

Recent Research Progress in the Abrasive Machining and Finishing of Additively Manufactured Metal Parts



Abstract
:1. Introduction
2. Additive Manufacturing of Metals
3. Machining of Additively Manufactured Metals
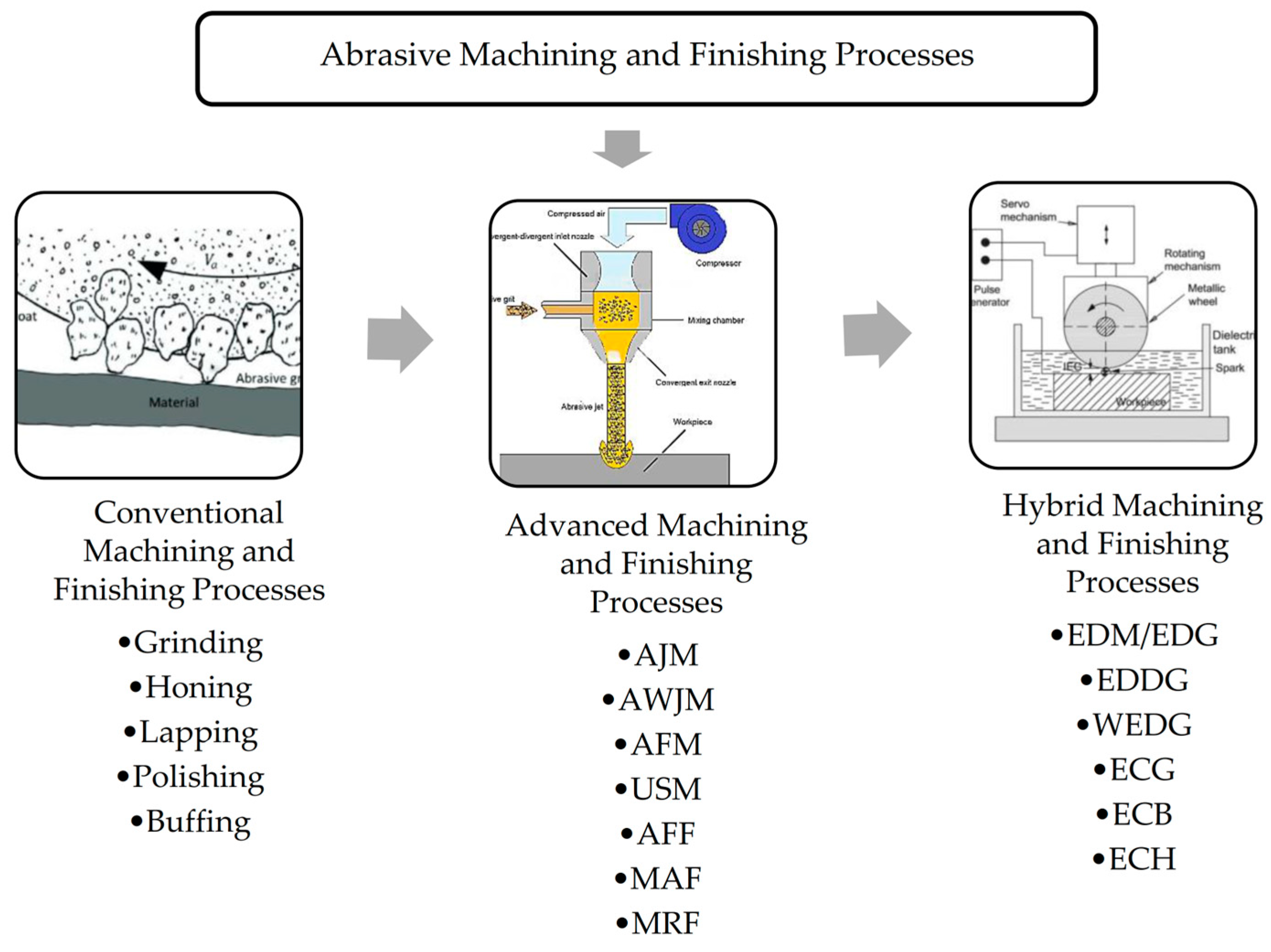
3.1. Conventional Methods
