
Effects and Mechanism of Micro-Drilling Parameters on the Drilling Force and Hole Morphology of Sapindus mukorossi Seeds

Abstract
:1. Introduction
2. Material and Methods
2.1. Seed Materials
2.2. Experimental Design
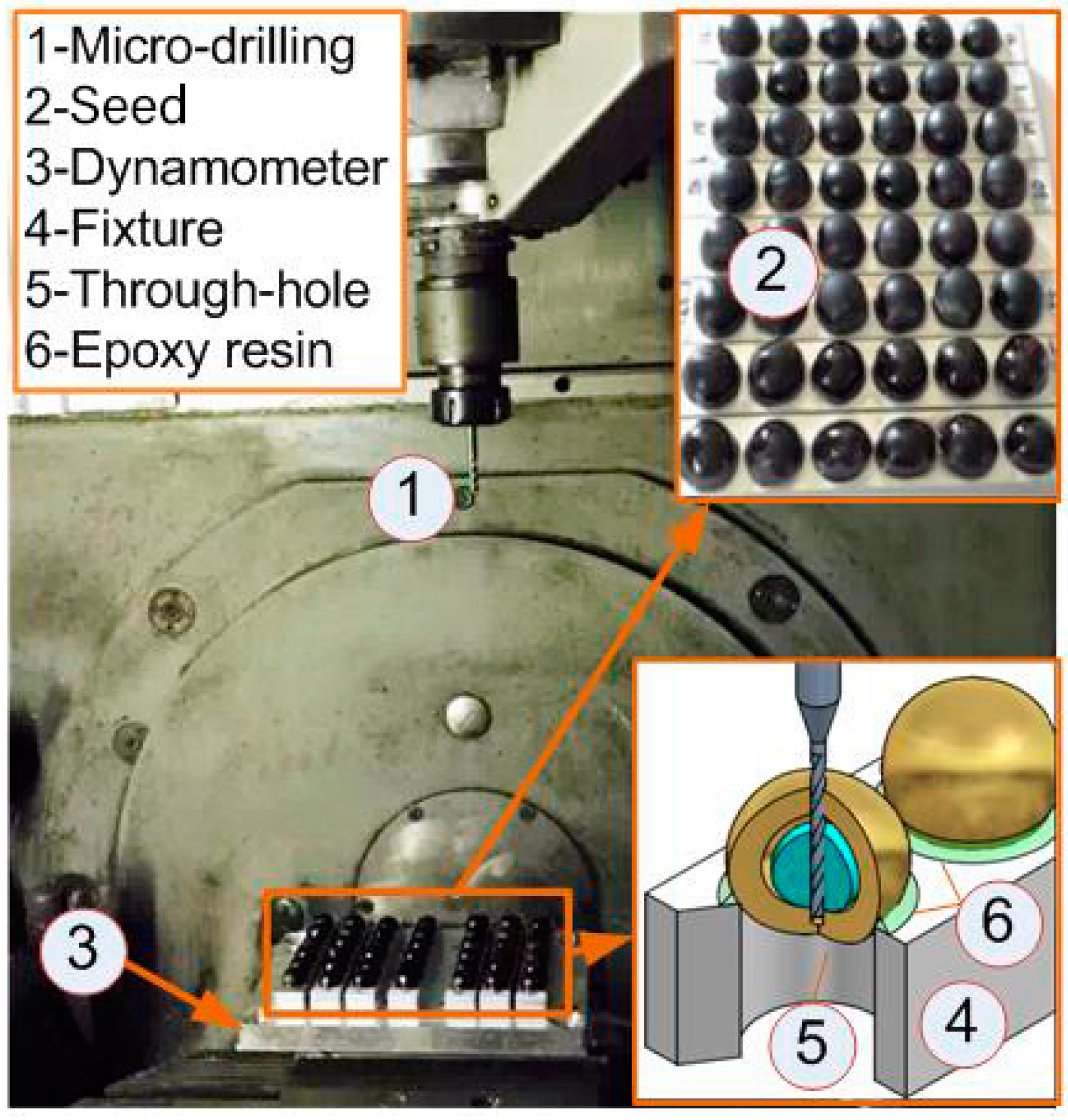
2.3. Drilling Experiment
2.4. Measurement and Observation
3. Results and Discussion
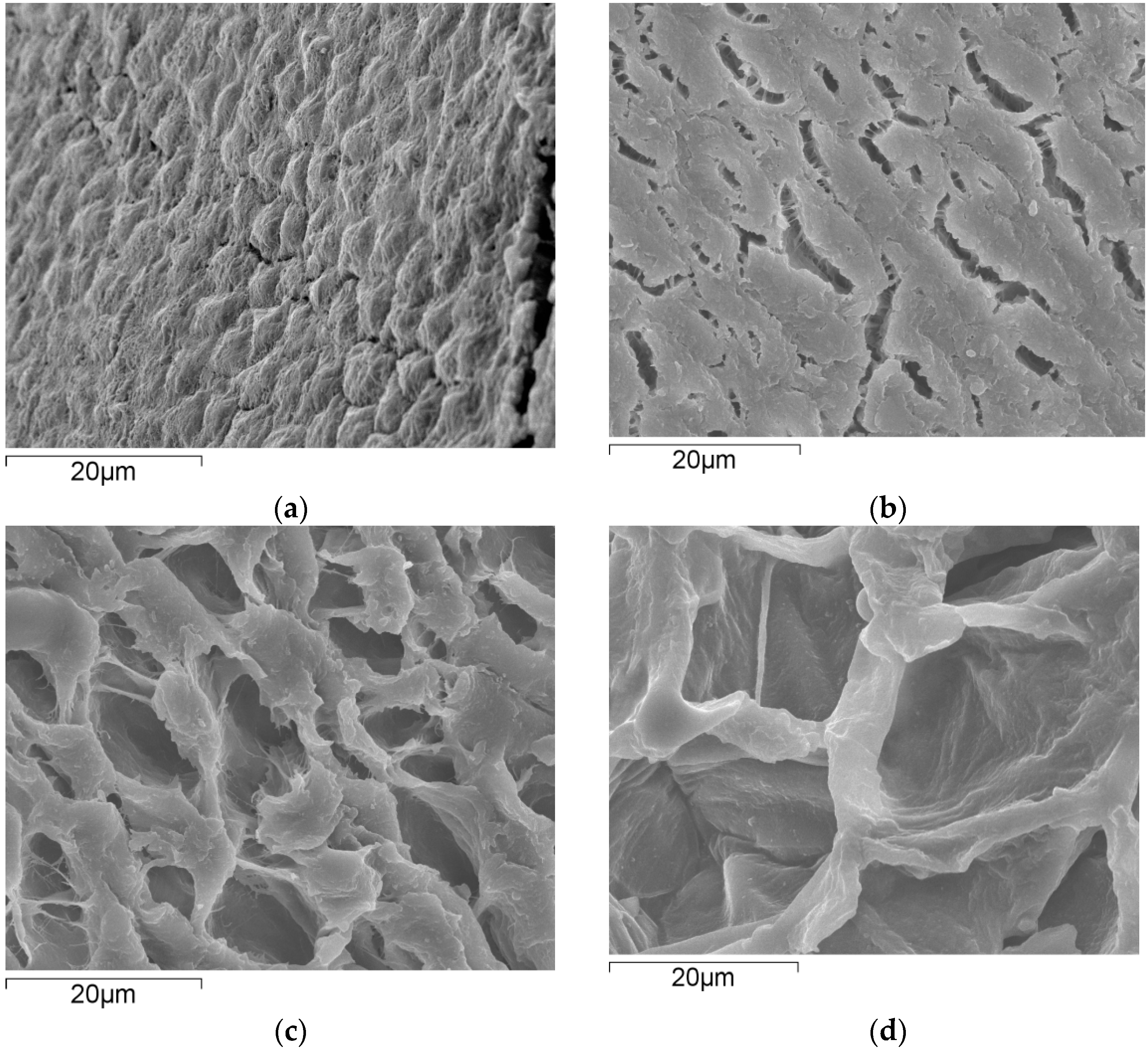
3.1. Structural Analysis of Different Positions within the Seeds
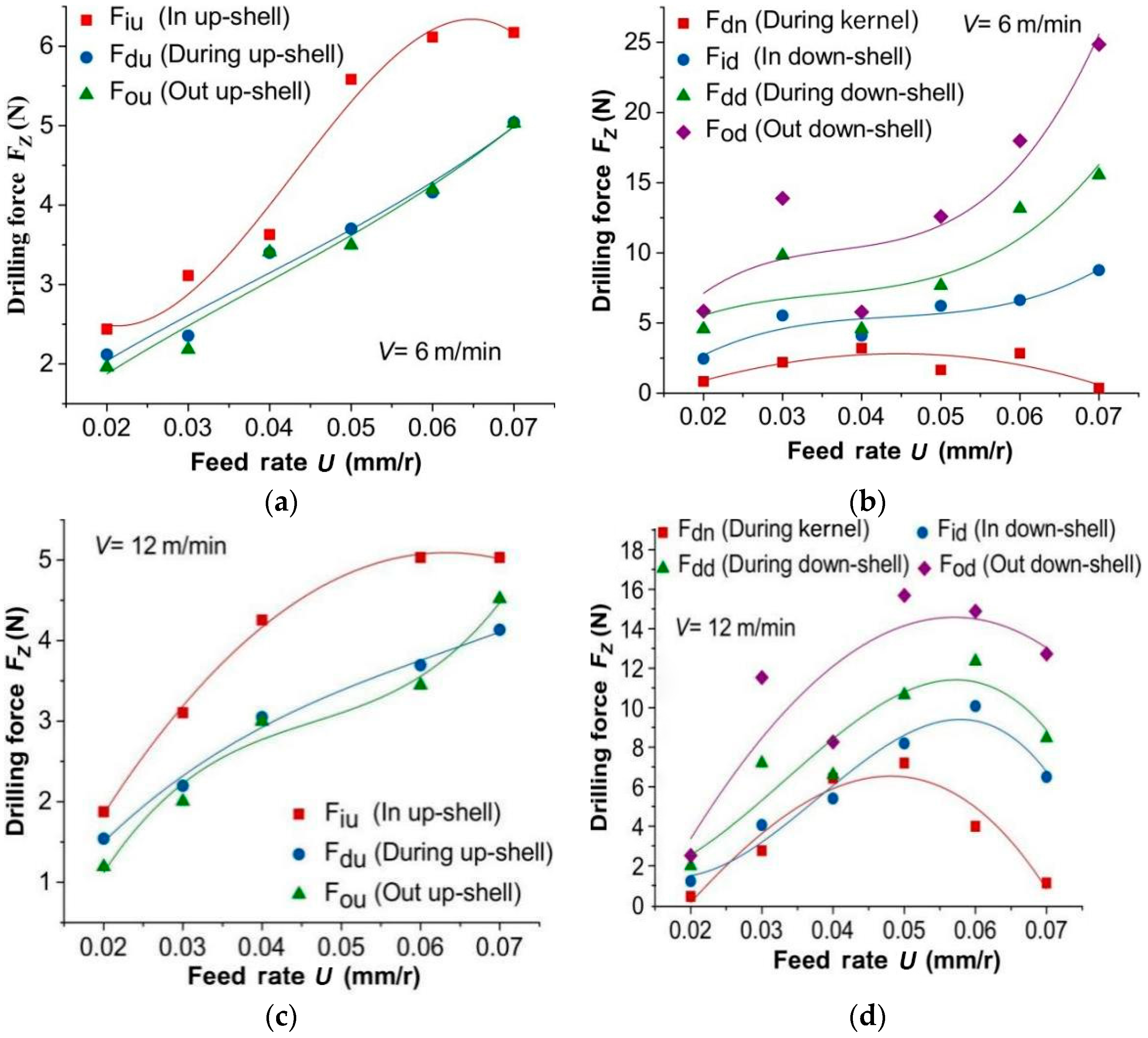
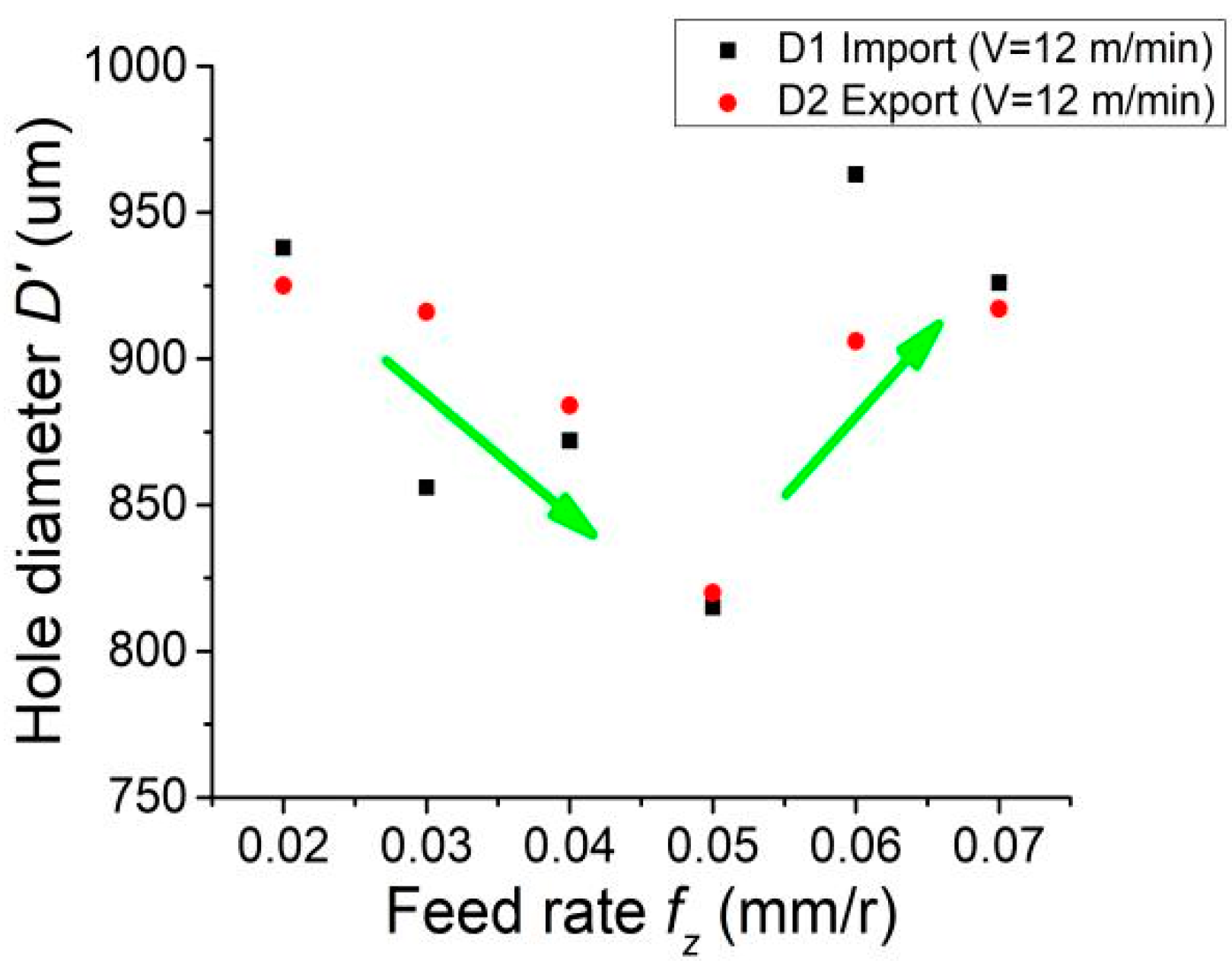
3.2. Effect of Feed Rate on Drilling Force and Hole Diameter
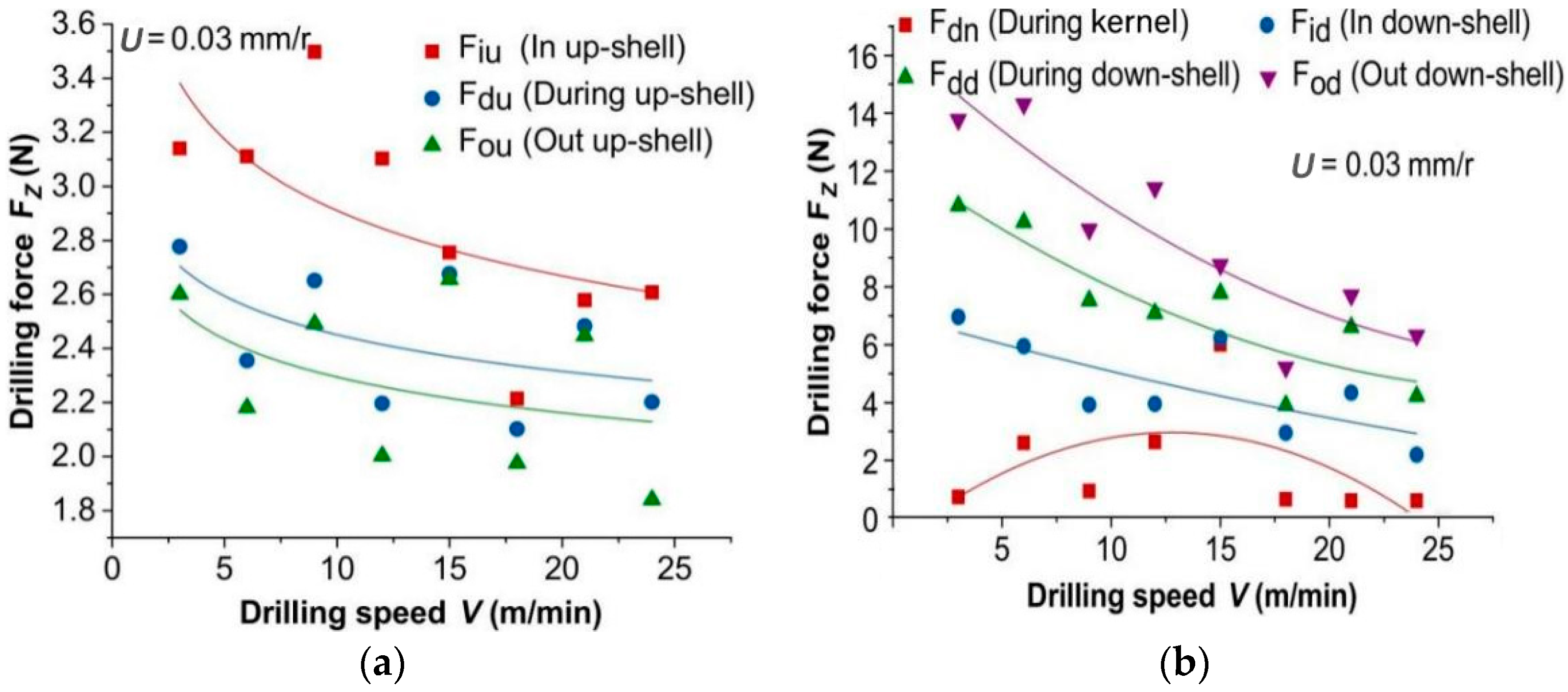
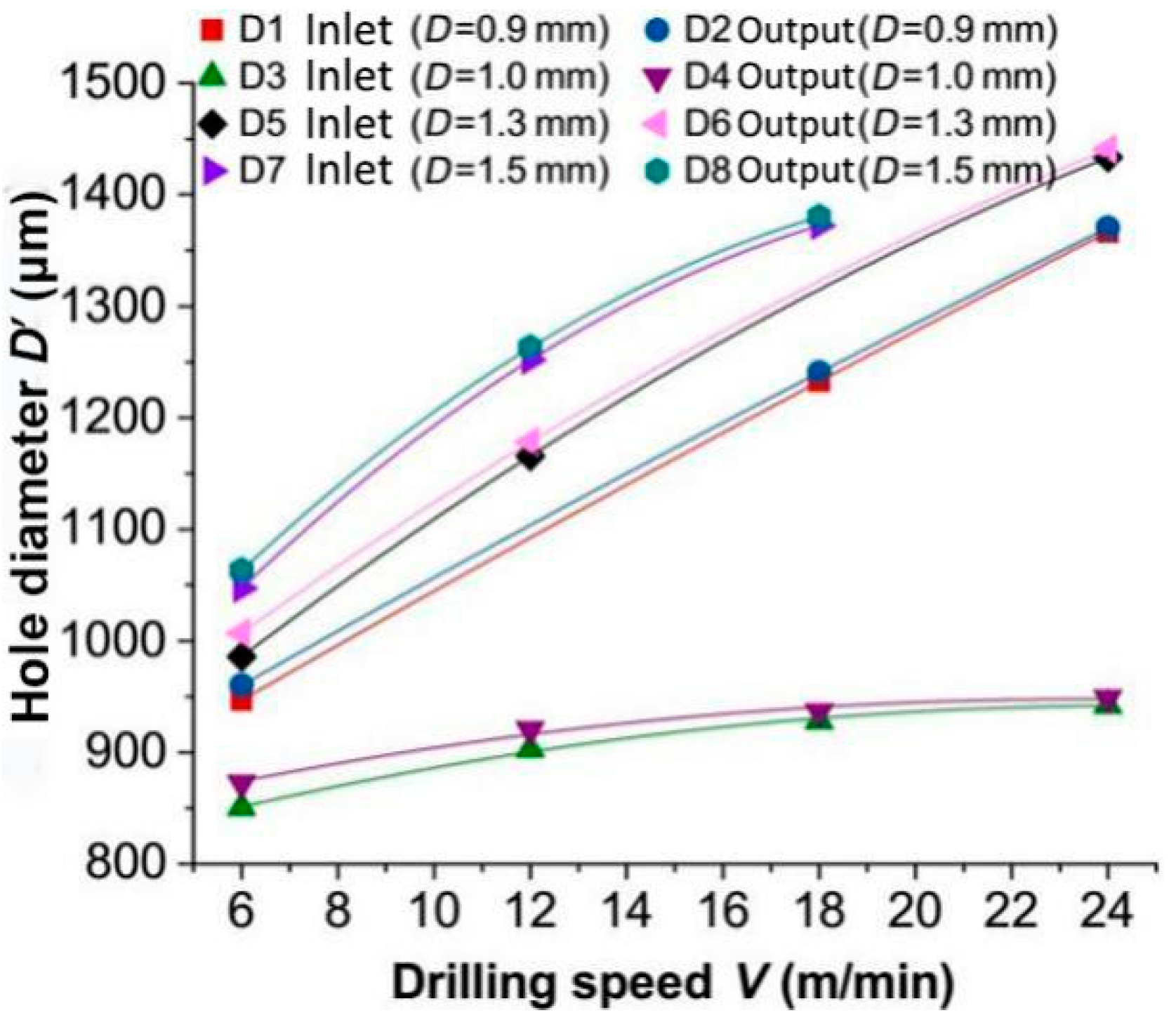
3.3. Effect of Drilling Speed on the Drilling Force and Hole Diameter
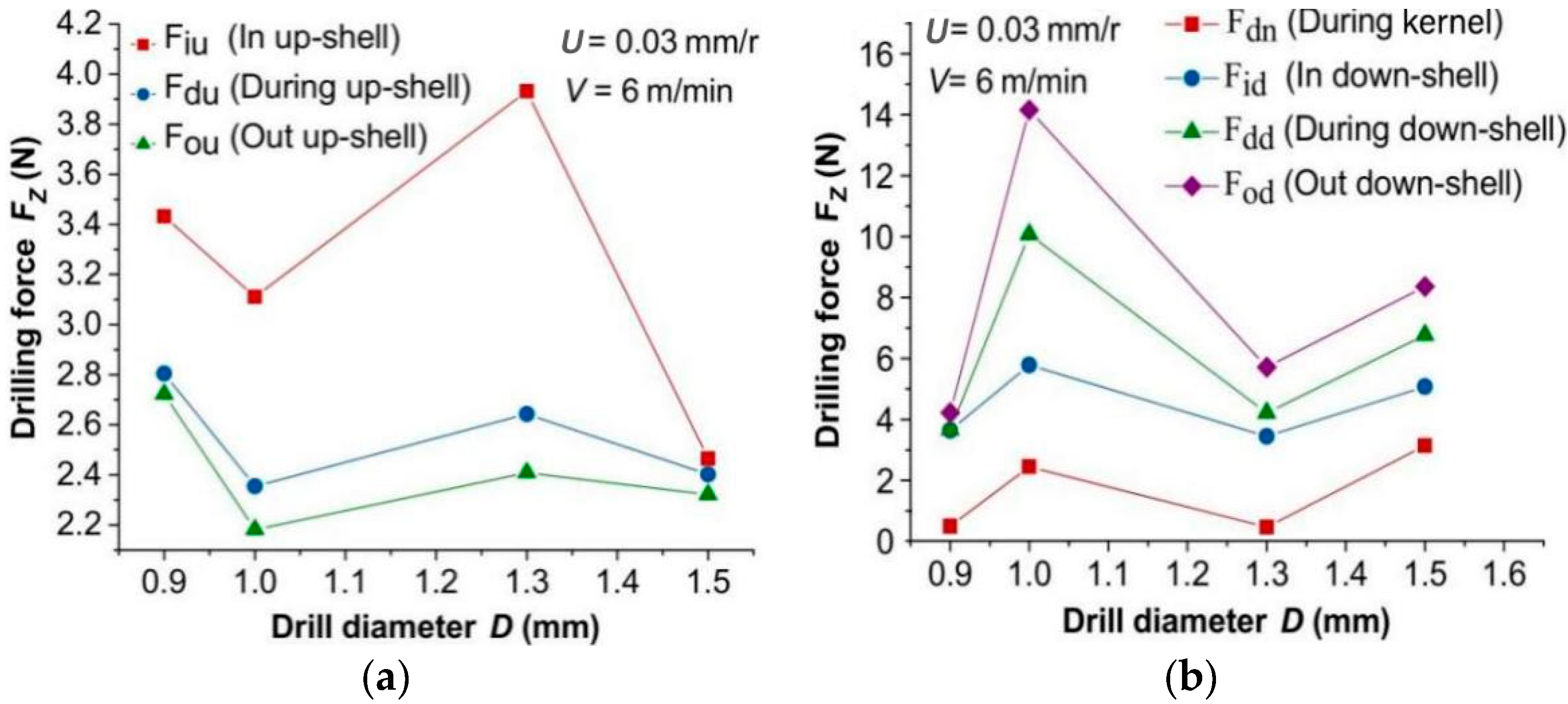
3.4. Effect of Drill Diameter on the Drilling Force
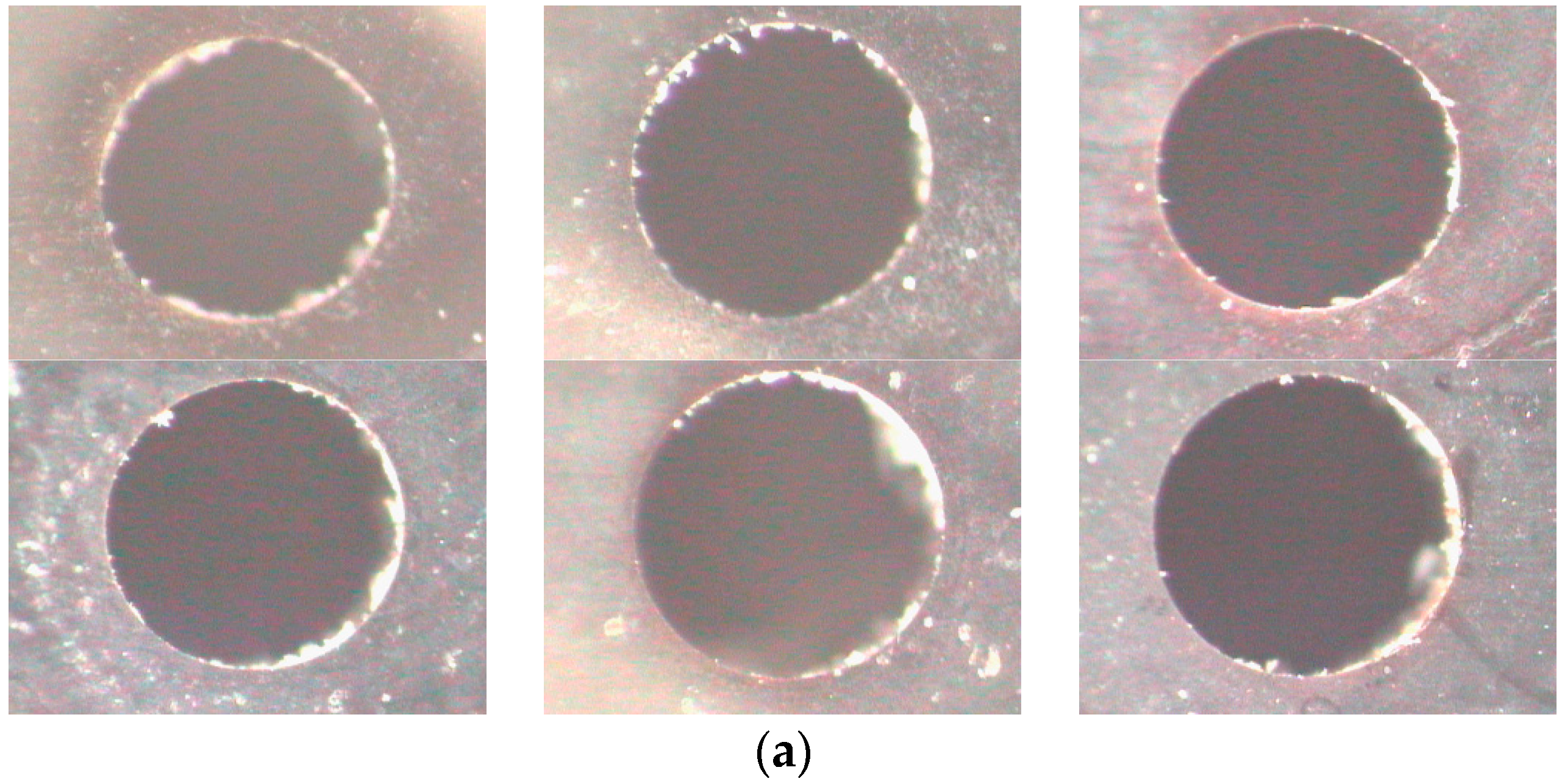
3.5. Effect of Drilling on Hole Morphology
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Gonzalez-Perez, S.E.; de Robert, P.; Coelho-Ferreira, M. Seed use and socioeconomic significance in Kayapó handicrafts: A case study from Pará state, Brazil. Econ. Bot. 2013, 67, 1–16. [Google Scholar] [CrossRef]
