Abstract
In this study, we investigated the drying behavior of a waterborne wood coating (WWC) on pine wood using hot air drying. An analysis of variance of the experimental data revealed that both temperature and humidity exerted significant effects on the surface drying time. An analysis of the structure and wettability indicated a faster moisture migration rate through the cross section than through the tangential section of porous wood. We also determined that temperature, humidity and their interactions significantly affected the glossiness, while temperature had a greater effect on the wear resistance of the WWC films than humidity. The drying conditions had a minimal effect on the adhesion strength. By considering both the drying efficiency and the coating performance, the optimal drying conditions for the WWC on pine wood were determined to be 60 °C and 55% relative humidity. Our findings suggest that establishing a correlation between drying performance and substrate can ensure the quality of WWCs for practical applications in the wood coating industry.
1. Introduction
Various forms of wood are used in furniture manufacturing, such as solid wood, laminated wood and agglomerated wood, also in combination with other materials [1,2,3]. Solid wood is a very popular and widely used furniture construction material due to its environmental characteristics, high aesthetic value, etc. [4,5]. However, wood is naturally hygroscopic, and surface coating is necessary when wood is used for outdoor applications, especially plantation wood, due to its highly porous structure and low density.
Waterborne wood coatings (WWCs) are environmentally friendly coatings that have been widely used for wood surface treatment due to their lower volatile organic compound (VOC) emission and greater safety compared with traditional solvent-based coatings [6,7,8]. However, it is still challenging to control the drying rate while ensuring the quality of WWCs, especially on porous wood substrates [9,10]. The key issues for controlling these features are the drying rate and the moisture migration [9,11]. Important investigations into WWCs have recently been made, including on advanced components, curing mechanisms, filler preparation, and their applications [12,13,14,15]. However, few studies have focused on the drying rate and quality control of WWCs.
Some studies reported that the drying rate of WWCs is relatively slow and susceptible to the influence of the environmental temperature and humidity [16,17,18]. In addition, WWCs may experience quality issues such as an uneven color and reduced glossiness after drying [19,20]. Lu and co-workers investigated the effect of dehumidified drying conditions on the drying behavior and coating performance of a WWC on sugar maple-veneered panels, and the results revealed that relative humidity was more significant than temperature [21]. Song et al. revealed that the drying behavior of a WWC on oak and balsa wood substrates varied due to the effect of the wood microstructure and hygroscopicity [16]. Due to its straight grain and good mechanical properties, pine wood has high application potential in China [22,23], but the drying behavior of WWCs on pine wood has not been studied.
In this study, the effect of the hot-air drying conditions on the drying time of a WWC on a pine wood substrate was explored. The drying time of a WWC directly affects its film formation efficiency and the costs of the coating process. By analyzing experimental data under different temperatures and humidity, this study revealed how these parameters influenced the drying time of WWC films. We also investigated the microstructure, adsorption/desorption, and wettability because these factors also affect the interactions between coatings and wood substrates and thus affect the quality of dried coatings [16]. Afterward, this work analyzed the key factors affecting the coating performance of a WWC, including color change, glossiness, wear resistance and adhesion, because these indicators affect the decorative aspects of coatings, as well as their service life and maintenance costs. By using analysis of variance, this article revealed the influence of temperature and humidity on these indicators, providing a theoretical basis for optimizing the drying conditions of WWCs on pine wood.
2. Experimental Section
2.1. Materials
Pine wood (Pinus sylvestris var. mongholica Litv.) was purchased from the Daxing’anling forest region. The wood samples were cut along the tangential direction, and wood samples with a clear texture and no obvious defects were selected and further processed to the dimensions of 10 × 15 × 50 mm3 (L × T × R), 10 × 50 × 50 mm3 (L × T × R) and 100 × 100 × 10 mm3 (L × T × R) for further use. The specimens of 10 × 15 × 50 mm3 (L × T × R) were used for the contact angle and morphology tests. The specimens of 10 × 50 × 50 mm3 (L × T × R) were used for testing the drying time, color, glossiness, and adhesion. The specimens of 100 × 100 × 10 mm3 (L × T × R) were used for determining the drying behaviors and the abrasiveness of the coated wood samples. In order to obtain a fine and smooth surface before the coating, the wood samples were sanded with 180 and 400 mesh sandpaper along the direction of the wood texture using a sanding machine. All the wood samples were naturally dried at room temperature and stored until further applications. The initial moisture content of the samples before coating was 7%–8%, and the density was 0.45–0.46 g/cm3. Typically, the primer WWC used in this work was a Sanqing Waterborne Wood Coating (Fujian Xinhang Chemical Co., Ltd., Xiamen, China), whose main components were waterborne acrylic acid and polyurethane, with a solids content of 37%.
2.2. Hot Air Drying of WWC
The WWC was brushed evenly and quickly on the wood surface (100 × 100 × 10 mm3) along the grain direction, with a loading of 100 g/m2. The drying experiments were carried out in a constant-temperature and -humidity chamber (DS-100, Suzhou Xinda Experimental Equipment Co., Ltd., Taicang, China). The study focused on investigating the impact of different temperatures (40 °C, 50 °C and 60 °C) and relative humidity levels (40%, 55% and 70%) on the drying process of WWC. The determination of the surface and hard-drying time of the WWC film followed the guidelines outlined in the Chinese national standard GB/T 1728-2020 [24]. The mass change of the WWC-coated wood was calculated according to Formula (1):
2.3. Characterization
The contact angles of water and WWC droplets on wood were measured using an OCA20 contact angle measurement system (Dataphysics, Stuttgart, Germany) at room temperature. Static contact angle measurements were performed using 5 μL droplets of water or WWC. The surface morphology of the wood samples was analyzed using a QUANTA200 scanning electron microscope (SEM) from FEI, The Netherlands, operating at a voltage of 5 kV. The specific surface area of the wood samples was measured at 20 °C using dynamic vapor sorption (DVS) on an Adventure instrument from Surface Measurement Systems Ltd., Middlesex, UK. The glossiness of WWC-coated wood was measured using a WCG-60 glossmeter (Pushen Chemical Machinery Co., Ltd., Shanghai, China) in accordance with the Chinese national standard GB/T 4893.6-2013 [25]. Each measurement was performed horizontally and vertically along the sample, and the glossiness was calculated based on a mirror gloss value of 100.