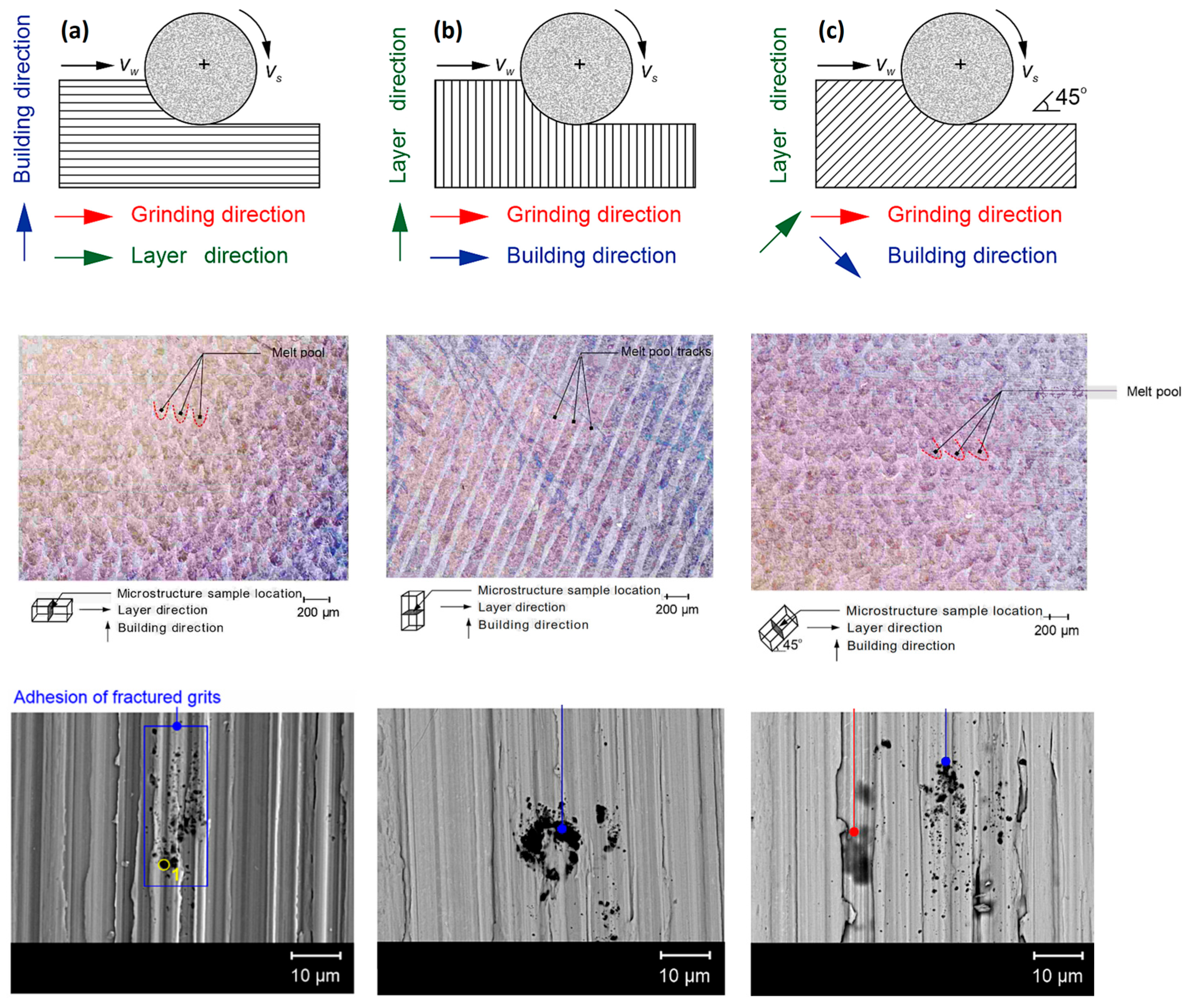
3.1.1. Grinding
3.1.2. Milling
3.1.3. Polishing
3.1.4. Lapping
3.1.5. Honing
3.1.6. Sandblasting
3.2. Nonconventional Methods
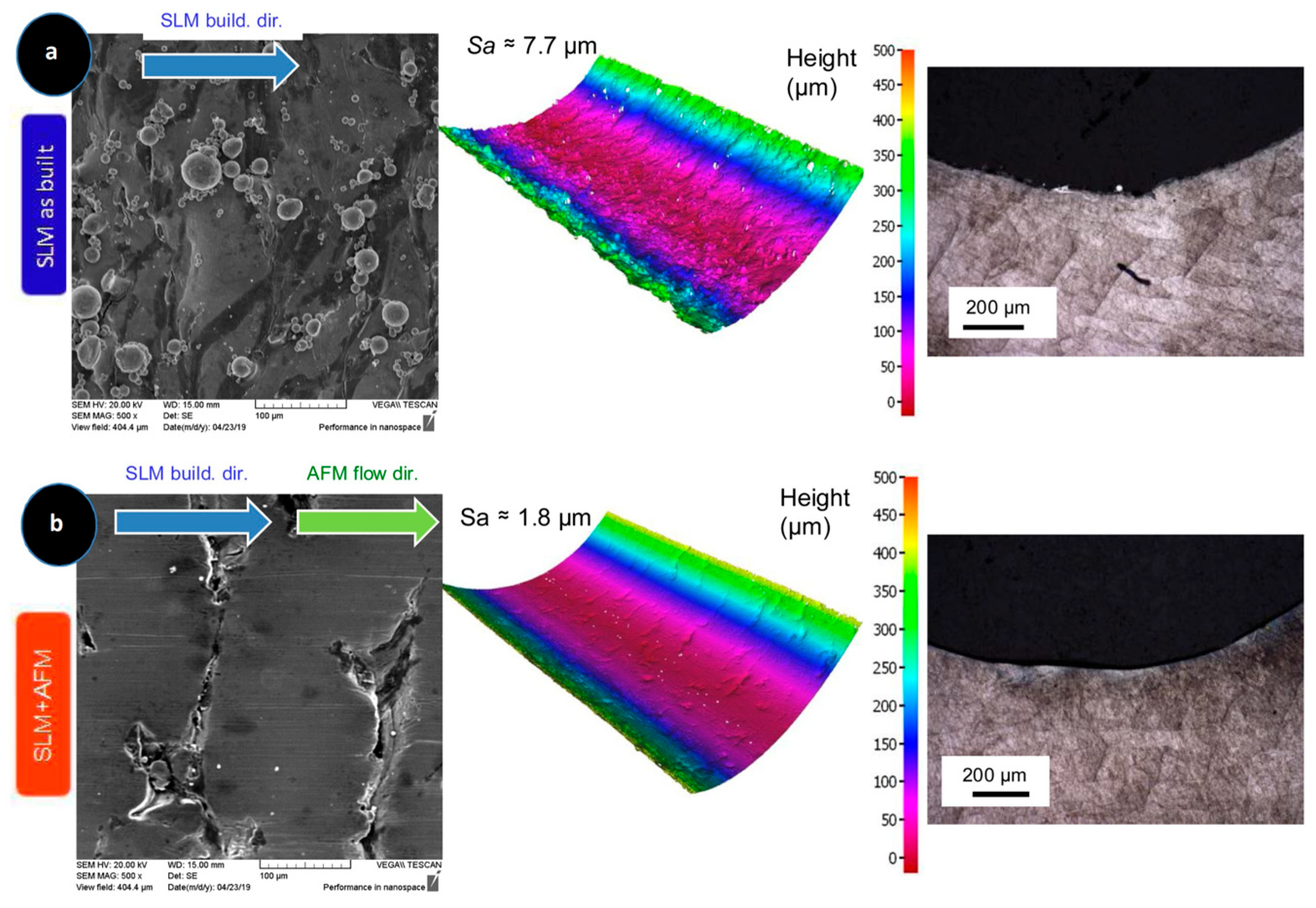
3.2.1. Abrasive Flow Machining
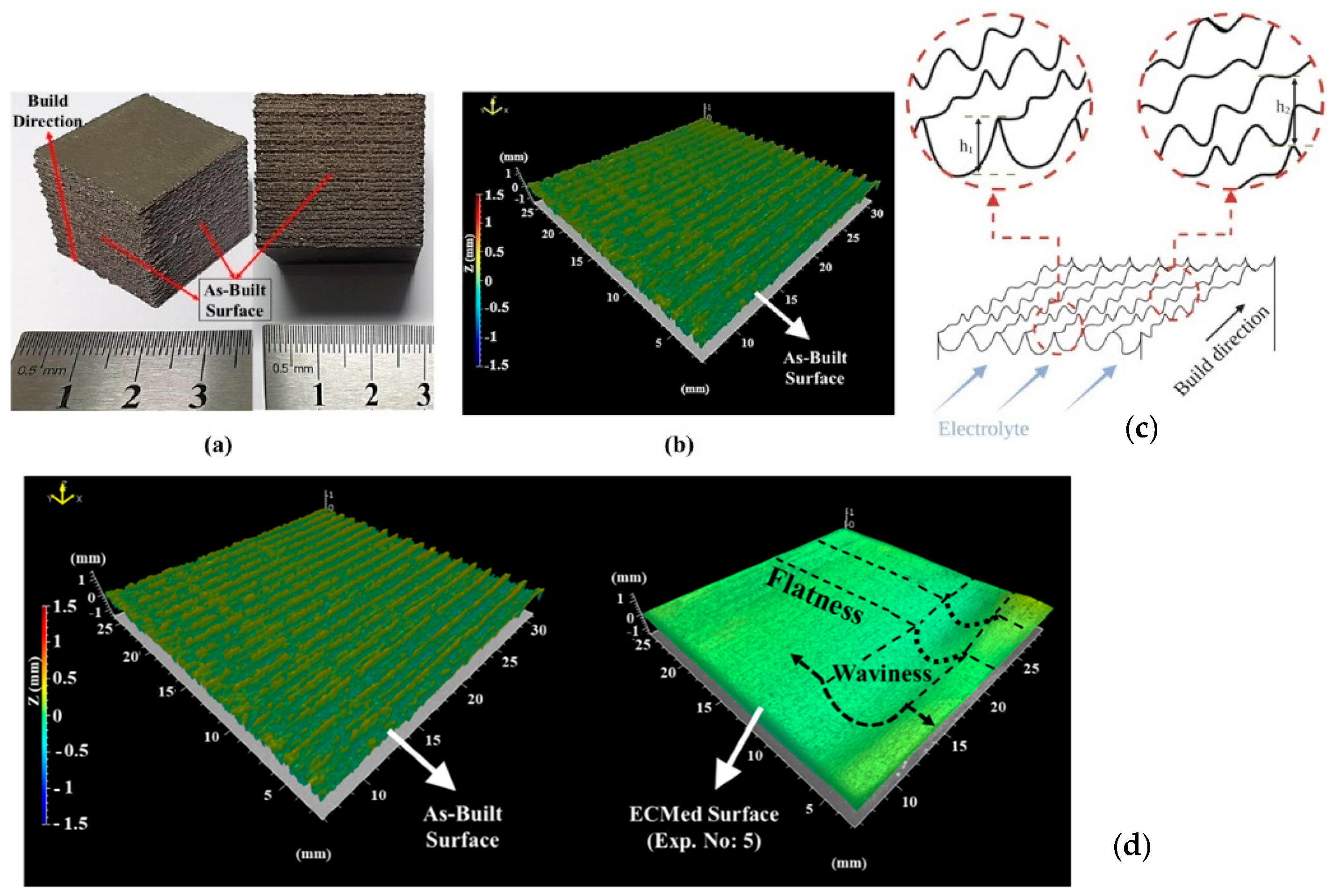
3.2.2. Electrochemical Machining
