
Hot Compression of Calcium Chloride and Sodium Carbonate Modifies Wood for Tsoongiodendron odorum


Abstract
:
1. Introduction
2. Materials and Methods
- —Hardness when the moisture content is W (N);
- H12—Hardness when the moisture content is 12% (N);
- K—Coefficient (i.e., 1 and 4/3 when the depth of the specimen is 5.64 and 2.82 mm, respectively);
- P—Loading on the specimen (N).
- R—Spring-back ratio, %;
- Tr—Specimen thickness after hygroscopic drying, mm;
- Tc—Specimen thickness after compression, mm;
- T0—Specimen thickness before compression, m.
- Pmax—Maximum load (N);
- L—Support distance (mm);
- b—Specimen width, i.e., radial (mm);
- h—Specimen height, i.e., chord (mm).
- P—Load difference between upper and lower limits (N) (upper limit 700 N, lower limit 300 N);
- L—Support distance (mm);
- b—Specimen width, i.e., radial (mm);
- f—Center deflection (mm).
3. Results and Discussion
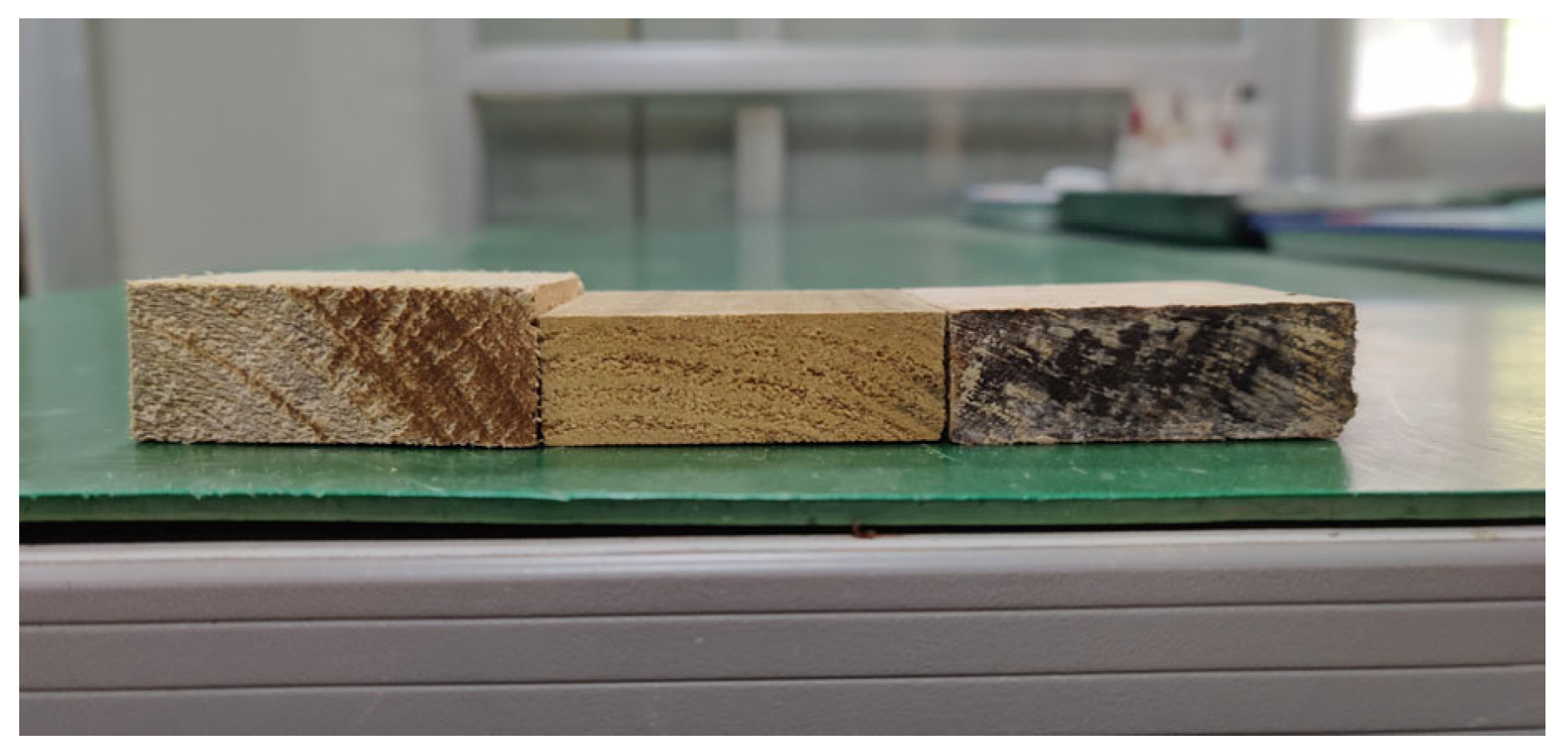
3.1. The Effect of Wood Weight Gain
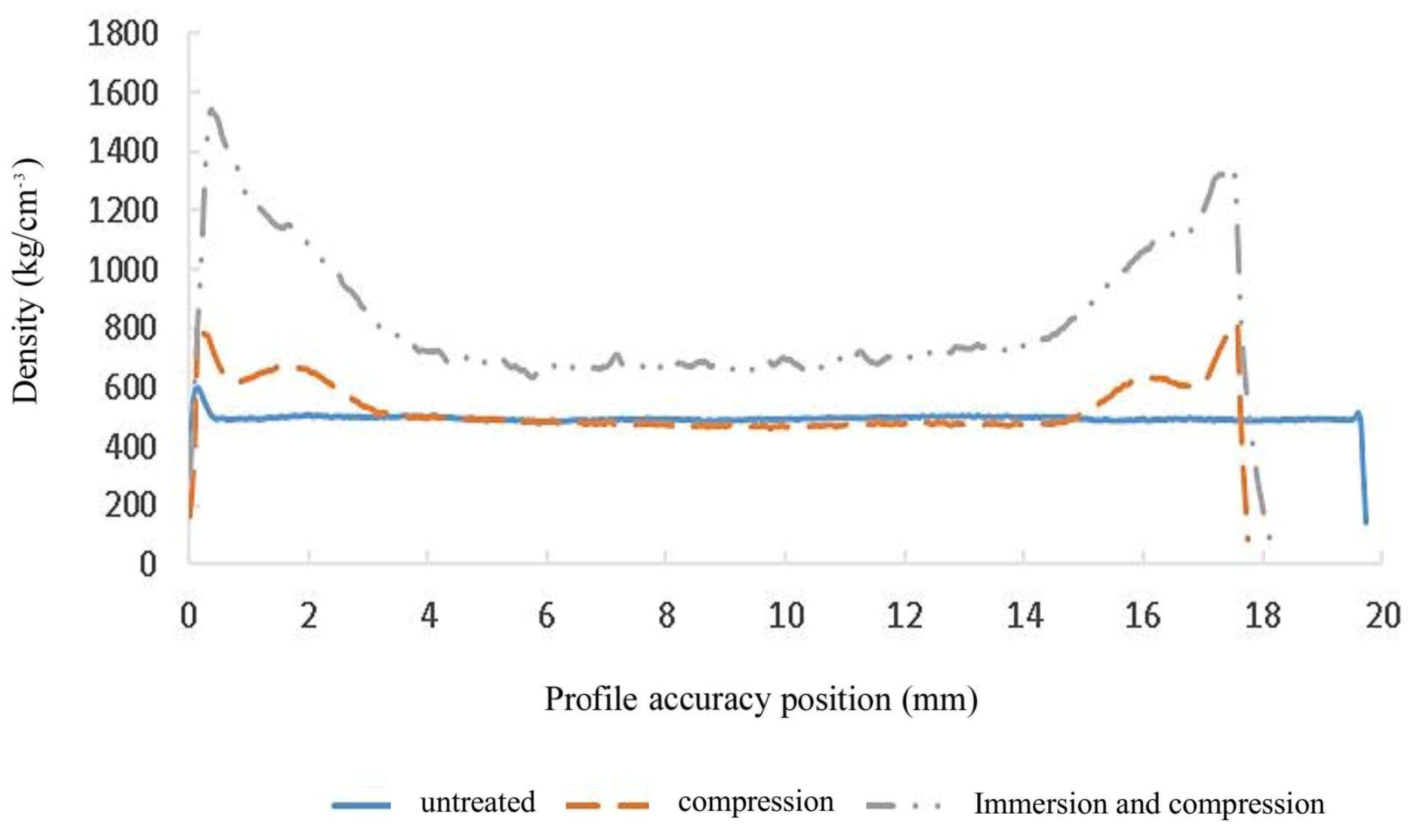
3.2. Analysis of Cross-Sectional Density
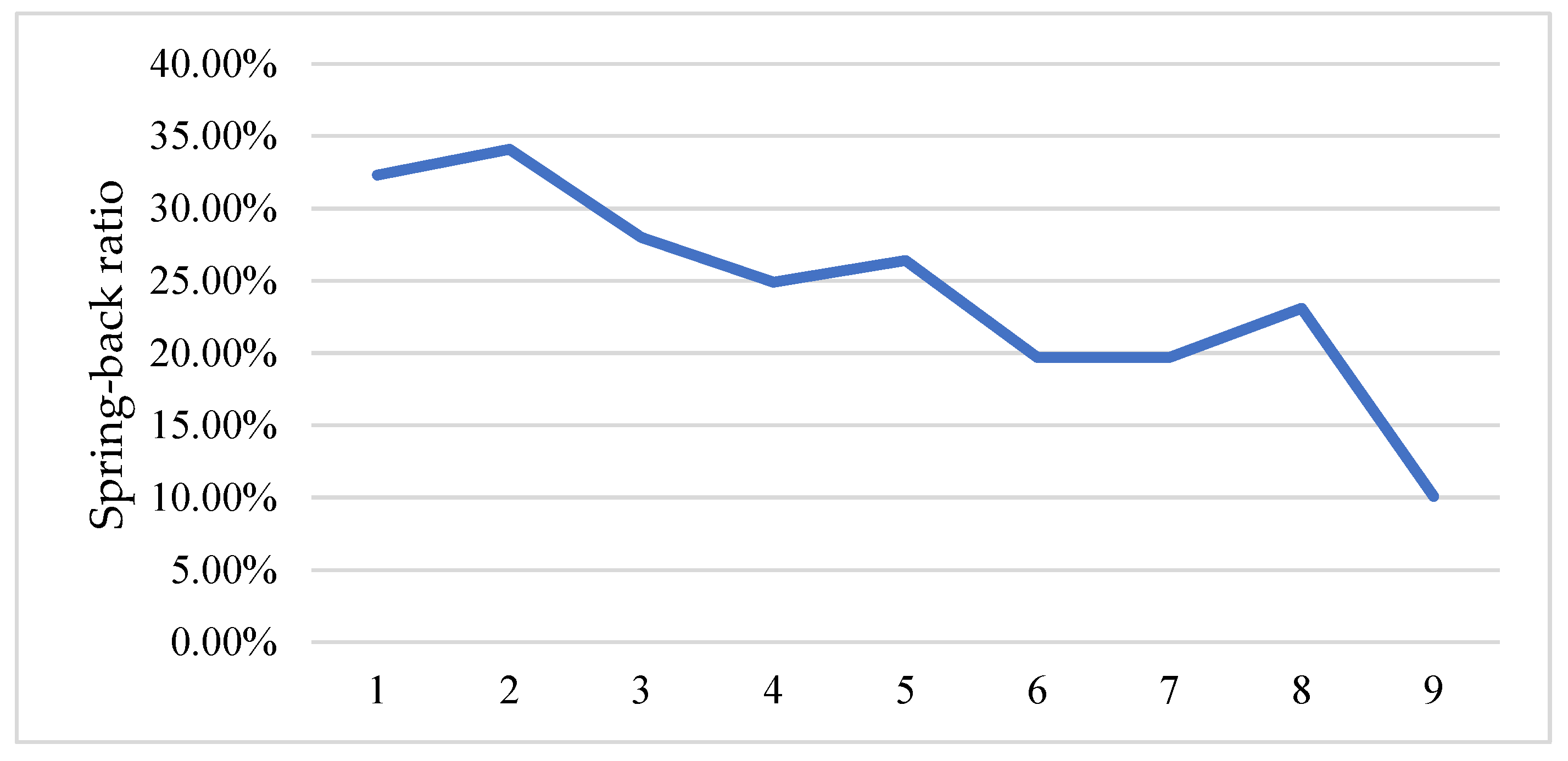
3.3. Analysis of Spring-Back Ratio
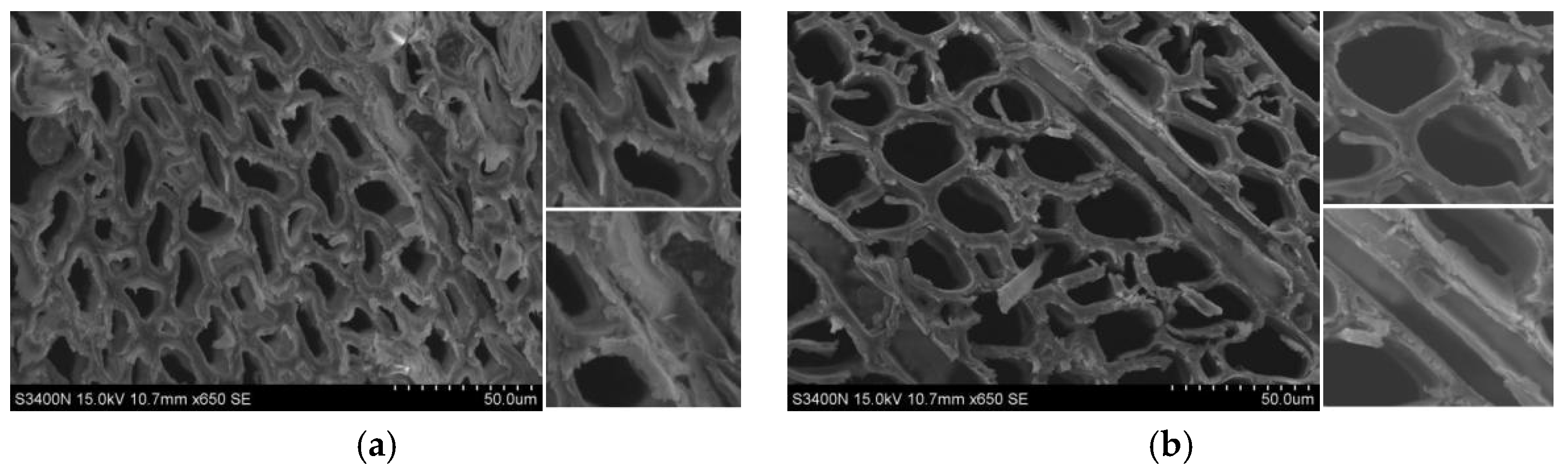
3.4. SEM Analysis
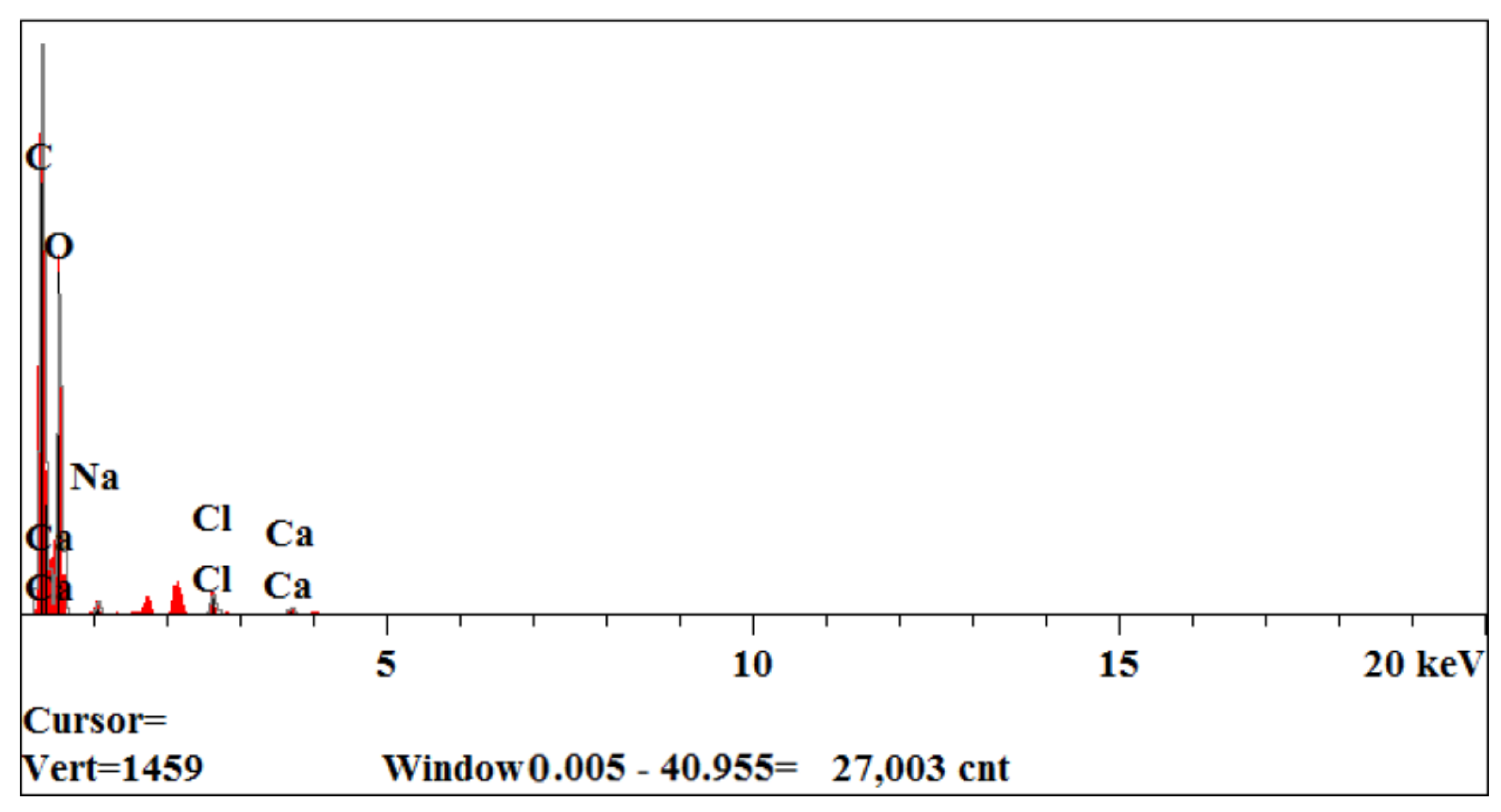
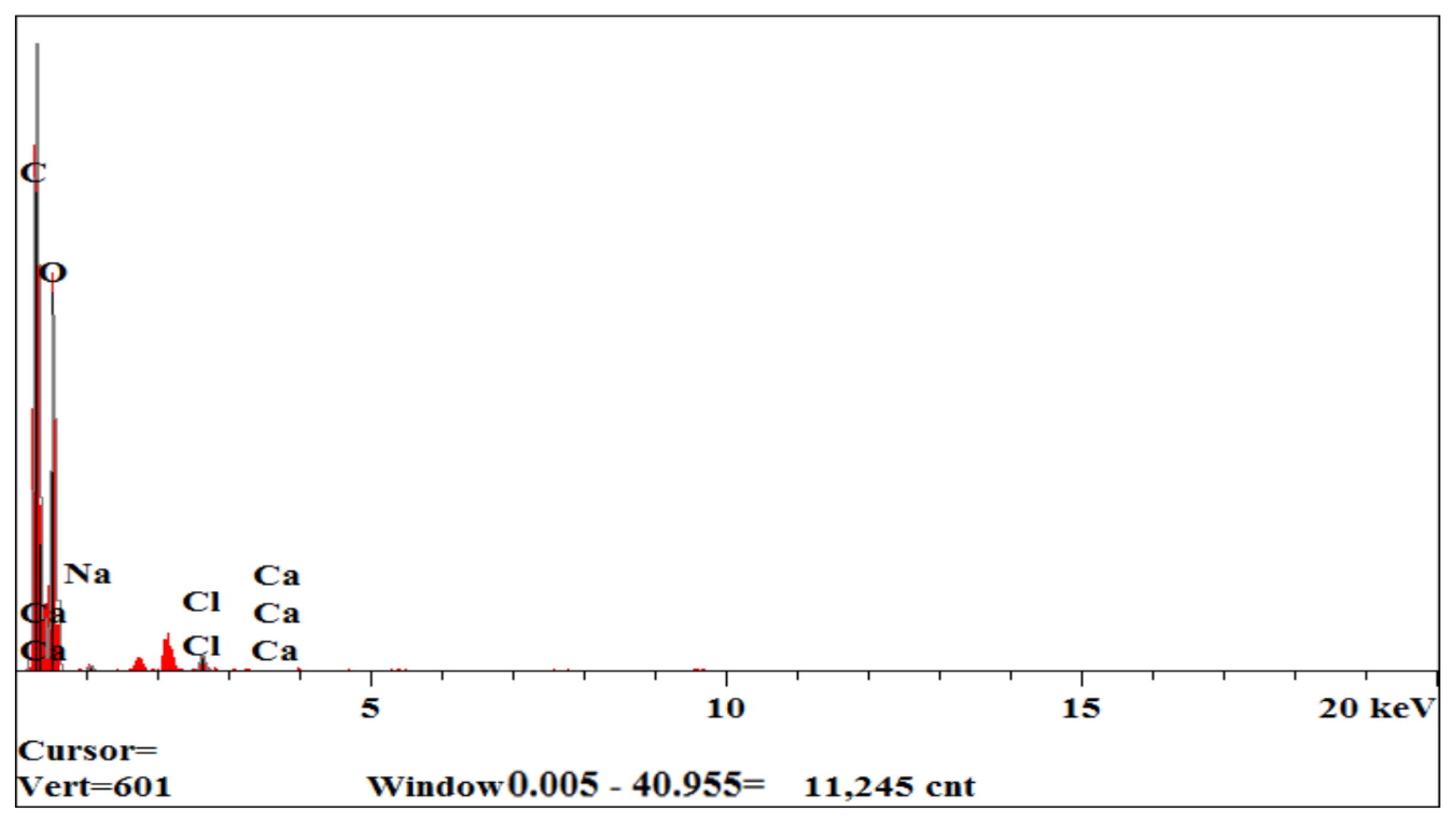
3.5. EDX Analysis
3.6. Hardening Effect
3.7. Bending Performance
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, Y.; Ye, X.; Ye, L.; Chen, X.; Zheng, S.; Chen, S.; Zhang, G.; Liu, B. Niche and interspecific association of dominant tree species in Michelia odora community. J. Appl. Ecol. 2022, 33, 10. [Google Scholar] [CrossRef]
