
Effects of Milling Methods on Cutting Performance of Wood–Plastic Composites Based on Principal Component Analysis
 ,
,  ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Design
3. Results and Discussion
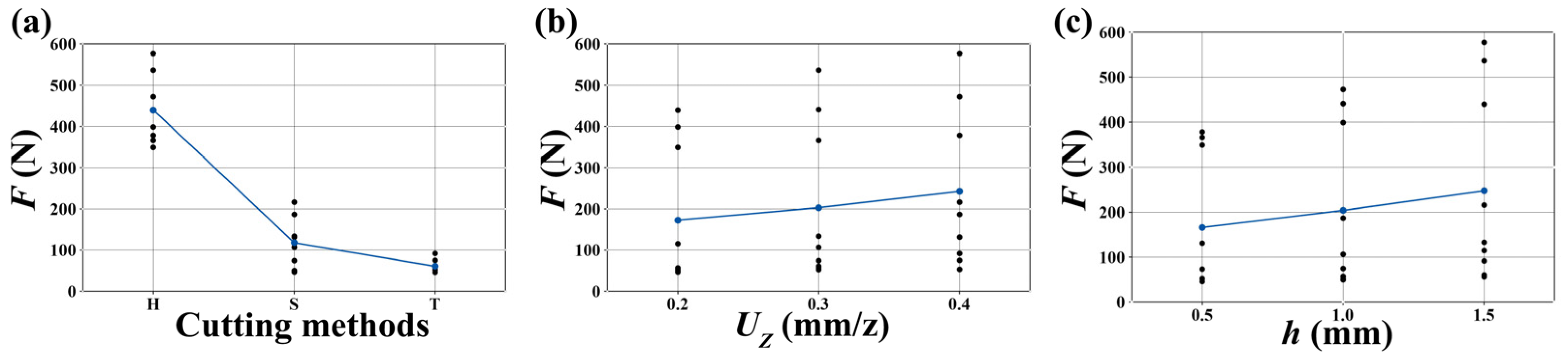
3.1. Changes in Cutting Forces of WPC
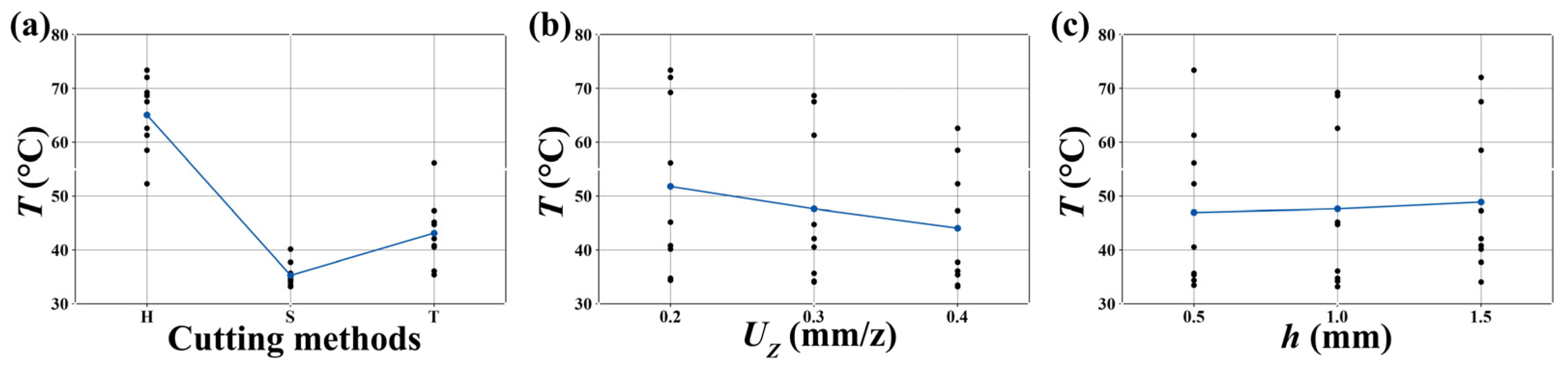
3.2. Changes in Cutting Temperature of WPC
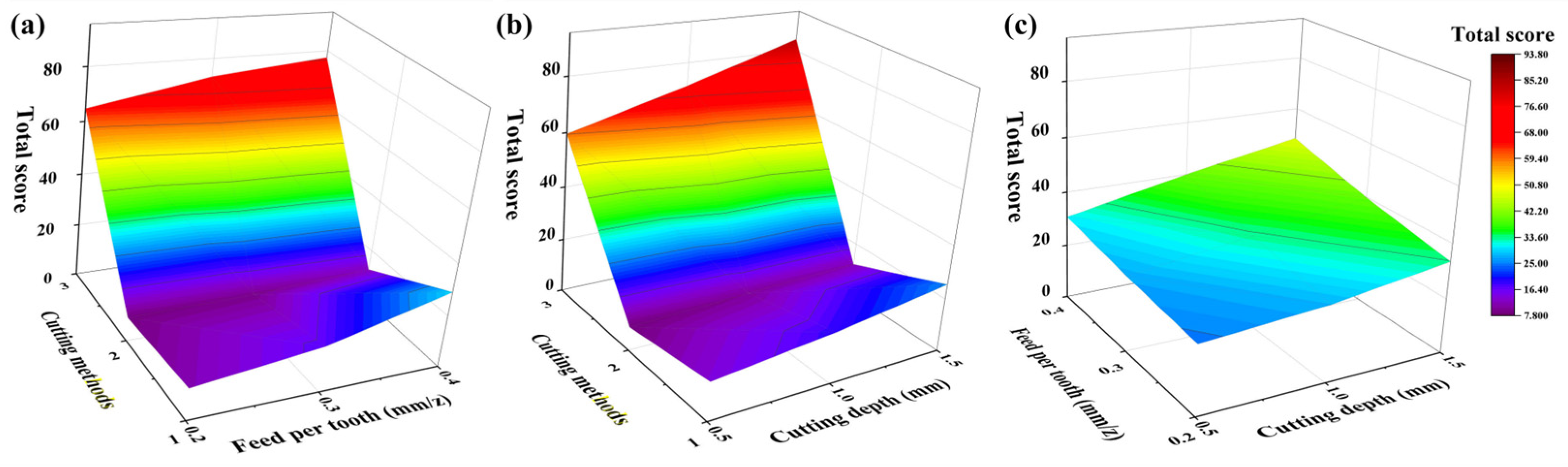
3.3. Establishment of Principal Component Analysis
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Turner, J.A.; Buongiorno, J.; Zhu, S.S. An economic model of international wood supply, forest stock and forest area change. Scand. J. For. Res. 2006, 21, 73–86. [Google Scholar] [CrossRef]
- Sommerhuber, P.F.; Wang, T.Y.; Krause, A. Wood-plastic composites as potential applications of recycled plastics of electronic waste and recycled particleboard. J. Clean. Prod. 2016, 121, 176–185. [Google Scholar] [CrossRef]
- Keskisaari, A.; Kärki, T. The use of waste materials in wood-plastic composites and their impact on the profitability of the product. Resour. Conserv. Recycl. 2018, 134, 257–261. [Google Scholar] [CrossRef]
- Fabiyi, J.S.; McDonald, A.G. Effect of wood species on property and weathering performance of wood plastic composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1434–1440. [Google Scholar] [CrossRef]
- Yang, X.H.; Zhang, X.Q.; Wang, W.H.; Huang, H.B.; Sui, S.J. Properties of paper mill sludge-wood fiber-HDPE composites after exposure to xenon-arc weathering. J. For. Res. 2015, 26, 509–515. [Google Scholar] [CrossRef]
- Girones, J.; Pardini, G.; Vilaseca, F.; Pelach, M.A.; Mutje, P. Recycling of Paper Mill Sludge as Filler/Reinforcement in Polypropylene Composites. J. Polym. Environ. 2010, 18, 407–412. [Google Scholar] [CrossRef]
- Teuber, L.; Osburg, V.-S.; Toporowski, W.; Militz, H.; Krause, A. Wood polymer composites and their contribution to cascading utilisation. J. Clean. Prod. 2016, 110, 9–15. [Google Scholar] [CrossRef]
- Ribeiro, L.S.; Stolz, C.M.; Amario, M.; da Silva, A.L.N.; Haddad, A.N. Use of Post-Consumer Plastics in the Production of Wood-Plastic Composites for Building Components: A Systematic Review. Energies 2023, 16, 6549. [Google Scholar] [CrossRef]