3.2.3. Magnetic Abrasive Finishing
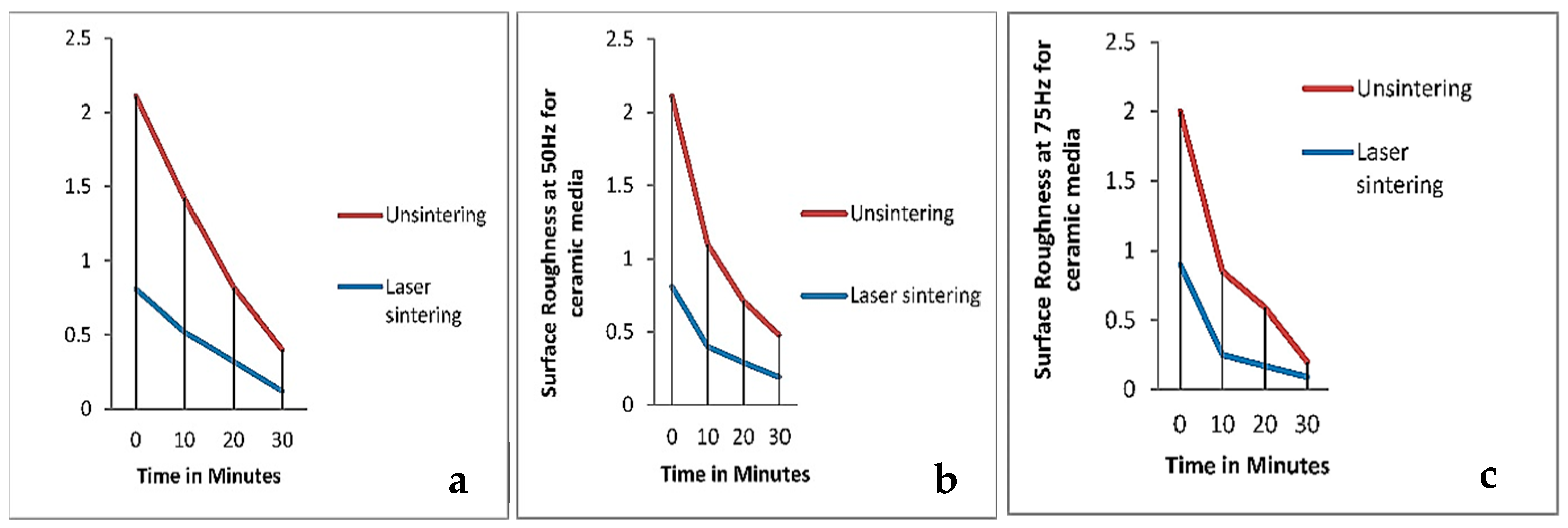
3.2.4. Vibratory Bowl Finishing
4. Discussion
- ⮚
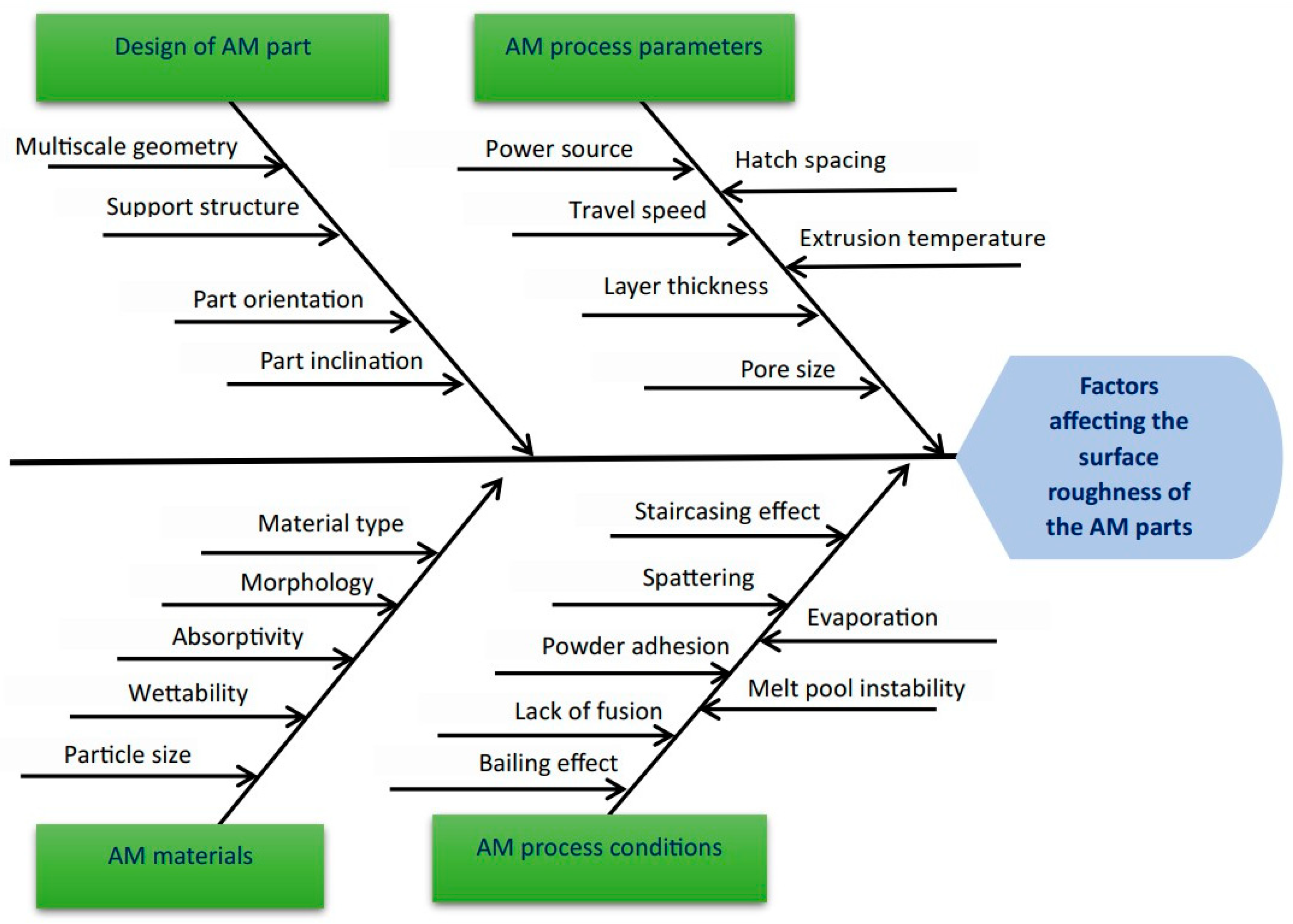
- The inherent porosity and high number of surface features of additively manufactured metals make effective machining difficult.