- Rivas, M.; Jaurena, M.; Gutiérrez, L.; Barbieri, R.L. Plant Diversity of Natural Grasslands of Butia odorata (Barb. Rodr.) Noblick Palm Groves in Uruguay. J. Agrociencia Urug. 2014, 18, 14–27. [Google Scholar] [CrossRef]
- Wei, P.; Huang, T.; Fu, Y. Study on the Physical and Mechanical Properties of Tsoongiodendron odorum Artificial Forest Wood. J. Northwest For. Univ. 2014, 29, 221–225. [Google Scholar] [CrossRef]
- Li, J. Wood Science Research; Science Press: Beijing, China, 2009; p. 6. [Google Scholar]
- Sun, Z.; He, Y.; Zhang, L. Effect of Hot Pressing Temperature on Technology and Properties of Urea-formaldehyde resin impregnated Poplar compression wood. J. Wood Process. Mach. 2015, 26, 8–12. [Google Scholar]
- Chen, X. Study on Cell Wall Structure and Properties of Masson Pine Modified by Phenolic Resin Impregnation. Ph.D. Thesis, Nanjing Forestry University, Nanjing, China, 2019. [Google Scholar] [CrossRef]
- Lv, S.; Fu, F.; Li, S. Structure and properties of microwave-expanded Pine wood filled with epoxy resin. J. Wood Sci. Technol. 2022, 36, 48–53. [Google Scholar] [CrossRef]
- Liu, Y.; Shi, J.; Leng, W.; Huang, Q. Modification of Poplar Wood via Polyethylene Glycol Impregnation Coupled with Compression. J. For. 2022, 13, 1204. [Google Scholar] [CrossRef]
- Wang, J.; Liu, J.; Ni, L. Research Progress in Preparation of Densified Wood by Impregnation and Compression. J. Wood Sci. Technol. 2021, 35, 25–29. [Google Scholar] [CrossRef]
- Vasiliki, K. Chemical and Structural Characterization of Poplar and Black Pine Wood Exposed to Short Thermal Modification. Drv. Ind. 2021, 72, 155–167. [Google Scholar] [CrossRef]