- Li, F.; Li, J.; Liu, B.; Zhuo, J.; Long, C. Seeds used for Bodhi beads in China. J. Ethnobiol. Ethnomed. 2014, 10, 15. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Bedelean, B.; Ispas, M.; Răcăs, S.; Baba, M.N. Optimization of Wood Particleboard Drilling Operating Parameters by Means of the Artifificial Neural Network Modeling Technique and Response Surface Methodology. Forests 2022, 13, 1045. [Google Scholar] [CrossRef]
- Hasan, M.; Zhao, J.; Jiang, Z. A review of modern advancements in micro drilling techniques. J. Manuf. Process. 2017, 29, 343–375. [Google Scholar] [CrossRef] [Green Version]
- Agrawal, V.; Gajrani, K.K.; Mote, R.G.; Barshilia, H.C.; Joshi, S.S. Wear Analysis and Tool Life Modeling in Micro Drilling of Inconel 718 Superalloy. J. Tribol. 2022, 144, 101706. [Google Scholar] [CrossRef]
- Türkes, E.; Erdem, M.; Gok, K.; Gok, A. Development of a new model for determine of cutting parameters in metal drilling processes. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 169. [Google Scholar] [CrossRef]
- Huang, X.; Wang, C.; Yang, T.; Liao, B.; He, X.; Zheng, L. Investigation of the chip adhesion mechanisms in micro-drilling of high ceramic-content particle filled GFRPs. Mach. Sci. Technol. 2020, 24, 861–881. [Google Scholar] [CrossRef]
