1. Introduction
Nowadays, some parts of furniture could be made of medium density fiberboards (MDF). To be assembly, these parts should be drilled at different locations, according to technical documentation. The selection of drilling parameters represents a mandatory step to obtain a high-quality drilling process. The efficiency of the drilling process is expressed through tool durability, cost, and quality of the drilling. Factors such as tip angle of the drill bit, feed rate, type of drill (flat or helical), diameter of drill, spindle speed, and material properties could affect the drilling process [
1,
2].
To optimize the drilling process, considerable research was carried out on drilling to increase the hole quality, which in most cases is classified by delamination factor and surface roughness [
2]. Moreover, topics such as cutting force, drill deflection, and tool condition monitoring are presented in the literature [
2,
3,
4]. Cutting forces affect the energy consumption, tool wear, and the quality of the surface [
2]. The adhesive layer negatively influences the accuracy of the position and the angle of the holes during plywood drilling [
3]. Kurek et al. [
4] proposed a new approach that can be used to predict the drill bit condition during drilling of wood and wood-based materials. The approach is based on the physical parameters of the drilling system, namely, noise levels, current/voltage values, and vibrations.
However, most of the published results refer to drilling of prelaminated wood particleboards. Regarding the drilling of MDF, up to now, scholars investigated by means of different methods the influence of factors that affect the drilling process. Ispas and Răcășan [
5] analyzed the influence of the tip angle of the drill bit and the feed speed on the drilling quality of MDF panels that were evaluated through the delamination factor at inlet and outlet. The authors obtained that a small tip angle with a low feed rate led to a lower delamination factor during drilling. Davim et al. [
6], Palanikumar et al. [
7], and Prakash et al. [
8] obtained that the delamination factor decreases when the cutting speed is increased. Additionally, the same authors obtained that delamination factor increased when the feed rate and drill diameter were increased. The research performed by Valarmathi et al. [
9] showed that the delamination during the drilling of prelaminated MDF wood panels could be minimized with a high spindle speed, a low feed rate, and a small drill diameter.
Regarding the applied methods to study the influence of factors and to reveal the optimum combinations of factors during drilling of MDF boards, the scholars involved approaches such as response surface methodology (RSM), Taguchi optimization method, and grey relational analysis (GRA). Prakash et al. [
8] revealed by means of response surface methodology RSM that the delamination factor in the drilling of MDF is mostly affected by feed speed. Gaitonde et al. [
10] applied the Taguchi optimization method to minimize the delamination factor during drilling of melamine-coated MDF boards. In this research, the delamination factor was minimized by assuring a high cutting speed and low feed speed.
In addition, Ayyildiz et al. [
11] by means of the Taguchi technique revealed the most important factor that affects the surface roughness during drilling of MDF panels is the feed rate. Prakash et al. [
12] applied the grey relational analysis (GRA) method to optimize the drilling parameters of MDF panels and obtained that the feed rate is the most important factor that affects both the surface roughness and delamination factor. Prakash and Palanikumar [
13] applied the Taguchi experimental design technique and response surface methodologies (RSM) for predicting the surface roughness in drilling MDF by taking into account the spindle rotational speed, the feed rate, and the drill bit diameter. They obtained that the surface roughness is mostly influenced by the feed speed.