- ⮚
- In some cases, the brittle fracture of abrasive grits during machining leads to an inferior surface quality, despite the reduced strain-hardening effects. This leads to additional postprocessing (e.g., heat treatment).
- ⮚
- During the application of unconventional machining methods for the surface finishing of additively manufactured parts, there is the possibility of thermal or chemical damage as well as the limited effectiveness of polishing metal parts with deep internal holes.
- ⮚
- The risk of thin-walled structural damage due to excessive pumping pressure or abrasive contamination of internal channels poses a significant challenge for the use of unconventional machining methods on additively manufactured components.
- ⮚
- Metal additive manufacturing processes, such as laser metal deposition, can result in rough surfaces, discoloration, and unmelted particles owing to the repeated instant dissolution and solidification of the metal. These challenges make it difficult to achieve high-quality surface finishing, especially for direct application in the food and biomedical industries.
- ❖
- The future studies should focus on achieving an optimal balance between porosity and strength in the additive manufacturing of machining tools.
- ❖
- Further studies on the combination of various postprocessing techniques for optimizing the surface finish and structural integrity of AM parts are required for synergetic hybridization.
- ❖
- The demand and complexity of finishing the inner surfaces of LPBF components are greater compared to outer surfaces. However, there is a lack of comprehensive research on the overall effects of polishing on internal structures. Therefore, future research could focus on the efficient inner-surface-finishing methods.
- ❖
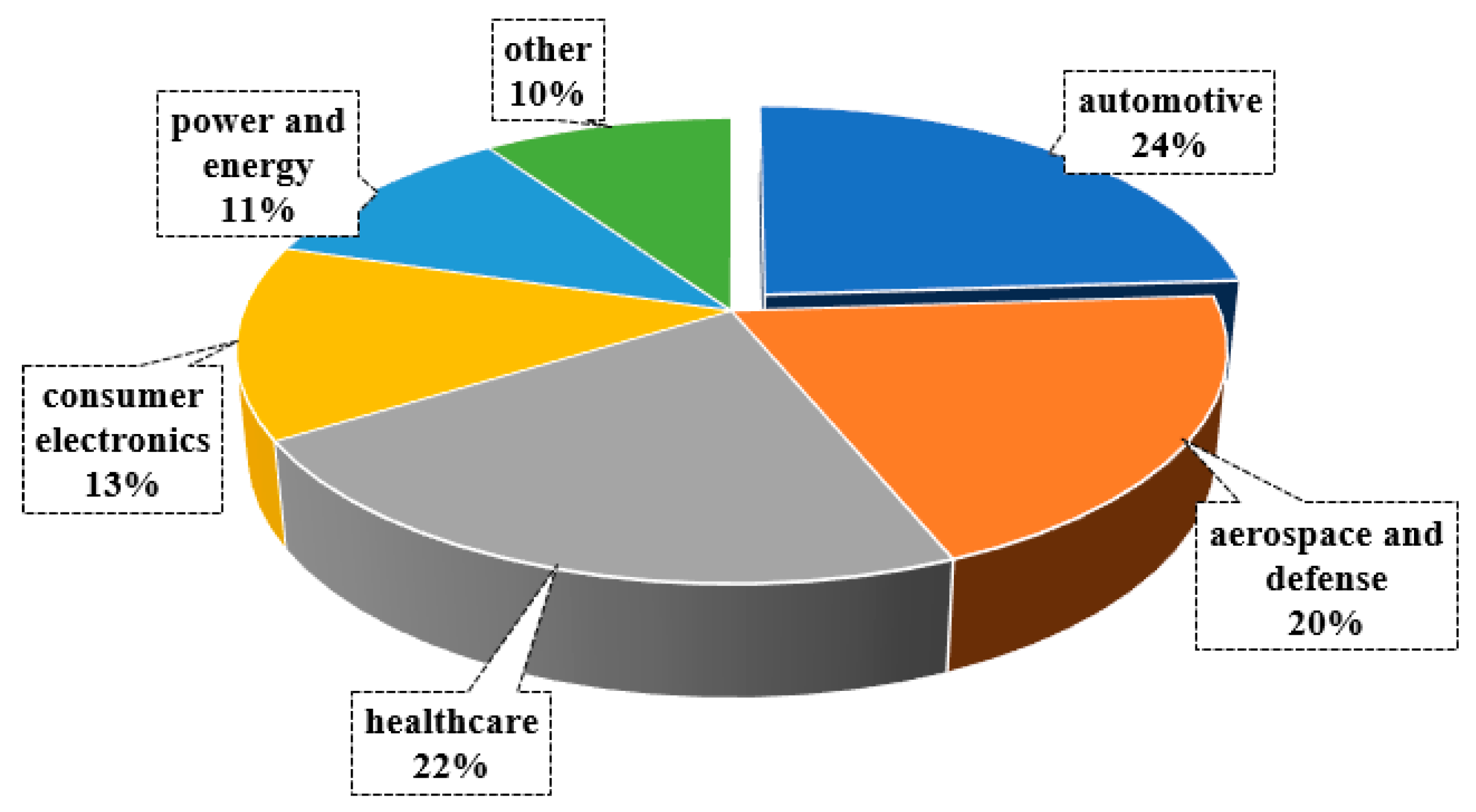
- In addition, studies related to the selected AM methods and the machinability of certain new alloy compositions could be helpful. This will help gain better insight into the positioning of AM in various manufacturing industries, such as automotive and aerospace.
- ❖
- Furthermore, studies could investigate the incorporation of machine learning or artificial intelligence algorithms to optimize machining parameters, improve surface quality, and reduce flaws.
- ❖
- The inherent porosity of additively manufactured metals complicates tools, especially the grinding process. Therefore, future research could focus on additively manufactured machining tools and their specific applications.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Iftekar, S.F.; Aabid, A.; Amir, A.; Baig, M. Advancements and limitations in 3D printing materials and technologies: A critical review. Polymers 2023, 15, 2519. [Google Scholar] [CrossRef] [PubMed]
- Islam, M.A.; Mobarak, M.H.; Rimon, M.I.H.; Al Mahmud, M.Z.; Ghosh, J.; Ahmed, M.M.S.; Hossain, N. Additive manufacturing in polymer research: Advances, synthesis, and applications. Polym. Test. 2024, 132, 108364. [Google Scholar] [CrossRef]
- Kanishka, K.; Acherjee, B. Revolutionizing manufacturing: A comprehensive overview of additive manufacturing processes, materials, developments, and challenges. J. Manuf. Process. 2023, 107, 574–619. [Google Scholar] [CrossRef]
- Mobarak, M.H.; Islam, M.A.; Hossain, N.; Al Mahmud, M.Z.; Rayhan, M.T.; Nishi, N.J.; Chowdhury, M.A. Recent advances of additive manufacturing in implant fabrication—A review. Appl. Surf. Sci. Adv. 2023, 18, 100462. [Google Scholar] [CrossRef]
- Hartmann, C.; van den Bosch, L.; Spiegel, J.; Rumschottel, D.; Gunther, D. Removal of stair-step effects in binder jetting additive manufacturing using grayscale and dithering-based droplet distribution. Materials 2022, 15, 3798. [Google Scholar] [CrossRef]
- Yasa, E.; Poyraz, O.; Solakoglu, E.U.; Akbulut, G.; Oren, S. A study on the stair stepping effect in direct metal laser sintering of a nickel-based superalloy. Procedia CIRP 2016, 45, 175–178. [Google Scholar] [CrossRef]
- Wohlers, T.; Ian, C.; Olaf, D.; Huff, R.; Joseph, K. 3D Printing and Additive Manufacturing Global State of the Industry: Wohelrs Association: Annual Worldwide Progress Report. Newton, J.V.R.R., Scott, C., Eds.; Wohelrs Association: Fort Collins, CO, USA, 2023; Available online: https://wohlersassociates.com/product/wr2023/ (accessed on 24 December 2024).