- Yang, Y.Q.; Xu, W.; Liu, X.; Wang, X.D. Study on permeability of cunninghamia lanceolata based on steam treatment and freeze treatment. Wood Res. 2021, 66, 721–731. [Google Scholar] [CrossRef]
- Zhang, N.; Mao, Y.Q.; Wu, S.S.; Xu, W. Effects of the Ball Milling Process on the Particle Size of Graphene Oxide and Its Application in Enhancing the Thermal Conductivity of Wood. Forests 2022, 13, 1325. [Google Scholar] [CrossRef]
- Wu, S.S.; Zhou, J.C.; Xu, W. A convenient approach to manufacturing lightweight and high-sound-insulation plywood using furfuryl alcohol/multilayer graphene oxide as a shielding layer. Wood Mater. Sci. Eng. 2024, 1–8. [Google Scholar] [CrossRef]
- Jian, B.Y.; Mohrmann, S.; Li, H.T.; Li, Y.J.; Ashraf, M.; Zhou, J.; Zheng, X.Y. A Review on Flexural Properties of Wood-Plastic Composites. Polymers 2022, 14, 3942. [Google Scholar] [CrossRef] [PubMed]
- Xiong, X.Q.; Guo, W.J.; Fang, L.; Zhang, M.; Wu, Z.H.; Lu, R.; Miyakoshi, T. Current state and development trend of Chinese furniture industry. J. Wood Sci. 2017, 63, 433–444. [Google Scholar] [CrossRef]
- Akter, M.; Uddin, M.H.; Tania, I.S. Biocomposites based on natural fibers and polymers: A review on properties and potential applications. J. Reinf. Plast. Compos. 2022, 41, 705–742. [Google Scholar] [CrossRef]
- Wechsler, A.; Hiziroglu, S. Some of the properties of wood–plastic composites. Build. Environ. 2007, 42, 2637–2644. [Google Scholar] [CrossRef]
- Pei, Z.J.; Zhu, N.F.; Gong, Y. A study on cutting temperature for wood-plastic composite. J. Thermoplast. Compos. Mater. 2016, 29, 1627–1640. [Google Scholar] [CrossRef]
- Choudhury, M.R.; Rao, G.S.; Debnath, K.; Mahapatra, R.N. Analysis of Force, Temperature, and Surface Roughness during End Milling of Green Composites. J. Nat. Fibers 2022, 19, 5019–5033. [Google Scholar] [CrossRef]
- Wei, W.H.; Li, Y.T.; Xue, T.M.; Liu, X.; Chen, L.; Wang, J.; Wang, T.Y.; Cai, Y.N. Research on Milling Forces During High-speed Milling of Wood-plastic Composites. Bioresources 2019, 14, 769–779. [Google Scholar] [CrossRef]
