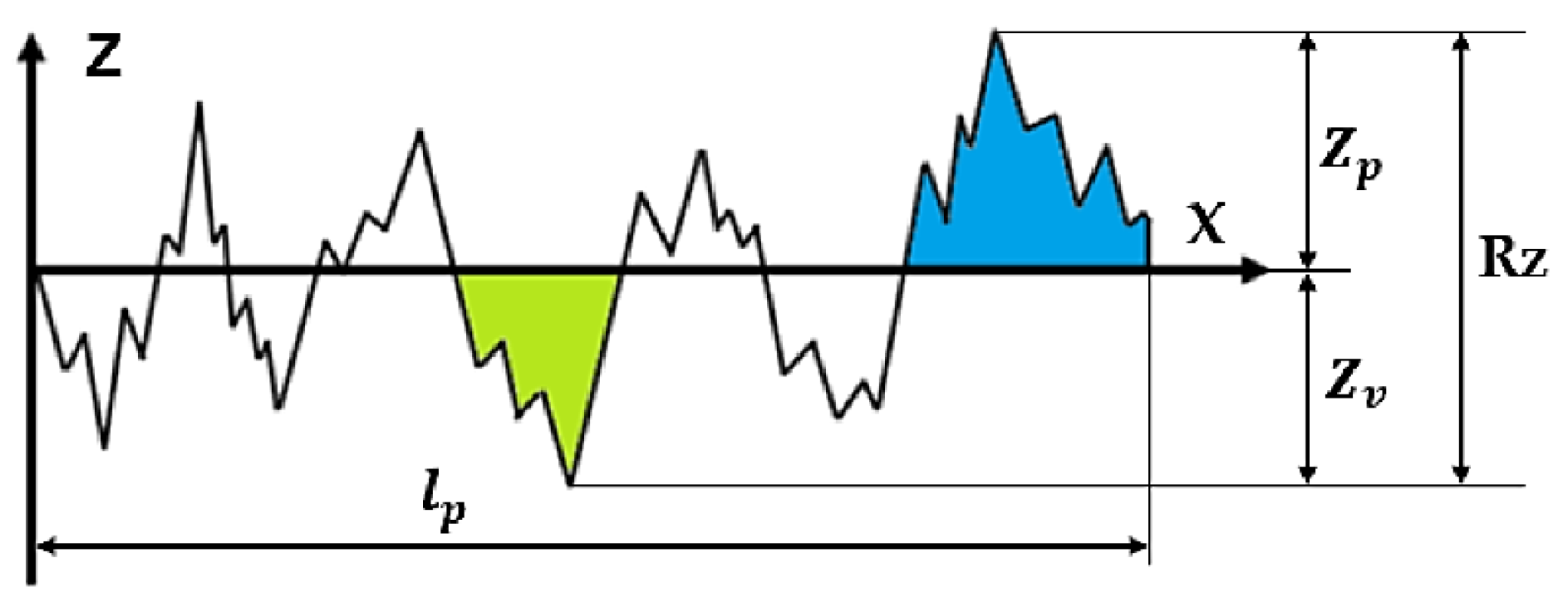
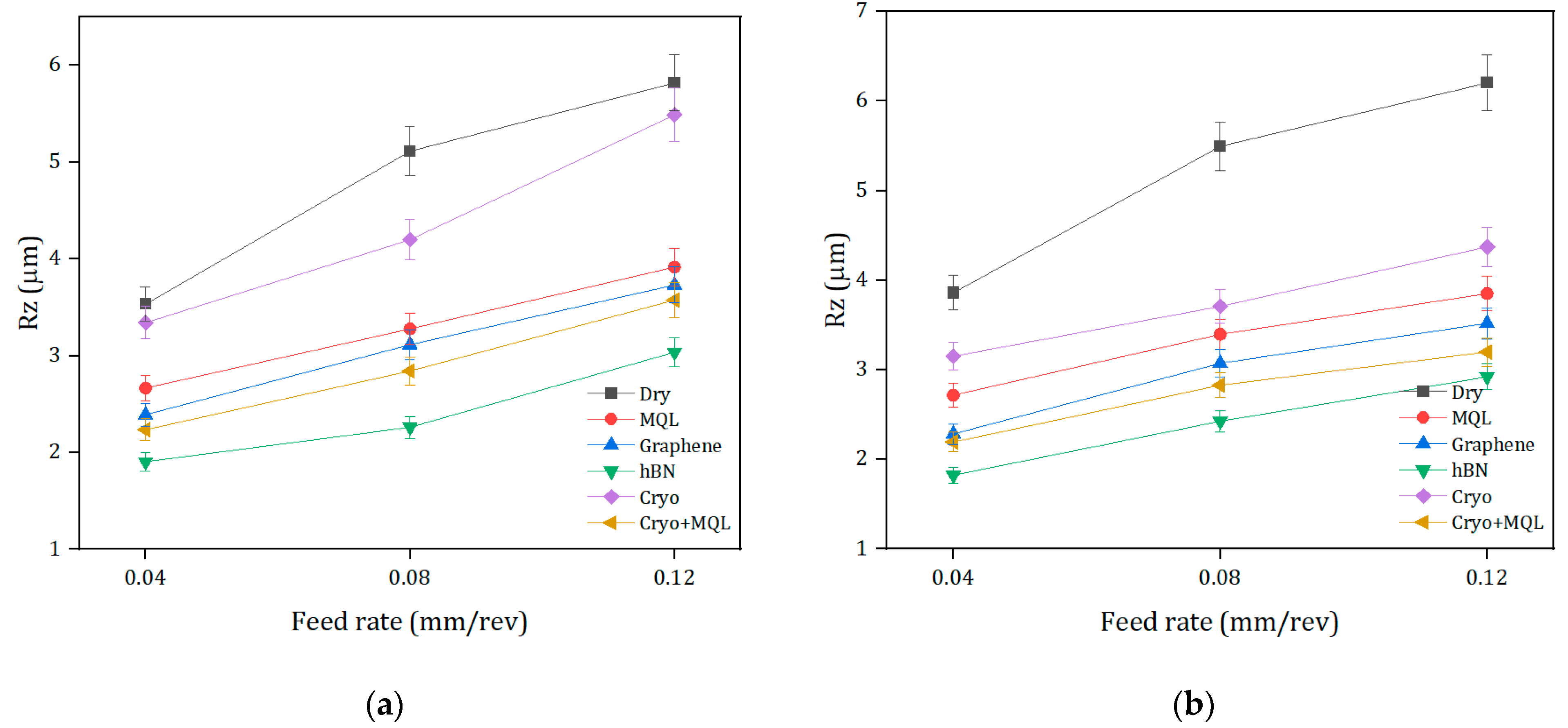
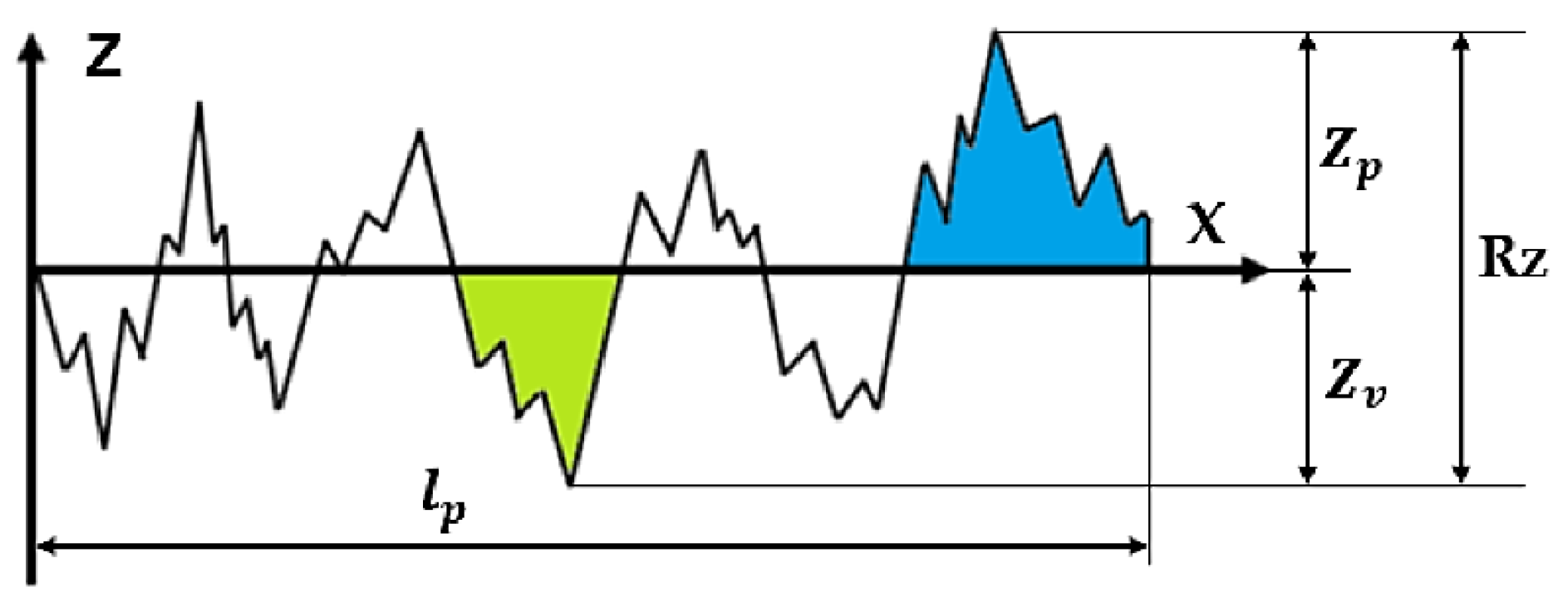
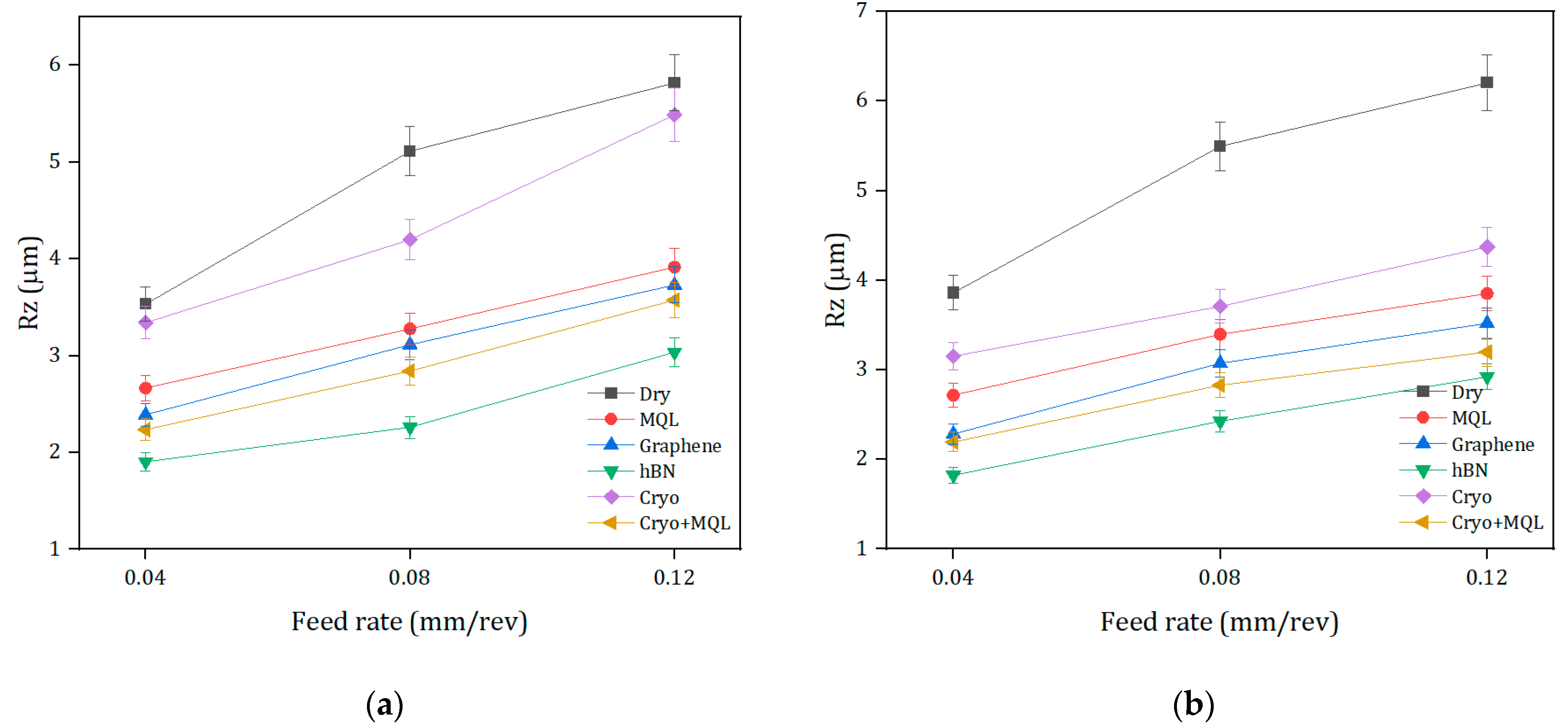
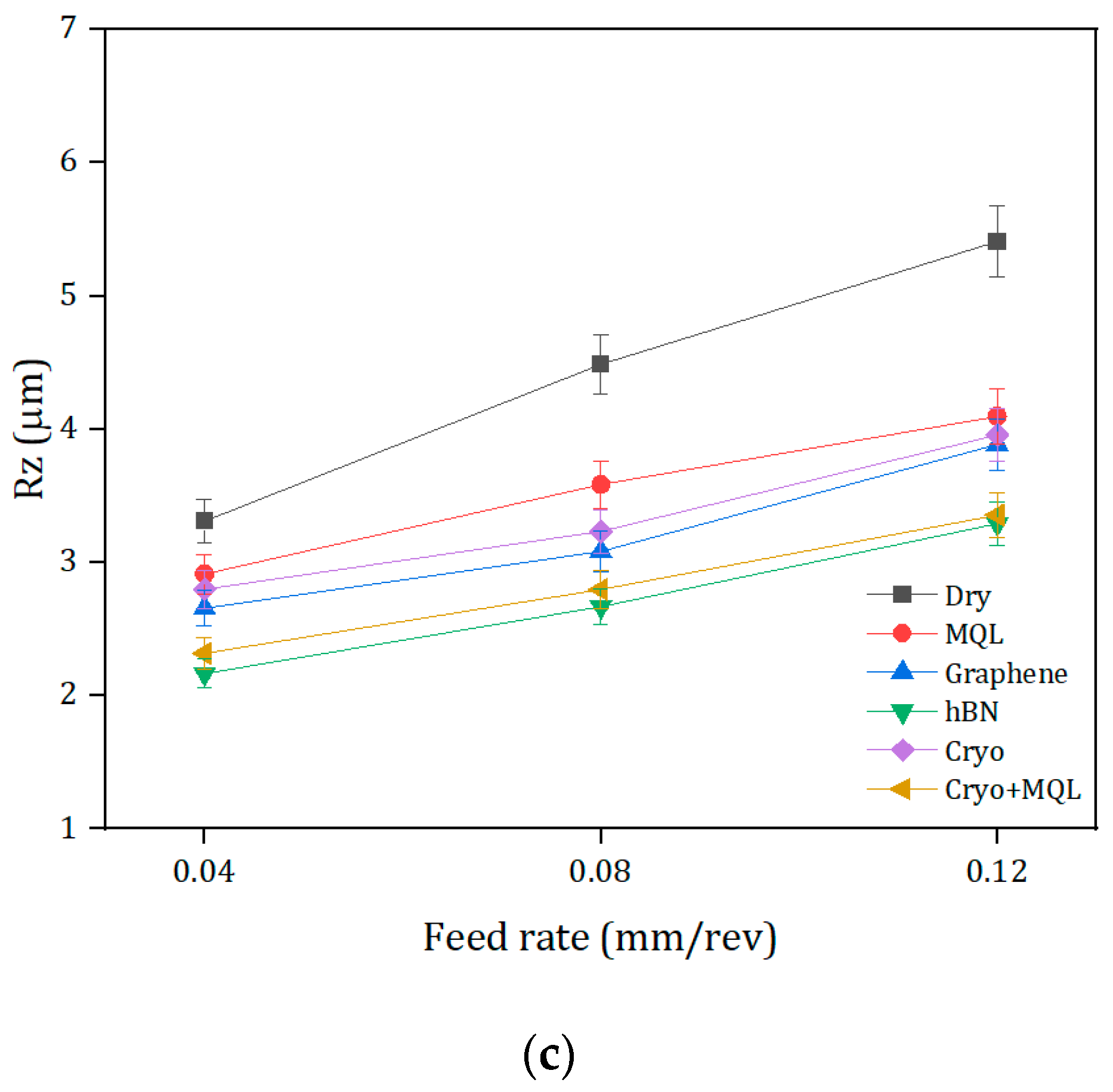
3.2. Evaluation of Maximum Height of Surface Profile (Rz)
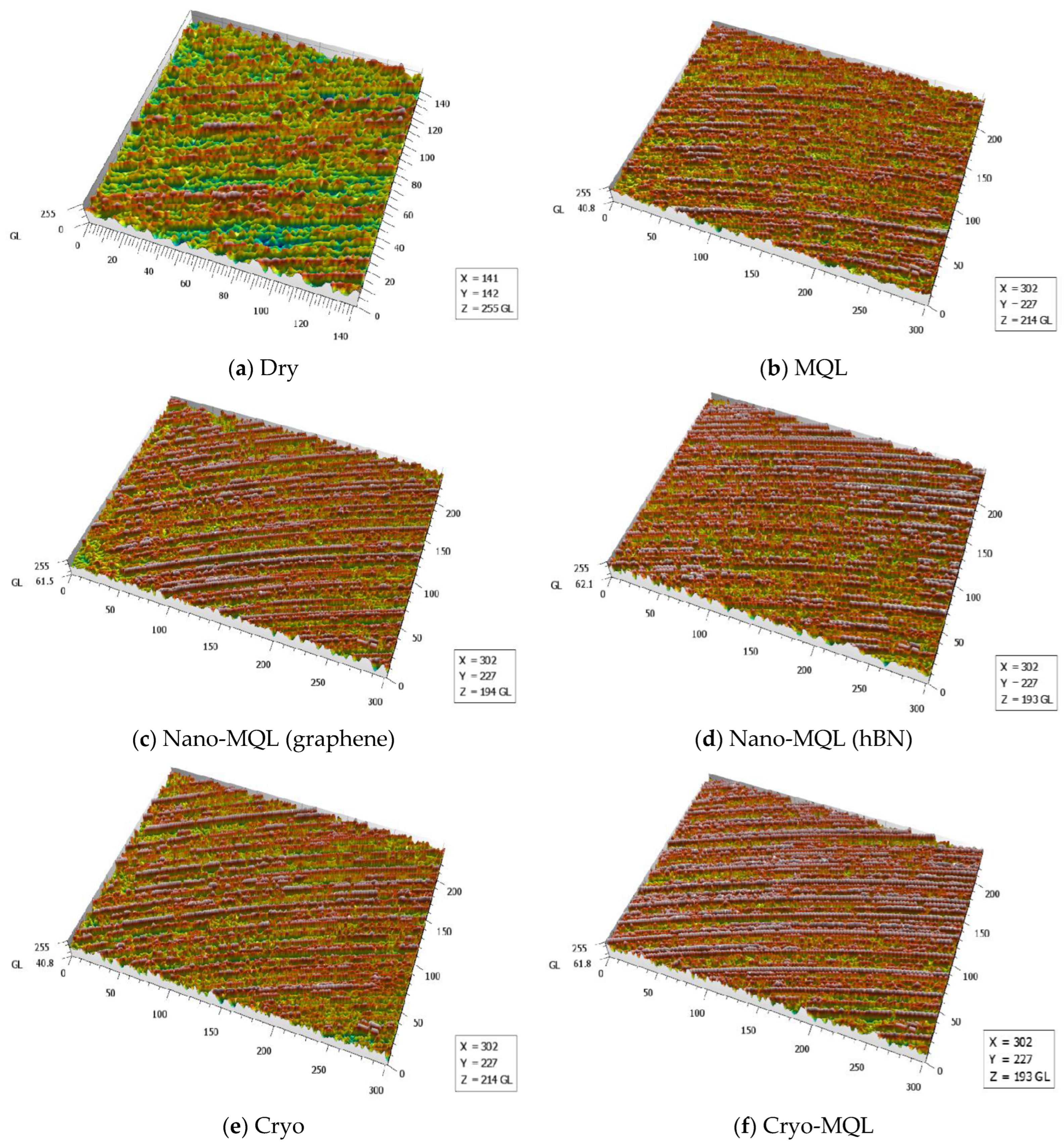
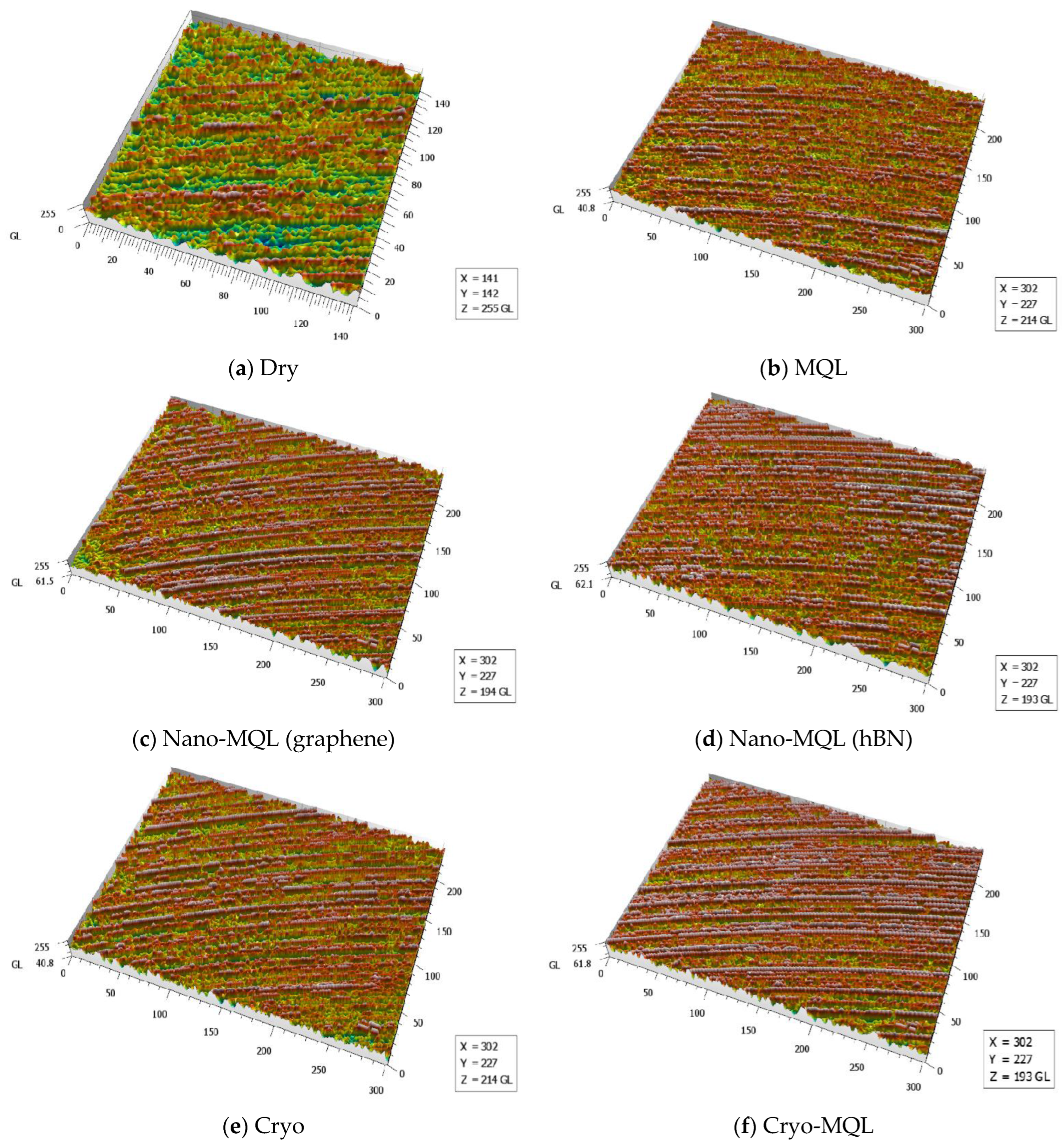
3.3. Surface Morphology
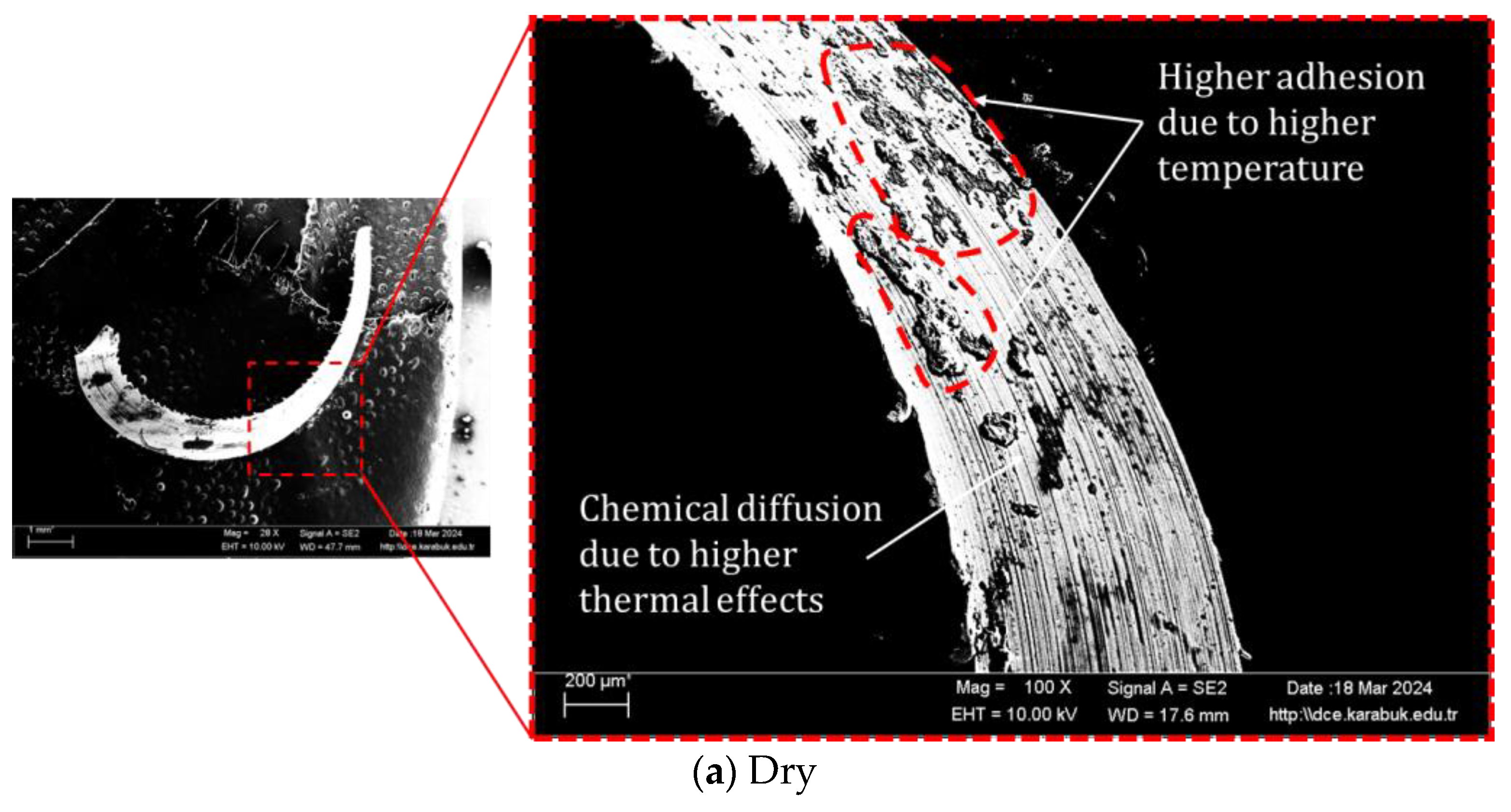
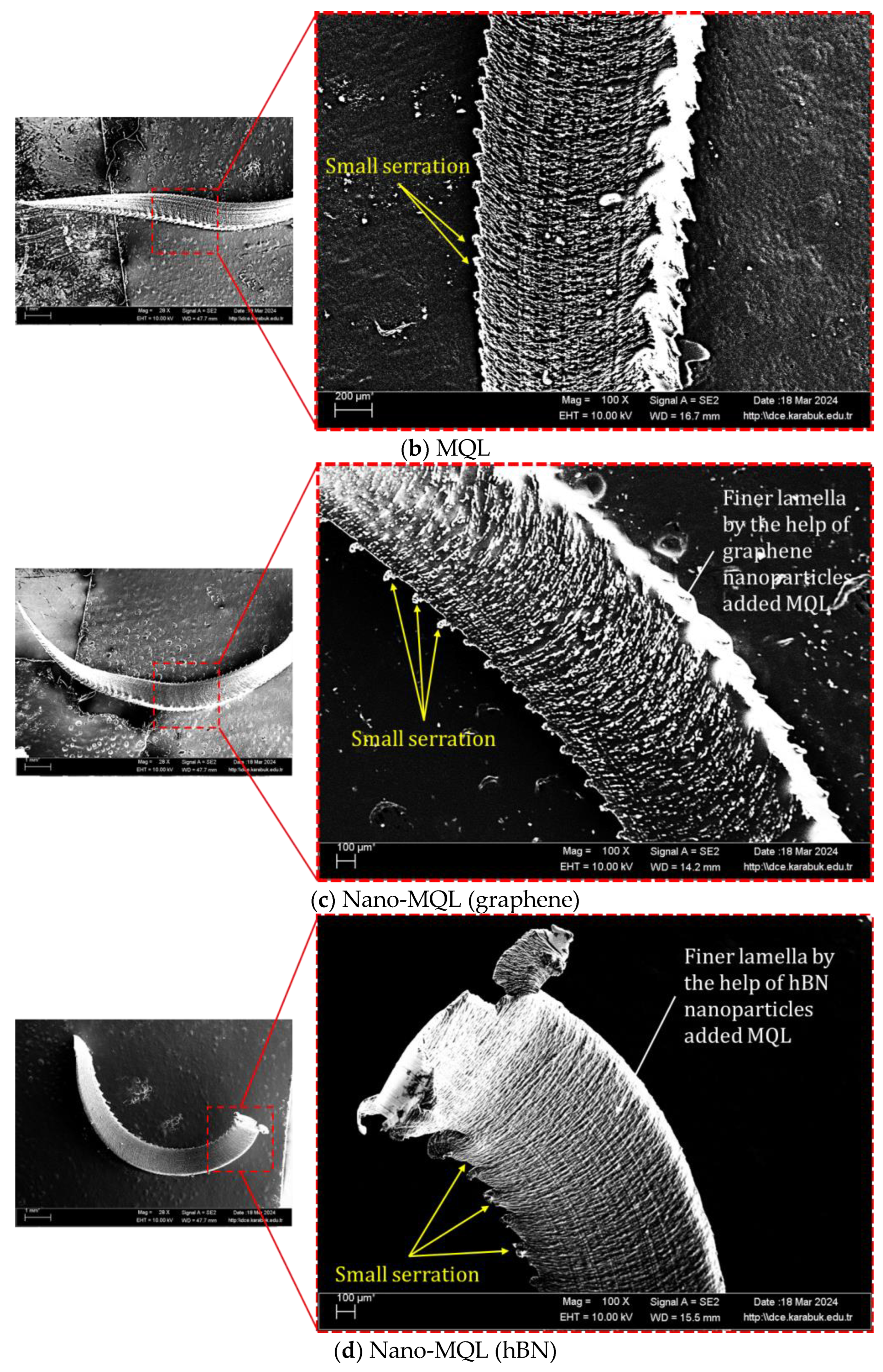
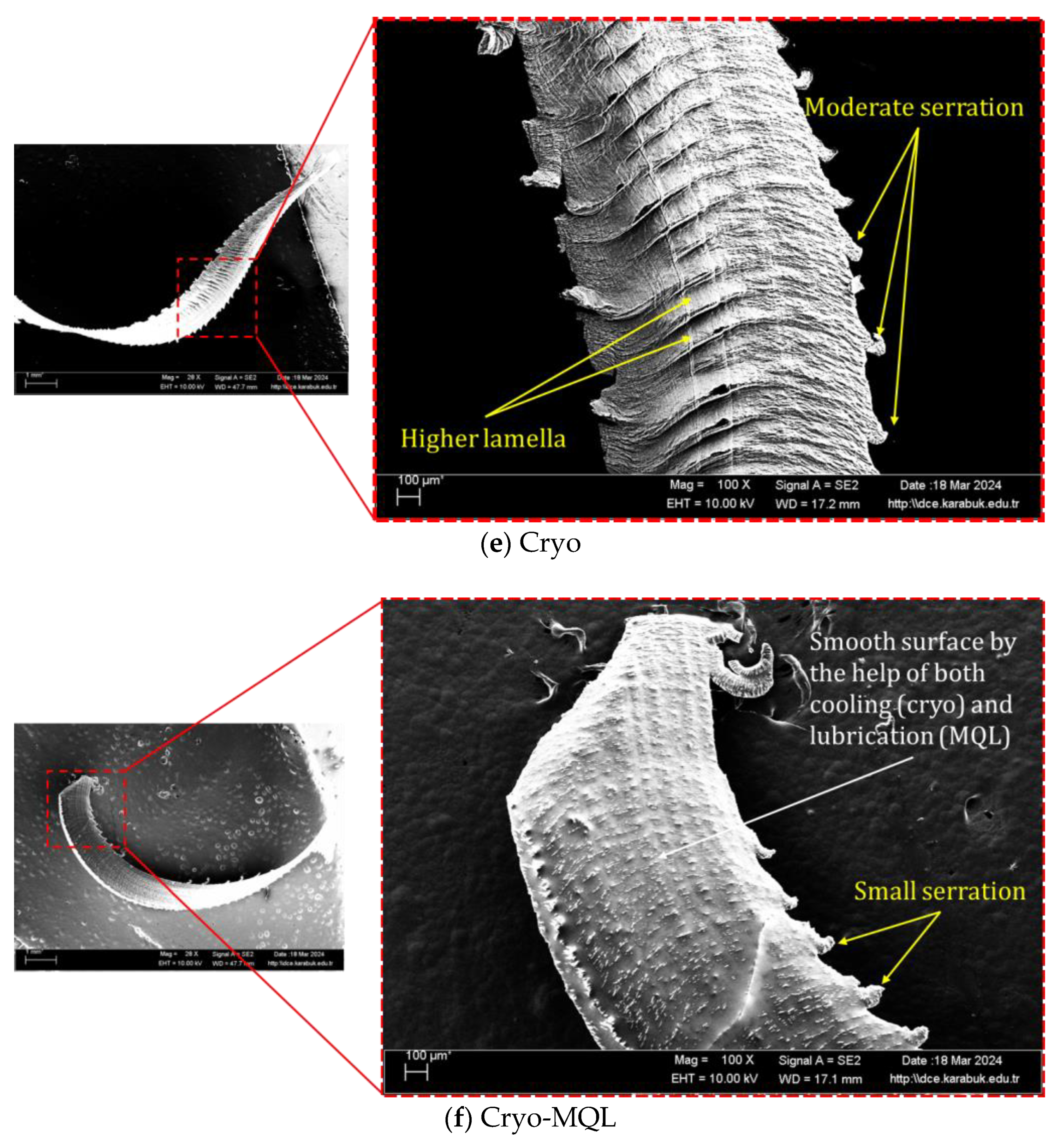
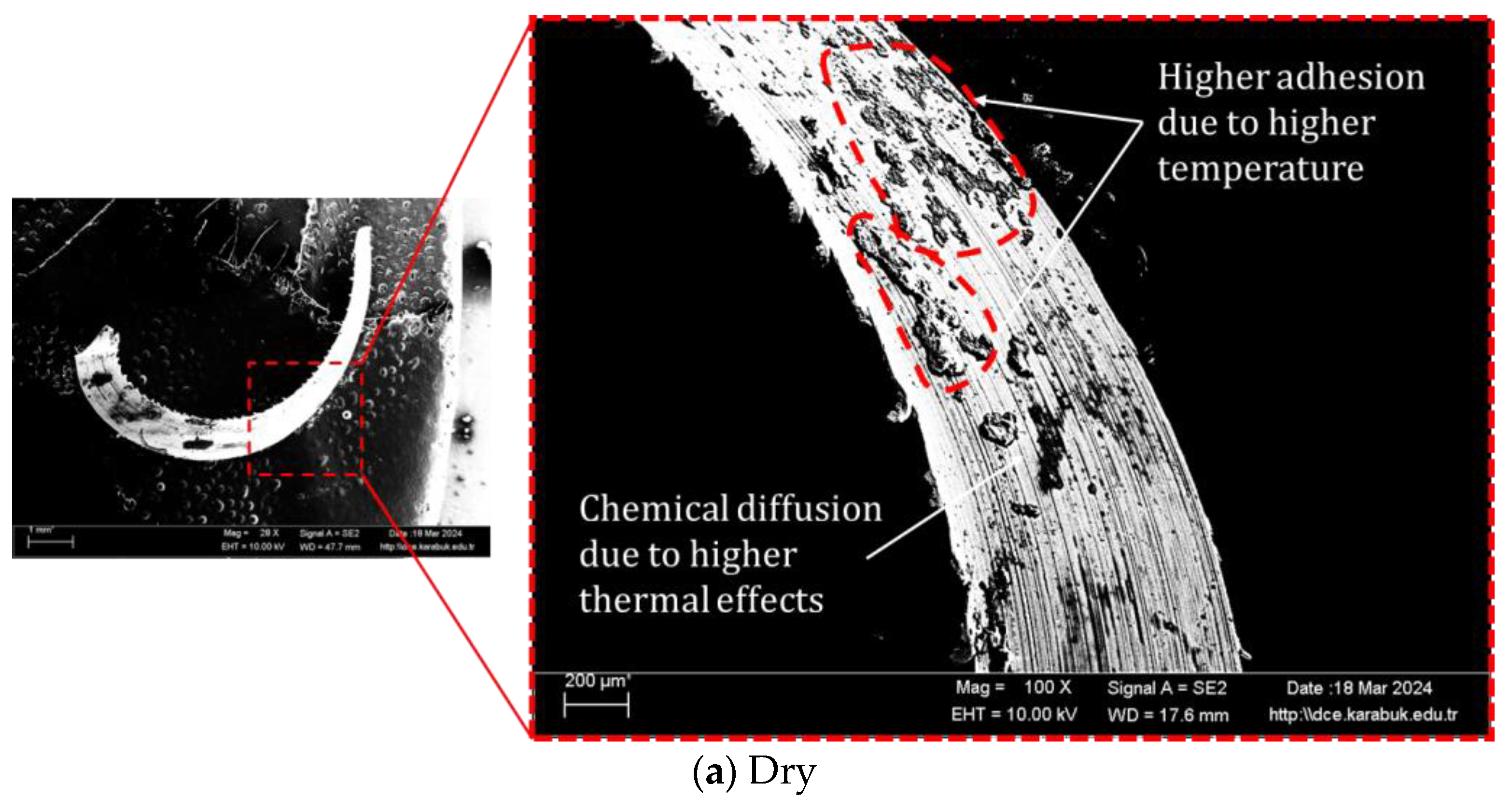
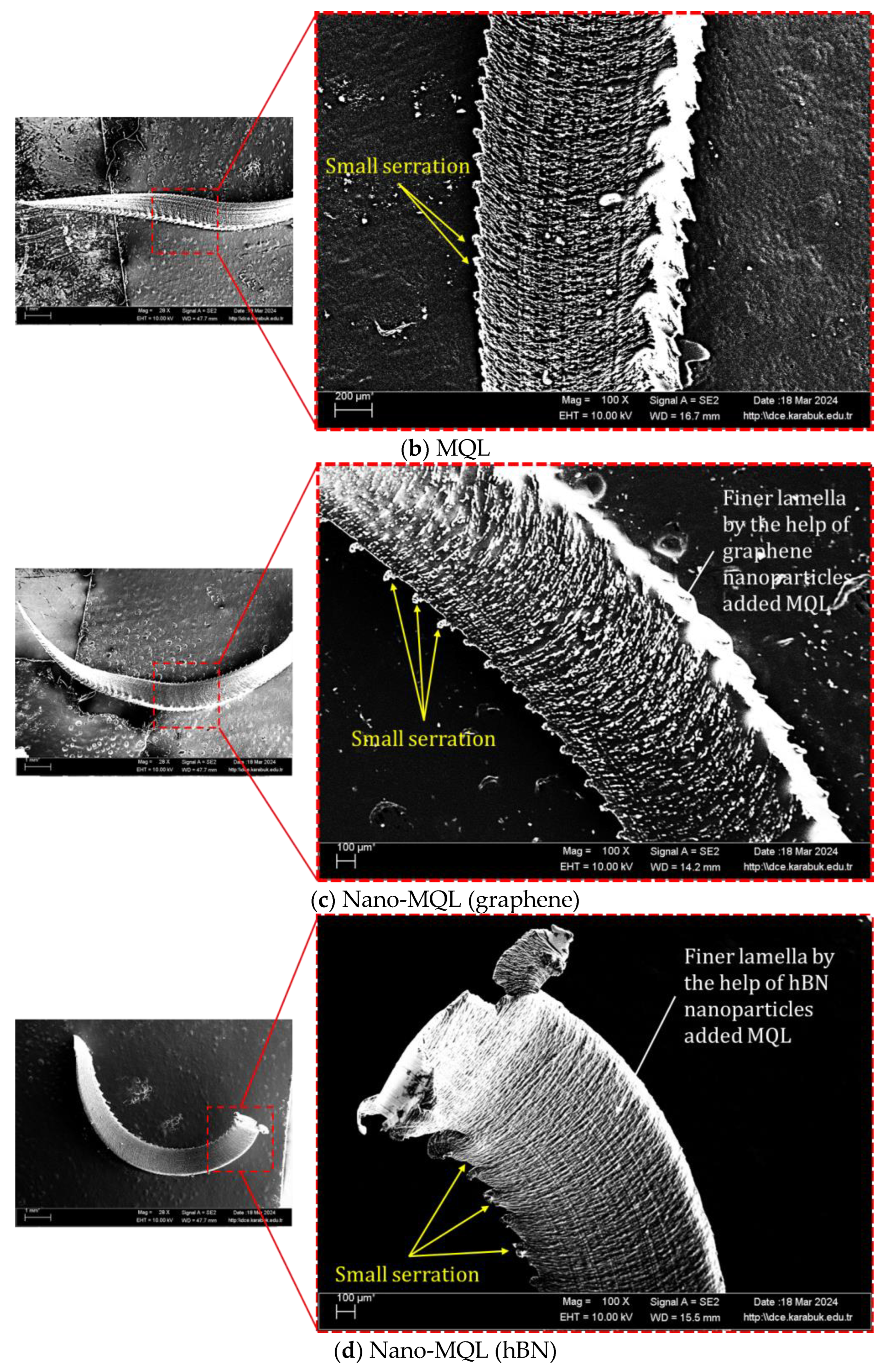
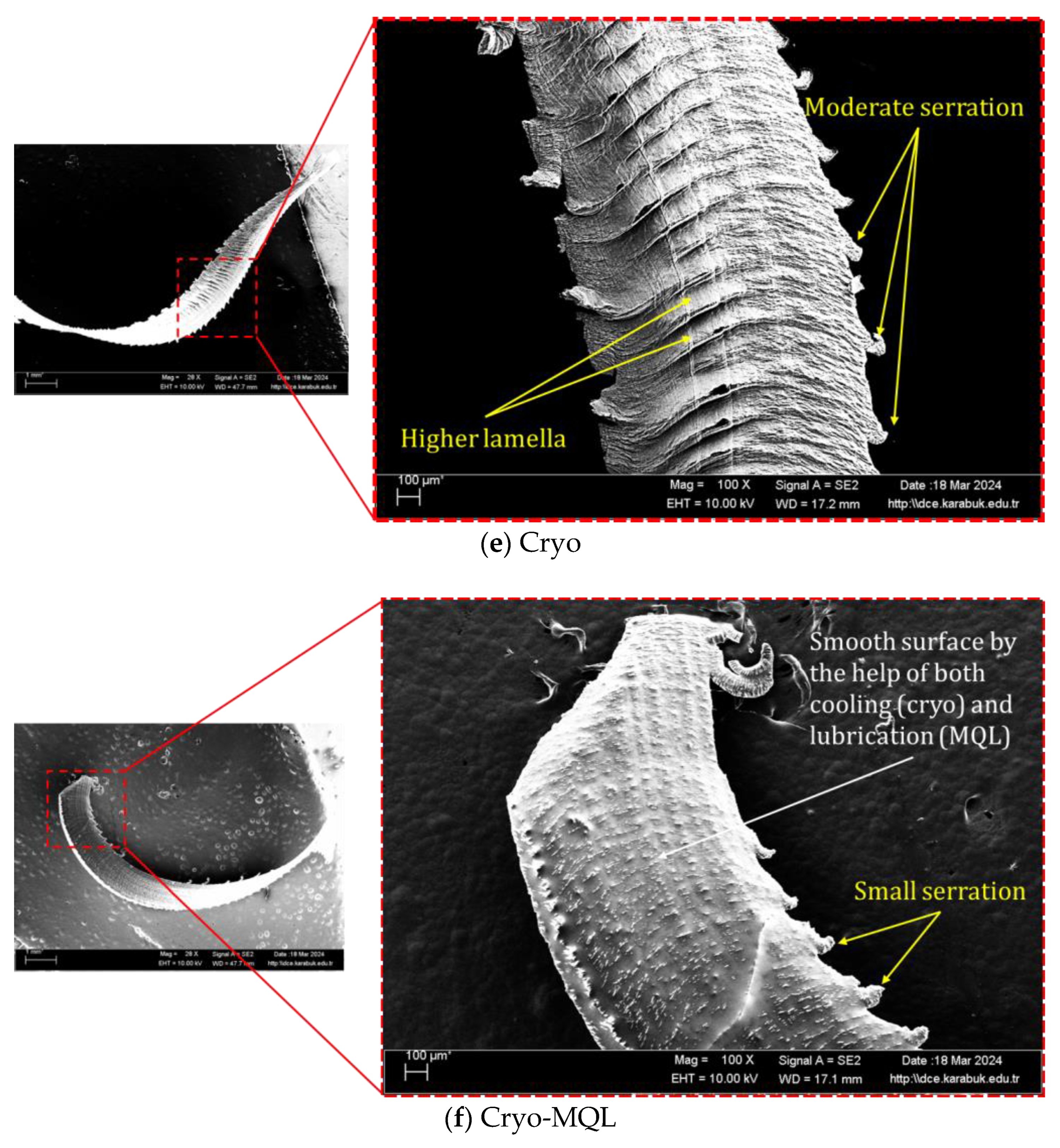
3.4. Chip Morphology
4. Conclusions and Recommendations
- Comparisons between nanofluid with reduced Ra and dry and MQL show that the nanofluid with hBN outperformed dry, MQL, and nano-MQL (graphene) by 33%, 25%, and 21%, respectively. Moreover, nano-MQL (hBN) improved by 26% and 10% over Cryo and Cryo-MQL, respectively.
- Differences between nanofluid with reduced Rz and dry and MQL display the effect that the nanofluid with hBN outperformed dry, MQL, and nano-MQL by 52%, 24%, and 17%. Additionally, the nano-MQL (hBN) showed 33% and 9% improvements over the Cryo and Cryo-MQL conditions, respectively.
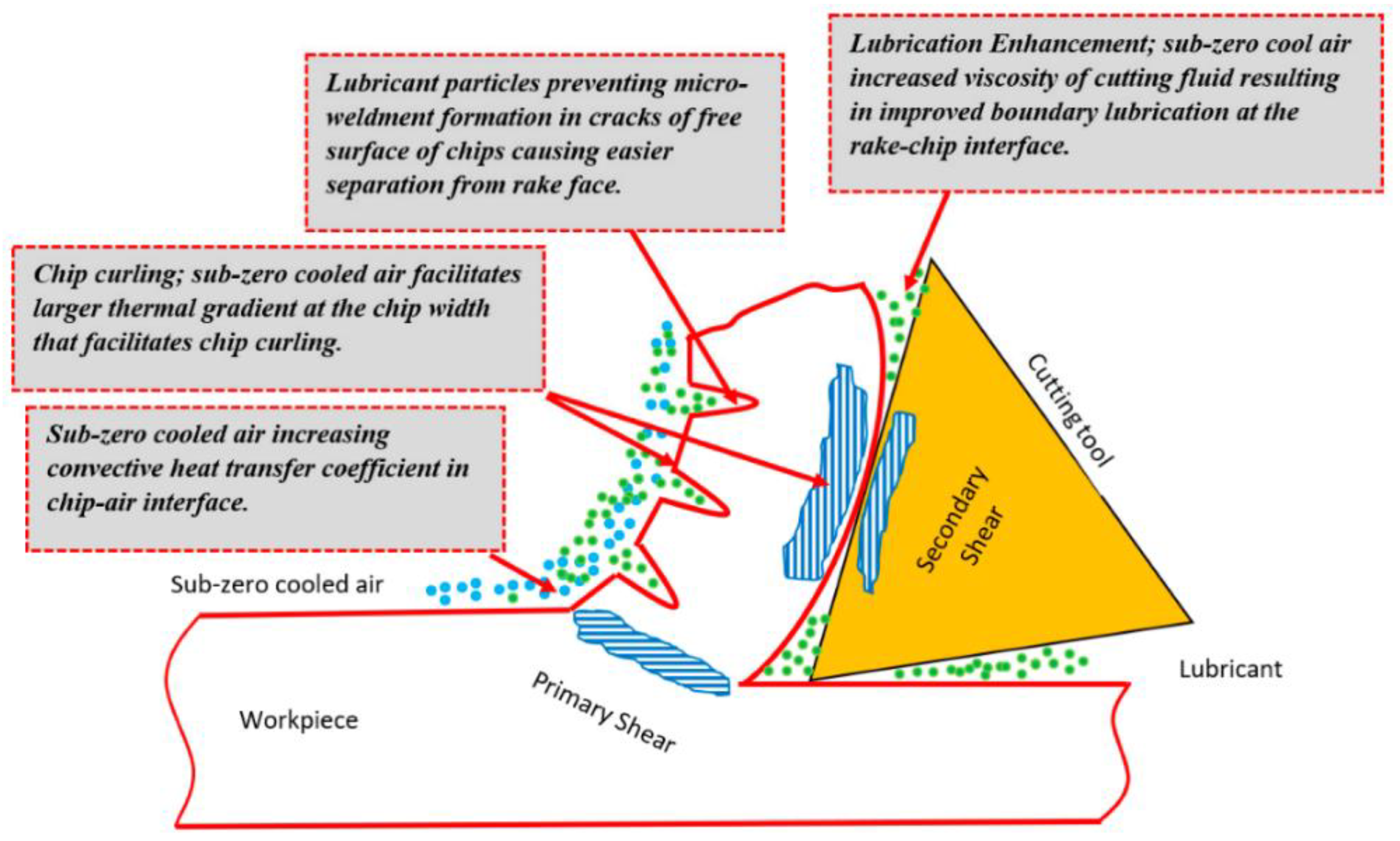
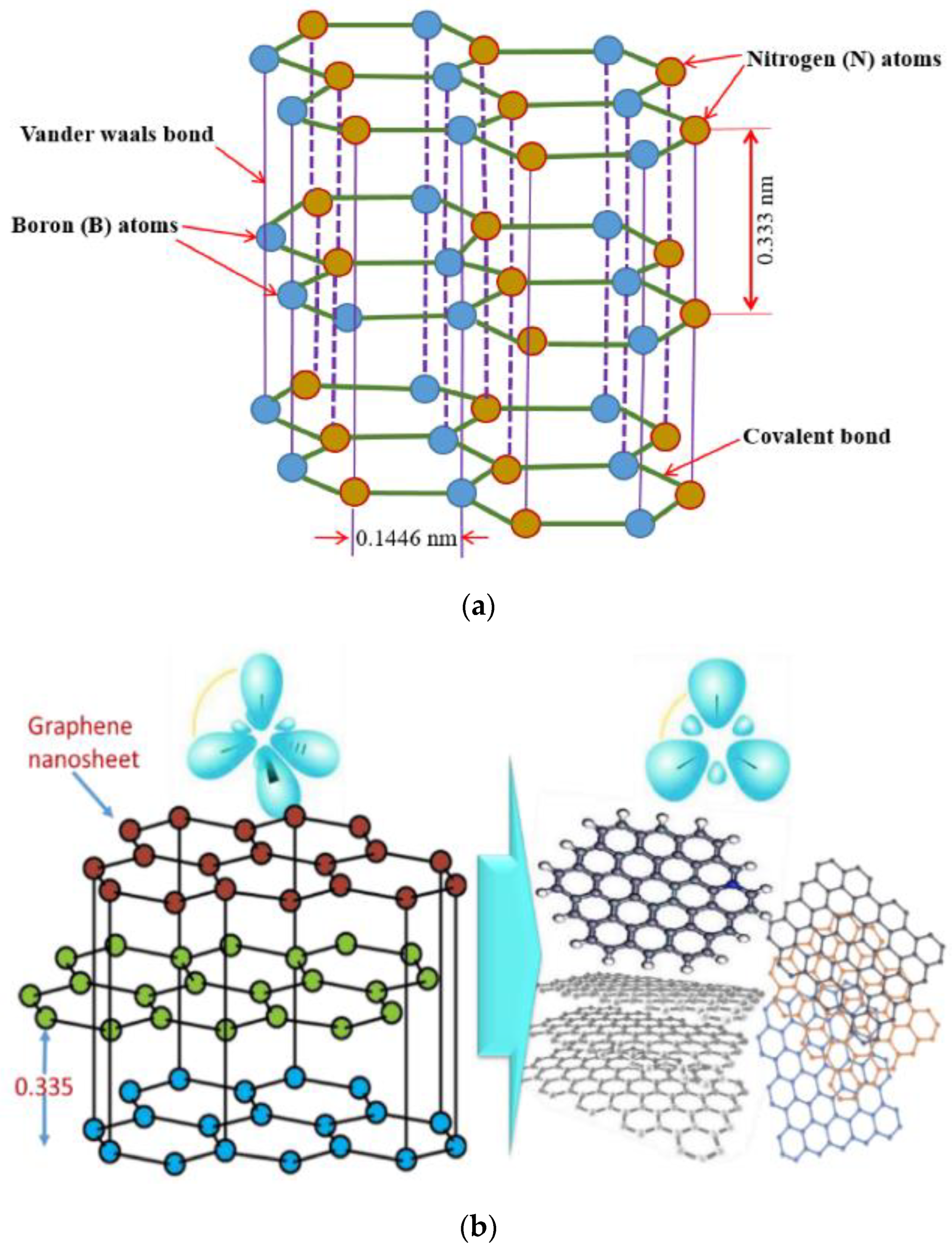
- The ability of nMQL to infiltrate the cutting zone while simultaneously providing lubrication is a critical aspect in improving the overall efficiency of the drug. In addition, the use of compressed air in the MQL system allows for the effective removal of chips from the rake face and the efficient dispersal of heat during the machining process. Furthermore, the enhanced surface quality results observed in nano-doped cutting oil, in comparison to cryogenic cooling methods, can be ascribed to the lubricating characteristics of the cutting oil. The emergence of solid lubricants has made this problem more evident. Solid lubricants have a layered structure that serves as a lubricant.
- In cryogenic cooling experiments, chip surfaces are smoother, and the chip notch tooth rate increases with the cutting speed, suggesting more efficiency than nanofluid. Cryogenic cooling’s ability to cool is attributed to the current situation. Cryogenic cooling, known for its efficiency in quick operations, was essential to keeping the cutting tool from degrading and completing the cutting.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rosenauer, A.; Brandl, D.; Ressel, G.; Lukas, S.; Monschein, S.; Stockinger, M.; Schnitzer, R. Influence of Delta Ferrite on the Impact Toughness of a PH 13-8 Mo Maraging Steel. Mater. Sci. Eng. A 2022, 856, 144024. [Google Scholar] [CrossRef]
- Yaşar, S.A.; Uzun, G.; Korkut, İ. Investigation of the Effects of Different Coating Types on Cutting Forces in Turning of 17-4 PH Stainless Steels. Nevsehir J. Sci. Technol. 2019, 8, 1–11. [Google Scholar] [CrossRef]
- Öndin, O.; Kıvak, T.; Sarıkaya, M.; Yıldırım, Ç.V. Investigation of the Influence of MWCNTs Mixed Nanofluid on the Machinability Characteristics of PH 13-8 Mo Stainless Steel. Tribol. Int. 2020, 148, 106323. [Google Scholar] [CrossRef]
