

Effects of Prior Heat Treatment and Induction Hardening on the Properties of JIS SUJ3 Bearing Steel



Abstract
1. Introduction
2. Materials and Methods
2.1. Heat Treatment of Specimens
2.2. Induction Hardening of Austenitized Specimens
2.3. Characterizations of Austenitized and Induction-Hardened Specimens
2.3.1. Microhardness
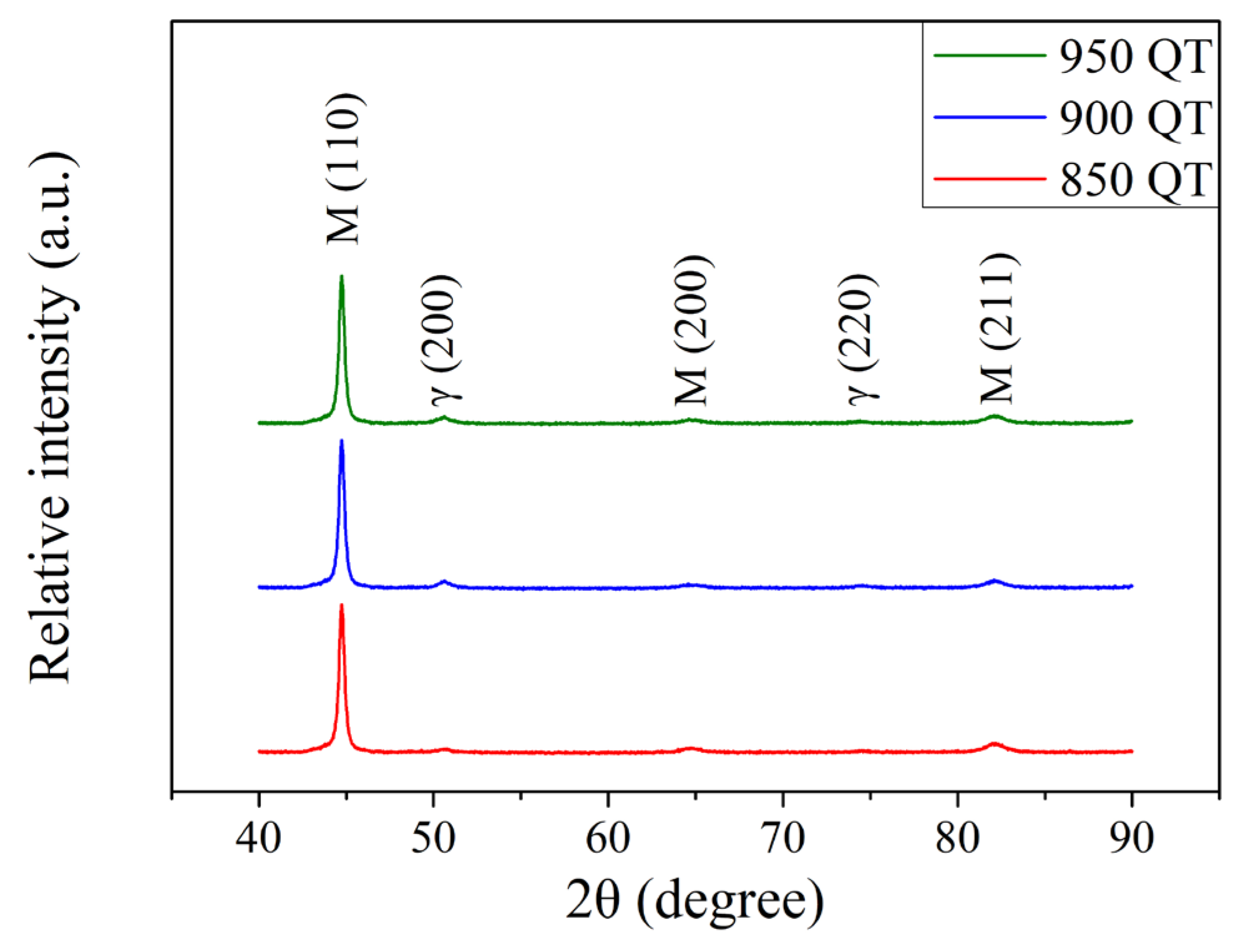
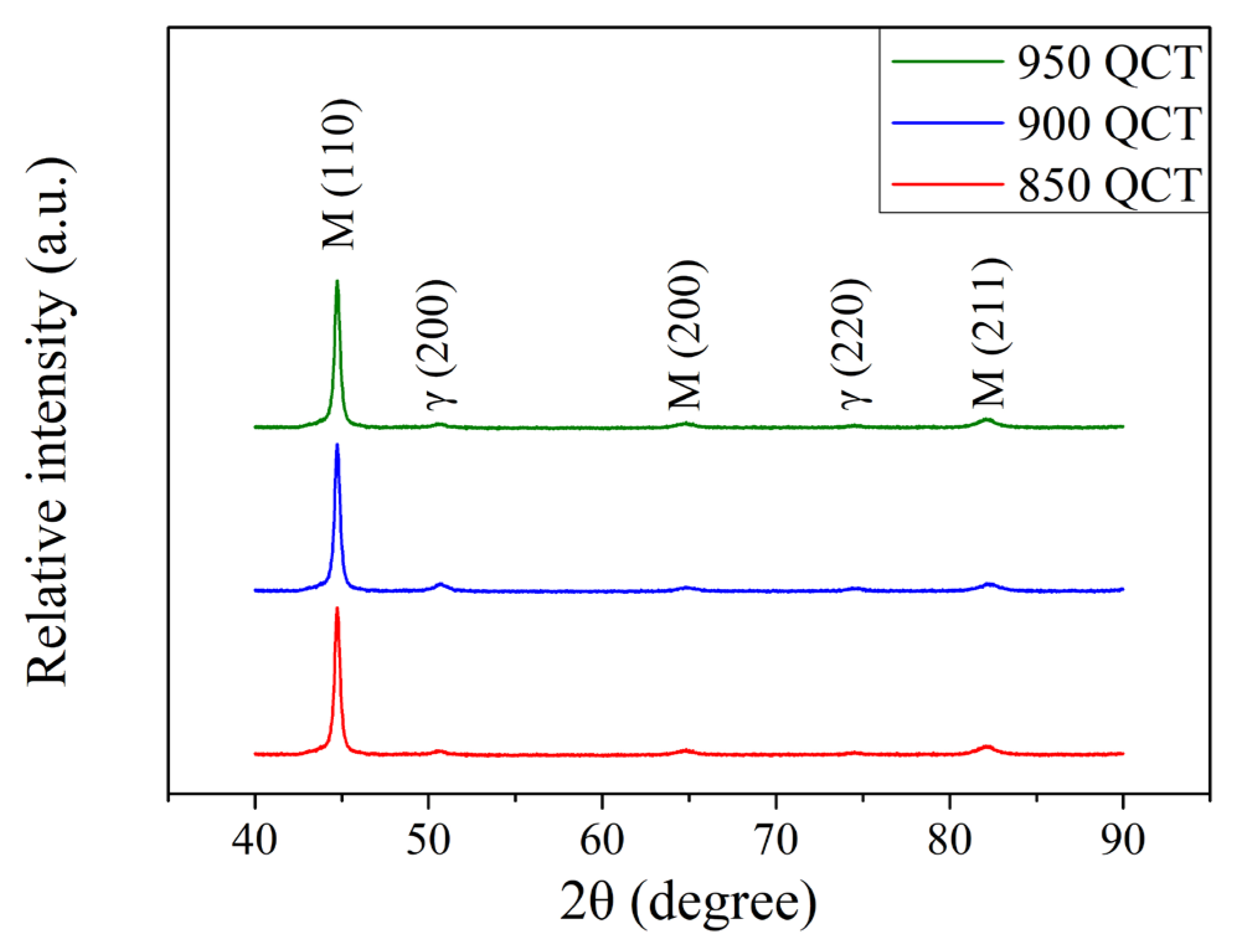
2.3.2. X-Ray Diffraction
2.4. Dry Wear Behavior of Austenitized and Induction-Hardened Specimens
3. Results and Discussion
3.1. Heat Treatment of the JIS SUJ3 Specimen
