
Strain Dependent Evolution of Microstructure and Texture During Cold Rolling of Ferritic Stainless Steel: Experiments and Visco-Plastic Self-Consistent Modeling


Abstract
:1. Introduction
2. Experimental Methodology & Model Description
2.1. Cold Rolling, Microstructure and Texture Characterization
2.2. Model Description
3. Results
3.1. Evolution of Microstructure During Cold Rolling
3.2. Evolution of Texture During Cold Rolling
3.3. Texture Simulation
4. Discussion
4.1. Effect of the Strain to Microstructure
4.2. Effect of the Interaction Model to Texture Prediction
5. Conclusions
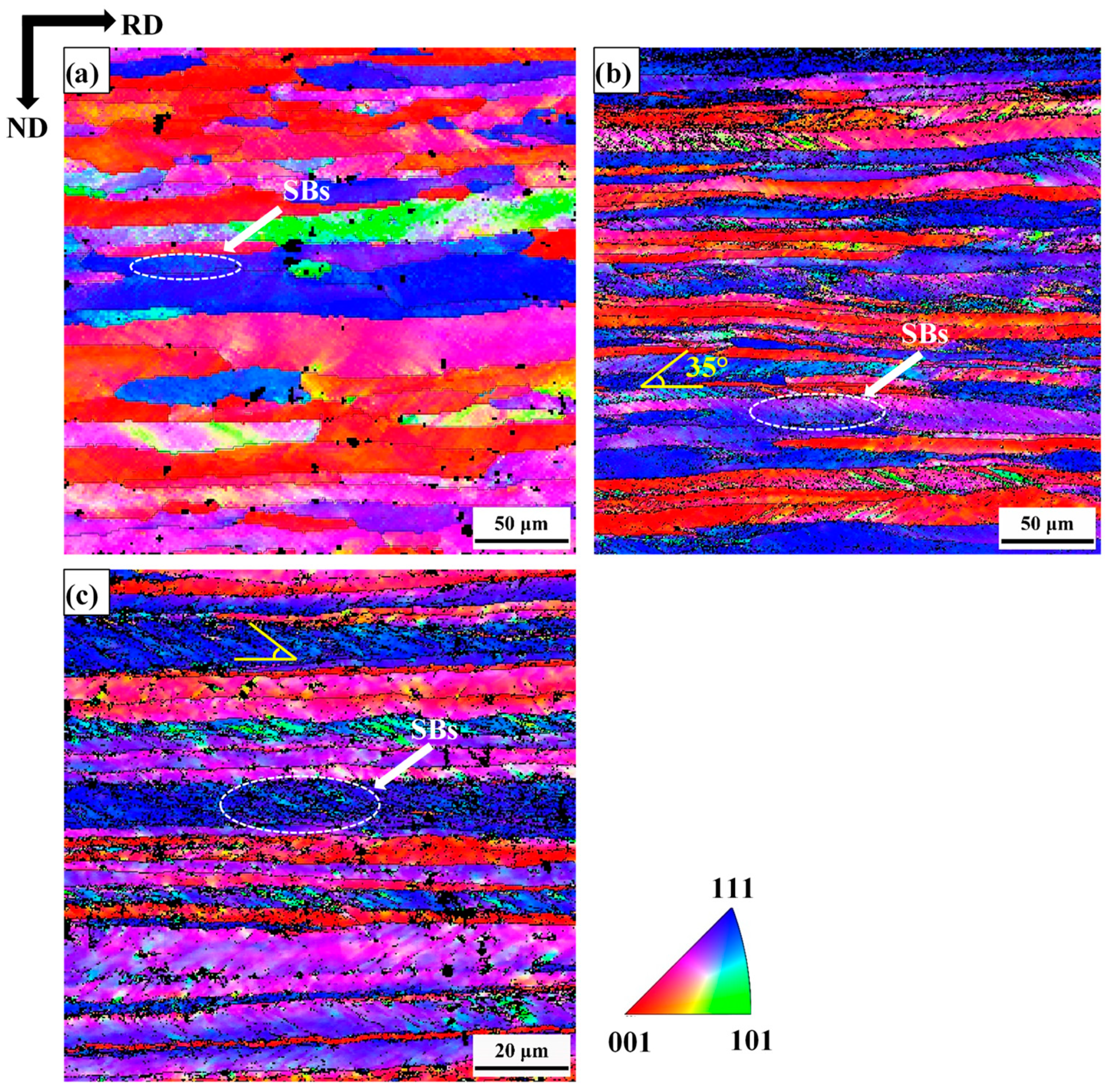
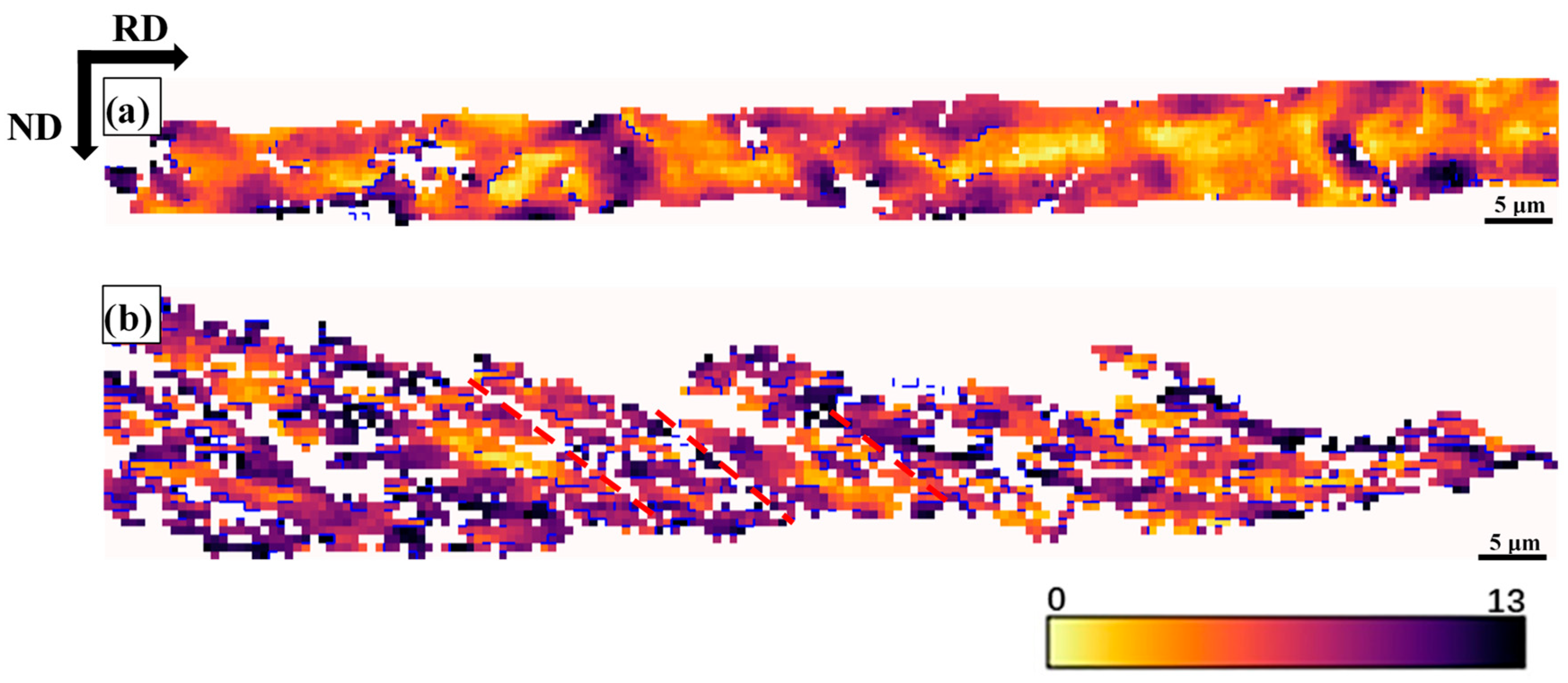
- SBs were found to be the significant feature of the cold-rolling microstructure. With the increase of the cold-rolling reduction, the proportion of the SBs gradually increases. SBs were found to be orientation dependent, and γ-fiber grains tend to form SBs compared to other orientated grains. The appearance of SBs was explained based on the plastic instability criterion of Dillamore.