- Mohanty, A.; Gangopadhyay, S.; Thakur, A. On Applicability of Multilayer Coated Tool in Dry Machining of Aerospace Grade Stainless Steel. Mater. Manuf. Process. 2016, 31, 869–879. [Google Scholar] [CrossRef]
- Yaşar, S.A.; Uzun, G.; Korkut, İ. Investigation of the Effect of Cutting Parameters on Cutting Force and Surface Roughness in Turning of 17-4 PH and 15-5 PH Stainless Steels. Karaelmas Sci. Eng. J. 2020, 10, 71–81. [Google Scholar] [CrossRef]
- Günay, M. Modeling and Multiple Optimization in Face Milling of Hardfacing Welding Applied Steel: Force, Roughness, Power. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2022, 236, 6652–6664. [Google Scholar] [CrossRef]
- Şap, S. Understanding the Machinability and Energy Consumption of Al-Based Hybrid Composites under Sustainable Conditions. Lubricants 2023, 11, 111. [Google Scholar] [CrossRef]
- Usca, Ü.A.; Uzun, M.; Şap, S.; Kuntoğlu, M.; Giasin, K.; Pimenov, D.Y.; Wojciechowski, S. Tool Wear, Surface Roughness, Cutting Temperature and Chips Morphology Evaluation of Al/TiN Coated Carbide Cutting Tools in Milling of Cu–B–CrC Based Ceramic Matrix Composites. J. Mater. Res. Technol. 2022, 16, 1243–1259. [Google Scholar] [CrossRef]
- Uzun, G.; Çakıroğlu, R. Investigation of Machinability Parameters in High-Feed Milling Process. Manuf. Technol. Appl. 2020, 1, 34–41. [Google Scholar]
- Ekici, E.; Uzun, G. Effects on Machinability of Cryogenic Treatment Applied to Carbide Tools in the Milling of Ti6AI4V with Optimization via the Taguchi Method and Grey Relational Analysis. J. Brazilian Soc. Mech. Sci. Eng. 2022, 44, 270. [Google Scholar] [CrossRef]
- Bai, X.; Li, C.; Dong, L.; Yin, Q. Experimental Evaluation of the Lubrication Performances of Different Nanofluids for Minimum Quantity Lubrication (MQL) in Milling Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2019, 101, 2621–2632. [Google Scholar] [CrossRef]
- Binali, R. Parametric Optimization of Cutting Force and Temperature in Finite Element Milling of AISI P20 Steel. J. Mater. Mechatron. A 2023, 4, 244–256. [Google Scholar] [CrossRef]
- Płodzień, M.; Żyłka, Ł.; Sułkowicz, P.; Żak, K.; Wojciechowski, S. High-Performance Face Milling of 42crmo4 Steel: Influence of Entering Angle on the Measured Surface Roughness, Cutting Force and Vibration Amplitude. Materials 2021, 14, 2196. [Google Scholar] [CrossRef] [PubMed]
- Çamlı, K.Y.; Demirsöz, R.; Boy, M.; Korkmaz, M.E.; Yaşar, N.; Giasin, K.; Pimenov, D.Y. Performance of MQL and Nano-MQL Lubrication in Machining ER7 Steel for Train Wheel Applications. Lubricants 2022, 10, 48. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.K.; Yilmaz, H.; Ross, N.S.; Boy, M.; Sivalingam, V.K.; Chan, C.K.; Raman, J. Towards Specific Cutting Energy Analysis in the Machining of Inconel 601 Alloy under Sustainable Cooling Conditions. J. Mater. Res. Technol. 2023, 27, 4074–4087. [Google Scholar] [CrossRef]