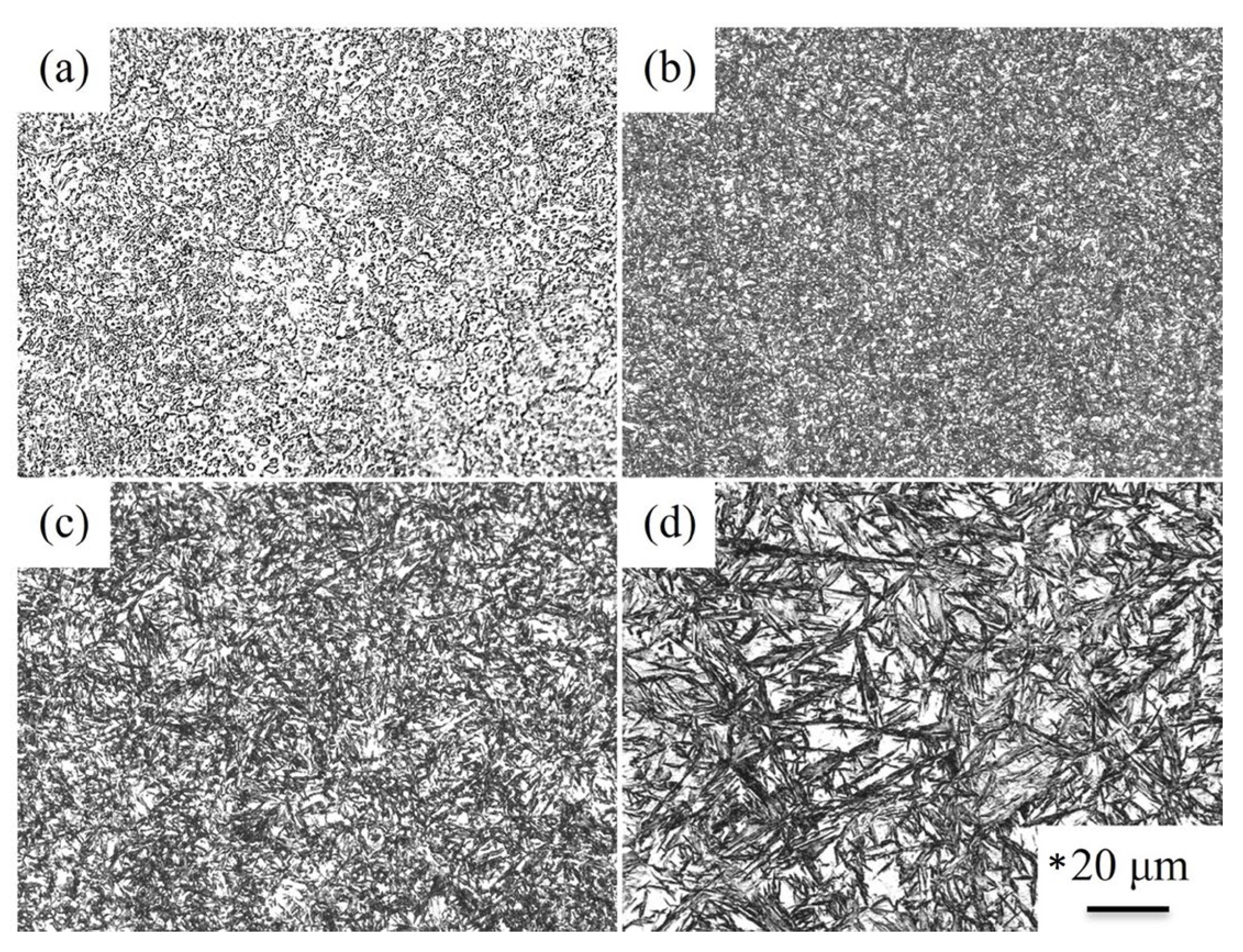
3.1.1. The Effect of Austenitizing Temperatures on the JIS SUJ3 Specimen
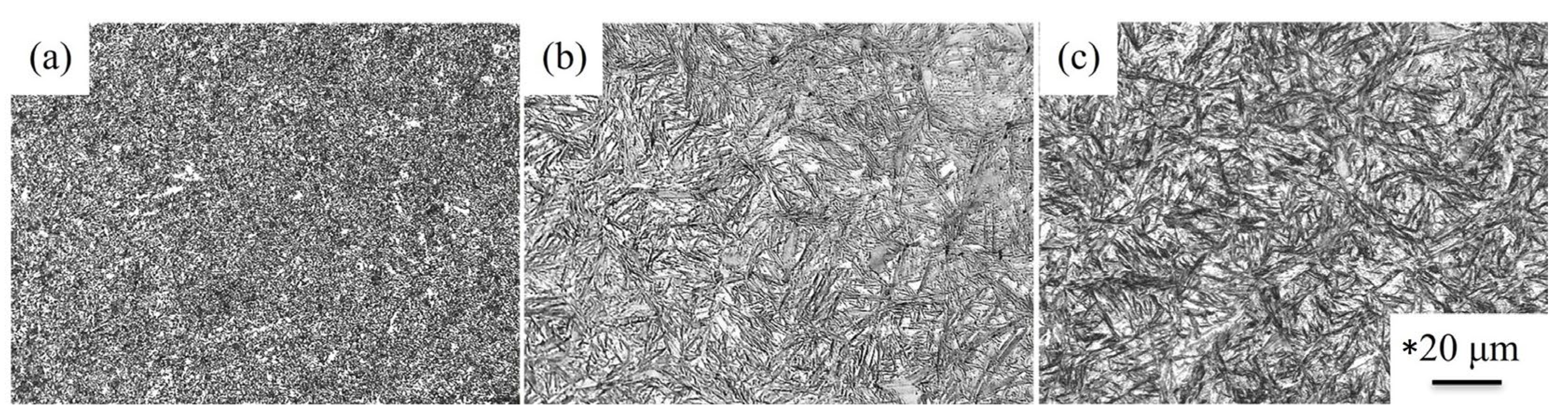
3.1.2. The Effect of Cryogenic Treatment on the JIS SUJ3 Specimen
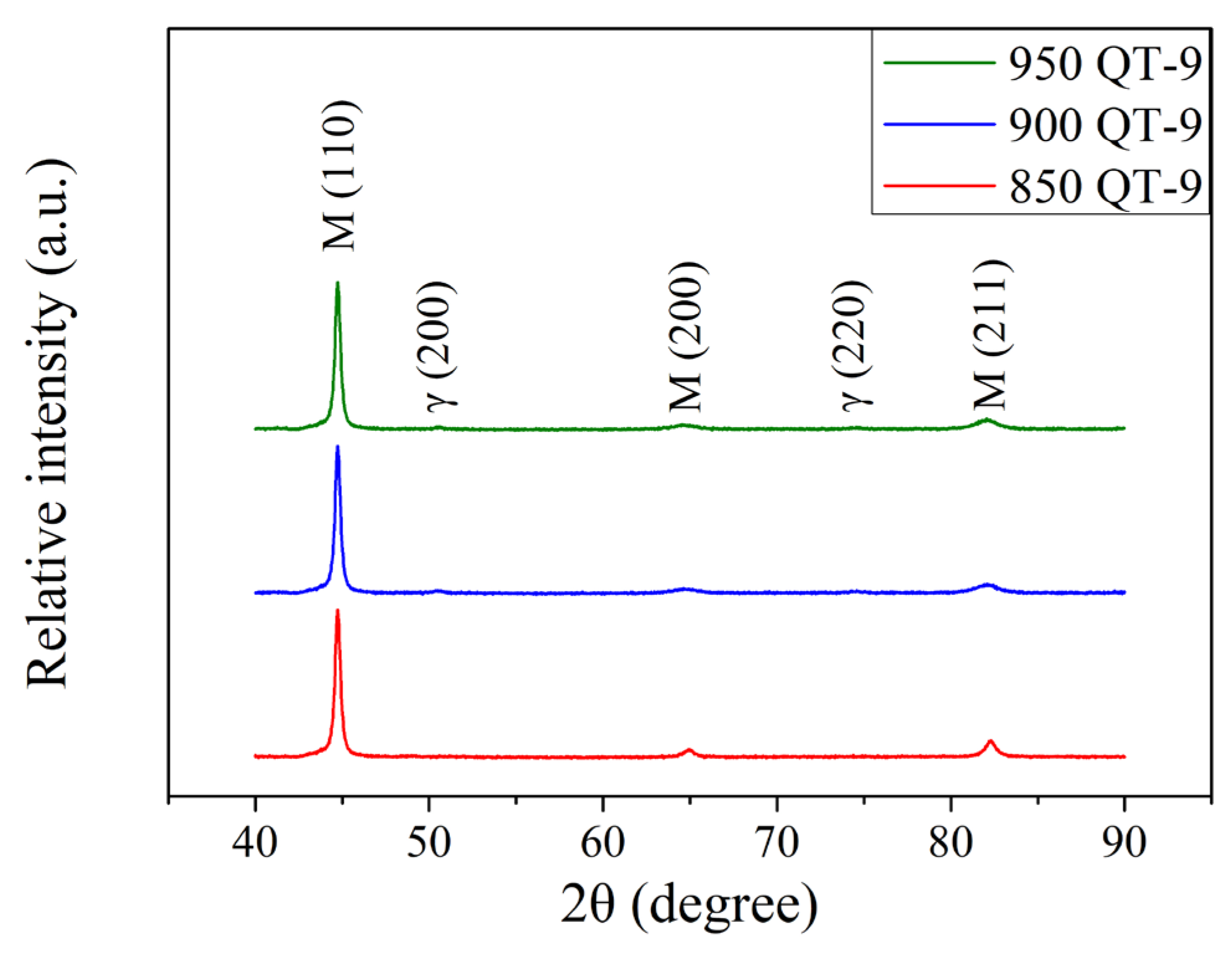