- Akhbar, M.F.A.; Yusoff, A.R. Multi-objective optimization of surgical drill bit to minimize thermal damage in bone-drilling. Appl. Therm. Eng. 2019, 157, 113594. [Google Scholar] [CrossRef]
- Shi, H.; Liu, X.; Lou, Y. Materials and micro drilling of high frequency and high speed printed circuit board: A review. Int. J. Adv. Manuf. Technol. 2019, 100, 827–841. [Google Scholar] [CrossRef]
- Li, X.; Qian, W.; Chang, L. Analysis of the Density of Wooden Components in Ancient Buildings by Micro-Drilling Resistance, Using Information Diffusion. BioResources 2019, 14, 5777–5787. [Google Scholar] [CrossRef]
- Hu, X.; Zheng, Y.; Liang, H.; Zhao, Y. Design and Test of a Microdestructive Tree-Ring Measurement System. Sensors 2020, 20, 3253. [Google Scholar] [CrossRef]
- Hu, X.; Zheng, Y.; Xing, D.; Sun, Q. Research on Tree Ring Micro-Destructive Detection Technology Based on Digital Micro-Drilling Resistance Method. Forests 2022, 13, 1139. [Google Scholar] [CrossRef]
- Liu, S.; Gong, K.; Zhao, J.; Wu, D.; Hong, X.; Wang, W. Multi-objective optimisation of cutting parameters for drilling-induced damages and thrust force in AFRP drilling. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 562. [Google Scholar] [CrossRef]
- Liu, J.; Sun, C.; Gao, Y.; Chen, Z.; Zheng, Y.; Weng, X.; Jia, L. Sapindus Cultivar ‘Yue Shuo Bodhi’. HortScience 2021, 56, 730–731. [Google Scholar] [CrossRef]
- Liu, J.; Xu, Y.; Sun, C.; Wang, X.; Zheng, Y.; Shi, S.; Chen, Z.; He, Q.; Weng, X.; Jia, L. Distinct ecological habits and habitat responses to future climate change in three east and southeast Asian Sapindus species. For. Ecol. Manag. 2022, 507, 119982. [Google Scholar] [CrossRef]
- Shiu, S.T.; Lew, W.Z.; Lee, S.Y.; Feng, S.W.; Huang, H.M. Effects of Sapindus mukorossi Seed Oil on Proliferation, Osteogenetic/Odontogenetic Difffferentiation and Matrix Vesicle Secretion of Human Dental Pulp Mesenchymal Stem Cells. Materials 2020, 13, 4063. [Google Scholar] [CrossRef]
- Sochacki, M.; Vogt, O. Triterpenoid Saponins from Washnut (Sapindus mukorossi Gaertn.)—A Source of Natural Surfactants and Other Active Components. Plants 2022, 11, 2355. [Google Scholar] [CrossRef]