The color change of WWC-coated wood was assessed using a Konica Minolta CM2300D spectrophotometer and analyzed according to the CIE (1976) L*a*b* standard, specifically following the ISO 7724 standard. The color change (ΔE*) was calculated using Formula (2):
ΔE* = ((L*x − L*0)2 + (a*x − a*0)2 + (b*x − b*0)2)1/2
The CIE L*a*b* parameters included brightness L*, red-green axis chromaticity index a* and yellow-blue axis chromaticity index b*, where x represents the concomitant value after coating, and 0 represents the initial concomitant value.
The wear resistance was evaluated based on the mass loss during the wear process. The wear resistance of WWC-coated wood was evaluated using a rolling wear tester (MMG-5A, Tianchen, Jinan, China) in accordance with the Chinese national standard GB/T 4893.8-2013 [26]. The maximum test force applied was 5 N, and the evaluation of wear resistance was based on the measurement of mass loss during the wear process. The adhesion of the WWC coating on wood was measured using the pull-off method in accordance with the Chinese national standard GB/T5210-1985 [27]. A selected sample of the surface coating was dried on a centering device using an adhesive. Then, a vertical and uniform tensile force was applied at a constant speed (10 mm/min) on the bonding surface of the sample to determine the force required to induce adhesion failure between coatings or between coatings and substrates. The surface roughness of the wood samples before and after the application of a waterborne coating was tested using a TR2000 surface roughness tester. The length of the samples employed for the testing was 2.5 mm. To ensure consistency, the test piece was positioned on a platform, while the probe remained parallel to the grain direction of the wood. Three distinct measurement positions were considered for each test piece, and subsequently their means were calculated. The following evaluation parameters were selected: average deviation (Ra) of the contour, ten-point height (Rz) of micro unevenness and maximum height (Ry) of the contour. These parameters were utilized to effectively characterize and assess the surface roughness properties of the specimens.
2.4. Statistical Analysis of the Data
Variance analysis was performed to assess the significance of the surface drying time, hard drying time, color change, glossiness, wear resistance and adhesion of the WWC film required to dry the coatings under different conditions. The data were divided into groups based on the temperature, and the Duncan significance analysis method [18] was used to study the average values of the data obtained during the WWC drying under different humidity conditions within the same group. This provided a comprehensive evaluation of the effects of various drying conditions on the performance of the WWC coatings.
3. Results and Discussion
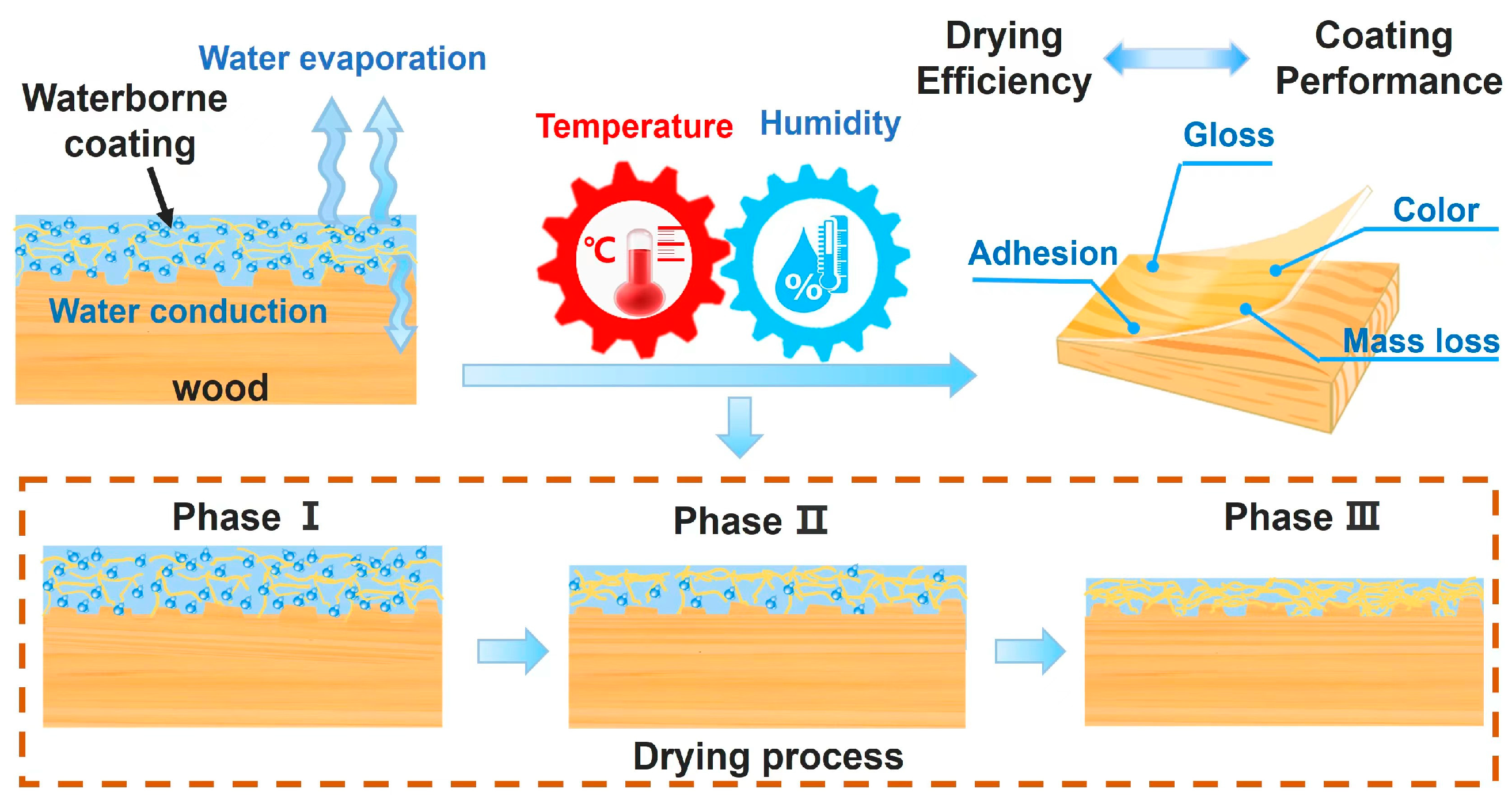
After the WWC was applied to pine wood, the drying of the water in the WWC occurred via two main pathways: evaporation of water into the air and infiltration into the interior of the wood, as shown in Figure 1. Increasing the transfer rate of water is key to achieving an efficient and high-quality drying of a WWC [28,29]. Therefore, to improve the drying results, the transfer of moisture in a WWC should be increased by controlling the temperature and relative humidity in the drying environment [30].