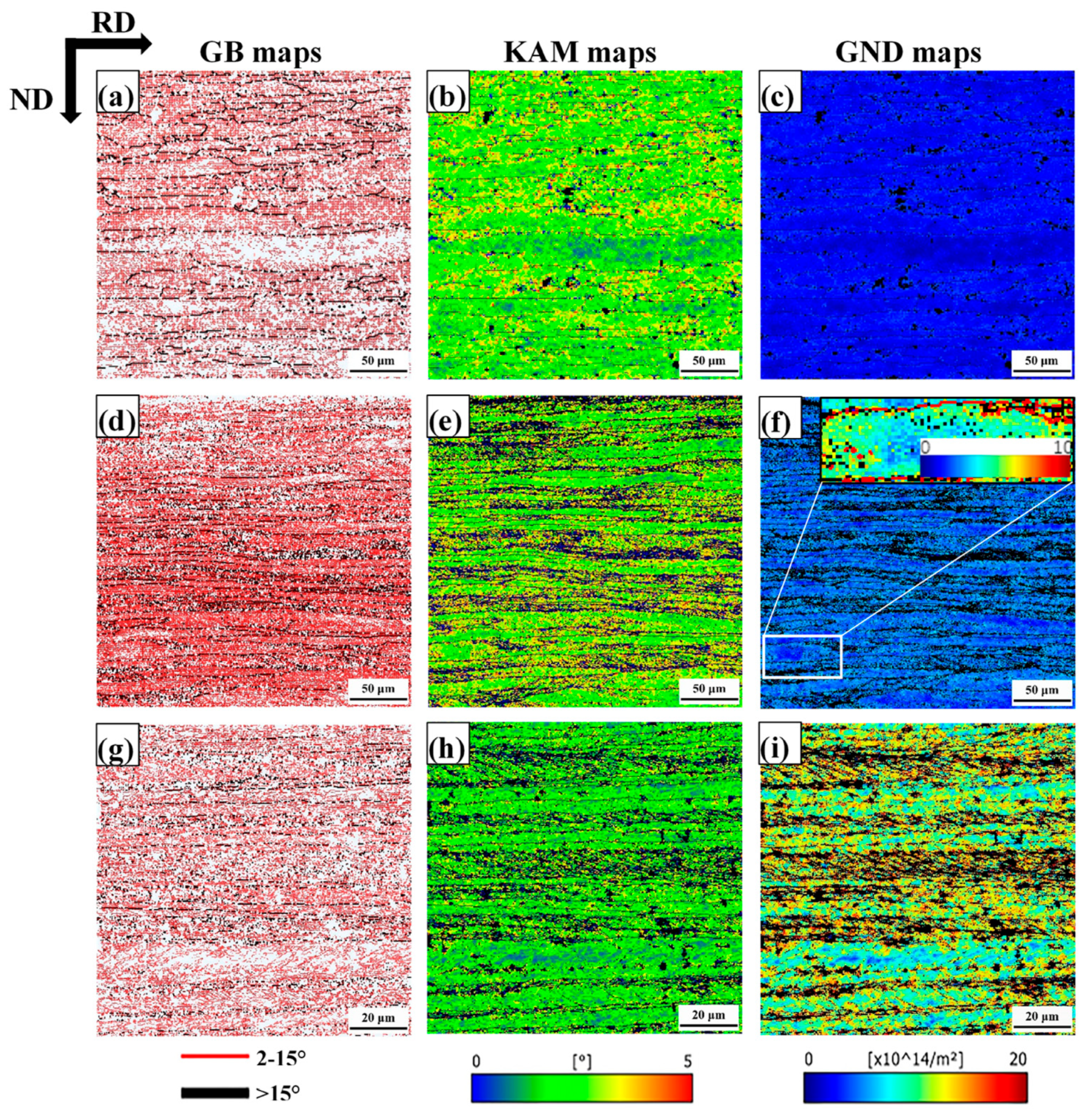
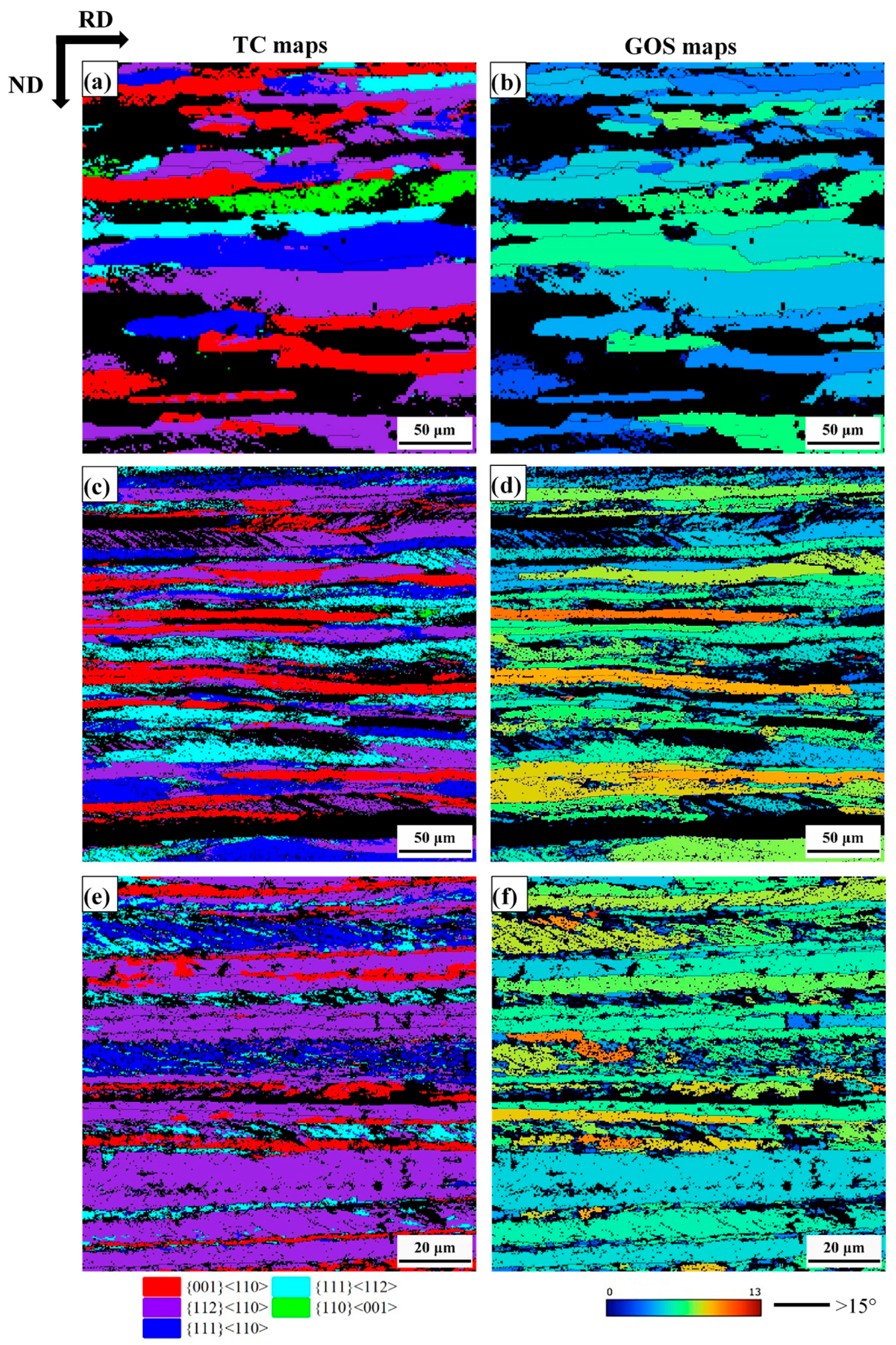
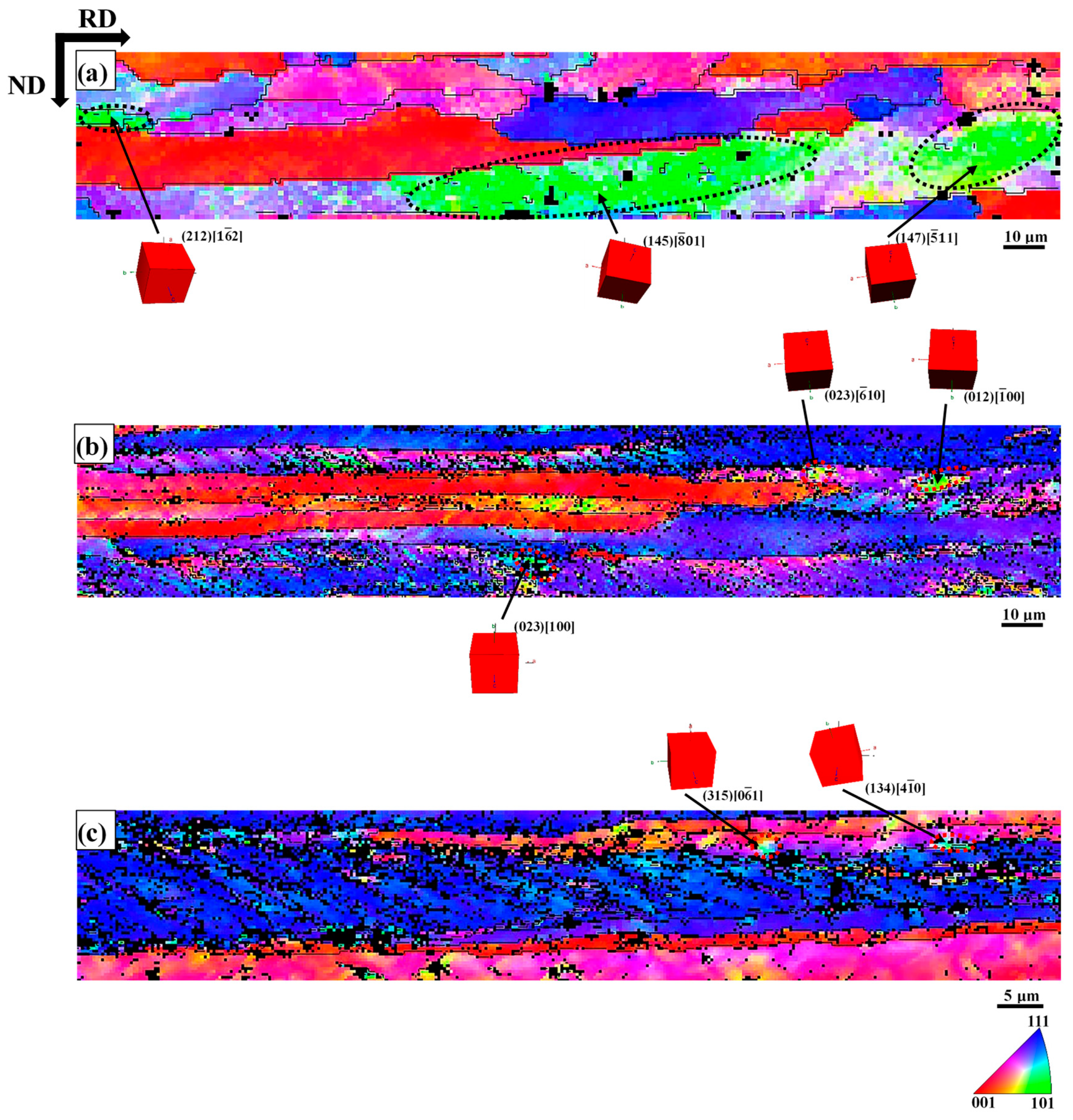
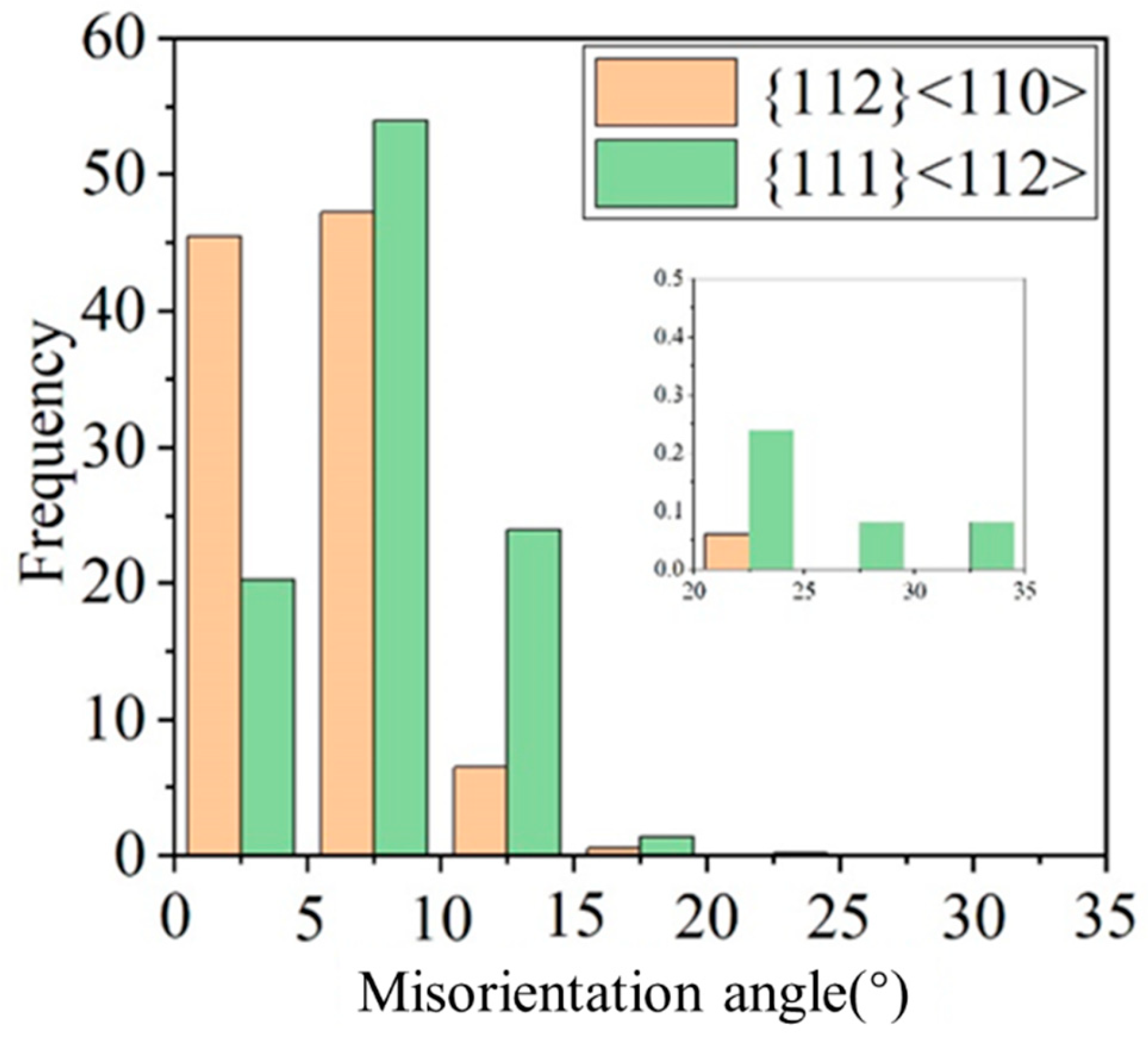
- The GND density increased with the increasing cold-rolling reduction. With the cold-rolling reduction increases, the difference between the grain boundary and intragranular GND density become larger. The phenomenon of GND were explained by Ashby’s theory. The value of GOS and grain fragmentation was found to be orientation dependent; α-fiber grains show a short-range orientation gradient and low GOS value, while γ-fiber grains show a long-range orientation gradient, severe grain fragmentation and high GOS value. With the increase of cold-rolling reduction, the volume fraction of Goss texture gradually decreases, and it is mainly located in {111}<112> grains.
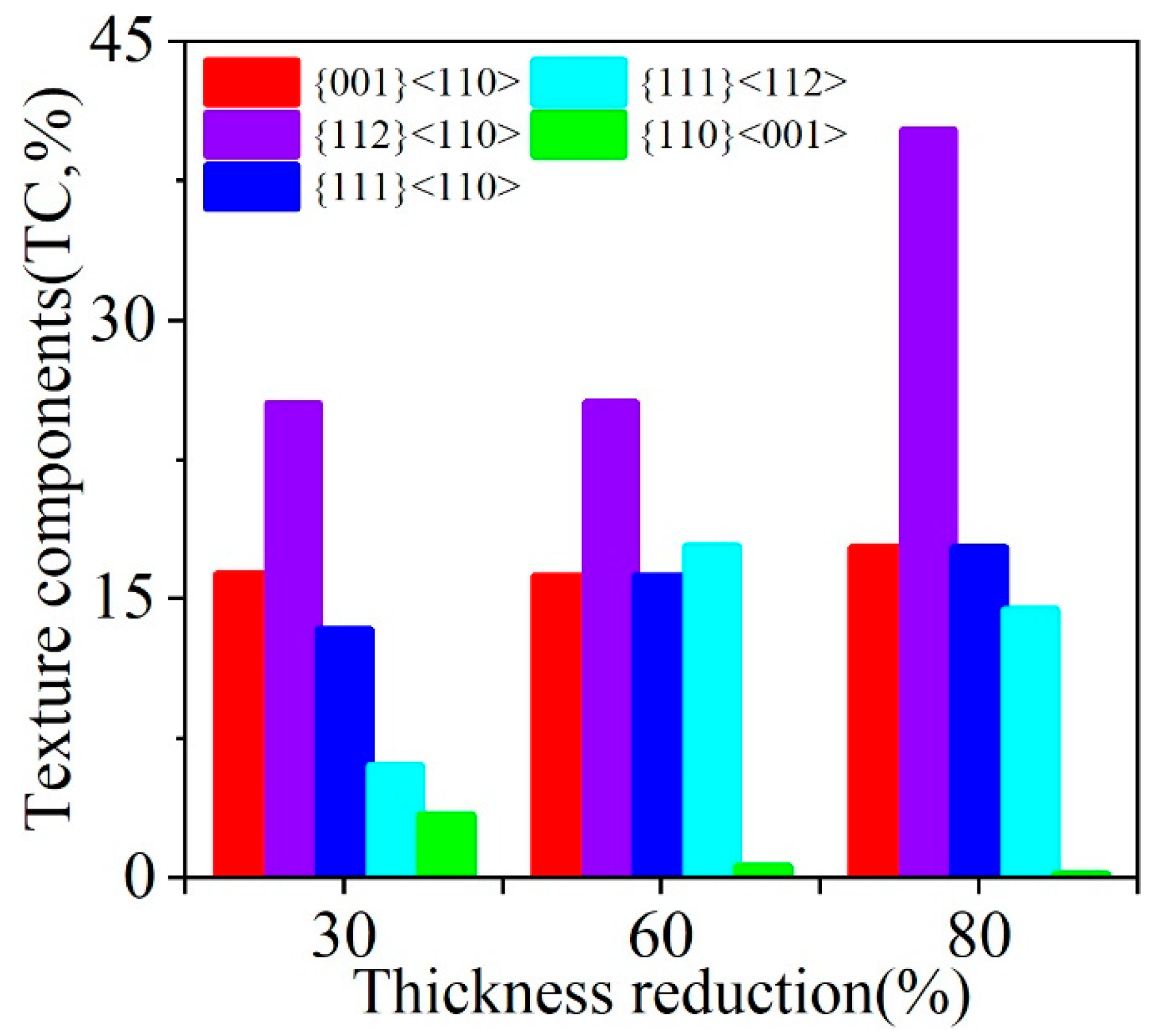
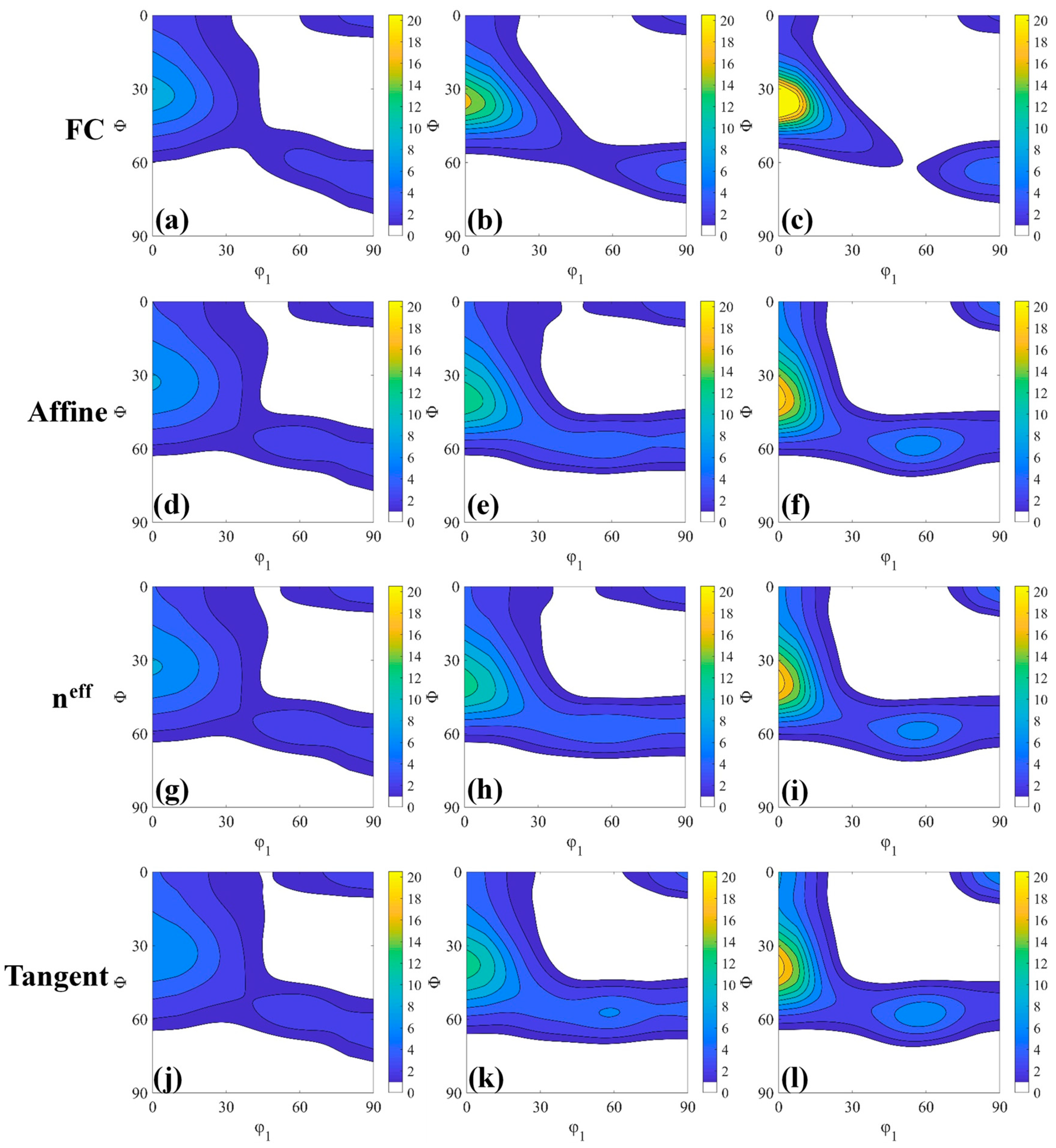
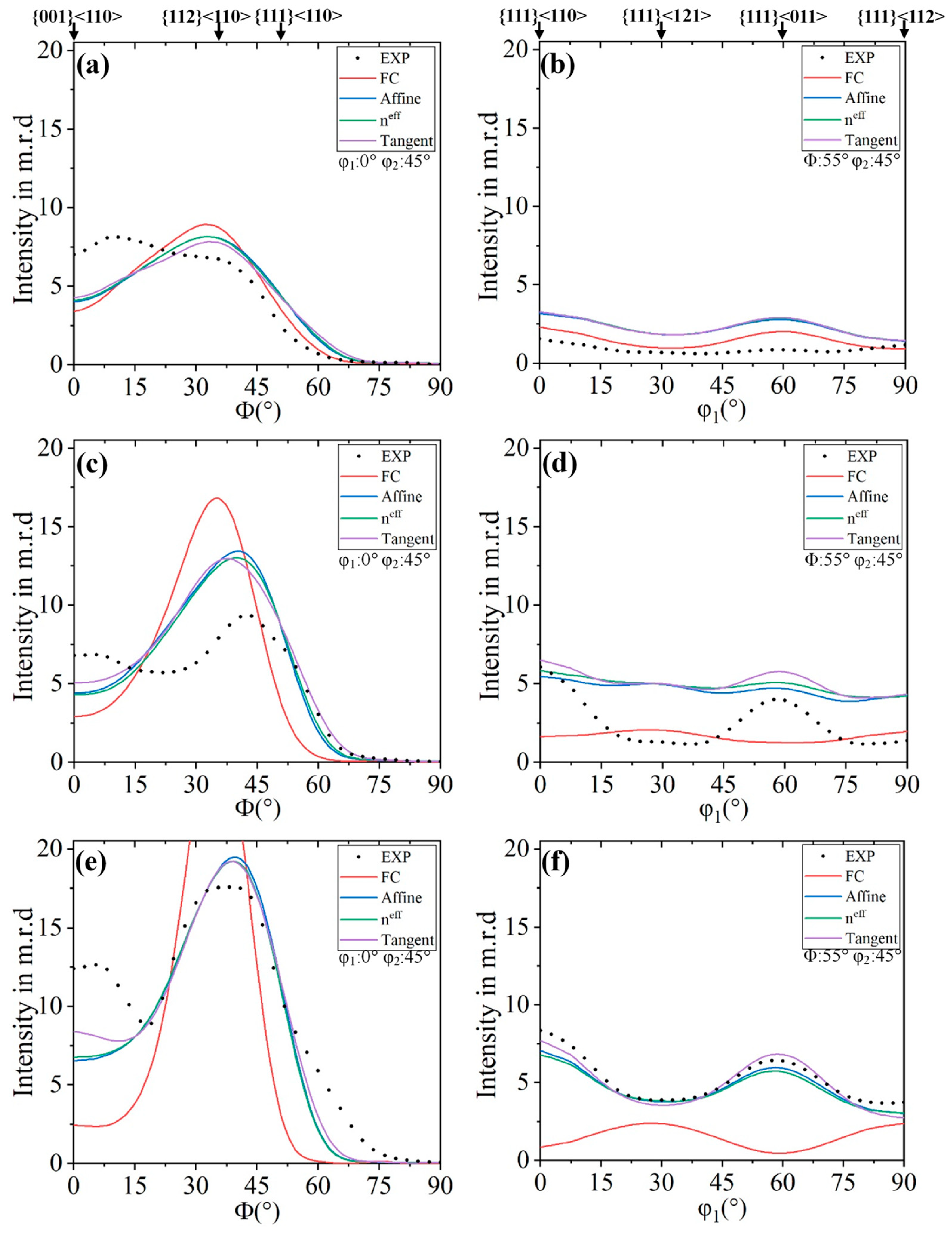
- The cold-rolling samples showed strong α-fiber and weak γ-fiber. With the increase of the compliance of grain and HEM (except Affine), the intensity of the {001}<110> gradually increases, the intensity of the {112}<110> gradually decreases, and the intensity of γ-fiber gradually increases. Tangent VPSC interaction model was found to give reasonably good prediction of deformation texture development qualitatively and quantitatively for ferritic stainless steel.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Meng, L.; Li, W.; Zhang, Q.; Zheng, L.; Shi, Q.; Ma, J.; Liang, W.; Lu, H. Deformation behavior and fracture mechanisms of 430 ferritic stainless steel after dual-phase zone annealing via quasi in-situ tensile testing. Mater. Sci. Eng. A 2025, 920, 147561. [Google Scholar] [CrossRef]