- Fashanu, F.F.; Marcellin-Little, D.J.; Linke, B.S.; Fashanu, F.F.; Marcellin-Little, D.J.; Linke, B.S. Review of surface finishing of additively manufactured metal implants. In Proceedings of the ASME 2020 15th International Manufacturing Science and Engineering Conference, Virtual, 3 September 2020. [Google Scholar] [CrossRef]
- Deja, M.; Zieliński, D. A pilot study on machining difficult-to-cut materials with the use of tools fabricated by SLS technology. Materials 2021, 18, 5306. [Google Scholar] [CrossRef]
- Deja, M.; Zieliński, D.; Kadir, A.Z.A.; Humaira, S.N. Applications of additively manufactured tools in abrasive machining—a literature review. Materials 2021, 14, 1318. [Google Scholar] [CrossRef]
- Lengauer, W.; Duretek, I.; Fürst, M.; Schwarz, V.; Gonzalez-Gutierrez, J.; Schuschnigg, S.; Kukla, C.; Kitzmantel, M.; Neubauer, E.; Lieberwirth, C.; et al. Fabrication and properties of extrusion-based 3D-printed hardmetal and cermet components. Int. J. Refract. Met. Hard Mater. 2019, 82, 141–149. [Google Scholar] [CrossRef]
- Obadimu, S.O.; Kourousis, K.I. Shrinkage behaviour of material extrusion steel 316L: Influence of primary 3D printing parameters. Rapid Prototyp. J. 2022, 28, 92–101. [Google Scholar] [CrossRef]
- Zhang, J.; Chaudhari, A.; Wang, H. Surface quality and material removal in magnetic abrasive finishing of selective laser melted 316L stainless steel. J. Manuf. Process. 2019, 45, 710–719. [Google Scholar] [CrossRef]
- Mao, Y.; Li, J.; Li, W.; Cai, D.; Wei, Q. Binder jetting additive manufacturing of 316L stainless-steel green parts with high strength and low binder content: Binder preparation and process optimization. J. Mater. Process. Technol. 2021, 291, 117020. [Google Scholar] [CrossRef]
- Jemghili, R.; Aittaleb, A.; Mansouri, K. Additive manufacturing technology, process parameters influencing product quality and its applications. Int. J. Adv. Technol. Eng. Explor. 2022, 9, 1678–1703. [Google Scholar] [CrossRef]
- Kibria, G.; Shivakoti, I.; Das, S.; Doloi, B.; Bhattacharyya, B. Introduction to abrasive based machining and finishing. In Advances in Abrasive Based Machining and Finishing Processes; Das, S., Ed.; Springer International Publishing: Cham, Switzerland, 2020; pp. 1–28. [Google Scholar] [CrossRef]
- Kumar, M.; Alok, A.; Kumar, V.; Das, M. Advanced abrasive-based nano-finishing processes: Challenges, principles and recent applications. Mater. Manuf. Process. 2021, 37, 372–392. [Google Scholar] [CrossRef]
- Zhang, P.; Liu, Z.; Du, J.; Su, G.; Zhang, J.; Xu, C. On machinability and surface integrity in subsequent machining of additively manufactured thick coatings: A review. J. Mater. Process. 2020, 53, 123–143. [Google Scholar] [CrossRef]
- Zhong, Z.-W. Advanced polishing, grinding and finishing processes for various manufacturing applications: A review. Mater. Manuf. Process. 2020, 35, 1279–1303. [Google Scholar] [CrossRef]
- Pandiyan, V.; Shevchik, S.; Wasmer, K.; Castagne, S.; Tjahjowidodo, T. Modelling and monitoring of abrasive finishing processes using artificial intelligence techniques: A review. J. Manuf. Process. 2020, 57, 114–135. [Google Scholar] [CrossRef]
- Frank50 s. Abrasive-Jet Simple Scheme. 2015. Available online: https://commons.wikimedia.org/wiki/File:Abrasive-jet_simple_scheme.png# (accessed on 2 February 2025).
- Dizon, J.R.C.; Espera, A.H.; Chen, Q.; Advincula, R.C. Mechanical characterization of 3D-printed polymers. Addit. Manuf. 2018, 20, 44–67. [Google Scholar] [CrossRef]
- Varlık, E.; Aktas, S.; Giorleo, L. Indirect metal complex part production using binder jetting technology: Preliminary research. Uluslararası Mühendislik Ve Teknol. Yönetimi Kongresi 2020, 3, 73. Available online: https://avesis.marmara.edu.tr/yayin/5e7b5849-673b-4a66-96fd-16217db85817/indirect-metal-complex-part-production-using-binder-jetting-technology-a-preliminary-research (accessed on 3 December 2024).
- ISO/ASTM 52900:2021; Additive Manufacturing—General Principles—Fundamentals and Vocabulary. ISO: Geneva, Switzerland, 2021.