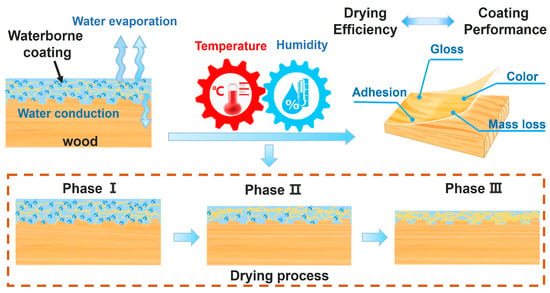
Figure 1.
Schematic diagram of the main drying process and moisture transfer mechanism of a WWC on pine wood.
3.1. Drying Rate of WWC-Coated Pine Wood during Hot Air Drying
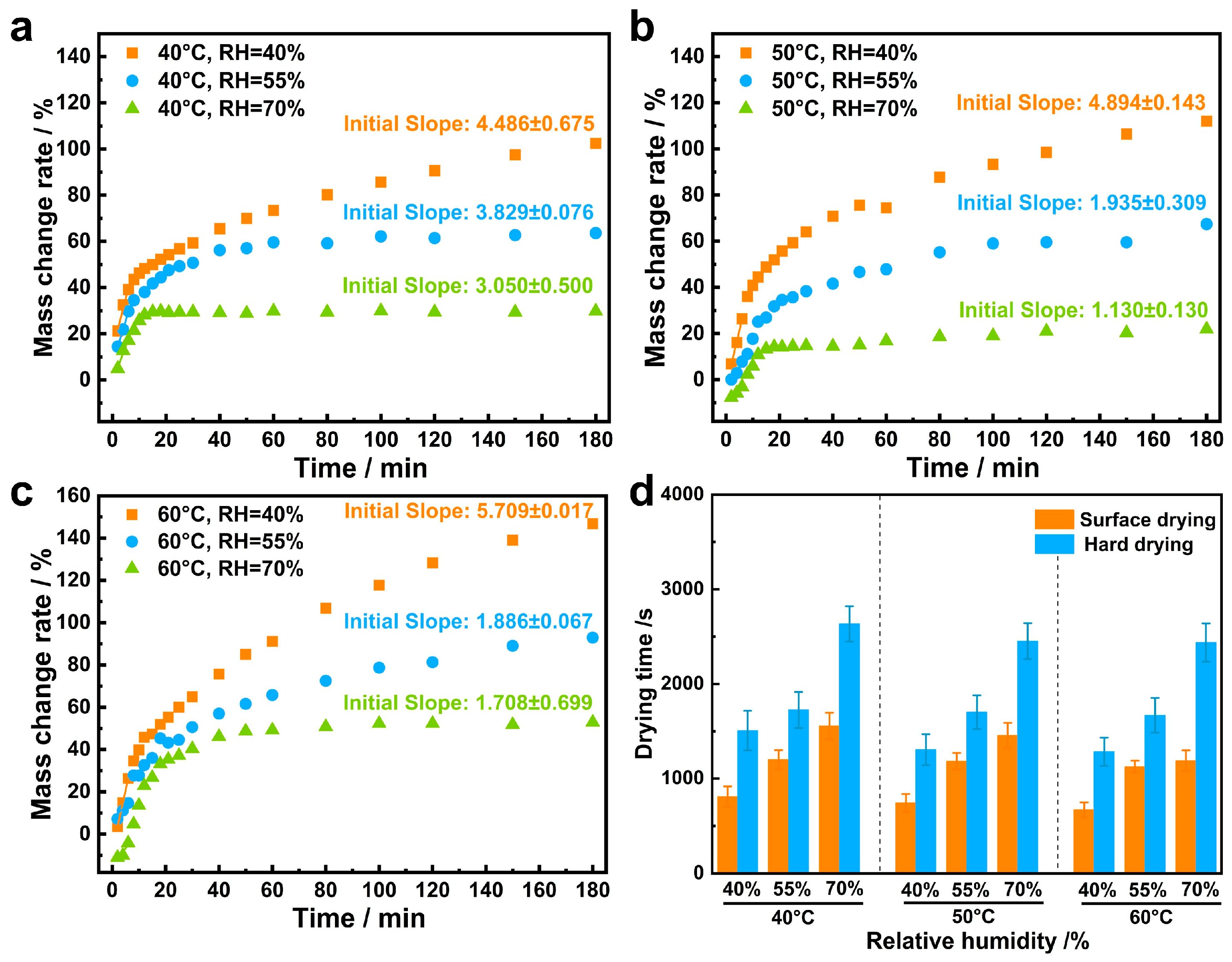
The mass change of WWC-coated pine wood was utilized as an indicator to monitor its drying rate. Drying rate experiments were conducted under various temperature and humidity conditions, and the initial slope of each curve was utilized as the drying rate. Figure 2a–c shows that upon increasing the temperature and decreasing the relative humidity, the rate of mass change of the WWC significantly increased, which indicated that the drying rate of the WWC increased at higher temperatures and lower relative humidity. The drying rate of the WWC was the fastest at 60 °C and 40% relative humidity. The change in the initial slope ranged from 1.708 to 5.709 under different relative humidity values at 60 °C, which was a wider range than that of the change in the initial slope at 40 °C and 50 °C.
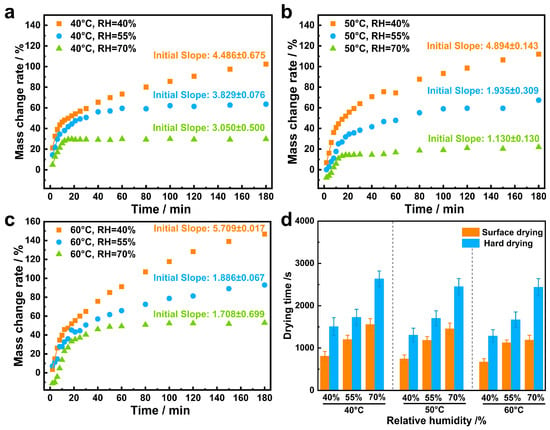
Figure 2.
Mass change of the WWC-coated wood under different temperature and humidity conditions (a–c); surface drying and hard-drying times of the WWC-coated wood (d).
This indicated that the higher the temperature, the greater the impact of humidity on the drying rate of the WWC. At a humidity of 70%, when the temperature was 50 °C and 60 °C, the initial mass change was below 0. This may have been due to excessive relative humidity under the above conditions, which resulted in moisture absorption by both the WWC and the wood during the initial drying stage. After reaching equilibrium, the WWC continued to dry. This shows that the drying conditions had a significant impact on the mass changes of the WWC. A comparison of the initial drying rates showed that the conditions for obtaining the first three drying rates were, respectively, 60 °C/40%, 50 °C/40%, 40 °C/40%.