- Ross, N.S.; Gopinath, C.; Nagarajan, S.; Gupta, M.K.; Shanmugam, R.; Kumar, M.S.; Boy, M.; Korkmaz, M.E. Impact of Hybrid Cooling Approach on Milling and Surface Morphological Characteristics of Nimonic 80A Alloy. J. Manuf. Process. 2022, 73, 428–439. [Google Scholar] [CrossRef]
- Pervaiz, S.; Ahmad, N.; Ishfaq, K.; Khan, S.; Deiab, I.; Kannan, S. Implementation of Sustainable Vegetable-Oil-Based Minimum Quantity Cooling Lubrication (MQCL) Machining of Titanium Alloy with Coated Tools. Lubricants 2022, 10, 235. [Google Scholar] [CrossRef]
- Zhao, W.; Ren, F.; Iqbal, A.; Gong, L.; He, N.; Xu, Q. Effect of Liquid Nitrogen Cooling on Surface Integrity in Cryogenic Milling of Ti-6Al-4 V Titanium Alloy. Int. J. Adv. Manuf. Technol. 2020, 106, 1497–1508. [Google Scholar] [CrossRef]
- Gong, L.; Zhao, W.; Ren, F.; He, N.; Li, L.; Xu, Q.; Khan, A.M. Experimental Study on Surface Integrity in Cryogenic Milling of 35CrMnSiA High-Strength Steel. Int. J. Adv. Manuf. Technol. 2019, 103, 605–615. [Google Scholar] [CrossRef]
- Binali, R.; Patange, A.D.; Kuntoğlu, M.; Mikolajczyk, T.; Salur, E. Energy Saving by Parametric Optimization and Advanced Lubri-Cooling Techniques in the Machining of Composites and Superalloys: A Systematic Review. Energies 2022, 15, 8313. [Google Scholar] [CrossRef]
- Çakıroğlu, R.; Günay, M. Comprehensive Analysis of Material Removal Rate, Tool Wear and Surface Roughness in Electrical Discharge Turning of L2 Tool Steel. J. Mater. Res. Technol. 2020, 9, 7305–7317. [Google Scholar] [CrossRef]
- Ross, N.S.; Rai, R.; Ananth, M.B.J.; Srinivasan, D.; Ganesh, M.; Gupta, M.K.; Korkmaz, M.E.; Królczyk, G.M. Carbon Emissions and Overall Sustainability Assessment in Eco-Friendly Machining of Monel-400 Alloy. Sustain. Mater. Technol. 2023, 37, e00675. [Google Scholar] [CrossRef]
- Panwar, V.; Kumar Sharma, D.; Pradeep Kumar, K.V.; Jain, A.; Thakar, C. Experimental Investigations and Optimization of Surface Roughness in Turning of En 36 Alloy Steel Using Response Surface Methodology and Genetic Algorithm. Mater. Today Proc. 2020, 46, 6474–6481. [Google Scholar] [CrossRef]
- Sivalingam, V.; Zhou, Q.; Selvam, B.; Sun, J.; Pandiyan, K.; Gupta, M.K.; Korkmaz, M.E. A Mathematical Approach of Evaluating Sustainability Indicators in Milling of Aluminium Hybrid Composite by Different Eco-Friendly Cooling Strategies. Sustain. Mater. Technol. 2023, 36, e00605. [Google Scholar] [CrossRef]
- Seid Ahmed, Y.; Ryon, A. Tribological Performance of a Hybrid CryoMQL System on Ti6Al4V Milling. Int. J. Adv. Manuf. Technol. 2022, 120, 8185–8199. [Google Scholar] [CrossRef]
- Ross, N.S.; Srinivasan, N.; Amutha, P.; Gupta, M.K.; Korkmaz, M.E. Thermo-Physical, Tribological and Machining Characteristics of Hastelloy C276 under Sustainable Cooling/Lubrication Conditions. J. Manuf. Process. 2022, 80, 397–413. [Google Scholar] [CrossRef]
- Ross, N.S.; Mashinini, P.M.; Sherin Shibi, C.; Kumar Gupta, M.; Erdi Korkmaz, M.; Krolczyk, G.M.; Sharma, V.S. A New Intelligent Approach of Surface Roughness Measurement in Sustainable Machining of AM-316L Stainless Steel with Deep Learning Models. Measurement 2024, 230, 114515. [Google Scholar] [CrossRef]