- Chakraborty, M.; Baruah, D.C. Production and characterization of biodiesel obtained from Sapindus mukorossi kernel oil. Energy 2013, 60, 159–167. [Google Scholar] [CrossRef]
- Bai, X.; Wang, G.; Yu, Y.; Wang, D.; Wang, Z. Changes in the physicochemical structure and pyrolysis characteristics of wheat straw after rod-milling pretreatment. Bioresour. Technol. 2018, 250, 770–776. [Google Scholar] [CrossRef] [PubMed]
- Bai, X.; Xu, D.; Sun, W.; Diao, Z. Physico-mechanical properties of Sapindus mukorossi seed. BioResources 2022, 18, 1008–1024. [Google Scholar] [CrossRef]
- Latha, B.; Senthilkumar, V.S. Analysis of Thrust Force in Drilling Glass Fiber Reinforced Plastic Composites Using Fuzzy Logic. Mater. Manuf. Process. 2009, 24, 509–516. [Google Scholar] [CrossRef]
- Palanikumar, K. Experimental investigation and optimisation in drilling of GFRP composites. Measurement 2011, 44, 2138–2148. [Google Scholar] [CrossRef]
- Kumar, R.S.; Mohanraj, M.; Natarajan, P.; Julias, A.A.; Ravishankar, S. Experimental Study on the Drilling Parameter Analysis of Banana Fiber Reinforced Vajram Mixed Phenolic Resin Composite Laminates. Nat. Fibers 2022, 19, 9827–9844. [Google Scholar] [CrossRef]