Another modeling method that was applied to model the drilling process or the wood machining process is the artificial neural network (ANN), which is a machine learning model that simulates the working mechanism of the human brain. Among other machine learning models, namely, fuzzy, neuro-fuzzy, and support vector machine (SVM), the ANN is applied in wood machining to model various processes. Bedelean et al. [
14] developed an ANN model that is able to predict the delamination factor, thrust force, and drilling torque during the drilling of prelaminated wood particleboards based on drill type, drill tip angle, and tooth bite. Szwajka et al. [
15] applied ANN to predict the tool wear during milling of wood. The input variables were feed rate, cutting speed, and the force in the X and Y directions. Zbieć [
16] developed a neural network to monitor tool wear in MDF milling based on machined surface temperature, cutting, and thrust force and power consumption. Tiryaki et al. [
17] used artificial neural networks for predicting the surface roughness and power consumption in abrasive machining of wood. The inputs were pressure, machining speed, wood species, abrasive types, and grit number of abrasives. Additionally, Tiryaki et al. [
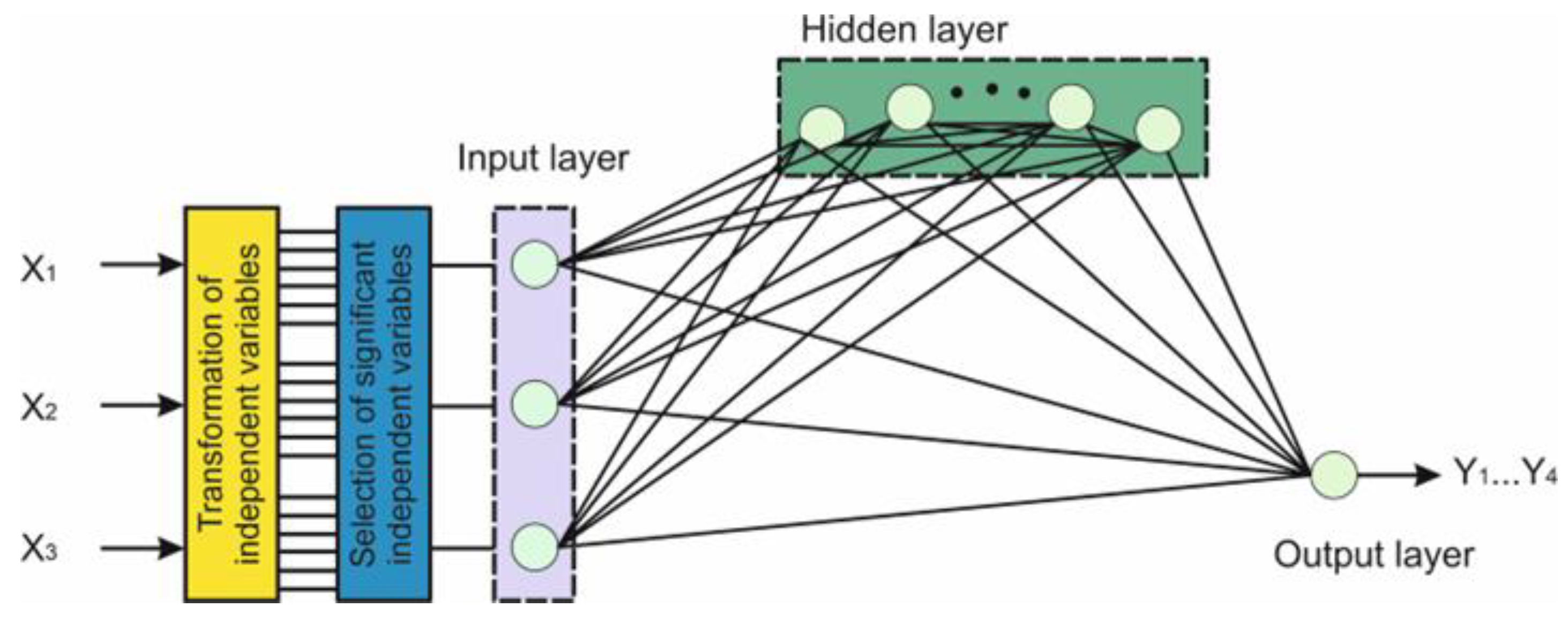
18] designed an ANN model with four neurons in the input layer, namely wood species, feed rate, number of cutter, and cutting depth, to predict the power consumption during the wood planning. Özşahin and Singer [
19] designed an ANN model to reveal the influence of wood species, cutting width, number of blades, and cutting depth on noise emission in the machining process. Nasir and Cool [
20] involved the artificial neural networks modelling technique to predict the dust emission at various cutting conditions based on signals received from an acoustic emission sensor. Rabiei and Yaghoubi [
21] studied the influence of various factors, such as depth of cut, feed rate, and spindle speed on the surface roughness and the process time by using an artificial neural network and the bees optimization algorithm (BA). Demir et al. [
22] designed an ANN model to determine the CNC operating parameters (tool diameter, spindle speed, and feed) in order to attain the best surface quality for spruce and beech wood. Additionally, Cakmak et al. [
23] developed an artificial neural network model to predict the surface roughness and cutting power based on spindle speed, feed rate, depth of cut, and moisture content. Gürgen et al. [
24] developed an ANN model for prediction of surface roughness during processing of Scotch pine (
Pinus sylvestris L.) on the CNC machine based on spindle speed, feed rate, depth of cut, and axial depth of cut. Sofuoglu [
25] employed the artificial neural network approach to model the surface roughness of massive wooden edge-glued panels during processing on a CNC. The independent variables were cutter type, tool clearance strategy, spindle speed, feed rate, and depth of cut.