- Dai, L.; He, C.; Wang, Y.; Liu, Y. Hydrothermal pretreatment of bamboo sawdust using microwave irradiation. J. Bioresour. Technol. 2018, 247, 234–241. [Google Scholar] [CrossRef]
- Sun, S.; Sun, D.; Li, H.; Cao, X.; Sun, S.; Wen, J. Revealing the topochemical and structural changes of poplar lignin during a two-step hydrothermal pretreatment combined with alkali extraction. J. Ind. Crops Prod. 2021, 168, 113588. [Google Scholar] [CrossRef]
- Shen, B.; Hou, S.; Jia, Y.; Yang, C.; Su, Y.; Ling, Z.; Huang, C.; Lai, C.; Yong, Q. Synergistic effects of hydrothermal and deep eutectic solvent pretreatment on co-production of xylo-oligosaccharides and enzymatic hydrolysis of poplar. J. Bioresour. Technol. 2021, 341, 125787. [Google Scholar] [CrossRef] [PubMed]
- Edward, R.; Elżbieta, S.; Jerzy, M.; Przemysław, M.; Magdalena, B. Moisture-Dependent Strength Properties of Thermally-Modified Fraxinus excelsior Wood in Compression. J. Mater. 2020, 13, 1647. [Google Scholar] [CrossRef]
- Lu, Q.; Li, J.; Zheng, X. Study on compaction and dimensional stability of palm wood. J. Trop. Crops 2019, 40, 2211–2216. [Google Scholar] [CrossRef]
- Han, Z. Research on compression modification of fast-growing poplar. J. Sichuan Build. Mater. 2015, 41, 33–35+38. [Google Scholar] [CrossRef]
- Zhou, Q.; Wei, X. Experimental study on poplar wood impregnated filling modification. J. Hunan For. Sci. Technol. 2010, 37, 17–19. [Google Scholar] [CrossRef]
- Li, R.; Huang, R.; Gao, Z.; Wu, Y. Effect of preheating temperature on the color and springback of compressed poplar wood. J. China For. Prod. Ind. 2019, 46, 17–21. [Google Scholar] [CrossRef]