3.2. Surface Drying and Hard-Drying Time Determination and Statistical Analysis
As shown in Figure 2d, under a certain relative humidity, the surface drying time and hard-drying time of the WWC decreased upon increasing the temperature. In contrast, at a constant temperature, the surface drying time and hard-drying time increased with the humidity. The most expedited surface drying and hard-drying times were attained at a temperature of 60 °C and a relative humidity of 40%, with values of 671.32 s/g and 1284.42 s/g, respectively. A statistical analysis of the drying time is shown in Table 1 and Table S1, which show that the sum of the squared deviations and mean deviation of humidity was higher than that obtained for temperature. This indicates that the surface drying time was greatly affected by humidity. The concomitant probability values were all <0.01, indicating that both temperature and humidity had significantly different effects on the surface drying time. Interactions between temperature and humidity also significantly affected the surface drying time. At 40 °C and 50 °C, there was a significant difference in the surface drying time among the three humidity values. At 60 °C, there was a significant difference in the surface drying time between 40% humidity and 55% and 70% humidity, but no significant difference between 55% and 70% humidity.

Table 1.
Analysis of variance and Duncan significance analysis results of the surface drying and hard-drying time.
For the hard-drying time of the WWC (Table S2), the sum of the squared deviations and mean deviation of temperature was higher than that obtained for humidity, indicating that the temperature had a greater impact on the hard-drying time. The concomitant probabilities of temperature, humidity and their interactions were all <0.01, indicating that these three factors had a significant impact on the hard-drying time. At 40 °C, 50 °C and 60 °C, there were significant differences in the hard-drying times at the three humidity levels.
3.3. Structural Characteristics and Wettability of Pine Wood
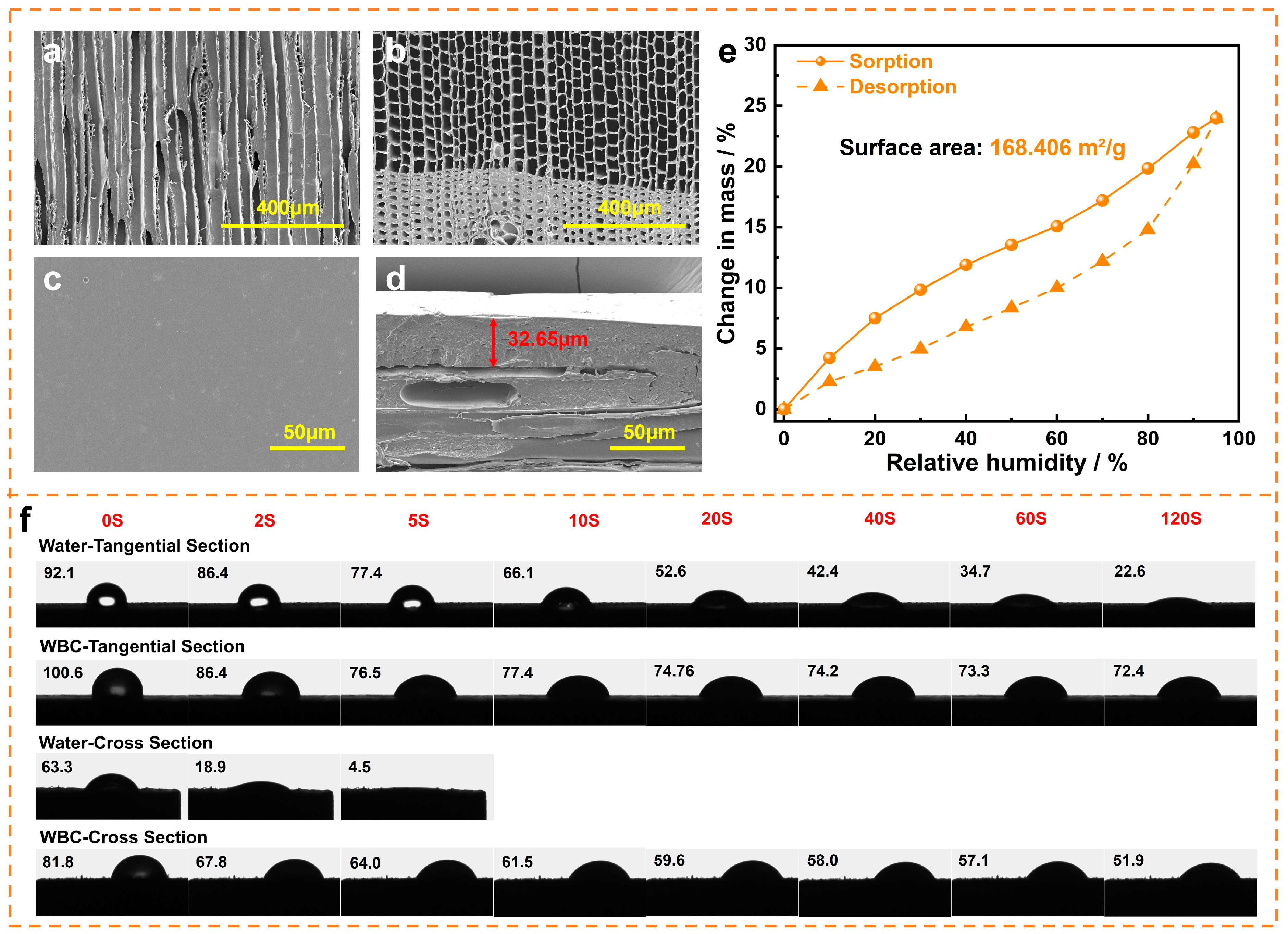
The structure of wood substrates also significantly affects the conduction and evaporation of water from a WWC. Therefore, the wettability and structural characteristics of pine wood were tested and analyzed, as shown in Figure 3. To elucidate the influence of the wood structure on the water migration behavior, the microstructure of wood was characterized, and the moisture absorption and desorption properties were tested using dynamic vapor sorption (DVS). On the tangential and cross sections of pine wood, there were closely distributed axial tracheid and xylem rays in the cell wall, which formed a dense and porous structure [31,32]. The WWC film was closely connected to the wood, and some of the WWC film penetrated the interior of the wood. The moisture absorption and desorption curve of pine wood was a sigmoidal type Ⅱ isotherm, indicating multi-molecular layer adsorption. The specific surface area was 168 m2/g, slightly lower than that of hardwood with a similar density [16], which may be the reason for the lower moisture migration rate in hardwood.