- Park, K.H.; Suhaimi, M.A.; Yang, G.D.; Lee, D.Y.; Lee, S.W.; Kwon, P. Milling of Titanium Alloy with Cryogenic Cooling and Minimum Quantity Lubrication (MQL). Int. J. Precis. Eng. Manuf. 2017, 18, 5–14. [Google Scholar] [CrossRef]
- Gupta, M.K.; Niesłony, P.; Korkmaz, M.E.; Kuntoğlu, M.; Królczyk, G.M.; Günay, M.; Sarikaya, M. Comparison of Tool Wear, Surface Morphology, Specific Cutting Energy and Cutting Temperature in Machining of Titanium Alloys Under Hybrid and Green Cooling Strategies. Int. J. Precis. Eng. Manuf. Green Technol. 2023, 10, 1393–1406. [Google Scholar] [CrossRef]
- Sivalingam, V.; Liu, H.; Selvam, B.; Kai, G.; Kumar, P.G.; Gupta, M.K.; Korkmaz, M.E.; Sun, J. Towards Sustainability Assessment, Energy Consumption, and Carbon Emissions in Cryogenic Drilling of Alloy 20: A New Approach towards Sustainable Future and Challenges. Int. J. Adv. Manuf. Technol. 2024, 131, 1151–1165. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Kaya, K.; Binali, R. Investigation of Surface Roughness Changes in The Machining of Carbon Steel under Sustainable Conditions. Int. Conf. Pioneer Innov. Stud. 2023, 1, 163–167. [Google Scholar] [CrossRef]
- Şap, S. Machining and Energy Aspect Assessment with Sustainable Cutting Fluid Strategies of Al–12Si Based Hybrid Composites. Int. J. Precis. Eng. Manuf. Technol. 2024, 11, 33–53. [Google Scholar] [CrossRef]
- Şap, S.; Usca, Ü.A.; Uzun, M.; Kuntoğlu, M.; Salur, E.; Pimenov, D.Y. Investigation of the Effects of Cooling and Lubricating Strategies on Tribological Characteristics in Machining of Hybrid Composites. Lubricants 2022, 10, 63. [Google Scholar] [CrossRef]
- Çakıroğlu, R.; Günay, M. Analysis of Surface Roughness and Energy Consumption in Turning of C17500 Copper Alloy under Different Machining Environments and Modellings with Response Surface Method. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2022, 237, 095440892211013. [Google Scholar] [CrossRef]
- Şirin, E.; Şirin, Ş. Investigation of the Performance of Ecological Cooling/Lubrication Methods in the Milling of AISI 316L Stainless Steel. Manuf. Technol. Appl. 2021, 2, 75–84. [Google Scholar]
- Manimaran, G.; Anwar, S.; Rahman, M.A.; Korkmaz, M.E.; Gupta, M.K.; Alfaify, A.; Mia, M. Investigation of Surface Modification and Tool Wear on Milling Nimonic 80A under Hybrid Lubrication. Tribol. Int. 2021, 155, 106762. [Google Scholar] [CrossRef]
- Çakıroğlu, R. Machinability Analysis of Inconel 718 Superalloy with AlTiN-Coated Carbide Tool under Different Cutting Environments. Arab. J. Sci. Eng. 2021, 46, 8055–8073. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.K.; Çelik, E.; Ross, N.S.; Günay, M. A Sustainable Cooling/Lubrication Method Focusing on Energy Consumption and Other Machining Characteristics in High-Speed Turning of Aluminum Alloy. Sustain. Mater. Technol. 2024, 40, e00919. [Google Scholar] [CrossRef]
- Sivaiah, P.; Chakradhar, D. Effect of Cryogenic Coolant on Turning Performance Characteristics during Machining of 17-4 PH Stainless Steel: A Comparison with MQL, Wet, Dry Machining. CIRP J. Manuf. Sci. Technol. 2018, 21, 86–96. [Google Scholar] [CrossRef]