- Zhao, Y.; Liu, H.-L.; Wei, L.-L.; Chen, L.-Q. An overview on the novel heat-resistant ferritic stainless steels. Tungsten 2023, 5, 467–480. [Google Scholar] [CrossRef]
- Yan, H.; Bi, H.; Li, X.; Xu, Z. Effect of two-step cold rolling and annealing on texture, grain boundary character distribution and r-value of Nb+Ti stabilized ferritic stainless steel. Mater. Charact. 2009, 60, 65–68. [Google Scholar] [CrossRef]
- Liu, H.; Li, H.; Liu, C.; Wu, J. Effect of Rolling Reduction on Microstructure and Formability of a Ferritic Stainless Steel. J. Mater. Eng. Perform. 2024, 33, 1304–1313. [Google Scholar] [CrossRef]
- Ray, R.K.; Jonas, J.J.; Hook, R.E. Cold rolling and annealing textures in low carbon and extra low carbon steels. Int. Mater. Rev. 1994, 39, 129–172. [Google Scholar] [CrossRef]
- Kestens, L.; Jonas, J.J. Modelling Texture Change during the Static Recrystallization of a Cold Rolled and Annealed Ultra Low Carbon Steel Previously Warm Rolled in the Ferrite Region. ISIJ Int. 1997, 37, 807–814. [Google Scholar] [CrossRef]
- Tse, Y.; Duggan, B. Role of Grain Boundaries, Deformation and Transition Bands in the Nucleation and Successful Growth of γ Grains during the Recrystallization of IF Steel. Mater. Sci. Forum 2002, 408–412, 1233–1238. [Google Scholar] [CrossRef]
- Traka, K.; Hernández, E.S.; Nguyen-Minh, T.; Sedighiani, K.; Sietsma, J.; Kestens, L.A. Prediction of different recrystallisation textures under a single unified physics-based model description. Comput. Mater. Sci. 2024, 246, 113425. [Google Scholar] [CrossRef]