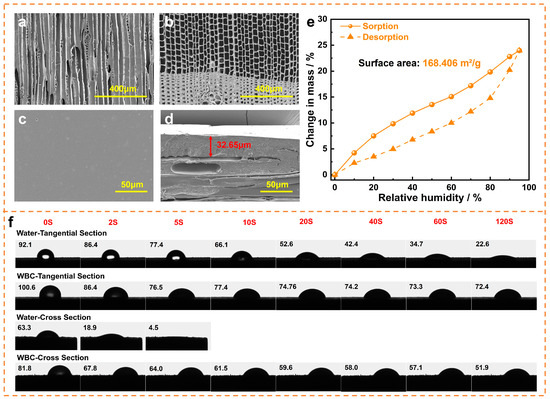
Figure 3.
Structural and wettability of pine wood. SEM images of the examined wood in tangential (a) and cross sections (b); SEM images of surface (c) and cross section (d) of the WWC-coated wood; (e) dynamic vapor adsorption curves of the wood; (f) water contact angle and WWC contact angle on the wood substrate.
The initial water contact angle (WCA) on the tangential section of the pine wood was 92.1° and gradually decreased upon extending the time and almost reached 0° after 120 s. However, this penetration rate was slower than that of hardwood, which may be related to the structure and components of pine wood. The initial WCA on the cross section was 63.3° and decreased rapidly, until disappearing, within 5 s, indicating that the penetration rate of water in the cross section of pine wood was much higher than that in the tangential section.
It was found that the initial contact angles of a WWC droplet on the cross section and tangential section of pine wood were higher than the WCA, being 100.6° and 81.8°, respectively. The penetration rate of the WWC was also slower, with an average change of 30° after 120 s. Thus, the moisture in the WWC slowly penetrated the wood but at a slower rate than water. The migration rate of water in the WWC on the cross section was higher than that on the tangential section.
3.4. Coating Performance of the WWC on Wood under Different Drying Conditions
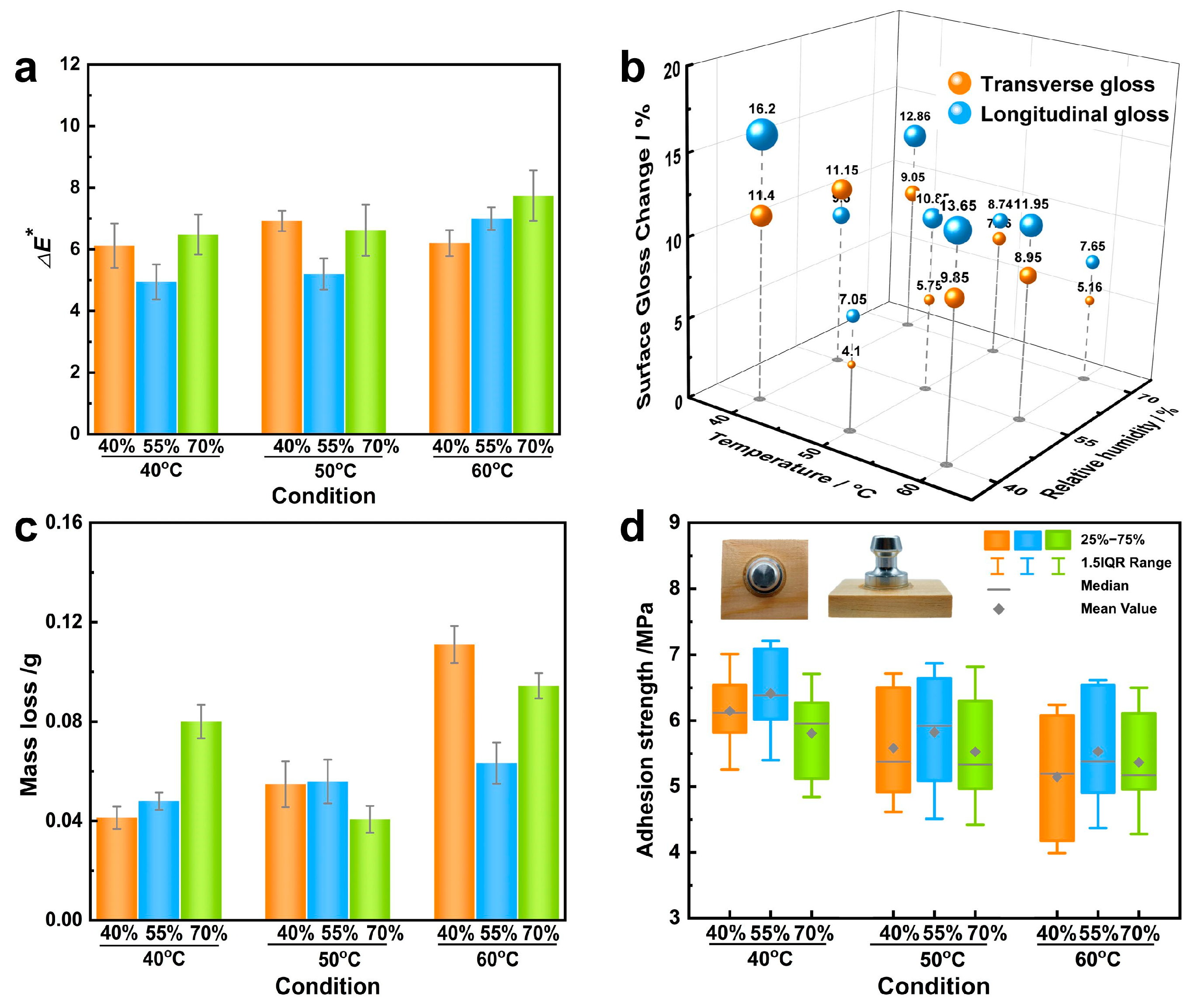
WWCs significantly affect the decorative properties of wood [20]. The color of the wood darkened after coating. This could be attributed to the WWC penetrating the internal structure of the wood. As shown in Figure 4, the color change slightly increased upon increasing the temperature and humidity. The largest value of ΔE* was achieved after drying at 60 °C and 70% humidity. As the data in Table 2 and Table S3 demonstrate, the sum of the squared deviations and mean deviation of humidity were greater than the corresponding sum obtained for temperature, indicating that humidity had a greater impact on the color change of the WWC-coated wood than temperature.