Regarding the tool monitoring condition, various machine learning models were applied in conjunction with power, sound, vibration, and acoustic sensors. Nasir et al. [
26] used an adaptive neuro-fuzzy inference system (ANFIS) to monitor the cutting power and waviness in the wood circular sawing process based on an acoustic emissions signal. ANFIS is a neural network that is used for adaptive learning. Nasir and Cool [
27] predicted the cutting power and waviness during circular sawing of wood using vibrational signals that was processed by using a self-organizing map (SOM), which is a type of artificial neural network ANN that is trained using unsupervised learning. This machine learning technique was combined with an ANN model or with an ANFIS model in order to predict the desired outputs. Nasir et al. [
28] combined the signal obtained from power, vibration, sound, and acoustic sensors with various machine-learning methods for tool condition monitoring during wood sawing. Tool classification was performed using extreme gradient boosting (XGBoost), random forest (RF), and support vector machine (SVM) algorithms. Nasir et al. [
29] analyzed the influence of cut depth, rotation speed, and feed speed on the tool temperature during circular sawing of wood by monitoring the power, sound, vibration, and acoustic emission. Based on the information received from the sensors, various random forest (RF) models were trained to predict the tool temperature during circular sawing of wood. Stanojevic [
30] applied the neuro-fuzzy approach to establish the influence of feed rate, cutting depth, and rake angle on surface roughness and power consumption during wood milling. Ahmed et al. [
31] used acoustic emissions and a residual network (ResNets), which is a specific type of neural network, to monitor the tool health during the milling of wood. Kurek et al. [
4] classified drill wear by means of classification algorithms (random forest RF, decision tree, support vector machine SVM, extreme gradient boosting XGBoost, etc.). The best result was obtained in the case of the XGBoost extreme gradient boosting classification algorithms. The inputs of the drilling system were noise levels, current or voltage values and vibration. Jegorowa et al. [
32] applied the support vector machine (SVM) to identify the tool wear during drilling of chipboard based on indirect inputs, namely, feed force, cutting torque, acceleration of jig vibration, audible noise, and ultrasonic acoustic emission signals.