- Liu, Y. Wood Science; Forestry Publishing House: Beijing, China, 2012; pp. 1–23. [Google Scholar]
- Liu, X.; Zhao, X.; Zhong, K. Preliminary study on the compression process of Pinus massoniana thin wood. J. For. Mach. Woodwork. Equip. 2017, 45, 25–27. [Google Scholar] [CrossRef]
- Ying, Q.; Tang, H.; Zhu, M.; Luo, D.; Li, Z. Study on Phenolic Resin Composite Impregnation Reinforcement Modified Fast-growing Wood. Thermosetting Resin 2021, 36, 48–52+58. [Google Scholar] [CrossRef]
- Zhang, T.; Yu, J.; Wang, Z.; Mi, H.; Guo, J.; Wang, X. Modification of Masson Pine by Tea Polyphenol Impregnation. J. Northwest For. Univ. 2020, 35, 191–196. [Google Scholar] [CrossRef]
- Long, C.; Long, B.; Wei, W. Research on Impregnation and Compression Process of Chinese Fir Using PF Resin. J. China Adhes. 2008, 4, 27–29. [Google Scholar] [CrossRef]
- Chen, G.; Gao, Z.; Ma, H. Study and characterization of composite of modified nano-calcium carbonate and fast-growing poplar. J. Northeast For. Univ. 2013, 41, 108–111+139. [Google Scholar] [CrossRef]
- Wang, S.; Hou, J.; Jiang, Z.; Yu, Y. Periodic Thermal-Pressing Drying and Surface Densification of Sawed Lumber from Chinese Fir. J. For. Eng. 2022, 7, 40–45. [Google Scholar] [CrossRef]
- He, H.; Chang, J. Surface Densification of Softwood. J. China Wood Ind. 2007, 2, 16–18. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Device | Model | Manufacturers | Country |
|---|---|---|---|
| Planer (single side planer) | CT508 | Nanjing Haiwei Machinery Co., Ltd. | Nanjing, China |