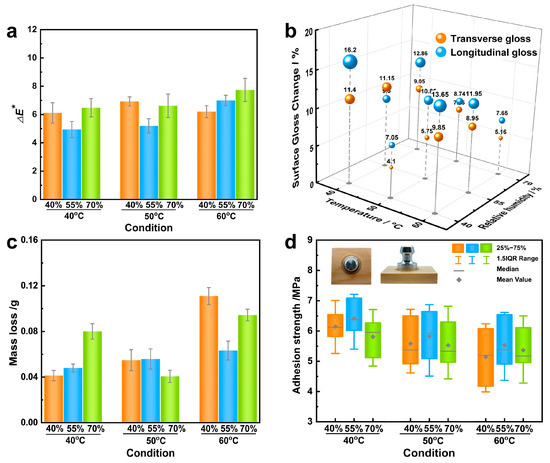
Figure 4.
Coating performance determination of the WWC-coated wood. (a) Color changes, (b) glossiness, (c) wear resistance and (d) adhesion of the WWC film under different drying conditions.
Table 2.
Variance analysis and Duncan significance analysis results of ΔE*, transverse gloss, longitudinal gloss, mass loss and adhesion strength.
In terms of concomitant probability, the values of temperature, humidity and their interactions were all >0.05, indicating that none of the three factors significantly affected the color. There was no significant difference in the color of the WWC-coated wood at different humidity levels and temperatures.
Glossiness is an important indicator for evaluating the surface quality of coatings. As shown in Figure 4, the changes in glossiness along the grain horizontal axis of the WWC-coated pine wood were generally lower than those along the grain parallel axis. The optimal glossiness values were achieved during drying under the temperature and humidity values of 40 °C/40%, 60 °C/40% and 40 °C/70%.
By analyzing the data in Tables S4 and S5, we found that temperature had a greater impact on glossiness than humidity. In addition, temperature, humidity and their interactions had a significant impact on glossiness. At 50 °C, there was a significant difference in the glossiness of the WWC film in different humidity environments. At 40 °C and 60 °C, there was a significant difference in glossiness between the relative humidity values of 40% and 70%.
Figure 4 and Table S6 show changes in the wear resistance of WWC films under different drying conditions. At lower temperatures, the wear resistance of the WWC was good, especially when dried at 50 °C/70%, 40 °C/40% and 40 °C/55%. The data analysis showed that temperature had a greater effect on the wear resistance of the WWC films than humidity. The interaction between temperature and humidity had a significant effect on the wear resistance, while humidity did not. At 40 °C, there was a significant difference in wear resistance when the relative humidity was 40%, 50% and 70%. At 50 °C, there was no significant difference in the wear resistance of the dried WWC films at any of the three humidity values. At 60 °C, there was a significant difference in the wear resistance between 40% and 50% relative humidity.
Next, the adhesion of the WWC film was tested. As shown in Figure 4d, as the temperature increased, the adhesion of the WWC film decreased, and a maximum value was obtained at 40 °C and 50% humidity. According to the data analysis in Table S7, the temperature had a significant impact on the adhesion, while humidity and its interaction with temperature did not. There was no significant difference in the adhesion of the WWC film under different relative humidity and temperature values. In addition, defect formation in the WWC obtained under different drying conditions was also directly observed by optical microscopy, as shown in Figure S1. The roughness of the wood surface before and after coating was determined. We found that all the values of roughness decreased after coating, as expected. However, we did not find a correlation between drying conditions and surface roughness (Figure S2).
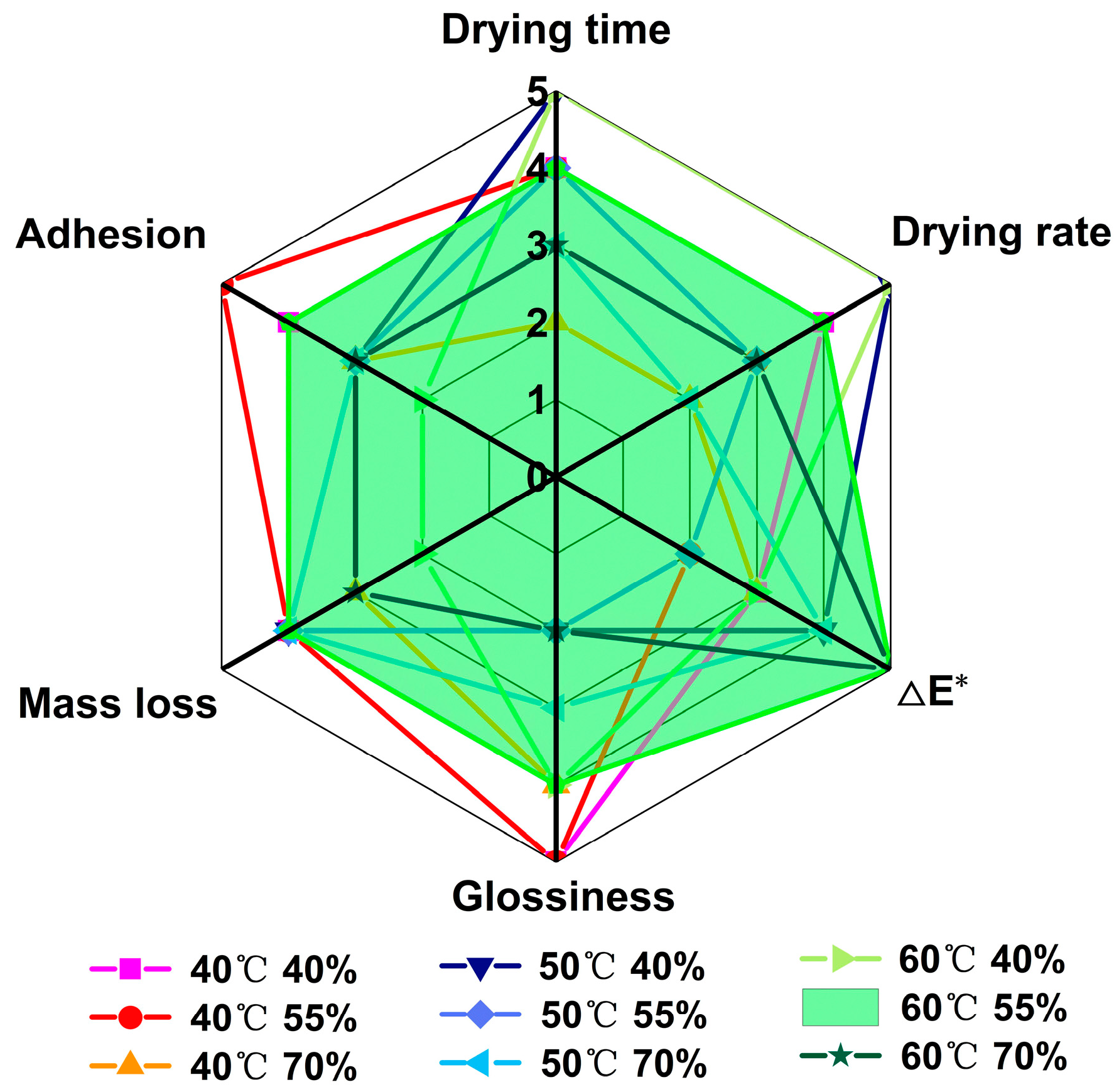
3.5. Evaluation of Drying Efficiency and Coating Performance by Radar Analysis
The efficiency and performance of hot air drying of the WWC on pine wood were evaluated using a radar map, as shown in Figure 5. Key factors, including the drying time, drying rate, chromatic aberration, mass loss and adhesion strength, were analyzed and represented in the radar map. Level 5 indicated the optimum drying efficiency and coating properties. As illustrated in Figure 5, the drying process of the WWC on pine wood yielded the most favorable performance when conducted at a temperature of 60 °C and a relative humidity of 55%, providing valuable insights for optimizing the drying process and improving the overall performance of WWC coatings.