- Patole, P.B.; Kulkarni, V.V. Optimization of Process Parameters Based on Surface Roughness and Cutting Force in MQL Turning of AISI 4340 Using Nano Fluid. Mater. Today Proc. 2018, 5, 104–112. [Google Scholar] [CrossRef]
- Marques, A.; Guimarães, C.; da Silva, R.B.; da Penha Cindra Fonseca, M.; Sales, W.F.; Machado, Á.R. Surface Integrity Analysis of Inconel 718 after Turning with Different Solid Lubricants Dispersed in Neat Oil Delivered by MQL. Procedia Manuf. 2016, 5, 609–620. [Google Scholar] [CrossRef]
- Paturi, U.M.R.; Maddu, Y.R.; Maruri, R.R.; Narala, S.K.R. Measurement and Analysis of Surface Roughness in WS2 Solid Lubricant Assisted Minimum Quantity Lubrication (MQL) Turning of Inconel 718. Procedia CIRP 2016, 40, 138–143. [Google Scholar] [CrossRef]
- Fernando, W.L.R.; Sarmilan, N.; Wickramasinghe, K.C.; Herath, H.M.C.M.; Perera, G.I.P. Experimental Investigation of Minimum Quantity Lubrication (MQL) of Coconut Oil Based Metal Working Fluid. Mater. Today Proc. 2020, 23, 23–26. [Google Scholar] [CrossRef]
- Kedare, S.B.; Borse, D.R.; Shahane, P.T. Effect of Minimum Quantity Lubrication (MQL) on Surface Roughness of Mild Steel of 15HRC on Universal Milling Machine. Procedia Mater. Sci. 2014, 6, 150–153. [Google Scholar] [CrossRef]
- Kishore Joshi, K.; Behera, R.K. Anurag Effect of Minimum Quantity Lubrication with Al2O3 Nanofluid on Surface Roughness and Its Prediction Using Hybrid Fuzzy Controller in Turning Operation of Inconel 600. Mater. Today Proc. 2018, 5, 20660–20668. [Google Scholar] [CrossRef]
- Devendiran, D.K.; Amirtham, V.A. A Review on Preparation, Characterization, Properties and Applications of Nanofluids. Renew. Sustain. Energy Rev. 2016, 60, 21–40. [Google Scholar] [CrossRef]
- Babita; Sharma, S.K.; Gupta, S.M. Preparation and Evaluation of Stable Nanofluids for Heat Transfer Application: A Review. Exp. Therm. Fluid Sci. 2016, 79, 202–212. [Google Scholar] [CrossRef]
- Bandarra Filho, E.P.; Mendoza, O.S.H.; Beicker, C.L.L.; Menezes, A.; Wen, D. Experimental Investigation of a Silver Nanoparticle-Based Direct Absorption Solar Thermal System. Energy Convers. Manag. 2014, 84, 261–267. [Google Scholar] [CrossRef]
- Dadvand, M.; Savadogo, O. Effect of HBN on Corrosion and Wear Performances of DC Electrodeposited NiW and NiW–SiC on Brass Substrates. Coatings 2022, 12, 1011. [Google Scholar] [CrossRef]
- Kausar, A. Avant-Garde Polymer and Nano-Graphite-Derived Nanocomposites—Versatility and Implications. C 2023, 9, 13. [Google Scholar] [CrossRef]
- Kivak, T.; Uzun, G.; Ekici, E. An Experimental and Statistical Evaluation of the Cutting Parameters on the Machinability of Hadfield Steel. Gazi Univ. J. Sci. 2016, 29, 9–17. [Google Scholar]
- Ekici, E.; Motorcu, A.R.; Uzun, G. An Investigation of the Effects of Cutting Parameters and Graphite Reinforcement on Quality Characteristics during the Drilling of Al/10B4C Composites. Measurement 2017, 95, 395–404. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Günay, M. Experimental and Statistical Analysis on Machinability of Nimonic80A Superalloy with PVD Coated Carbide. Sigma J. Eng. Nat. Sci. 2018, 36, 1141–1152. [Google Scholar]