3.2. Induction Hardening of the JIS SUJ3 Specimen
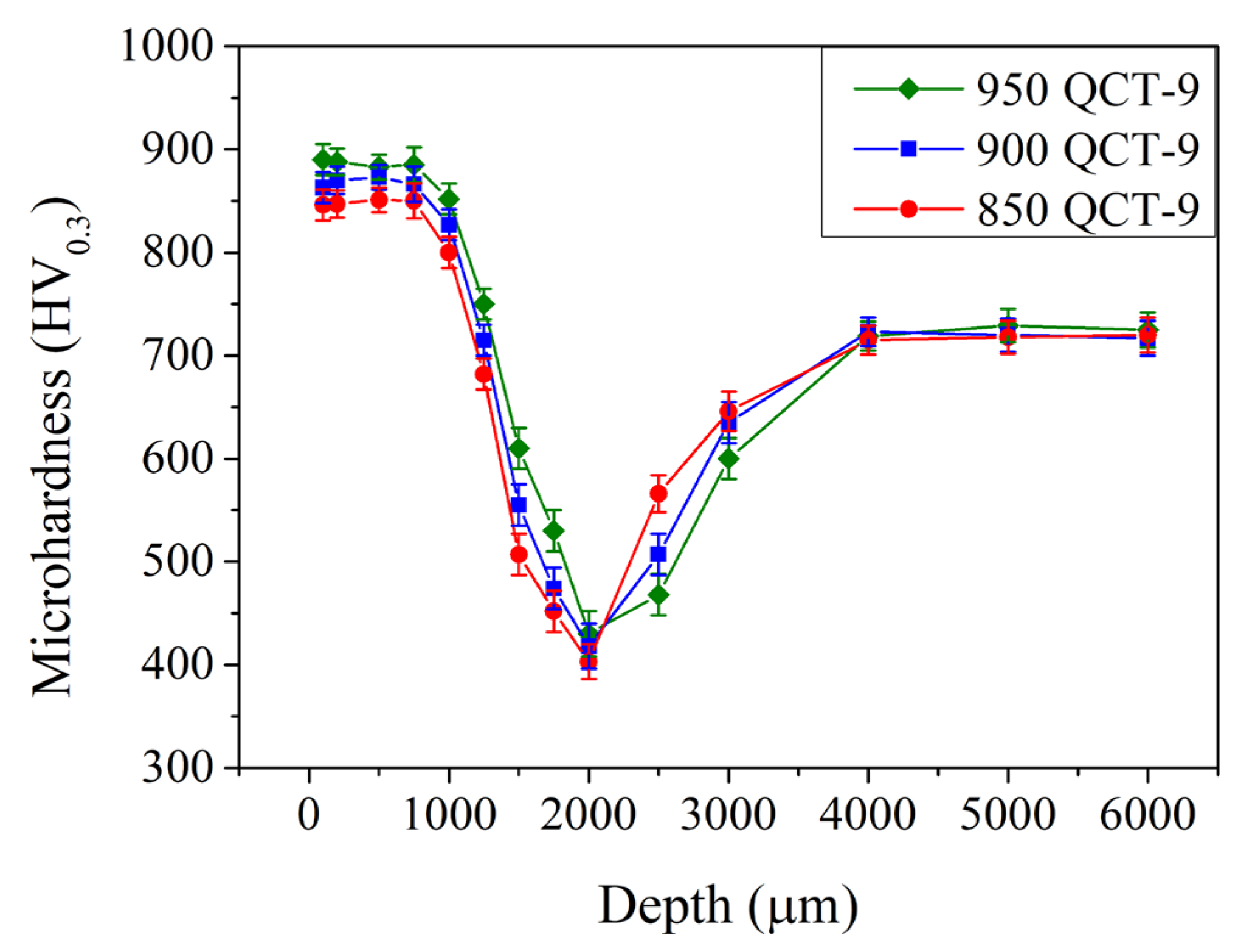
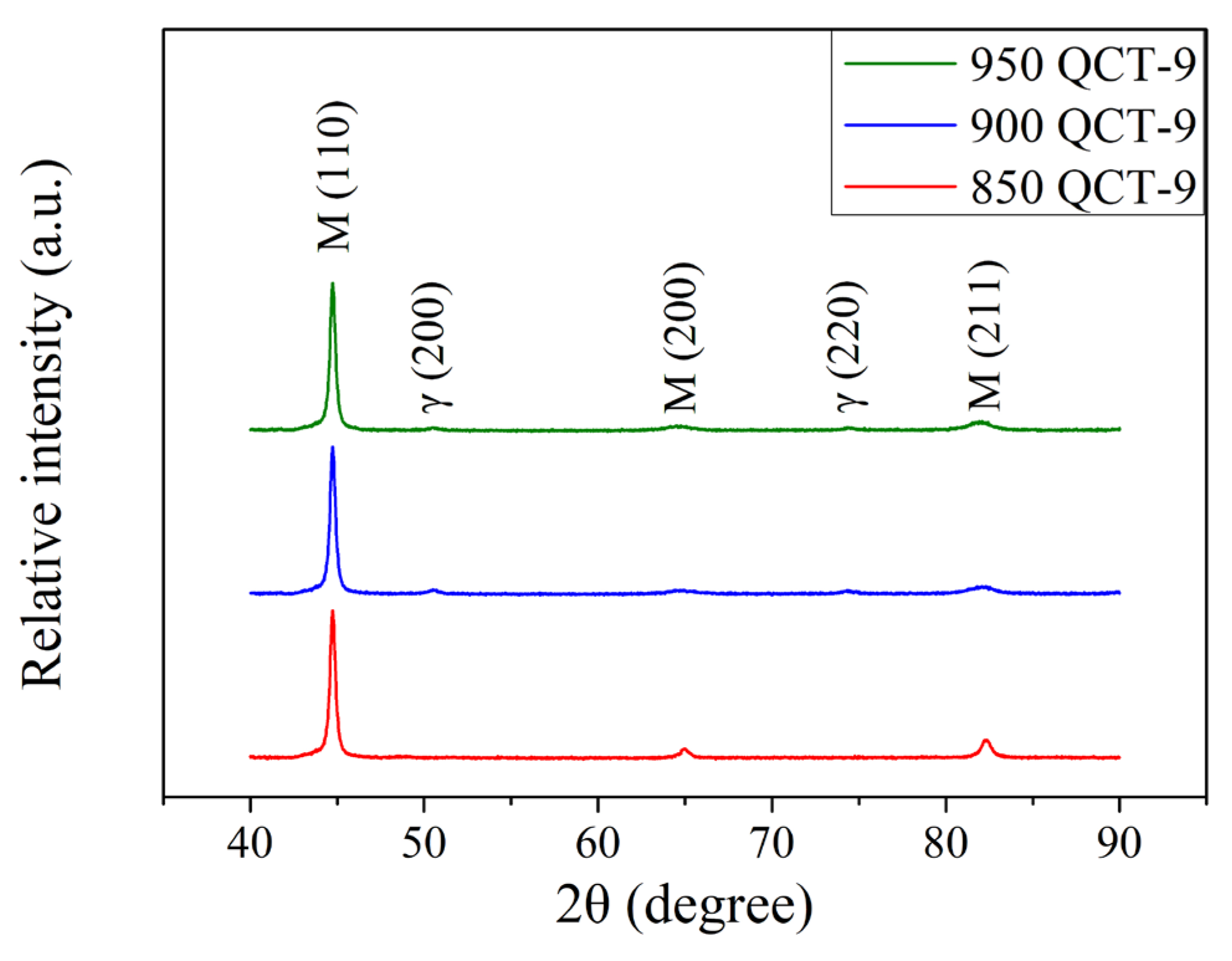
3.2.1. The Effect of 9 kW Induction Hardening Treatment on the JIS SUJ3 Specimen
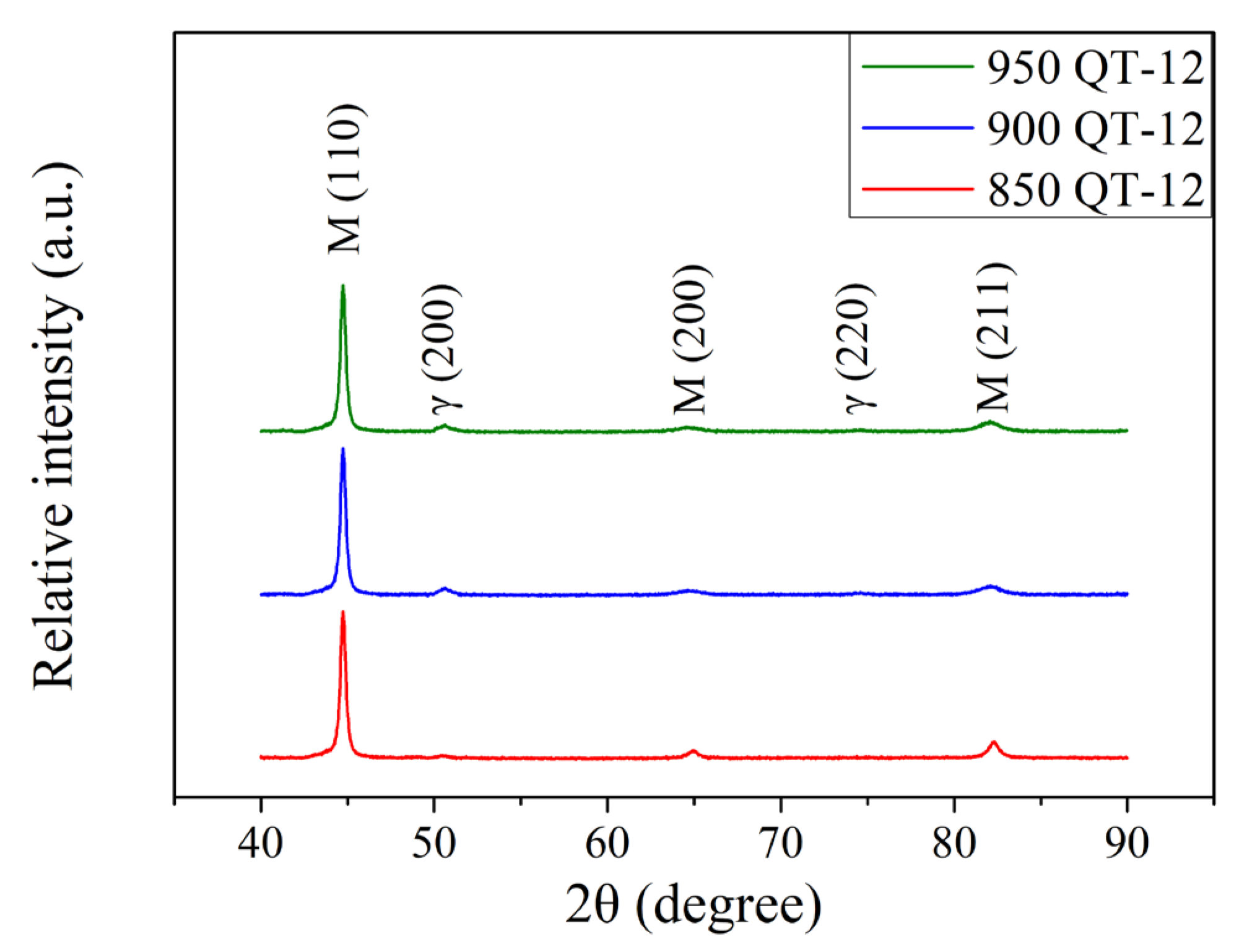
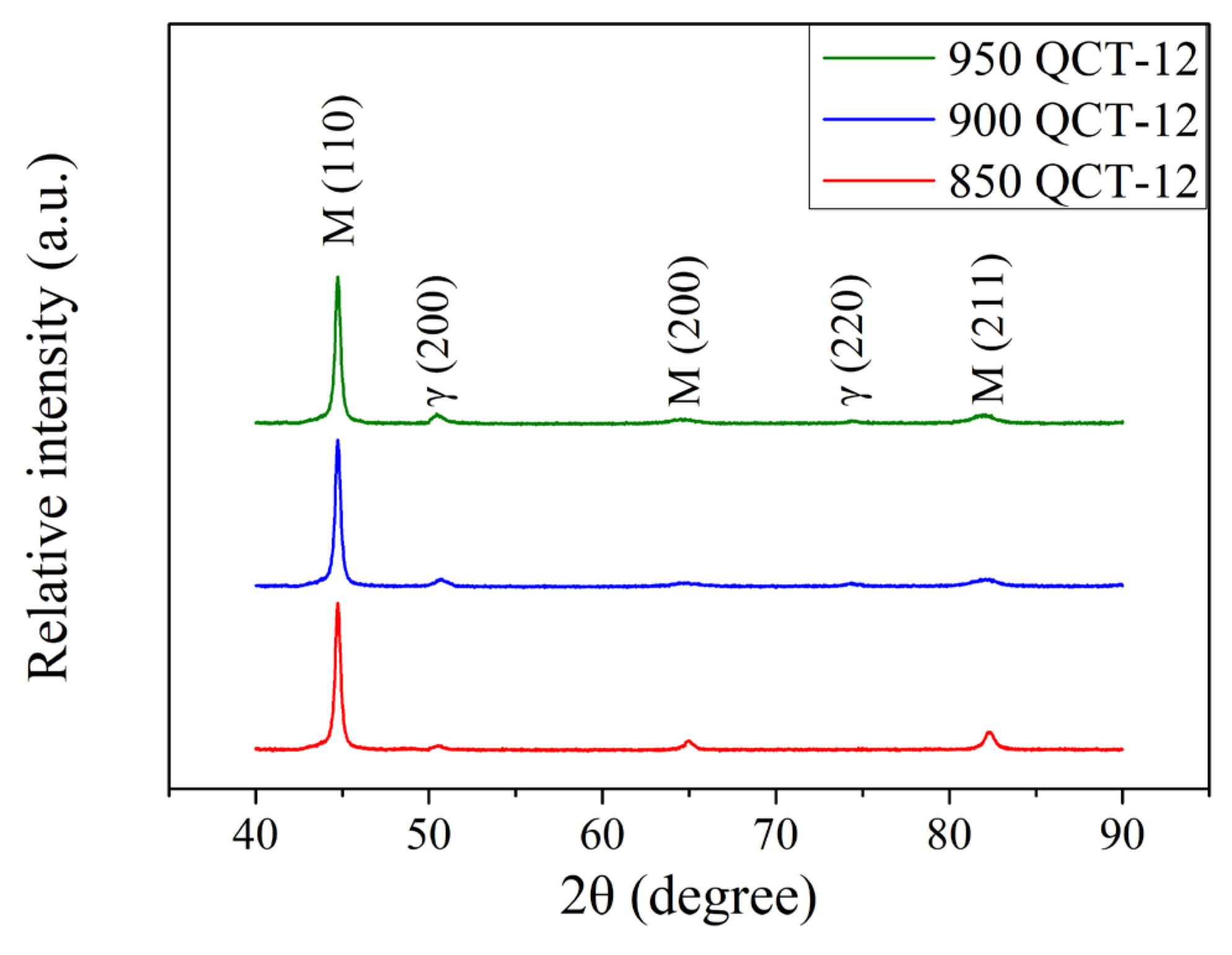