| Precision push saw bench | F92NT | Odendo (Qinhuangdao) Machinery Manufacturing Co., Ltd. | Qinhuangdao, China |
| Oven | ED260 | Binder GmbH | Tutlingen, Germany |
| Microcomputer controlled electronic universal testing | CMT5504 | Shenzhen New Think Material Testing Co., Ltd. | Shenzhen, China |
| Profile densimeter | DENSE-LAB Mark 3 | Beijing Oulihua Technology Development Co., Ltd. | Beijing, China |
| Multifunctional hot press | BY102X2 | Suzhou Huaxiang Wood Machinery Co., Ltd. | Suzhou, China |
| Acuum pressure treatment tank | 1C0917 | Shandong Zhucheng Antai Machinery Co., Ltd. | Shandong, China |
| Scanning electron microscope | 1C0917 | Carl Zeiss (Shanghai) Management Co., Ltd. | Shanghai, Germany |
| Device | Model | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| Reaction time/h | 24 | 36 | 48 |
| CaCl2 concentration/% | 35 | 40 | 45 |
| Na2CO3 concentration/% | 20 | 25 | 30 |
| Vacuum degree 0.08 MPa, vacuum time 20 min, vacuum pressure 0.8 MPa | |||
| Factor | Level | ||
|---|---|---|---|
| 1 | 2 | 3 | |
| Compression ratio/% | 5 | 10 | 15 |
| Pressurization temperature/°C | 160 | 170 | 180 |
| Hot-pressing time/min | 15 | 30 | 45 |
| Holding pressure 14.0 Bar | |||
| Numbering | Calcium Chloride/% | Sodium/% | Reaction Time/h | Weight Gain Rate/% |
|---|---|---|---|---|
| 1 | 35 | 20 | 24 | 41.31 ± 2.57 abc (0.0621) |
| 2 | 35 | 25 | 36 | 31.52 ± 0.48 cd (0.0151) |
| 3 | 35 | 30 | 48 | 51.32 ± 1.22 a (0.0238) |
| 4 | 40 | 20 | 36 | 48.19 ± 2.27 ab (0.0471) |
| 5 | 40 | 25 | 48 | 34.02 ± 4.53 bcd (0.1454) |