- Mínguez-Martínez, A.; Maresca, P.; Caja, J.; Oliva, J.D.V.Y. Results of a Surface Roughness Comparison between Stylus Instruments and Confocal Microscopes. Materials 2022, 15, 5495. [Google Scholar] [CrossRef] [PubMed]
- Şirin, Ş.; Sarıkaya, M.; Yıldırım, Ç.V.; Kıvak, T. Machinability Performance of Nickel Alloy X-750 with SiAlON Ceramic Cutting Tool under Dry, MQL and HBN Mixed Nanofluid-MQL. Tribol. Int. 2021, 153, 106673. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Sarıkaya, M.; Kıvak, T.; Şirin, Ş. The Effect of Addition of HBN Nanoparticles to Nanofluid-MQL on Tool Wear Patterns, Tool Life, Roughness and Temperature in Turning of Ni-Based Inconel 625. Tribol. Int. 2019, 134, 443–456. [Google Scholar] [CrossRef]
- Sarıkaya, M.; Şirin, Ş.; Yıldırım, Ç.V.; Kıvak, T.; Gupta, M.K. Performance Evaluation of Whisker-Reinforced Ceramic Tools under Nano-Sized Solid Lubricants Assisted MQL Turning of Co-Based Haynes 25 Superalloy. Ceram. Int. 2021, 47, 15542–15560. [Google Scholar] [CrossRef]
- Kannan, V. Machining of Different Superalloys under MQL Using HBN Nanofluids. Adv. Mater. Process. Technol. 2023, 9, 1775–1810. [Google Scholar] [CrossRef]
- Rapoport, L.; Leshchinsky, V.; Lvovsky, M.; Nepomnyashchy, O.; Volovik, Y.; Tenne, R. Mechanism of Friction of Fullerenes. Ind. Lubr. Tribol. 2002, 54, 171–176. [Google Scholar] [CrossRef]
- Moura, R.R.; da Silva, M.B.; Machado, Á.R.; Sales, W.F. The Effect of Application of Cutting Fluid with Solid Lubricant in Suspension during Cutting of Ti-6Al-4V Alloy. Wear 2015, 332–333, 762–771. [Google Scholar] [CrossRef]
- Sayuti, M.; Sarhan, A.A.D.; Salem, F. Novel Uses of SiO2 Nano-Lubrication System in Hard Turning Process of Hardened Steel AISI4140 for Less Tool Wear, Surface Roughness and Oil Consumption. J. Clean. Prod. 2014, 67, 265–276. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R. Progress of Nanofluid Application in Machining: A Review. Mater. Manuf. Process. 2015, 30, 813–828. [Google Scholar] [CrossRef]
- Etri, H.E.L.; Singla, A.K.; Özdemir, M.T.; Korkmaz, M.E.; Demirsöz, R.; Gupta, M.K.; Krolczyk, J.B.; Ross, N.S. Wear Performance of Ti-6Al-4 V Titanium Alloy through Nano-Doped Lubricants. Arch. Civ. Mech. Eng. 2023, 23, 147. [Google Scholar] [CrossRef]
- Jamil, M.; Khan, A.M.; Hegab, H.; Gong, L.; Mia, M.; Gupta, M.K.; He, N. Effects of Hybrid Al2O3-CNT Nanofluids and Cryogenic Cooling on Machining of Ti–6Al–4V. Int. J. Adv. Manuf. Technol. 2019, 102, 3895–3909. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V. Investigation of Hard Turning Performance of Eco-Friendly Cooling Strategies: Cryogenic Cooling and Nanofluid Based MQL. Tribol. Int. 2020, 144, 106127. [Google Scholar] [CrossRef]
- Yıldırım, Ç.V.; Kıvak, T.; Sarıkaya, M.; Erzincanlı, F. Determination of MQL Parameters Contributing to Sustainable Machining in the Milling of Nickel-Base Superalloy Waspaloy. Arab. J. Sci. Eng. 2017, 42, 4667–4681. [Google Scholar] [CrossRef]