3.2.2. The Effect of 12 kW Induction Hardening Treatment on the JIS SUJ3 Specimen
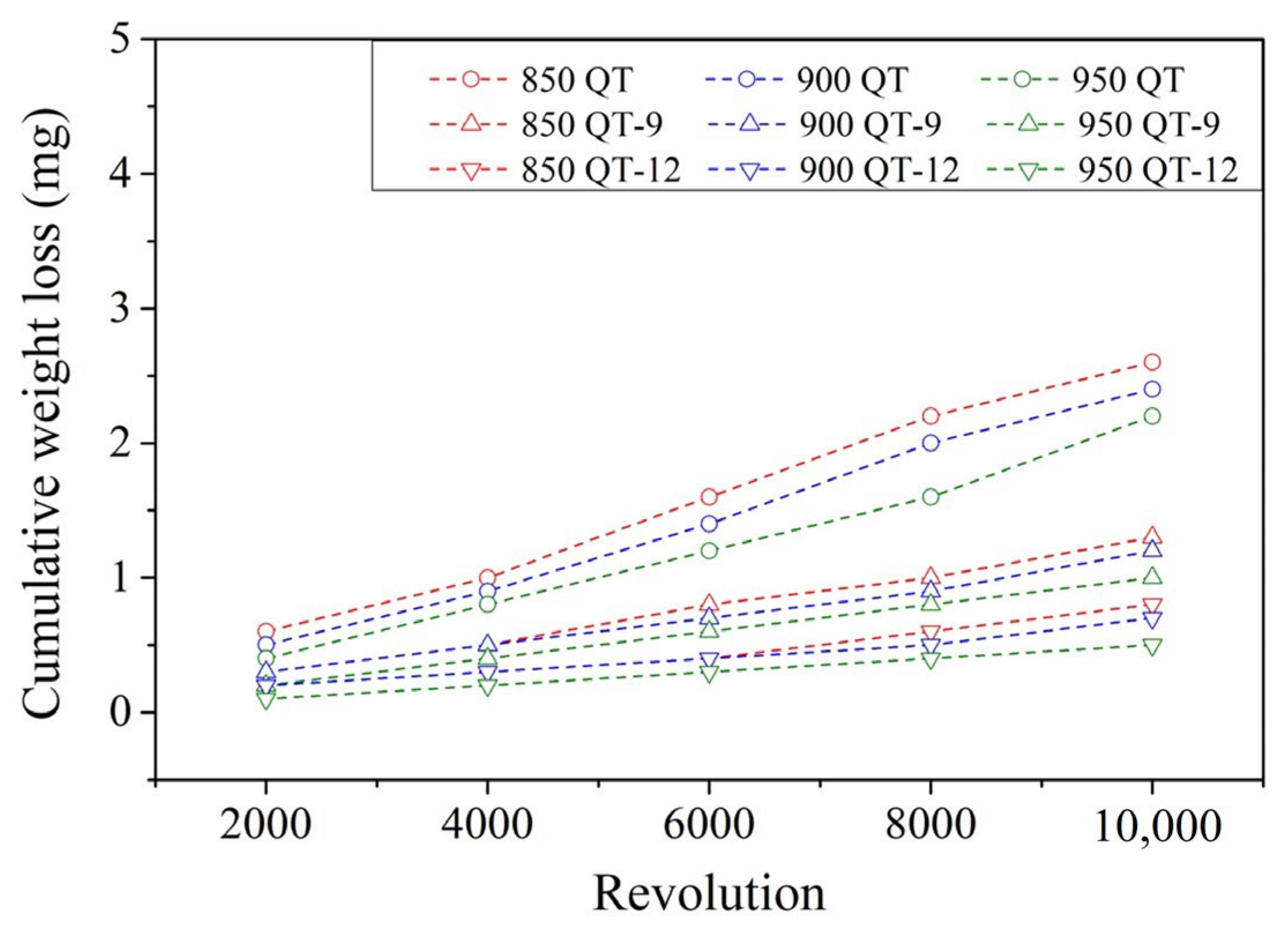
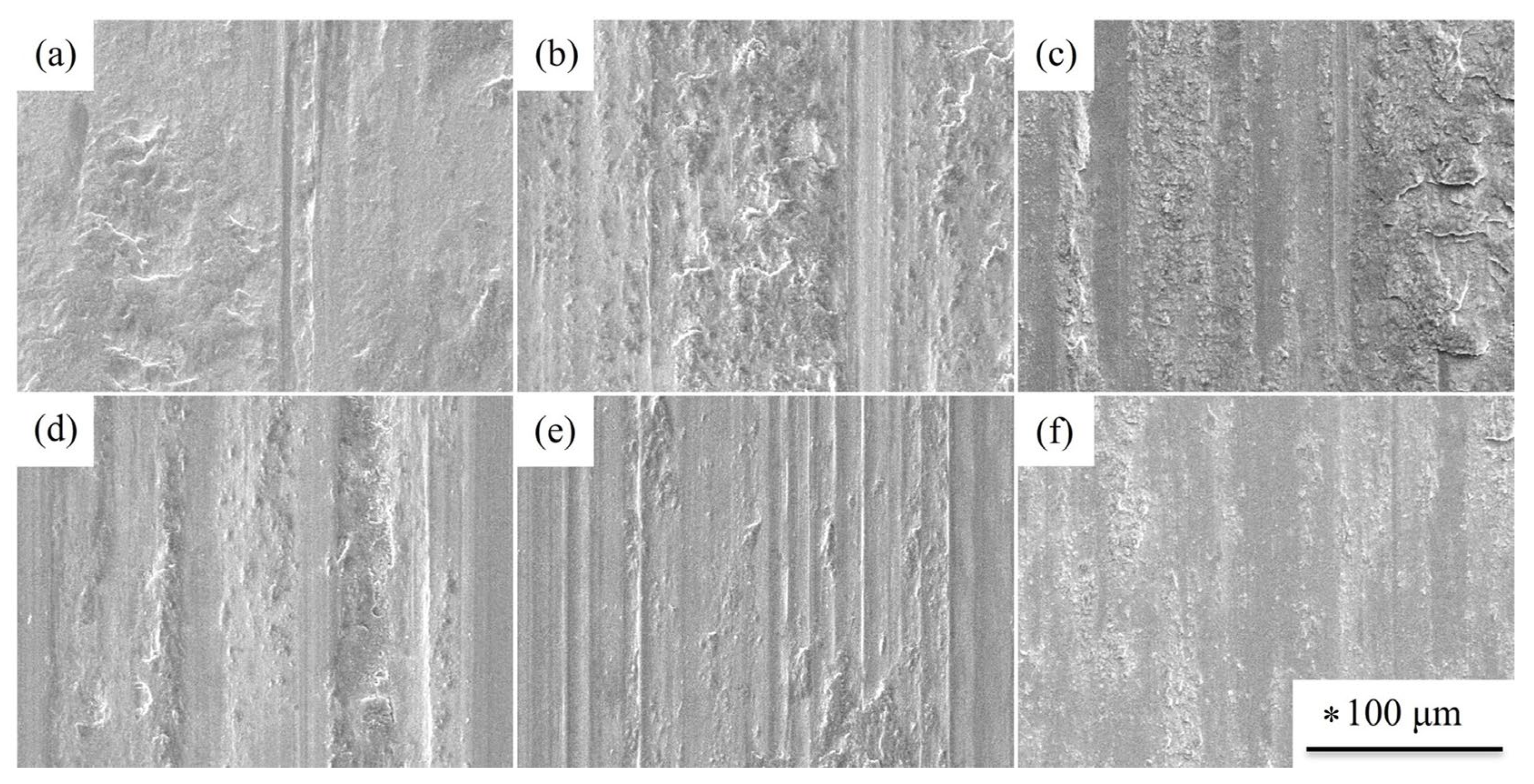
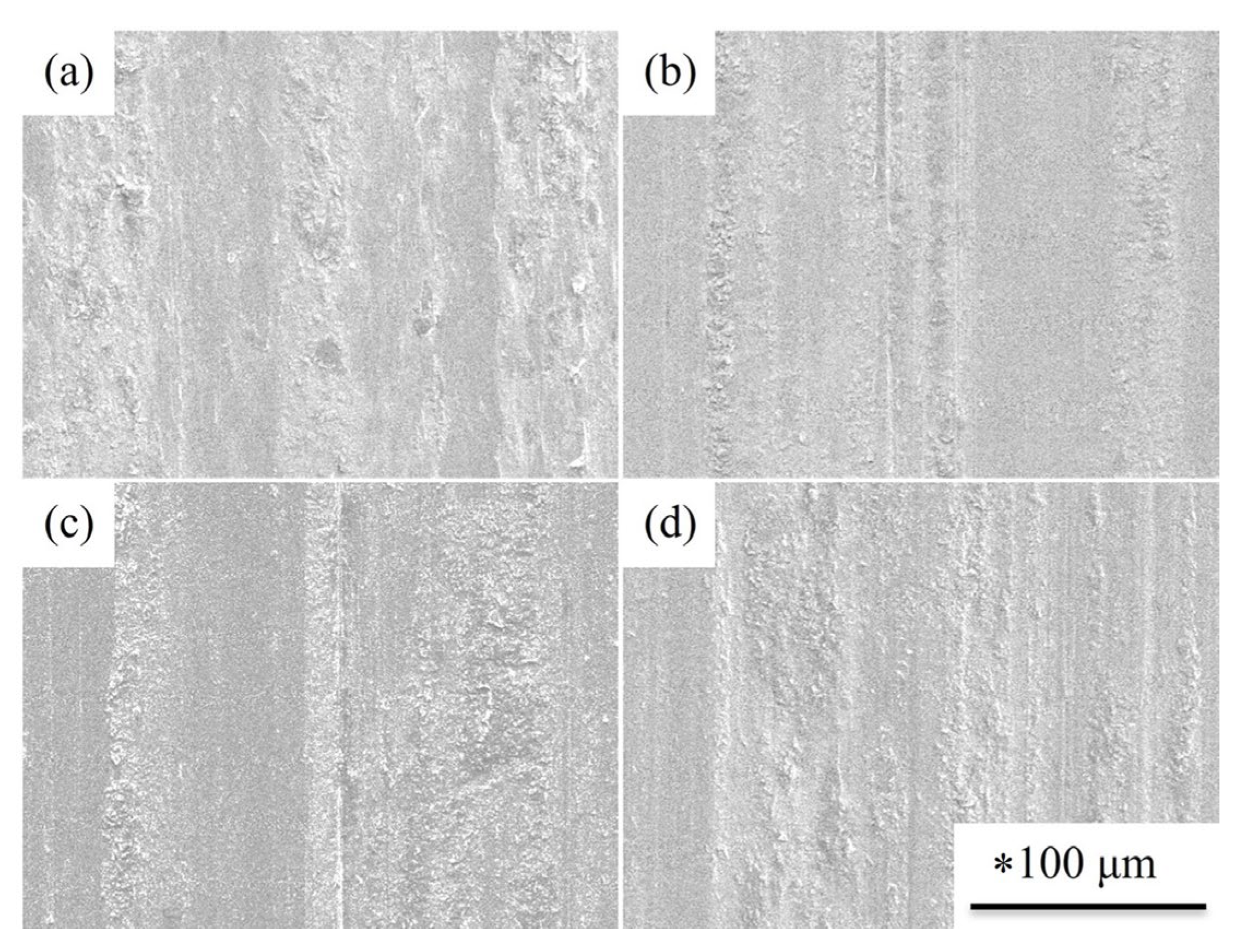
3.3. The Effect of Austenitizing Temperature, Cryogenic Treatment, and Induction Hardening Treatment on Dry Wear Behavior of the JIS SUJ3 Specimen
4. Conclusions
- The residual tensile stress on the surface of the austenitized specimen was converted into compressive stress accompanied by cryogenic treatment, and a decrease in the amount of retained austenite can be observed.