- Natarajan, E.; Markandan, K.; Sekar, S.M.; Varadaraju, K.; Nesappan, S.; Selvaraj, A.D.A.; Lim, W.H.; Franz, G. Drilling-Induced Damages in Hybrid Carbon and Glass Fiber-Reinforced Composite Laminate and Optimized Drilling Parameters. Compos. Sci. 2022, 6, 310. [Google Scholar] [CrossRef]
- Ni, J.; Zeng, X.; Al-Furjan, M.S.H.; Zhao, H.; Guan, L.; Cui, Z.; Han, L. Effect of Drilling Parameters on Machining Performance in Drilling Polytetraflfluoroethylene. Materials 2022, 15, 6922. [Google Scholar] [CrossRef]
- Susmitha, M.; Sharan, P.; Jyothi, P.N. Influence of non-edible vegetable based oil as cutting fluid on chip, surface roughness and cutting force during drilling operation of Mild Steel. Mater. Sci. Eng. 2016, 149, 012037. [Google Scholar] [CrossRef]
- Li, S.; Zhang, D.; Geng, D.; Shao, Z.; Tang, H. Modeling and drilling parameters optimization on burr height using harmony search algorithm in low-frequency vibration-assisted drilling. Int. J. Adv. Manuf. Technol. 2019, 101, 2313–2325. [Google Scholar] [CrossRef]
- Bediz, B.; Ozdoganlar, O.B. Rotational dynamics of micro-scale cutting tools. Precis. Eng. 2019, 60, 1–11. [Google Scholar] [CrossRef]