- Barnett, M.R. Role of In-grain SBs in the Nucleation of <111>//ND Recrystallization Textures in Warm Rolled Steel. ISIJ Int. 1998, 38, 78–85. [Google Scholar] [CrossRef]
- Doherty, R.; Hughes, D.; Humphreys, F.; Jonas, J.; Jensen, D.J.; Kassner, M.; King, W.; McNelley, T.; McQueen, H.; Rollett, A. Current issues in recrystallization: A review. Mater. Today 1998, 1, 14–15. [Google Scholar] [CrossRef]
- Jiang, J.; Britton, T.; Wilkinson, A. Evolution of dislocation density distributions in copper during tensile deformation. Acta Mater. 2013, 61, 7227–7239. [Google Scholar] [CrossRef]
- Ashby, M.F. The deformation of plastically non-homogeneous materials. Philos. Mag. 1970, 21, 399–424. [Google Scholar] [CrossRef]
- Nave, M.D.; Barnett, M.R.; Beladi, H. The Influence of Solute Carbon in Cold-rolled Steels on SBs Formation and Recrystallization Texture. ISIJ Int. 2004, 44, 1072–1078. [Google Scholar] [CrossRef]
- Hirsch, J.; Lücke, K. Overview no. 76: Mechanism of deformation and development of rolling textures in polycrystalline f.c.c. metals—I. Description of rolling texture development in homogeneous CuZn alloys. Acta Met. 1988, 36, 2863–2882. [Google Scholar] [CrossRef]
- Van Houtte, P.; Delannay, L.; Samajdar, I. Quantitative Prediction of Cold Rolling Textures in Low-CarbonSteel by Means of the Lamel Model. Texture, Stress. Microstruct. 1999, 31, 109–149. [Google Scholar] [CrossRef]
- Van Houtte, P.; Delannay, L.; Kalidindi, S. Comparison of two grain interaction models for polycrystal plasticity and deformation texture prediction. Int. J. Plast. 2002, 18, 359–377. [Google Scholar] [CrossRef]