| 6 | 40 | 30 | 24 | 55.67 ± 4.10 a (0.0736) |
| 7 | 45 | 20 | 48 | 48.50 ± 3.14 ab (0.0647) |
| 8 | 45 | 25 | 24 | 21.81 ± 3.41 d (0.5164) |
| 9 | 45 | 30 | 36 | 55.20 ± 3.05 a (0.0553) |
| X1 | 41.38% | 46.00% | 39.60% | |
| X2 | 43.68% | 29.12% | 44.97% | |
| X3 | 49.76% | 54.06% | 44.61% | |
| R | 8.37% | 24.95% | 5.37% |
| Level | Impregnated Compression Material | ||
|---|---|---|---|
| Compression Ratio | Pressurization Temperature | Hot-Pressing Time | |
| X1 | 43.4% | 33.9% | 33.4% |
| X2 | 35.5% | 34.6% | 32.4% |
| X3 | 30.6% | 27.0% | 29.8% |
| R | 12.8% | 7.6% | 3.7% |
| No. | Compression Ratio(%) | Press Temperature (°C) | Hot-Pressing Time (min) | Hardness (MPa) | |
|---|---|---|---|---|---|
| Ordinary Compression Material | Impregnated Compression Material | ||||
| 1 | 5 | 160 | 15 | 2445.31 ± 104.92 cd (0.04) | 3027.41 ± 61.39 abcd (0.02) |
| 2 | 5 | 170 | 30 | 2554.32 ± 147.23 cd (0.06) | 3885.57 ± 40.11 a (0.01) |
| 3 | 5 | 180 | 45 | 2673.79 ± 129.58 ab (0.05) | 2878.31 ± 76.70 cd (0.03) |
| 4 | 10 | 160 | 30 | 2356.74 ± 114.45 cd (0.05) | 2682.65 ± 52.9 d (0.02) |
| 5 | 10 | 170 | 45 | 2763.09 ± 84.56 bc (0.03) | 3045.15 ± 40.32 abcd (0.01) |
| 6 | 10 | 180 | 15 | 2576.13 ± 28.45 cd (0.01) | 2783.97 ± 61.15 bcd (0.02) |
| 7 | 15 | 160 | 45 | 3202.46 ± 93.68 a (0.03) | 3405.76 ± 70.97 abc (0.02) |
| 8 | 15 | 170 | 15 | 2621.91 ± 93.21 bcd (0.04) | 3458.30 ± 21.93 ab (0.01) |
| 9 | 15 | 180 | 30 | 2621.67 ± 82.04 d (0.03) | 3198.82 ± 88.21 bcd (0.03) |
| Level | Impregnated Compression Material | ||
|---|---|---|---|
| Compression Ratio | Press Temperature | Hot-Pressing Time | |