- Babu, V.; Setti, D. Grindability of additively manufactured Inconel 718. J. Manuf. Process. 2024, 112, 238–247. [Google Scholar] [CrossRef]
- Khanna, N.; Zadafiya, K.; Patel, T.; Kaynak, Y.; Rahman Rashid, R.A.; Vafadar, A. Review on machining of additively manufactured nickel and titanium alloys. J. Mater. Res. Technol. 2021, 15, 3192–3221. [Google Scholar] [CrossRef]
- Chadha, U.; Selvaraj, S.K.; Abraham, A.S.; Khanna, M.; Mishra, A.; Sachdeva, I.; Kashyap, S.; Dev, S.J.; Swatish, R.S.; Joshi, A. Powder bed fusion via machine learning-enabled approaches. J. Complex. 2023, 2023, 9481790. [Google Scholar] [CrossRef]
- Kumar, V.P.; Jebaraj, A.V. Attainment of favorable microstructure for residual stress reduction through high-temperature heat treatment on additive manufactured Inconel 718 alloy. Int. J. Adv. Manuf. Technol. 2022, 121, 4455–4472. [Google Scholar] [CrossRef]
- Rakurty, C.S.; Manigandan, K.; Bowser, B.; Rangasamy, N.; Kakaraparthi, S.; Dippolito, R.; Myers, R. Grinding EB-PBF based additive manufactured Ti6Al4V: A surface integrity study. Adv. Ind. Manuf. Eng. 2023, 7, 100131. [Google Scholar] [CrossRef]
- Kirsch, B.; Hotz, H.; Hartig, J.; Greco, S.; Zimmermann, M.; Aurich, J.C. Pendulum and creep feed grinding of additively manufactured AISI 316L. Procedia CIRP 2021, 101, 166–169. [Google Scholar] [CrossRef]
- Maucher, C.; Teich, H.; Möhring, H.-C. Improving machinability of additively manufactured components with selectively weakened material. Prod. Eng. 2021, 15, 535–544. [Google Scholar] [CrossRef]
- Singh, P.K.; Kumar, S.; Jain, P.K. Effect of cryogenic grinding on surface characteristics of additively manufactured Ti-6Al-4V alloy. Surf. Topogr. Metrol. Prop. 2023, 11, 015014. [Google Scholar] [CrossRef]
- Laue, R.; Colditz, P.; Möckel, M.; Awiszus, B. Study on the milling of additive manufactured components. Metals 2022, 12, 1167. [Google Scholar] [CrossRef]
- Fei, J.; Liu, G.; Patel, K.; Özel, T. Effects of machining parameters on finishing additively manufactured nickel-based alloy Inconel 625. J. Manuf. Mater. Process. 2020, 4, 32. [Google Scholar] [CrossRef]
- Schneider, S.A.; Hermsen, S.; Kirchmann, S.; Ganser, P.; Bergs, T.; Schleifenbaum, J.H. Machinability analysis for milling of additively manufactured inconel 718 with specifically induced porosity. In Proceedings of the Machining Innovations Conference for Aerospace Industry (MIC), Hannover, Germany, 30 November–1 December 2022. [Google Scholar] [CrossRef]
- Del Val, A.G.; Cearsolo, X.; Suarez, A.; Veiga, F.; Altuna, I.; Ortiz, M. Machinability characterization in end milling of invar 36 fabricated by wire arc additive manufacturing. J. Mater. Res. Technol. 2023, 23, 300–315. [Google Scholar] [CrossRef]
- Engelking, L.; Eissel, A.; Schroepfer, D.; Treutler, K.; Kannengiesser, T.; Wesling, V. Optimisation of surface residual stresses using ultrasonic-assisted milling for wire-arc additive manufactured Ni alloy components. Int. J. Adv. Manuf. Technol. 2023, 126, 4191–4198. [Google Scholar] [CrossRef]
- Fuchs, C.; Baier, D.; Semm, T.; Zaeh, M.F. Determining the machining allowance for WAAM parts. Prod. Eng. 2020, 14, 629–637. [Google Scholar] [CrossRef]
- Veiga, F.; Gil Del Val, A.; Suarez, A.; Alonso, U. Analysis of the machining process of titanium Ti6Al-4V parts manufactured by wire arc additive manufacturing (WAAM). Materials 2020, 13, 766. [Google Scholar] [CrossRef] [PubMed]
- Narayanan, Y.S.; Nguyen, N.; Hosseini, A. Milling of additively manufactured AlSi10Mg with microstructural porosity defects, finite element modeling and experimental analysis. J. Manuf. Process. 2024, 118, 242–260. [Google Scholar] [CrossRef]
- Sommer, D.; Hornung, S.; Esen, C.; Hellmann, R. Optimization of mechanical properties of additive manufactured IN 718 parts combining LPBF and in-situ high-speed milling. Proc. SPIE. 2024, 12876, 128760E. [Google Scholar] [CrossRef]
- Xu, W.; Wang, C.; Long, Y.; Li, C.; Li, G.; Ding, S. The influence of deformation affected region on microstructure and mechanical property of 316L fabricated by hybrid additive-subtractive manufacturing. J. Manuf. Process. 2024, 117, 154–169. [Google Scholar] [CrossRef]
- Zhou, H.; Yang, Y.; Han, C.; Wei, Y.; Liu, Z.; Tai, Z.; Zhang, S.; Wang, D. Laser directed energy deposition/milling hybrid additive manufacturing of thin-walled GH4169 alloy: Effect of processing strategy on its microstructure and mechanical properties. Mater. Sci. Eng. A 2023, 882, 145480. [Google Scholar] [CrossRef]
- McGaffey, M.; Zur Linden, A.; Bachynski, N.; Oblak, M.; James, F.; Weese, J.S. Manual polishing of 3D printed metals produced by laser powder bed fusion reduces biofilm formation. PLoS ONE 2019, 14, e0212995. [Google Scholar] [CrossRef]
- Karakurt, I.; Ho, K.Y.; Ledford, C.; Gamzina, D.; Horn, T.; Luhmann, N.C.; Lin, L. Development of a magnetically driven abrasive polishing process for additively manufactured copper structures. Procedia Manuf. 2018, 26, 798–805. [Google Scholar] [CrossRef]
- Ali, M.; Almotari, A.; Algamal, A.; Qattawi, A. Recent advancements in post processing of additively manufactured metals using laser polishing. J. Manuf. Mater. Process. 2023, 7, 115. [Google Scholar] [CrossRef]
- Boban, J.; Ahmed, A.; Jithinraj, E.; Rahman, M.A.; Rahman, M. Polishing of additive manufactured metallic components: Retrospect on existing methods and future prospects. Int. J. Adv. Manuf. Technol. 2022, 121, 83–125. [Google Scholar] [CrossRef]
- Shen, M.; Fang, F. Advances in polishing of internal structures on parts made by laser-based powder bed fusion. Front. Mech. Eng. 2023, 18, 8. [Google Scholar] [CrossRef]
- Deja, M.; Zieliński, D.; Agebo, S.W. Study on the wear characteristics of a 3D printed tool in flat lapping of Al2O3 ceramic materials. Wear 2024, 205515, 556–557. [Google Scholar] [CrossRef]
- Deng, J.; Xiong, Q.; Nie, X.; Yan, Q.; Cao, J.; Lu, J. Optimisation of free-abrasive assisted lapping process with vitrified bonded diamond plates for sapphire substrates. Precis. Eng. 2024, 86, 183–194. [Google Scholar] [CrossRef]
- Tillmann, W.; Stangier, D.; Denkena, B.; Grove, T.; Lucas, H. Influence of PVD-coating technology and pretreatments on residual stresses for sheet-bulk metal forming tools. Prod. Eng. 2016, 10, 17–24. [Google Scholar] [CrossRef]
- Huber, R.; Belles, D.; Bücher, T.; Franke, L.; Amrouch, H.; Lemmer, U. Integrated CPU Monitoring Using 2D Temperature Sensor Arrays Directly Printed on Heat Sinks. Adv. Mater. Technol. 2024, 9, 2301631. [Google Scholar] [CrossRef]
- Koneru, S.; Srinath, A.; Rao, B.N.; Buddi, T. Optimal lapping and polishing process parameters for finer surface finishing of GCr15 steel cylindrical roller bearings. Int. J. Interact. Des. Manuf. 2024, 18, 3345–3356. [Google Scholar] [CrossRef]