- Tóth, L.S.; Molinari, A.; Raabe, D. Modeling of rolling texture development in a ferritic chromium steel. Met. Mater. Trans. A 1997, 28, 2343–2351. [Google Scholar] [CrossRef]
- Engler, O.; Crumbach, M.; Li, S. Alloy-dependent rolling texture simulation of aluminium alloys with a grain-interaction model. Acta Mater. 2005, 53, 2241–2257. [Google Scholar] [CrossRef]
- Lebensohn, R.; Tomé, C. A self-consistent anisotropic approach for the simulation of plastic deformation and texture development of polycrystals: Application to zirconium alloys. Acta Met. et Mater. 1993, 41, 2611–2624. [Google Scholar] [CrossRef]
- Tomé, C.N. Self-consistent polycrystal models: A directional compliance criterion to describe grain interactions. Model. Simul. Mater. Sci. Eng. 1999, 7, 723–738. [Google Scholar] [CrossRef]
- Després, A.; Zecevic, M.; Lebensohn, R.; Mithieux, J.; Chassagne, F.; Sinclair, C. Contribution of intragranular misorientations to the cold rolling textures of ferritic stainless steels. Acta Mater. 2020, 182, 184–196. [Google Scholar] [CrossRef]
- Takajo, S.; Vogel, S.C.; Tome, C.N. Viscoplastic self-consistent polycrystal modeling of texture evolution of ultra-low carbon steel during cold rolling. Model. Simul. Mater. Sci. Eng. 2019, 27, 045003. [Google Scholar] [CrossRef]
- Zhang, S.; Lin, Y.; Jiang, Y.-Q.; Huang, Z.-C.; Ding, H.-B.; Qiu, Y.-L.; Naseri, M.; Trofimov, E. Accurate simulation of texture evolution and mechanical response of cubic and hexagonal structural alloys using self-consistent polycrystal plastic method. J. Alloy. Compd. 2024, 987, 174191. [Google Scholar] [CrossRef]