- Biermann, D.; Kirschner, M.; Eberhardt, D. A novel method for chip formation analyses in deep hole drilling with small diameters. Prod. Eng. 2014, 8, 491–497. [Google Scholar] [CrossRef]
- Król, P.; Podziewski, P.; Hanincová, L. Deviation of coordinates of small-dimension holes in fiberboard. Wood Mater. Sci. Eng. 2022, 1–6. [Google Scholar] [CrossRef]
- Mandra, A.M.; Jiang, J.; Xi, F. A new burr formation model for drilling with tool wear. Int. J. Adv. Manuf. Technol. 2021, 116, 1437–1450. [Google Scholar] [CrossRef]
- Horiuchi, O.; Masuda, M.; Shibata, T. Bending of Drill and Radial Forces in Micro Drilling. Adv. Mater. Res. 2013, 797, 642–648. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | D (mm) | U (mm/r) | v (m/min) | No. | D (mm) | U (mm/r) | v (m/min) | No. | D (mm) | U (mm/r) | v (m/min) |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1.0 | 0.02 | 24 | 13 | 1.0 | 0.03 | 12 | 25 | 0.9 | 0.03 | 6 |
| 2 | 1.0 | 0.02 | 21 | 14 | 1.0 | 0.03 | 9 | 26 | 1.3 | 0.03 | 6 |
| 3 | 1.0 | 0.02 | 18 | 15 | 1.0 | 0.03 | 6 | 27 | 1.5 | 0.03 | 6 |
| 4 | 1.0 | 0.02 | 15 | 16 | 1.0 | 0.03 | 3 | 28 | 0.9 | 0.03 | 12 |
| 5 | 1.0 | 0.02 | 12 | 17 | 1.0 | 0.04 | 12 | 29 | 1.3 | 0.03 | 12 |
| 6 | 1.0 | 0.02 | 9 | 18 | 1.0 | 0.05 | 12 | 30 | 1.5 | 0.03 | 12 |