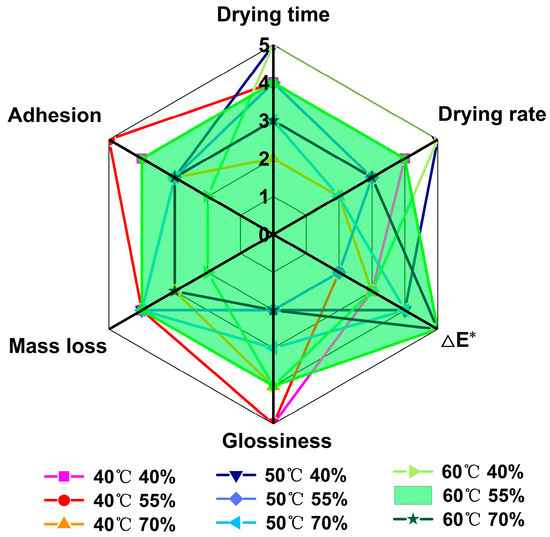
Figure 5.
Systematically evaluating the drying efficiency and coating performance of the WWC on pine wood using radar map analysis.
4. Conclusions
This study investigated the drying behavior of a WWC on pine wood. Through the investigation of the WWC drying efficiency and coating performance at varying temperatures and relative humidity values, the overall drying process was optimized. The results indicated that higher temperatures and lower relative humidity levels accelerated the drying rate of the WWC. The surface drying time was predominantly influenced by humidity, whereas the temperature had a greater impact on the hard-drying time. The penetration rate of the WWC into the wood was slower compared to that of pure water. The water migration rate in the WWC was higher on the cross section than on the tangential section. Taking into account both drying efficiency and coating performance, the optimal drying conditions for pine wood were determined to be a temperature of 60 °C and a relative humidity of 55%. This study provides a comprehensive analysis of the influence of key environmental conditions on a WWC drying performance on pine wood, and the results may promote the development of the WWC drying technology.
Supplementary Materials
The following supporting information can be downloaded at: https://www.mdpi.com/article/10.3390/f14091752/s1, Figure S1: Optical microscope images of WWC films on pine wood under different drying conditions; Figure S2: Surface roughness change of pine wood before and after coating with WWC; Table S1: Variance analysis table on surface drying time; Table S2: Variance analysis table on hard drying time; Table S3: Variance analysis table on ΔE*; Table S4: Variance analysis table on transverse gloss average; Table S5: Variance analysis table on longitudinal gloss average; Table S6: Variance analysis table on mass loss; Table S7: Variance analysis table on adhesion strength.
Author Contributions
X.S.: Conceptualization, Formal analysis, Writing—original draft. J.W.: Writing—review and editing. Z.M.: Resources, Investigation. X.C.: Resources, Investigation. Z.Z.: Validation, Investigation. G.H.: Writing—review and editing. W.C.: Supervision, Funding acquisition, Project administration. All authors have read and agreed to the published version of the manuscript.
Funding
This work was supported by the National Natural Science Foundation of China (Grant No. 32071686).
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Acknowledgments
We appreciated the editors and two anonymous reviewers for the valuable comments and suggestions.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Teischinger, A. Introduction to Wood Technology and Basic Processes. In Springer Handbooks; Niemz, P., Teischinger, A., Sandberg, D., Eds.; Springer International Publishing: Cham, Switzerland, 2023; pp. 571–593. [Google Scholar] [CrossRef]
- Jiang, F.; Li, T.; Li, Y.; Zhang, Y.; Gong, A.; Dai, J.; Hitz, E.; Luo, W.; Hu, L. Wood-Based Nanotechnologies toward Sustainability. Adv. Mater. 2018, 30, 1703453. [Google Scholar] [CrossRef] [PubMed]
- Zivic, F.; Grujovic, N.; Adamovic, D.; Divac, D. Development of new composites made of waste materials for wood pallet element. In Advances in Applications of Industrial Biomaterials; Pellicer, E., Nikolic, D., Sort, J., Baró, M., Zivic, F., Grujovic, N., Grujic, R., Pelemis, S., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 201–214. [Google Scholar] [CrossRef]
- Xiong, X.; Ma, Q.; Yuan, Y.; Wu, Z.; Zhang, M. Current situation and key manufacturing considerations of green furniture in China: A review. J. Clean. Prod. 2020, 267, 121957. [Google Scholar] [CrossRef]
- Asdrubali, F.; Ferracuti, B.; Lombardi, L.; Guattari, C.; Evangelisti, L.; Grazieschi, G. A review of structural, thermo-physical, acoustical, and environmental properties of wooden materials for building applications. Build. Environ. 2017, 114, 307–332. [Google Scholar] [CrossRef]
- Javadi, A.; Cobaj, A.; Soucek, M.D. Commercial waterborne coatings. In Handbook of Waterborne Coatings; Elsevier Inc.: St. Louis, MO, USA, 2020. [Google Scholar] [CrossRef]
- Noreen, A.; Zia, K.M.; Zuber, M.; Tabasum, S.; Saif, M.J. Recent trends in environmentally friendly water-borne polyurethane coatings: A review. Korean J. Chem. Eng. 2016, 33, 388–400. [Google Scholar] [CrossRef]
- Athawale, V.D.; Nimbalkar, R.V. Waterborne coatings based on renewable oil resources: An overview. J. Am. Oil Chem. Soc. 2011, 88, 159–185. [Google Scholar] [CrossRef]
- Hozjan, T.; Svensson, S. Theoretical analysis of moisture transport in wood as an open porous hygroscopic material. Holzforschung 2011, 65, 97–102. [Google Scholar] [CrossRef]
- Gutoff, E.B. The Drying of Waterborne Coatings. ACS Symp. Ser. 1997, 663, 245–264. [Google Scholar] [CrossRef]