- Homkhiew, C.; Cheewawuttipong, W.; Srivabut, C.; Boonchouytan, W.; Rawangwong, S. Machinability of wood-plastic composites from the CNC milling process using the Box-Behnken design and response surface methodology for building applications. J. Thermoplast. Compos. Mater. 2024. [Google Scholar] [CrossRef]
- Shi, W.Y.; Ma, Y.; Yang, C.M.; Jiang, B.; Li, Z. Evaluation of a regression prediction model for surface roughness of wood-polyethylene composite (WPC). Surf. Rev. Lett. 2017, 24, 1850033. [Google Scholar] [CrossRef]
- Wei, W.H.; Cong, R.; Xue, T.M.; Abraham, A.D.; Yang, C.Y. Surface roughness and chip morphology of wood-plastic composites manufactured via high-speed milling. Bioresources 2021, 16, 5733–5745. [Google Scholar] [CrossRef]
- Somsakova, Z.; Zajac, J.; Michalik, P.; Kasina, M. Machining of Wood Plastic Composite (Pilot Experiment). Mater. Plast. 2012, 49, 55–57. [Google Scholar]
- Shi, W.Y.; Fang, W.B.; Jiang, B.; Li, Z. Analysis of cutting technology and energy consumption model of polyethylene WPC. Ferroelectrics 2022, 593, 112–123. [Google Scholar] [CrossRef]
- Zhu, Z.L.; Buck, D.; Wang, J.X.; Wu, Z.W.; Xu, W.; Guo, X.L. Machinability of Different Wood-Plastic Composites during Peripheral Milling. Materials 2022, 15, 1303. [Google Scholar] [CrossRef]
- Pangestu, K.T.P.; Nandika, D.; Wahyudi, I.; Usuki, H.; Darmawan, W. Innovation of helical cutting tool edge for eco-friendly milling of wood-based materials. Wood Mater. Sci. Eng. 2022, 17, 607–616. [Google Scholar] [CrossRef]
- Zhu, Z.L.; Buck, D.; Guo, X.L.; Xiong, X.Q.; Xu, W.; Cao, P.X. Energy Efficiency Optimization for Machining of Wood Plastic Composite. Machines 2022, 10, 104. [Google Scholar] [CrossRef]
- Jin, D.; Wei, K.J. Machinability of Scots Pine during Peripheral Milling with Helical Cutters. Bioresources 2021, 16, 8172–8183. [Google Scholar] [CrossRef]
- Qi, X.; Shang, Y.Y.; Ding, Z.J.; Wei, W.H. Particularities and research progress of the cutting machinability of wood-plastic composites. Mater. Today Commun. 2023, 37, 106924. [Google Scholar] [CrossRef]