- Demirsöz, R.; Yaşar, N.; Korkmaz, M.E.; Günay, M.; Giasin, K.; Pimenov, D.Y.; Aamir, M.; Unal, H. Evaluation of the Mechanical Properties and Drilling of Glass Bead/Fiber-Reinforced Polyamide 66 (PA66)-Based Hybrid Polymer Composites. Materials 2022, 15, 2765. [Google Scholar] [CrossRef]
- Demirsöz, R.; Boy, M. Measurement and Evaluation of Machinability Characteristics in Turning of Train Wheel Steel via CVD Coated-RCMX Carbide Tool. Manuf. Technol. Appl. 2022, 3, 1–13. [Google Scholar] [CrossRef]
- Asiltürk, İ.; Kuntoğlu, M.; Binali, R.; Akkuş, H.; Salur, E. A Comprehensive Analysis of Surface Roughness, Vibration, and Acoustic Emissions Based on Machine Learning during Hard Turning of AISI 4140 Steel. Metals 2023, 13, 437. [Google Scholar] [CrossRef]
- Şirin, Ş.; Kıvak, T. Performances of Different Eco-Friendly Nanofluid Lubricants in the Milling of Inconel X-750 Superalloy. Tribol. Int. 2019, 137, 180–192. [Google Scholar] [CrossRef]
- Yücel, A.; Yıldırım, Ç.V.; Sarıkaya, M.; Şirin, Ş.; Kıvak, T.; Gupta, M.K.; Tomaz, Í.V. Influence of MoS2 Based Nanofluid-MQL on Tribological and Machining Characteristics in Turning of AA 2024 T3 Aluminum Alloy. J. Mater. Res. Technol. 2021, 15, 1688–1704. [Google Scholar] [CrossRef]
- Singh, R.K.; Sharma, A.K.; Dixit, A.R.; Tiwari, A.K.; Pramanik, A.; Mandal, A. Performance Evaluation of Alumina-Graphene Hybrid Nano-Cutting Fluid in Hard Turning. J. Clean. Prod. 2017, 162, 830–845. [Google Scholar] [CrossRef]
- Waikar, R.A.; Guo, Y.B. A Comprehensive Characterization of 3D Surface Topography Induced by Hard Turning versus Grinding. J. Mater. Process. Technol. 2008, 197, 189–199. [Google Scholar] [CrossRef]
- Bagherzadeh, A.; Budak, E. Investigation of Machinability in Turning of Difficult-to-Cut Materials Using a New Cryogenic Cooling Approach. Tribol. Int. 2018, 119, 510–520. [Google Scholar] [CrossRef]
- Kouam, J.; Songmene, V.; Balazinski, M.; Hendrick, P. Effects of Minimum Quantity Lubricating (MQL) Conditions on Machining of 7075-T6 Aluminum Alloy. Int. J. Adv. Manuf. Technol. 2015, 79, 1325–1334. [Google Scholar] [CrossRef]
- Demirpolat, H.; Binali, R.; Patange, A.D.; Pardeshi, S.S.; Gnanasekaran, S. Comparison of Tool Wear, Surface Roughness, Cutting Forces, Tool Tip Temperature, and Chip Shape during Sustainable Turning of Bearing Steel. Materials 2023, 16, 4408. [Google Scholar] [CrossRef]
- Binali, R.; Demirpolat, H.; Kuntoğlu, M.; Sağlam, H. Machinability Investigations Based on Tool Wear, Surface Roughness, Cutting Temperature, Chip Morphology and Material Removal Rate during Dry and MQL-Assisted Milling of Nimax Mold Steel. Lubricants 2023, 11, 101. [Google Scholar] [CrossRef]
- Binali, R.; Demirpolat, H.; Kuntoğlu, M.; Salur, E. Different Aspects of Machinability in Turning of AISI 304 Stainless Steel: A Sustainable Approach with MQL Technology. Metals 2023, 13, 1088. [Google Scholar] [CrossRef]
- Korkmaz, M.E.; Gupta, M.K.; Günay, M.; Boy, M.; Yaşar, N.; Demirsöz, R.; Ross, K.N.S.; Abbas, Y. Comprehensive Analysis of Tool Wear, Surface Roughness and Chip Morphology in Sustainable Turning of Inconel-601 Alloy. J. Manuf. Process. 2023, 103, 156–167. [Google Scholar] [CrossRef]