- Gupta, A.; Khatirkar, R.K.; Dandekar, T.; Mahadule, D. Texture development during multi-step cross rolling of a β titanium alloy: Experiments and simulations. J. Alloy. Compd. 2021, 850, 156824. [Google Scholar] [CrossRef]
- Engler, O.; Tomé, C.N.; Huh, M.-Y. A study of through-thickness texture gradients in rolled sheets. Met. Mater. Trans. A 2000, 31, 2299–2315. [Google Scholar] [CrossRef]
- Wright, S.I.; Nowell, M.M.; Bingert, J.F. A Comparison of Textures Measured Using X-Ray and Electron Backscatter Diffraction. Met. Mater. Trans. A 2007, 38, 1845–1855. [Google Scholar] [CrossRef]
- Van Houtte, P.; Li, S.; Seefeldt, M.; Delannay, L. Deformation texture prediction: From the Taylor model to the advanced Lamel model. Int. J. Plast. 2005, 21, 589–624. [Google Scholar] [CrossRef]
- Bate, P.; da Fonseca, J.Q. Texture development in the cold rolling of IF steel. Mater. Sci. Eng. A 2004, 380, 365–377. [Google Scholar] [CrossRef]
- Eshelby, J.D. The determination of the elastic field of an ellipsoidal inclusion, and related problems. Proc. R. Soc. London. Ser. A. Math. Phys. Sci. 1957, 241, 376–396. [Google Scholar] [CrossRef]
- A Lebensohn, R.; A Turner, P.; Signorelli, J.W.; Canova, G.R.; Tomé, C.N. Calculation of intergranular stresses based on a large-strain viscoplastic self-consistent polycrystal model. Model. Simul. Mater. Sci. Eng. 1998, 6, 447–465. [Google Scholar] [CrossRef]
- Tomé, C.N.; Necker, C.T.; Lebensohn, R.A. Mechanical anisotropy and grain interaction in recrystallized aluminum. Met. Mater. Trans. A 2002, 33, 2635–2648. [Google Scholar] [CrossRef]