- Bhatt, A.; Huang, Y.; Leung, C.L.A.; Soundarapandiyan, G.; Marussi, S.; Shah, S.; Atwood, R.C.; Fitzpatrick, M.E.; Tiwari, M.K.; Lee, P.D. In situ characterisation of surface roughness and its amplification during multilayer single-track laser powder bed fusion additive manufacturing. Addit. Manuf. 2023, 77, 103809. [Google Scholar] [CrossRef]
- Güner, M.; Lang, S.-E.; Bähre, D. Influence of selective process interfering on the workpiece fixture dynamics in precision honing. Manuf. Lett. 2023, 35, 314–320. [Google Scholar] [CrossRef]
- Sen geb. Hörl, R.; Polte, M.; Hocke, T.; Mensah, G.; Uhlmann, E. Modeling of the honing process using SPH to optimize flushing conditions. In Proceedings of the International SPHERIC Workshop, Berlin, Germany, 18–20 June 2024. [Google Scholar]
- Deja, M.; Markopoulos, A.P. Advances and trends in non-conventional, abrasive and precision machining 2021. Machines 2024, 12, 138. [Google Scholar] [CrossRef]
- Güner, M.; Lang, S.-E.; Herter, F.; Bähre, D. Analysis of the dynamic behavior of a structurally optimized gimbal-mounted workpiece fixture in precision honing. Manuf. Lett. 2022, 33, 622–629. [Google Scholar] [CrossRef]
- Mawandiya, B.K.; Sonagara, A.; Balar, T.; Patel, K.M.; Shah, D.B. Productivity improvement in honing machining process. Mater. Today Proc. 2022, 59, 283–288. [Google Scholar] [CrossRef]
- Sender, P.; Buj-Corral, I. Influence of honing parameters on the quality of the machined parts and innovations in honing processes. Metals 2023, 13, 140. [Google Scholar] [CrossRef]
- Giganto, S.; Martínez-Pellitero, S.; Rodríguez-Mateos, P.; Soni, N.; Barreiro García, J. Optimization of sandblasting to improve the surface finish of 17-4PH parts manufactured by SLM using different laser scanning strategies. Key Eng. Mater. 2023, 958, 97–103. [Google Scholar] [CrossRef]
- Bernevig-Sava, M.; Stamate, C.; Lohan, N.; Baciu, A.; Postolache, I.; Baciu, C.; Baciu, E. Considerations on the surface roughness of SLM processed metal parts and the effects of subsequent sandblasting. IOP Conf. Ser. Mater. Sci. Eng. 2019, 572, 012071. [Google Scholar] [CrossRef]
- Yu, D.; Wu, S.; Bao, S.; Yao, L.; Tang, Z.; Zhao, J.; Wu, Z.; Huang, H.; Li, X.; Guo, Z. Effect of sandblasting process on 3D printed intervertebral cage. 3D Print. Addit. Manuf. 2024. [Google Scholar] [CrossRef]
- Bachiller, C.; Nova, V.; Ferrer, Á.; Martínez, A.; Sandoval, N.; Marín, M.L.; Ponce-González, L.N. Additive manufacturing and metallization of high-frequency communication devices. Prog. Addit. Manuf. 2023, 8, 3–8. [Google Scholar] [CrossRef]
- Lu, D.; Liu, Z.; Wei, X.; Chen, C.; Wang, D. Effect of post-processing methods on the surface quality of Ti6Al4V fabricated by laser powder bed fusion. Front. Mater. 2023, 10, 1126749. [Google Scholar] [CrossRef]
- Bouland, C.; Urlea, V.; Beaubier, K.; Samoilenko, M.; Brailovski, V. Abrasive flow machining of laser powder bed-fused parts: Numerical modeling and experimental validation. J. Mater. Process. Technol. 2019, 273, 116262. [Google Scholar] [CrossRef]
- Kim, J.-D.; Kim, K.-D. Deburring of burrs in spring collets by abrasive flow machining. Int. J. Adv. Manuf. Technol. 2004, 24, 469–473. [Google Scholar] [CrossRef]
- Yin, L.; Ramesh, K.; Wan, S.; Liu, X.D.; Huang, H.; Liu, Y.C. Abrasive flow polishing of micro bores. Mater. Manuf. Process. 2004, 19, 187–207. [Google Scholar] [CrossRef]
- Han, S.; Salvatore, F.; Rech, J.; Bajolet, J.; Courbon, J. Effect of abrasive flow machining (AFM) finish of selective laser melting (SLM) internal channels on fatigue performance. J. Manuf. Process. 2020, 59, 248–257. [Google Scholar] [CrossRef]
- Jia, S.; Han, J.; Li, G.; Liu, Y.; Shi, W. Experimental study on the influence of abrasive flow machining on the surface quality and mechanical properties of bcc lattice structure manufactured by L-PBF. J. Alloys Compd. 2024, 985, 174077. [Google Scholar] [CrossRef]
- Meena, M.; Dixit, N.; Sharma, V. Abrasive flow machining of additively manufactured femoral head of the hip joint. J. Mater. Eng. Perform. 2023, 33, 9467–9479. [Google Scholar] [CrossRef]
- Shaik, M.B.; Mamilla, R.S.; Nasina, V. Experimental investigation and prediction of surface roughness in abrasive flow finishing of additive manufactured pure copper. Prog. Addit. Manuf. 2024. [Google Scholar] [CrossRef]
- Zhang, B.; Chen, S.; Wang, X. Machining uniformity and property change of abrasive media for micro-porous structures. J. Mater. Process. Technol. 2022, 307, 117675. [Google Scholar] [CrossRef]
- Davoodi, F.; Taghian, M.; Carbone, G.; Saboori, A.; Iuliano, L. An overview of the latest progress in internal surface finishing of the additively manufactured metallic components. Materials 2023, 16, 3867. [Google Scholar] [CrossRef]
- Ge, J.; Pillay, S.; Ning, H. Post-process treatments for additive-manufactured metallic structures: A comprehensive review. J. Mater. Eng. Perform. 2023, 32, 7073–7122. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, K.; Brar, B.; Kumar, R. Effect of processing condition on abrasive flow machining process: A review. Mater. Today Proc. 2023. [Google Scholar] [CrossRef]
- Peng, X.; Kong, L.; Fuh, J.Y.H.; Wang, H. A review of post-processing technologies in additive manufacturing. J. Manuf. Mater. Process. 2021, 5, 38. [Google Scholar] [CrossRef]
- Mu, J.; Sun, T.; Leung, C.L.A.; Oliveira, J.; Wu, Y.; Wang, H.; Wang, H. Application of electrochemical polishing in surface treatment of additively manufactured structures: A review. Prog. Mater. Sci. 2023, 136, 101109. [Google Scholar] [CrossRef]
- Demirtas, H.; Cebi, A.; Aslan, M.T.; Yilmaz, O.; Nesli, S.; Subasi, L.; Gunaydin, A.; Bilgin, G.M.; Orhangul, A.; Akbulut, G. Electrochemical machining of additively manufactured γ-TiAl parts: Post-processing technique to reduce surface roughness. Int. J. Adv. Manuf. Technol. 2023, 127, 2475–2485. [Google Scholar] [CrossRef]
- Cebi, A.; Nesli, S.; Aslan, M.T.; Yilmaz, O.; Demirtas, H.; Subasi, L.; Gunaydin, A.; Bilgin, G.M.; Orhangul, A.; Akbulut, G. Surface characteristics of additively manufactured γ-TiAl intermetallic alloys post-processed by electrochemical machining. Surf. Interfaces 2024, 49, 104381. [Google Scholar] [CrossRef]
- Khan, M.F.; Adesina, A.Y.; Gasem, Z.M. Electrochemical and electrical resistance behavior of cathodic arc PVD TiN, CrN, AlCrN, and AlTiN coatings in simulated proton exchange membrane fuel cell environment. Mater. Corros. 2018, 70, 281–292. [Google Scholar] [CrossRef]
- Kim, U.S.; Park, J.W. High-quality surface finishing of industrial three-dimensional metal additive manufacturing using electrochemical polishing. Int. J. Precis. Eng. Manuf. Green Technol. 2019, 6, 11–21. [Google Scholar] [CrossRef]
- Lynch, M.E.; Williams, K.; Cabrera, M.; Beccuti, T. Surface finishing of additively manufactured IN718 lattices by electrochemical machining. Int. J. Adv. Manuf. Technol. 2021, 113, 967–984. [Google Scholar] [CrossRef]