| X1 | 3195.59 MPa | 3038.60 MPa | 3089.89 MPa |
| X2 | 2837.26 MPa | 3463.01 MPa | 3255.68 MPa |
| X3 | 3354.29 MPa | 2885.52 MPa | 3041.56 MPa |
| R | 517.03 MPa | 577.49 MPa | 214.11 MPa |
| No. | Compression Ratio (%) | Press Temperature (°C) | Hot-Pressing Time (min) | Ordinary Compression Material | Impregnated Compression Material | ||
|---|---|---|---|---|---|---|---|
| Bending Strength (MPa) | Modulus of Elasticity(MPa) | Bending Strength (MPa) | Modulus of Elasticity (MPa) | ||||
| 1 | 5 | 160 | 15 | 81.50 ± 7.13 ab (0.09) | 9732.33 ± 194.42 ab (0.02) | 66.18 ± 7.98 a (0.12) | 8422.89 ± 428.23 a (0.05) |
| 2 | 5 | 170 | 30 | 83.41 ± 4.67 a (0.06) | 9837.45 ± 574.08 a (0.06) | 78.82 ± 7.66 a (0.10) | 9392.62 ± 652.94 a (0.07) |
| 3 | 5 | 180 | 45 | 68.26 ± 0.70 bcd (0.01) | 8529.05 ± 309.27 bc (0.04) | 74.72 ± 7.97 a (0.11) | 7513.35 ± 248.31 a (0.03) |
| 4 | 10 | 160 | 30 | 75.43 ± 5.13 abc (0.07) | 9689.30 ± 334.64 abc (0.03) | 82.73 ± 7.98 a (0.10) | 9293.48 ± 684.75 a (0.07) |
| 5 | 10 | 170 | 45 | 80.99 ± 8.34 ab (0.10) | 9688.31 ± 370.96 a (0.04) | 80.78 ± 7.98 a (0.10) | 8561.52 ± 247.17 a (0.03) |
| 6 | 10 | 180 | 15 | 63.23 ± 10.33 d (0.16) | 9509.16 ± 567.91 c (0.06) | 85.59 ± 9.52 a (0.11) | 9865.58 ± 368.72 a (0.04) |
| 7 | 15 | 160 | 45 | 79.83 ± 3.52 ab (0.04) | 9362.55 ± 81.68 abc (0.01) | 81.15 ± 8.60 a (0.11) | 9548.67 ± 282.34 a (0.03) |
| 8 | 15 | 170 | 15 | 65.87 ± 9.96 cd (0.15) | 9270.19 ± 288.89 abc (0.03) | 75.57 ± 7.98 a (0.11) | 9476.65 ± 467.59 a (0.05) |
| 9 | 15 | 180 | 30 | 80.12 ± 7.94 ab (0.10) | 9689.72 ± 652.27 ab (0.07) | 66.99 ± 7.98 a (0.12) | 8595.16 ± 430.40 a (0.05) |