| 7 | 1.0 | 0.02 | 6 | 19 | 1.0 | 0.06 | 12 | 31 | 0.9 | 0.03 | 18 |
| 8 | 1.0 | 0.02 | 3 | 20 | 1.0 | 0.07 | 12 | 32 | 1.3 | 0.03 | 18 |
| 9 | 1.0 | 0.03 | 24 | 21 | 1.0 | 0.04 | 6 | 33 | 1.5 | 0.03 | 18 |
| 10 | 1.0 | 0.03 | 21 | 22 | 1.0 | 0.05 | 6 | 34 | 0.9 | 0.03 | 24 |
| 11 | 1.0 | 0.03 | 18 | 23 | 1.0 | 0.06 | 6 | 35 | 1.3 | 0.03 | 24 |
| 12 | 1.0 | 0.03 | 15 | 24 | 1.0 | 0.07 | 6 | 36 | 1.5 | 0.03 | 24 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, S.; Bai, X.; Xu, D.; Cao, W. Effects and Mechanism of Micro-Drilling Parameters on the Drilling Force and Hole Morphology of Sapindus mukorossi Seeds. Forests 2023, 14, 1162. https://doi.org/10.3390/f14061162
Zhao S, Bai X, Xu D, Cao W. Effects and Mechanism of Micro-Drilling Parameters on the Drilling Force and Hole Morphology of Sapindus mukorossi Seeds. Forests. 2023; 14(6):1162. https://doi.org/10.3390/f14061162
Chicago/Turabian StyleZhao, Suxiao, Xiaopeng Bai, Daochun Xu, and Wan Cao. 2023. "Effects and Mechanism of Micro-Drilling Parameters on the Drilling Force and Hole Morphology of Sapindus mukorossi Seeds" Forests 14, no. 6: 1162. https://doi.org/10.3390/f14061162