- By induction hardening, the microhardness and the residual compressive stress of austenitized and quenched specimens were significantly increased.
- The prior austenitizing temperature and induction power can affect the induction hardening results. The induction hardening effect increased with increasing the prior austenitizing temperature and induction power. A prior austenitizing temperature of 950 °C and induction power of 12 kW produced optimal results. The maximum compressive residual stress reached −1083 MPa (on the surface), and the microhardness (in the induction-hardened subsurface region) was also the highest (920 ± 10 HV0.3).
- The cryogenic treatment can decrease the amount of retained austenite. However, the induction-hardened specimens with a prior cryogenic treatment did not show a lower or even higher weight loss after the dry wear test. Thus, for bearing parts used in dry wear conditions, induction hardening the pre-austenitized specimen without prior cryogenic treatment was the optimal choice.
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Fernandes, A.P.; Gallego, J.; Picon, C.A.; Filho, G.T.; Casteletti, L.C. Wear and corrosion of niobium carbide coated AISI 52100 bearing steel. Surf. Coat. Technol. 2015, 279, 112–117. [Google Scholar] [CrossRef]
- Rivero, I.V.; Ruud, C.O. Deviation of residual stress patterns in 52100 bearing steel due to inherent microstructural transformations after rolling contact. Mater. Charact. 2004, 53, 381–393. [Google Scholar] [CrossRef]
- Roy, S.; Sundararajan, S. Effect of retained austenite on spalling behavior of carburized AISI 8620 steel under boundary lubrication. J. Mater. Res. Technol. 2019, 119, 238–246. [Google Scholar] [CrossRef]
- Roy, S.G.; Ooi, T.C.; Sundararajan, S. Effect of retained austenite on micropitting behavior of carburized AISI 8620 steel under boundary lubrication. Materialia 2018, 3, 192–201. [Google Scholar] [CrossRef]
- Su, Y.Y.; Chiu, L.H.; Chuang, T.L.; Huang, C.L.; Wu, C.Y. The Study of Evaluating the Amount of Retained Austenite in Steels by Micrographic and X-ray Diffraction Analysis. Met. Heat Treat. 2011, 111, 34–44. [Google Scholar]
- Chen, W.; He, X.F.; Yu, W.C.; Shi, J.; Wang, M.Q.; Yao, K.F. Characterization of the microstructure and hardness of case-carburized gear steel. Micron 2021, 144, 103028. [Google Scholar] [CrossRef]
- Pöhl, F. Local deformation and transformation behavior of retained austenite in 18CrNiMo7-6 after high-carbon carburizing treatment. Mater. Charact. 2020, 167, 110446. [Google Scholar] [CrossRef]
- Lu, S.Q.; Chiu, L.H.; Chang, P.J.; Lin, C.K. Effects of Shot Peening Pressure, Time, and Material on the Properties of Carburized Steel Shafts. Materials 2024, 17, 4124. [Google Scholar] [CrossRef]
- Wu, J.Z.; Liu, H.J.; Wei, P.T.; Zhu, C.C.; Lin, Q.J. Effect of shot peening coverage on hardness, residual stress and surface morphology of carburized rollers. Surf. Coat. Technol. 2020, 384, 125273. [Google Scholar] [CrossRef]
- Qu, S.G.; Duan, C.F.; Hu, X.F.; Jia, S.Y.; Li, X.Q. Effect of shot peening on microstructure and contact fatigue crack growth mechanism of shaft steel. Mater. Chem. Phys. 2021, 274, 125116. [Google Scholar] [CrossRef]
- Lin, Q.J.; Liu, H.J.; Zhu, C.C.; Chen, D.F.; Zhou, S.S. Effects of different shot peening parameters on residual stress, surface roughness and cell size. Surf. Coat. Technol. 2020, 398, 126054. [Google Scholar] [CrossRef]
- Bensely, A.; Venkatesh, S.; Mohan Lal, D.; Nagarajan, G.; Rajadurai, A.; Junik, K. Effect of cryogenic treatment on distribution of residual stress in case carburized En 353 steel. Mater. Sci. Eng. A 2008, 479, 229–235. [Google Scholar] [CrossRef]
- Senthilkumar, D.; Rajendran, L.; Pellizzari, M.; Siiriainen, J. Influence of shallow and deep cryogenic treatment on the residual state of stress of 4140 steel. J. Mater. Process. Technol. 2011, 211, 396–401. [Google Scholar] [CrossRef]
- Mahdi, K.; Meshinchi Asl, K.; Khomamizadeh, F. Effect of cryogenic treatment on microstructure, mechanical and wear behaviors of AISI H13 hot work tool steel. Cryogenics 2011, 51, 55–61. [Google Scholar]
- Kara, F.; Küçük, Y.; Özbek, O.; Özbek, N.A.; Gök, M.S.; Altaş, E.; Uygur, İ. Effect of cryogenic treatment on wear behavior of Sleipner cold work tool steel. Tribol. Int. 2023, 180, 108301. [Google Scholar] [CrossRef]
- Ramesh, S.; Bhuvaneshwari, B.; Palani, G.S.; Lal, D.M.; Mondal, K.; Gupta, R.K. Enhancing the corrosion resistance performance of structural steel via a novel deep cryogenic treatment process. Vacuum 2019, 159, 468–475. [Google Scholar] [CrossRef]
- Hu, Y.; Qin, Q.; Wu, S.; Zhao, X.; Wang, W. Fatigue resistance and remaining life assessment of induction-hardened S38C steel railway axles. Int. J. Fatigue 2021, 144, 106068. [Google Scholar] [CrossRef]
- Gao, J.W.; Pan, X.N.; Han, J.; Zhu, S.P.; Liao, D.; Li, Y.B.; Dai, G.Z. Influence of artificial defects on fatigue strength of induction hardened S38C axles. Int. J. Fatigue 2020, 139, 105746. [Google Scholar] [CrossRef]
- Hayama, M.; Kikuchi, S.; Tsukahara, M.; Misaka, Y.; Komotori, J. Estimation of residual stress relaxation in low alloy steel with different hardness during fatigue by in situ X-ray measurement. Int. J. Fatigue 2024, 178, 107989. [Google Scholar] [CrossRef]
- Li, B.Z.; Jiang, X.H.; Yang, J.G.; Liang, S.Y. Effects of depth of cut on the redistribution of residual stress and distortion during the milling of thin-walled part. J. Mater. Process. Technol. 2015, 216, 223–233. [Google Scholar] [CrossRef]
- Rego, R.; Löpenhaus, C.; Gomes, J.; Klock, F. Residual stress interaction on gear manufacturing. J. Mater. Process. Technol. 2018, 252, 249–258. [Google Scholar] [CrossRef]
- Kikuchi, S.; Minamizawa, K.; Arakawa, J.; Akebono, H.; Takesue, S.; Hayakawa, M. Combined effect of surface morphology and residual stress induced by fine particle and shot peening on the fatigue limit for carburized steels. Int. J. Fatigue 2023, 168, 107441. [Google Scholar] [CrossRef]
- ASTM G77-17; Standard Test Method for Ranking Resistance of Materials to Sliding Wear Using Block-on-Ring Wear Test. ASTM International: West Conshohocken, PA, USA, 2017.