- Liu, R.X.; Kuang, J.; Gong, Q.; Hou, X.L. Principal component regression analysis with SPSS. Comput. Methods Programs Biomed. 2003, 71, 141–147. [Google Scholar] [CrossRef]
- Li, R.R.; He, C.J.; Xu, W.; Wang, X.D. Modeling and optimizing the specific cutting energy of medium density fiberboard during the helical up-milling process. Wood Mater. Sci. Eng. 2023, 18, 464–471. [Google Scholar] [CrossRef]
- Li, R.R.; Yang, F.; Wang, X.D. Modeling and Predicting the Machined Surface Roughness and Milling Power in Scot’s Pine Helical Milling Process. Machines 2022, 10, 331. [Google Scholar] [CrossRef]
- Hu, W.G.; Guan, H.Y. Experimental and numerical investigation on compression creep behavior of wood. For. Prod. J. 2018, 68, 138–146. [Google Scholar] [CrossRef]
- Li, R.R.; Yao, Q.; Xu, W.; Li, J.Y.; Wang, X.D. Study of Cutting power and power efficiency during straight-tooth cylindrical milling process of particle boards. Materials 2022, 15, 879. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Cutting Method | Tool Angle | ||
|---|---|---|---|---|
| 1 | Straight-tooth milling | Wedge angle 72° | Rake angle 10° | Flake angle 8° |
| 2 | Helical milling | Helical angle 62° | Rake angle 10° | Flake angle 8° |
| 3 | Tapered milling | Taper angle 25° | Rake angle 10° | Flake angle 8° |
| Parameters | Codes | Ranges | ||
|---|---|---|---|---|
| Milling method 1 | A | 1 | 2 | 3 |
| Feed per tooth (mm) | B | 0.2 | 0.3 | 0.4 |
| Cutting depth (mm) | C | 0.5 | 1.0 | 1.5 |
| No. | Cutting Methods | Uz (mm·Z−1) | h (mm) | F (N) | T (°C) | Ra (µm) |
|---|---|---|---|---|---|---|
| 1 | S | 0.2 | 0.5 | 46.09 | 34.37 | 0.023 |
| 2 | S | 0.2 | 1.0 | 49.95 | 34.80 | 0.019 |
| 3 | S | 0.2 | 1.5 | 114.73 | 40.17 | 0.016 |
| 4 | S | 0.3 | 0.5 | 73.71 | 35.67 | 0.013 |
| 5 | S | 0.3 | 1.0 | 106.15 | 34.23 | 0.021 |
| 6 | S | 0.3 | 1.5 | 133.09 | 34.07 | 0.013 |
| 7 | S | 0.4 | 0.5 | 131.07 | 33.47 | 0.014 |
| 8 | S | 0.4 | 1.0 | 186.78 | 33.23 | 0.012 |
| 9 | S | 0.4 | 1.5 | 216.13 | 37.73 | 0.017 |
| 10 | H | 0.2 | 0.5 | 349.01 | 73.40 | 0.020 |
| 11 | H | 0.2 | 1.0 | 398.71 | 69.23 | 0.015 |