- Yılmaz, B.; Karabulut, Ş.; Güllü, A. A Review of the Chip Breaking Methods for Continuous Chips in Turning. J. Manuf. Process. 2020, 49, 50–69. [Google Scholar] [CrossRef]
- Musavi, S.H.; Davoodi, B.; Niknam, S.A. Effects of Reinforced Nanoparticles with Surfactant on Surface Quality and Chip Formation Morphology in MQL-Turning of Superalloys. J. Manuf. Process. 2019, 40, 128–139. [Google Scholar] [CrossRef]
- Shah, P.; Khanna, N. Chetan Comprehensive Machining Analysis to Establish Cryogenic LN2 and LCO2 as Sustainable Cooling and Lubrication Techniques. Tribol. Int. 2020, 148, 106314. [Google Scholar] [CrossRef]
- Mishra, S.K.; Ghosh, S.; Aravindan, S. Machining Performance Evaluation of Ti6Al4V Alloy with Laser Textured Tools under MQL and Nano-MQL Environments. J. Manuf. Process. 2020, 53, 174–189. [Google Scholar] [CrossRef]
- Darshan, C.; Jain, S.; Dogra, M.; Gupta, M.K.; Mia, M.; Haque, R. Influence of Dry and Solid Lubricant-Assisted MQL Cooling Conditions on the Machinability of Inconel 718 Alloy with Textured Tool. Int. J. Adv. Manuf. Technol. 2019, 105, 1835–1849. [Google Scholar] [CrossRef]
- Airao, J.; Nirala, C.K.; Bertolini, R.; Krolczyk, G.M.; Khanna, N. Sustainable Cooling Strategies to Reduce Tool Wear, Power Consumption and Surface Roughness during Ultrasonic Assisted Turning of Ti-6Al-4V. Tribol. Int. 2022, 169, 107494. [Google Scholar] [CrossRef]
- Bermingham, M.J.; Kirsch, J.; Sun, S.; Palanisamy, S.; Dargusch, M.S. New Observations on Tool Life, Cutting Forces and Chip Morphology in Cryogenic Machining Ti-6Al-4V. Int. J. Mach. Tools Manuf. 2011, 51, 500–511. [Google Scholar] [CrossRef]
- Sworna, K.N.; Manimaran, R.G. Effect of Cryogenic Coolant on Machinability of Difficult-to-Machine Ni—Cr Alloy Using PVD—TiAlN Coated WC Tool. J. Braz. Soc. Mech. Sci. Eng. 2019, 3, 44. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | P | Ni | Cr | Mo | Al | N | S | Balance |
| 0.05 | 0.1 | 0.1 | 0.01 | 8.5 | 13.2 | 2.2 | 0.96 | 0.01 | 0.08 | Fe |
| Cutting Speed, m/min | Feed Rate, mm/Tooth | Cutting Depth, mm |
|---|---|---|
| 40–60–80 | 0.04–0.08–0.12 | 0.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Günay, M.; Korkmaz, M.E. Understanding the Relationship between Surface Quality and Chip Morphology under Sustainable Cutting Environments. Materials 2024, 17, 1826. https://doi.org/10.3390/ma17081826
Günay M, Korkmaz ME. Understanding the Relationship between Surface Quality and Chip Morphology under Sustainable Cutting Environments. Materials. 2024; 17(8):1826. https://doi.org/10.3390/ma17081826
Chicago/Turabian StyleGünay, Mustafa, and Mehmet Erdi Korkmaz. 2024. "Understanding the Relationship between Surface Quality and Chip Morphology under Sustainable Cutting Environments" Materials 17, no. 8: 1826. https://doi.org/10.3390/ma17081826
APA StyleGünay, M., & Korkmaz, M. E. (2024). Understanding the Relationship between Surface Quality and Chip Morphology under Sustainable Cutting Environments. Materials, 17(8), 1826. https://doi.org/10.3390/ma17081826