- Bertinetti, M.; Schwindt, C.; Signorelli, J. Effect of the cube orientation on formability for FCC materials: A detailed comparison between full-constraint and self-consistent predictions. Int. J. Mech. Sci. 2014, 87, 200–217. [Google Scholar] [CrossRef]
- Mishin, V.; Shishov, I.; Stolyarov, O.; Kasatkin, I.; Glukhov, P. Effect of cold rolling route on deformation mechanism and texture evolution of thin beryllium foils: Experiment and VPSC simulation. Mater. Charact. 2020, 164, 110350. [Google Scholar] [CrossRef]
- Takajo, S.; Tomé, C.; Vogel, S.; Beyerlein, I. Texture simulation of a severely cold rolled low carbon steel using polycrystal modeling. Int. J. Plast. 2018, 109, 137–152. [Google Scholar] [CrossRef]
- Masson, R.; Bornert, M.; Suquet, P.; Zaoui, A. An affine formulation for the prediction of the effective properties of nonlinear composites and polycrystals. J. Mech. Phys. Solids 2000, 48, 1203–1227. [Google Scholar] [CrossRef]
- Lebensohn, R.; Tomé, C.; Maudlin, P. A selfconsistent formulation for the prediction of the anisotropic behavior of viscoplastic polycrystals with voids. J. Mech. Phys. Solids 2004, 52, 249–278. [Google Scholar] [CrossRef]
- Delannay, L.; Melchior, M.; Signorelli, J.; Remacle, J.-F.; Kuwabara, T. Influence of grain shape on the planar anisotropy of rolled steel sheets—Evaluation of three models. Comput. Mater. Sci. 2009, 45, 739–743. [Google Scholar] [CrossRef]
- Tomé, C.N.; Lebensohn, R.A. Manual for VPSC7c, Los Alamos National Labora- tory, Los Alamos. 2012. Available online: https://public.lanl.gov/lebenso/VPSC7c_manual.pdf (accessed on 15 January 2025).