- Imakoma, H. Drying characteristic model for water-based polymer coated film considering mass transfer acceleration by drying stress. Kagaku Kogaku Ronbunshu 2008, 34, 266–276. [Google Scholar] [CrossRef]
- Fu, J.; Wang, L.; Yu, H.; Haroon, M.; Haq, F.; Shi, W.; Wu, B.; Wang, L. Research progress of UV-curable polyurethane acrylate-based hardening coatings. Prog. Org. Coat. 2019, 131, 82–99. [Google Scholar] [CrossRef]
- Khudyakov, I.V. Fast photopolymerization of acrylate coatings: Achievements and problems. Prog. Org. Coat. 2018, 121, 151–159. [Google Scholar] [CrossRef]
- Noreen, A.; Zia, K.M.; Zuber, M.; Tabasum, S.; Zahoor, A.F. Bio-based polyurethane: An efficient and environment friendly coating systems: A review. Prog. Org. Coat. 2016, 91, 25–32. [Google Scholar] [CrossRef]
- Elrebii, M.; Ben Mabrouk, A.; Boufi, S. Synthesis and properties of hybrid alkyd-acrylic dispersions and their use in VOC-free waterborne coatings. Prog. Org. Coat. 2014, 77, 757–764. [Google Scholar] [CrossRef]
- Song, X.; Han, G.; Jiang, K.; Chi, X.; Liu, D.; Zhang, H.; Cheng, W.; Shi, S.Q. Effect of wood microstructure and hygroscopicity on the drying characteristics of waterborne wood coating. Wood Sci. Technol. 2022, 56, 743–758. [Google Scholar] [CrossRef]
- Tang, T.; Lu, Z.; Zhou, G.; Jia, W.; Wang, M. Effect of air velocity in dehumidification drying environment on one-component waterborne wood top coating drying process. Dry. Technol. 2016, 34, 1583–1592. [Google Scholar] [CrossRef]
- Lu, Z.; Tang, T.; Zhou, G.; Jia, W.; Wang, M.; Xu, J.; Bai, S. Effect of dehumidification drying environment on surface gloss of one component waterborne wood top coating. Appl. Therm. Eng. 2016, 102, 716–719. [Google Scholar] [CrossRef]
- Kamperidou, V.; Barboutis, I.; Vasileiou, V. Response of colour and hygroscopic properties of Scots pine wood to thermal treatment. J. For. Res. 2013, 24, 571–575. [Google Scholar] [CrossRef]
- Scrinzi, E.; Rossi, S.; Deflorian, F.; Zanella, C. Evaluation of aesthetic durability of waterborne polyurethane coatings applied on wood for interior applications. Prog. Org. Coat. 2011, 72, 81–87. [Google Scholar] [CrossRef]
- Lu, Z.; Tang, T.; Zhou, G.; Jia, W.; Wang, M.; Xu, J.; Bai, S. Effects of dehumidification drying environment on drying speed of one component waterborne wood top coating. Appl. Surf. Sci. 2016, 365, 131–135. [Google Scholar] [CrossRef]
- Sarkhad, M.; Ishiguri, F.; Nezu, I.; Tumenjargal, B.; Takahashi, Y.; Baasan, B.; Chultem, G.; Ohshima, J.; Yokota, S. Modeling of radial variations in wood properties and comparison of juvenile and mature wood of four common conifers in Mongolia. Holzforschung 2021, 76, 14–25. [Google Scholar] [CrossRef]
- Ding, T.; Zhang, Y.L.; Wang, N.W.; Jia, F.P. Comparative study on microstructure of Mongolian pine wood thermally treated in steam condition. In Proceedings of the 2012 International Conference on Biobase Material Science and Engineering, BMSE 2012, Changsha, China, 21–23 October 2012; pp. 254–257. [Google Scholar] [CrossRef]
- GB/T 1728–2020; Methods of Test for Drying Time of Coatings of Paints and Putties. Adm People’s Republic of China: Beijing, China, 2020.
- GB/T 4893.6–2013; Test of Surface Coatings of Furniture-Part 6: Determination of Gloss Value, Stand. Adm People’s Republic of China: Beijing, China, 2013.
- GB/T 4893.8–2013; Test of Surface Coatings of Furniture-Part 8: Determination of Wearability, Stand. Adm People’s Republic of China: Beijing, China, 2013.
- GB/T 5210–1985; Determination of Adhesion of Coats-Pull-Off Test, Stand. Adm People’s Republic of China: Beijing, China, 1985.
- Yamamoto, T.; Aizawa, E.; Imakoma, H.; Komoda, Y.; Ohmura, N. Drying Rate and Surface Optical Characteristic of Slurry Coating. Kagaku Kogaku Ronbunshu 2009, 35, 297–303. [Google Scholar] [CrossRef]
- Yamamoto, T.; Aizawa, E.; Imakoma, H.; Ohmura, N. Measurement of Drying Rate of Glue Coating by Modified Temperature Change Method. Kagaku Kogaku Ronbunshu 2009, 35, 246–251. [Google Scholar] [CrossRef]
- Zhao, D.; Pang, B.; Zhu, Y.; Cheng, W.; Cao, K.; Ye, D.; Si, C.; Xu, G.; Chen, C.; Yu, H. A Stiffness-Switchable, Biomimetic Smart Material Enabled by Supramolecular Reconfiguration. Adv. Mater. 2022, 34, 2107857. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Yu, Y.; Lou, Y.; Zeng, S.; Sun, Y.; Liu, Y.; Yu, H. Hydrogen-Transfer Reductive Catalytic Fractionation of Lignocellulose: High Monomeric Yield with Switchable Selectivity. Angew. Chem. Int. Ed. 2023, 62, e202307116. [Google Scholar] [CrossRef]
- Liu, Y.; Deak, N.; Wang, Z.; Yu, H.; Hameleers, L.; Jurak, E.; Deuss, P.; Barta, K. Tunable and functional deep eutectic solvents for lignocellulose valorization. Nat. Commun. 2021, 12, 5424. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).