- Kumar, P.; Dixit, P.; Chaudhary, B.; Jain, N. Surface finishing of an additively manufactured part using electrochemical jet machining. Mater. Today Commun. 2023, 35, 105581. [Google Scholar] [CrossRef]
- Karpuschewski, B.; Kotsun, Y.; Maiboroda, V.; Borysenko, D.; Herbster, M.; Sölter, J. Magnetic-abrasive machining in manufacturing of medical implants. Procedia CIRP 2022, 108, 577–582. [Google Scholar] [CrossRef]
- Zhu, P.; Zhang, G.; Du, J.; Jiang, L.; Zhang, P.; Cui, Y. Removal mechanism of magnetic abrasive finishing on aluminum and magnesium alloys. Int. J. Adv. Manuf. Technol. 2021, 114, 1717–1729. [Google Scholar] [CrossRef]
- Zhu, P.; Zhang, G.; Teng, X.; Du, J.; Jiang, L.; Chen, H.; Liu, N. Investigation and process optimization for magnetic abrasive finishing additive manufacturing samples with different forming angles. Int. J. Adv. Manuf. Technol. 2022, 18, 2355–2371. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, H. Magnetically driven internal finishing of AISI 316l stainless steel tubes generated by laser powder bed fusion. J. Manuf. Process. 2022, 76, 155–166. [Google Scholar] [CrossRef]
- Cui, Y.; Zhang, G.; Cui, T.; Zhu, P.; Du, J.; Liu, N.; Chen, H. Study on magnetic abrasive finishing process of AlSi10Mg alloy curved surface formed by selective laser melting. Int. J. Adv. Manuf. Technol. 2022, 118, 3315–3330. [Google Scholar] [CrossRef]
- Karthik, R.; Elangovan, K.; Shankar, S.; Girisha, K. An experimental analysis on surface roughness of the selective laser sintered and unsintered Inconel 718 components using vibratory surface finishing process. Mater. Today Proc. 2022, 64, 220–224. [Google Scholar] [CrossRef]
- Alam, Z.; Iqbal, F.; Khan, D.A. Post-Processing Techniques for Additive Manufacturing; CRC Press: Boca Raton, FL, USA, 2023. [Google Scholar] [CrossRef]
- Hashmi, A.W.; Mali, H.S.; Meena, A.; Ahmad, S.; Puerta, A.P.V.; Kunkel, M.E. A critical review of mechanical-based post-processing techniques for additively manufactured parts. In Post-Processing Techniques for Additive Manufacturing; CRC Press: Boca Raton, FL, USA, 2023; pp. 99–127. [Google Scholar] [CrossRef]
- Maraboina, R.; Pasam, V.K. Enhancing surface integrity of selective laser melted Al-Si alloys through ultrasonic assisted magnetic abrasive finishing utilizing sic abrasives. Silicon 2024, 16, 1183–1196. [Google Scholar] [CrossRef]
- Atzeni, E.; Balestrucci, A.; Catalano, A.R.; Iuliano, L.; Priarone, P.C.; Salmi, A.; Settineri, L. Performance assessment of a vibro-finishing technology for additively manufactured components. Procedia CIRP 2020, 88, 427–432. [Google Scholar] [CrossRef]
- Khan, H.M.; Koç, E. Vibratory surface finishing of additive components prepared from the laser powder bed fusion process. In Post-Processing Techniques for Additive Manufacturing; CRC Press: Boca Raton, FL, USA, 2023; pp. 45–70. [Google Scholar] [CrossRef]
- Nezarati, M.; Porrang, B.; Hemasian Etefagh, A.; Sayadi, D.; Khajehzadeh, M. The effect of the vibratory surface finishing process on surface integrity and dimensional deviation of selective laser melted parts. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2023, 238, 09544054231214016. [Google Scholar] [CrossRef]
- Seltzman, A.H.; Wukitch, S.J. Surface roughness and finishing techniques in selective laser melted GRCop-84 copper for an additive manufactured lower hybrid current drive launcher. Fusion Eng. Des. 2020, 160, 111801. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Criteria | Powder Bed Fusion | Material/Binder Jetting | Extrusion | Directed Energy Deposition | Sheet Lamination |
|---|---|---|---|---|---|
| Material Form | Powder | Liquid resin | Plastic-bound metal powder | Wire or powder | Paper |
| Process Technology | SLS, SLM, DMLS, LPBF, EBM, MJF, SHS | PJM, MJM, NPJ, DOD | ADAM, CEM, FDM, BMD, MIM | WAAM, EBAM, LMD | LOM, UAM, SDL |
| Resolution and Accuracy | High | High | Moderate-to-high | Moderate-to-high | Moderate |
| Speed and Production Scale | Moderate-to-slow; small-to-medium-scale. | Fast; large-scale. | Moderate-to-fast; medium-to-large-scale. | Moderate; medium-scale. | Low-to-medium; prototyping and low-volume. |
| Way of Building the Object | Melting or sintering powdered material layer by layer. | Print heads jet liquid binding agents onto a layer of metal powder. | A metal filament is heated and pushed through the print head’s nozzle. | Depositing and fusing metallic powders or wires/rods layer by layer using a focused energy source. | A laser or blade crops thin sheets of metal, layer by layer. |
| Postprocessing Requirements | Machining, surface finishing, and heat treatment. | Machining, surface finishing, and may require infiltration or sintering. | Debinding, sintering, machining, and coating often required. | Machining, surface finishing, and may require heat treatment. | May be required for strengthening and surface finishing. |
| Abrasive Tools | AM Techniques | Material Utilized and Features | Avg. Reduction in Surface Roughness, in % | Ref. |
|---|---|---|---|---|
| Grinding | L-PBF | Inconel 718 AISI 316L Ti-6Al-4V | 94 | [25,28,32] |
| Milling | L-PBF | AlSi10Mg, AISI316L, IN718, 316L, GH4169, Ti-6Al-4V | 98.3 | [35,40,42] |
| Polishing | L-PBF | 18Ni, AlSi7Mg | 80 | [46,48] |
| Lapping | LPBF | GCr15, 316 L | 83.89 | [51,53] |
| Honing | L-PBF | Ti-6Al-4V | 83.34 | [58] |
| Sandblasting | L-PBF | Ti6Al4V, Co-Cr alloy | 70 | [61,65] |
| Abrasive Flow Machining | L-PBF | Ti-6Al-4V | 76.6 | [69] |
| Electrochemical Machining | L-PBF | γ-TiAl, STS316L, SS316L | 81.5 | [82,84] |
| Magnetic Abrasive Finishing | L-PBF | 316L AlSi10Mg | 84.37 | [87,88] |
| Vibratory Bowl Finishing | L-PBF | AlSi10Mg SS316L | 83 | [94,96] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Medibew, T.M.; Zieliński, D.; Agebo, S.W.; Deja, M. Recent Research Progress in the Abrasive Machining and Finishing of Additively Manufactured Metal Parts. Materials 2025, 18, 1249. https://doi.org/10.3390/ma18061249
Medibew TM, Zieliński D, Agebo SW, Deja M. Recent Research Progress in the Abrasive Machining and Finishing of Additively Manufactured Metal Parts. Materials. 2025; 18(6):1249. https://doi.org/10.3390/ma18061249
Chicago/Turabian StyleMedibew, Tesfaye Mengesha, Dawid Zieliński, Sisay Workineh Agebo, and Mariusz Deja. 2025. "Recent Research Progress in the Abrasive Machining and Finishing of Additively Manufactured Metal Parts" Materials 18, no. 6: 1249. https://doi.org/10.3390/ma18061249
APA StyleMedibew, T. M., Zieliński, D., Agebo, S. W., & Deja, M. (2025). Recent Research Progress in the Abrasive Machining and Finishing of Additively Manufactured Metal Parts. Materials, 18(6), 1249. https://doi.org/10.3390/ma18061249