- Ray, R.K.; Jonas, J.J. Transformation textures in steels. Int. Mater. Rev. 1990, 35, 1–36. [Google Scholar] [CrossRef]
- Barnett, M.R.; Jonas, J.J. Influence of Ferrite Rolling Temperature on Microstructure and Texture in Deformed Low C and IF Steels. ISIJ Int. 1997, 37, 697–705. [Google Scholar] [CrossRef]
- Barnett, M.R.; Kestens, L. Strengthening the {111} Texture in Steel Sheet byIncreasing the Level of Solute Carbon During Cold Rolling. Texture Stress Microstruct. 2000, 34, 1–22. [Google Scholar] [CrossRef]
- Gupta, A.; Khatirkar, R.K.; Kumar, A.; Thool, K.; Bibhanshu, N.; Suwas, S. Microstructure and texture development in Ti-15V-3Cr-3Sn-3Al alloy—Possible role of strain path. Mater. Charact. 2019, 156, 109884. [Google Scholar] [CrossRef]
- Ramazani, A.; Mukherjee, K.; Schwedt, A.; Goravanchi, P.; Prahl, U.; Bleck, W. Quantification of the effect of transformation-induced geometrically necessary dislocations on the flow-curve modelling of dual-phase steels. Int. J. Plast. 2013, 43, 128–152. [Google Scholar] [CrossRef]
- Han, J.; Nam, J.-H.; Lee, Y.-K. The mechanism of hydrogen embrittlement in intercritically annealed medium Mn TRIP steel. Acta Mater. 2016, 113, 1–10. [Google Scholar] [CrossRef]
- Tóth, L.S.; Massion, R.A.; Germain, L.; Baik, S.C.; Suwas, S. Analysis of texture evolution in equal channel angular extrusion of copper using a new flow field. Acta Mater. 2004, 52, 1885–1898. [Google Scholar] [CrossRef]
- Saha, R.; Ray, R. Effects of severe cold rolling on the texture and grain boundary character of a Ti–Nb IF steel. Mater. Lett. 2008, 62, 222–225. [Google Scholar] [CrossRef]
- Bai, Y.; He, T.; Liu, Y. Effects of Sn microalloying on cold rolling and recrystallization textures and microstructure of a ferritic stainless steel. Mater. Charact. 2018, 137, 142–150. [Google Scholar] [CrossRef]
- Deeparekha, N.; Gupta, A.; Demiral, M.; Khatirkar, R.K. Cold rolling of an interstitial free (IF) steel—Experiments and simulations. Mech. Mater. 2020, 148, 103420. [Google Scholar] [CrossRef]
- Wright, S.I.; Nowell, M.M.; Field, D.P. A Review of Strain Analysis Using Electron Backscatter Diffraction. Microsc. Microanal. 2011, 17, 316–329. [Google Scholar] [CrossRef]
- Nave, M.D.; Barnett, M.R. Fragmentation of Orientation within Grains of a Cold-rolled Interstitial-free Steel. ISIJ Int. 2004, 44, 187–196. [Google Scholar] [CrossRef]
- Raabe, D.; Lüucke, K. Textures of ferritic stainless steels. Mater. Sci. Technol. 1993, 9, 302–312. [Google Scholar] [CrossRef]
- Lee, K.-M.; Huh, M.-Y.; Park, S.; Engler, O. Effect of Texture Components on the Lankford Parameters in Ferritic Stainless Steel Sheets. ISIJ Int. 2012, 52, 522–529. [Google Scholar] [CrossRef]
- Delannay, L.; Jacques, P.J.; Kalidindi, S.R. Finite element modeling of crystal plasticity with grains shaped as truncated octahedrons. Int. J. Plast. 2006, 22, 1879–1898. [Google Scholar] [CrossRef]
- Nandedkar, V.M.; Samajdar, I.; Narasimhan, K. Development of Grain Interior Strain Localizations during Plane Strain Deformation of a Deep Drawing Quality Sheet Steel. ISIJ Int. 2001, 41, 1517–1523. [Google Scholar] [CrossRef]
- Cicalè, S.; Samajdar, I.; Verlinden, B.; Abbruzzese, G.; Van Houtte, P. Development of Cold Rolled Texture and Microstructure in a Hot Band Fe-3%Si Steel. ISIJ Int. 2002, 42, 770–778. [Google Scholar] [CrossRef]
- Dillamore, I.L.; Morris, P.L.; Smith, C.J.E.; Hutchinson, W.B. Transition bands and recrystallization in metals. Proc. R. Soc. London. Ser. A. Math. Phys. Sci. 1972, 329, 405–420. [Google Scholar] [CrossRef]
- Huh, M.Y.; Engler, O.; Raabe, D. On the Influence of Cross-Rolling on Shear Band Formation and Texture Evolution in Low Carbon Steel Sheets. Texture Stress Microstruct. 1995, 24, 225–237. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Higuera, O.F.; Benito, J.A.; Bradai, D.; Khelfa, T.; Bolmaro, R.E.; Jorge, A.M.; Cabrera, J.M. Analysis of the micro and substructural evolution during severe plastic deformation of ARMCO iron and consequences in mechanical properties. Mater. Sci. Eng. A 2019, 740-741, 108–120. [Google Scholar] [CrossRef]
- Toth, L.S.; Gu, C. Ultrafine-grain metals by severe plastic deformation. Mater. Charact. 2014, 92, 1–14. [Google Scholar] [CrossRef]
- De Moura, A.N.; de Alcântara, C.M.; de Oliveira, T.R.; da Cunha, M.A.; Machado, M.L.P. Effect of cold rolling reduction on texture, recrystallization and mechanical properties of UNS S32304 Lean Duplex stainless steel. Mater. Sci. Eng. A 2021, 802, 140577. [Google Scholar] [CrossRef]
- Wagner, F.; Canova, G.; van Houtte, P.; Molinari, A. Comparison of Simulated and Experimental Deformation Textures for BCC Metals. Texture Stress Microstruct. 1991, 14, 1135–1140. [Google Scholar] [CrossRef]
- Creuziger, A.; Hu, L.; Gnäupel-Herold, T.; Rollett, A.D. Crystallographic texture evolution in 1008 steel sheet during multi-axial tensile strain paths. Integrating Mater. Manuf. Innov. 2014, 3, 1–19. [Google Scholar] [CrossRef]
- Madej, L.; Hodgson, P.D.; Pietrzyk, M. Development of the Multi-scale Analysis Model to Simulate Strain Localization Occurring During Material Processing. Arch. Comput. Methods Eng. 2009, 16, 287–318. [Google Scholar] [CrossRef]
- Jia, N.; Raabe, D.; Zhao, X. Texture and microstructure evolution during non-crystallographic shear banding in a plane strain compressed Cu–Ag metal matrix composite. Acta Mater. 2014, 76, 238–251. [Google Scholar] [CrossRef]
- Jia, N.; Roters, F.; Eisenlohr, P.; Kords, C.; Raabe, D. Non-crystallographic shear banding in crystal plasticity FEM simulations: Example of texture evolution in α-brass. Acta Mater. 2012, 60, 1099–1115. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | N | Ti | Nb | Fe |
|---|---|---|---|---|---|---|---|---|---|
| 0.02 | 0.60 | 1.00 | 0.04 | 0.015 | 16–18 | 0.02 | 0.3 | 0.3 | Bal. |
| neff | Interaction Model | Medium Stiffness |
|---|---|---|
| 0 | FC | stiff |
| 10 | neff = 10 | Intermediate |
| 20 | Tangent | Compliant |
| → ∞ | Affine | Very compliant |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pei, J.; Wei, S.; Zhang, Q.; Ji, X.; Zhang, C.; Miao, L. Strain Dependent Evolution of Microstructure and Texture During Cold Rolling of Ferritic Stainless Steel: Experiments and Visco-Plastic Self-Consistent Modeling. Materials 2025, 18, 995. https://doi.org/10.3390/ma18050995
Pei J, Wei S, Zhang Q, Ji X, Zhang C, Miao L. Strain Dependent Evolution of Microstructure and Texture During Cold Rolling of Ferritic Stainless Steel: Experiments and Visco-Plastic Self-Consistent Modeling. Materials. 2025; 18(5):995. https://doi.org/10.3390/ma18050995
Chicago/Turabian StylePei, Jibin, Shilong Wei, Qing Zhang, Xiufang Ji, Chi Zhang, and Luyang Miao. 2025. "Strain Dependent Evolution of Microstructure and Texture During Cold Rolling of Ferritic Stainless Steel: Experiments and Visco-Plastic Self-Consistent Modeling" Materials 18, no. 5: 995. https://doi.org/10.3390/ma18050995
APA StylePei, J., Wei, S., Zhang, Q., Ji, X., Zhang, C., & Miao, L. (2025). Strain Dependent Evolution of Microstructure and Texture During Cold Rolling of Ferritic Stainless Steel: Experiments and Visco-Plastic Self-Consistent Modeling. Materials, 18(5), 995. https://doi.org/10.3390/ma18050995