| Level | Compression Ratio | Press Temperature | Hot-Pressing Time | |||
|---|---|---|---|---|---|---|
| Bending Strength (MPa) | Modulus of Elasticity (Mpa) | Bending Strength (Mpa) | Modulus of Elasticity (Mpa) | Bending Strength (Mpa) | Modulus of Elasticity (Mpa) | |
| X1 | 73.24 | 8442.95 | 76.69 | 9088.35 | 75.78 | 9255.04 |
| X2 | 83.03 | 9240.19 | 78.39 | 9143.60 | 76.18 | 9093.75 |
| X3 | 74.57 | 9206.83 | 75.77 | 8658.03 | 78.88 | 8541.18 |
| R | 9.79 | 797.24 | 2.62 | 485.57 | 3.10 | 713.86 |
| Treatment | Modulus of Elasticity (MPa) | Improved Value (%) | Bending Strength (MPa) | Improved Value (%) |
|---|---|---|---|---|
| Impregnated compressed timber | 9865.58 | 33.2 | 85.59 | 55.7 |
| Unseasoned timber | 7406.04 | 54.97 | ||
| Impregnated compressed timber | 9865.58 | 0.3 | 85.59 | 2.6 |
| Ordinary compression | 9837.45 | 83.41 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Huang, Y.; Chen, M.; Zhou, J.; Fu, Y.; Wei, P. Hot Compression of Calcium Chloride and Sodium Carbonate Modifies Wood for Tsoongiodendron odorum. Forests 2024, 15, 66. https://doi.org/10.3390/f15010066
Huang Y, Chen M, Zhou J, Fu Y, Wei P. Hot Compression of Calcium Chloride and Sodium Carbonate Modifies Wood for Tsoongiodendron odorum. Forests. 2024; 15(1):66. https://doi.org/10.3390/f15010066
Chicago/Turabian StyleHuang, Ying, Meiling Chen, Jinhang Zhou, Yunlin Fu, and Penglian Wei. 2024. "Hot Compression of Calcium Chloride and Sodium Carbonate Modifies Wood for Tsoongiodendron odorum" Forests 15, no. 1: 66. https://doi.org/10.3390/f15010066