- Ao, S.S.; Li, C.J.; Huang, Y.F.; Luo, Z. Determination of residual stress in resistance spot-welded joint by a novel X-ray diffraction. Measurement 2020, 161, 107892. [Google Scholar] [CrossRef]
- Tanaka, K. The cosα method for X-ray residual stress measurement using two-dimensional detector. Mech. Eng. Rev. 2019, 6, 378. [Google Scholar] [CrossRef]
- Ramírez-Rico, J.; Lee, S.; Ling, J.; Noyan, I.C. Stress measurement using area detectors: A theoretical and experimental comparison of different methods in ferritic steel using a portable X-ray apparatus. J. Mater. Sci. 2016, 51, 5343–5355. [Google Scholar] [CrossRef]
- ASTM E975-13; Standard Practice for X-Ray Determination of Retained Austenite in Steel with Near Random Crystallographic Orientation. ASTM International: West Conshohocken, PA, USA, 2013.
- Babasafari, Z.; Pan, A.V.; Pahlevani, F.; Hossain, R.; Sahajwalla, V.; Du Toit, M.; Dippenaar, R. Effects of austenizing temperature, cooling rate and isothermal temperature on overall phase transformation characteristics in high carbon steel. J. Mater. Res. Technol. 2020, 9, 15286–15297. [Google Scholar] [CrossRef]
- Cao, K.; Wang, Z.G.; Liu, P.F.; Zhao, A.M. Effect of austenitizing temperature and cooling rate on Ms temperature of Fe–Ni–Cr cast iron. J. Mater. Res. Technol. 2023, 26, 796–806. [Google Scholar] [CrossRef]
- Kaiser, D.; Damon, J.; Mühl, F.; de Graaff, B.; Kiefer, D.; Dietrich, S.; Schulze, V. Experimental investigation and finite-element modeling of the short-time induction quench-and-temper process of AISI 4140. J. Mater Process. Technol. 2020, 279, 116485. [Google Scholar] [CrossRef]
- Fisk, M.; Lindgren, L.E.; Datchary, W.; Deshmukh, V. Modelling of induction hardening in low alloy steels. Finite Elem. Anal. Des. 2018, 144, 61–75. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | P | S | Cr | Ni | Mo | Cu | Fe. | |
|---|---|---|---|---|---|---|---|---|---|---|
| JIS SUJ3 Spec. | 0.95–1.10 | 0.40–0.70 | 0.90–1.15 | ≤0.025 | ≤0.025 | 0.90–1.20 | ≤0.25 | ≤0.08 | ≤0.30 | Bal. |
| Specimens | 1.05 | 0.326 | 1.02 | 0.0106 | 0.0051 | 1.14 | 0.0023 | 0.0014 | 0.0865 | Bal. |
| Austenitizing Temperature | Cryogenic Treatment | Induction Power (kW) | Code |
|---|---|---|---|
| 850 °C | No | No | 850 QT |
| 900 °C | 900 QT | ||
| 950 °C | 950 QT | ||
| 850 °C | Yes | No | 850 QCT |
| 900 °C | 900 QCT | ||
| 950 °C | 950 QCT | ||
| 850 °C | No | 9 | 850 QT-9 |
| 900 °C | 900 QT-9 | ||
| 950 °C | 950 QT-9 | ||
| 850 °C | Yes | 9 | 850 QCT-9 |
| 900 °C | 900 QCT-9 | ||
| 950 °C | 950 QCT-9 | ||
| 850 °C | No | 12 | 850 QT-12 |
| 900 °C | 900 QT-12 | ||
| 950 °C | 950 QT-12 | ||
| 850 °C | Yes | 12 | 850 QCT-12 |
| 900 °C | 900 QCT-12 | ||
| 950 °C | 950 QCT-12 |
| Diffractometer Parameters | Specification/Values |
|---|---|
| Target | Cr |
| Diffraction plane (h,k,l) | α Fe (211) |
| Bragg angle for diffraction (2θ) | 156.5° |
| X-ray tube current | 1.5 mA |
| X-ray tube voltage | 30 kV |
| Irradiation time | 15 s |
| Collimator diameter | 2 mm |
| Collimator distance | 51 mm |
| Sample Code | Microhardness (HV0.3) | Retained Austenite (%) | Surface Residual Stress (MPa) |
|---|---|---|---|
| 850 QT | 715 ± 5 | 3.4 ± 0.3 | 53 ± 12 |
| 900 QT | 725 ± 8 | 10.4 ± 0.7 | 78 ± 17 |
| 950 QT | 728 ± 15 | 15.5 ± 0.6 | 115 ± 15 |
| Sample Code | Microhardness (HV0.3) | Retained Austenite (%) | Surface Residual Stress (MPa) |
|---|---|---|---|
| 850 QCT | 718 ± 3 | 3.5 ± 0.2 | −61 ± 11 |
| 900 QCT | 723 ± 5 | 5.2 ± 0.3 | −92 ± 8 |
| 950 QCT | 730 ± 8 | 7.4 ± 0.3 | −132 ± 14 |
| Sample Code | Retained Austenite (%) | Surface Residual Stress (MPa) |
|---|---|---|
| 850 QT-9 | 5.3 ± 0.7 | −951 ± 13 |
| 850 QCT-9 | 4.9 ± 0.4 | −900 ± 20 |
| 900 QT-9 | 7.3 ± 0.5 | −977 ± 17 |
| 900 QCT-9 | 6.5 ± 0.6 | −922 ± 15 |
| 950 QT-9 | 9.4 ± 0.9 | −974 ± 9 |
| 950 QCT-9 | 8.7 ± 0.7 | −915 ± 19 |
| Sample Code | Retained Austenite (%) | Surface Residual Stress (MPa) |
|---|---|---|
| 850 QT-12 | 6.2 ± 0.3 | −1068 ± 3 |
| 850 QCT-12 | 5.8 ± 0.2 | −1031 ± 10 |
| 900 QT-12 | 8.9 ± 0.4 | −1073 ± 11 |
| 900 QCT-12 | 8.5 ± 0.4 | −1027 ± 6 |
| 950 QT-12 | 11.8 ± 0.3 | −1083 ± 5 |
| 950 QCT-12 | 11.3 ± 0.4 | −1055 ± 9 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, S.-Q.; Chiu, L.-H.; Chang, P.-J.; Lin, C.-K. Effects of Prior Heat Treatment and Induction Hardening on the Properties of JIS SUJ3 Bearing Steel. Materials 2025, 18, 1797. https://doi.org/10.3390/ma18081797
Lu S-Q, Chiu L-H, Chang P-J, Lin C-K. Effects of Prior Heat Treatment and Induction Hardening on the Properties of JIS SUJ3 Bearing Steel. Materials. 2025; 18(8):1797. https://doi.org/10.3390/ma18081797
Chicago/Turabian StyleLu, Shao-Quan, Liu-Ho Chiu, Pei-Jung Chang, and Chung-Kwei Lin. 2025. "Effects of Prior Heat Treatment and Induction Hardening on the Properties of JIS SUJ3 Bearing Steel" Materials 18, no. 8: 1797. https://doi.org/10.3390/ma18081797
APA StyleLu, S.-Q., Chiu, L.-H., Chang, P.-J., & Lin, C.-K. (2025). Effects of Prior Heat Treatment and Induction Hardening on the Properties of JIS SUJ3 Bearing Steel. Materials, 18(8), 1797. https://doi.org/10.3390/ma18081797