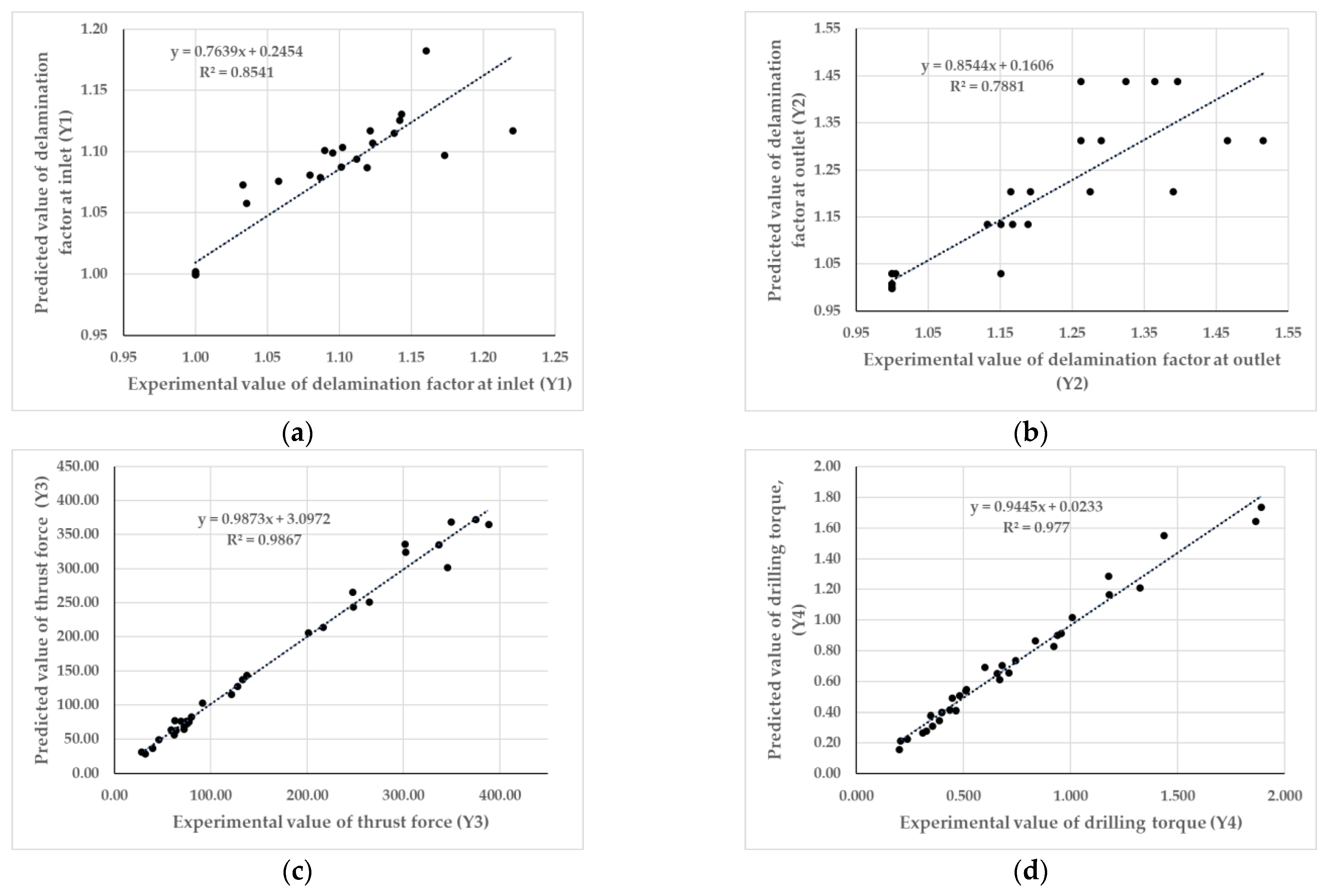
Based on the information presented above, the reader could observe that most of the published studies regarding the drilling of MDF boards analyze the quality of holes through delamination factors and surface roughness. However, to optimize the drilling process of MDF boards, two outputs that affect the energy consumption should also be considered, namely the thrust force and drilling torque. Therefore, the aim of this work, is to figure out the optimal combinations of drill tip angle, tooth bite, and drill type (flat or helix) to minimize the delamination factor, thrust force, and drilling torque, by combining two modelling techniques, namely ANN and RSM. Despite the fact that RSM was successfully applied to optimize the drilling process of wood particleboards, there is limited information regarding the application of ANN modelling technique in the drilling of MDF boards and other wood-based materials. Additionally, one could observe that there is limited information in the literature regarding the monitoring of the drilling process or other wood machining processes. Therefore, more research is needed in order to develop methodologies based on machine learning and sensor fusion that could be used to monitor and optimize the drilling process of wood or wood-based materials in order to assure the transition towards the Industry 4.0 concept—the fourth phase in the industrial revolution that is focused on interconnectivity, machine learning, automation, and real-time data processing [
33,
34].





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}