| 12 | H | 0.2 | 1.5 | 440.05 | 72.03 | 0.016 |
| 13 | H | 0.3 | 0.5 | 366.30 | 61.30 | 0.017 |
| 14 | H | 0.3 | 1.0 | 441.25 | 68.67 | 0.018 |
| 15 | H | 0.3 | 1.5 | 536.68 | 67.50 | 0.016 |
| 16 | H | 0.4 | 0.5 | 378.24 | 52.33 | 0.013 |
| 17 | H | 0.4 | 1.0 | 472.57 | 62.60 | 0.011 |
| 18 | H | 0.4 | 1.5 | 577.32 | 58.50 | 0.013 |
| 19 | T | 0.2 | 0.5 | 45.90 | 56.20 | 0.018 |
| 20 | T | 0.2 | 1.0 | 51.30 | 45.20 | 0.018 |
| 21 | T | 0.2 | 1.5 | 56.38 | 40.80 | 0.018 |
| 22 | T | 0.3 | 0.5 | 52.06 | 40.53 | 0.018 |
| 23 | T | 0.3 | 1.0 | 57.07 | 44.75 | 0.020 |
| 24 | T | 0.3 | 1.5 | 60.56 | 42.10 | 0.020 |
| 25 | T | 0.4 | 0.5 | 52.51 | 35.40 | 0.017 |
| 26 | T | 0.4 | 1.0 | 74.48 | 36.10 | 0.017 |
| 27 | T | 0.4 | 1.5 | 91.31 | 47.30 | 0.017 |
| No. | F | T | Ra | Rq | Rz |
|---|---|---|---|---|---|
| 1 | 46.09 | 34.37 | 0.023 | 0.034 | 0.222 |
| 2 | 49.95 | 34.80 | 0.019 | 0.029 | 0.250 |
| 3 | 114.73 | 40.17 | 0.016 | 0.025 | 0.184 |
| 4 | 73.71 | 35.67 | 0.013 | 0.021 | 0.176 |
| 5 | 106.15 | 34.23 | 0.021 | 0.033 | 0.276 |
| 6 | 133.09 | 34.07 | 0.013 | 0.021 | 0.185 |
| 7 | 131.07 | 33.47 | 0.014 | 0.023 | 0.196 |
| 8 | 186.78 | 33.23 | 0.012 | 0.021 | 0.198 |
| 9 | 216.13 | 37.73 | 0.017 | 0.026 | 0.233 |
| 10 | 349.01 | 73.40 | 0.020 | 0.032 | 0.264 |
| 11 | 398.71 | 69.23 | 0.015 | 0.024 | 0.204 |
| 12 | 440.05 | 72.03 | 0.016 | 0.024 | 0.218 |
| 13 | 366.30 | 61.30 | 0.017 | 0.027 | 0.258 |
| 14 | 441.25 | 68.67 | 0.018 | 0.030 | 0.265 |
| 15 | 536.68 | 67.50 | 0.016 | 0.025 | 0.237 |
| 16 | 378.24 | 52.33 | 0.013 | 0.021 | 0.210 |
| 17 | 472.57 | 62.60 | 0.011 | 0.019 | 0.181 |
| 18 | 577.32 | 58.50 | 0.013 | 0.020 | 0.169 |
| 19 | 45.90 | 56.20 | 0.018 | 0.029 | 0.226 |
| 20 | 51.30 | 45.20 | 0.018 | 0.027 | 0.217 |
| 21 | 56.38 | 40.80 | 0.018 | 0.028 | 0.231 |
| 22 | 52.06 | 40.53 | 0.018 | 0.027 | 0.229 |
| 23 | 57.07 | 44.75 | 0.020 | 0.031 | 0.243 |
| 24 | 60.56 | 42.10 | 0.020 | 0.030 | 0.240 |
| 25 | 52.51 | 35.40 | 0.017 | 0.026 | 0.220 |
| 26 | 74.48 | 36.10 | 0.017 | 0.026 | 0.223 |
| 27 | 91.31 | 47.30 | 0.017 | 0.025 | 0.221 |
| Correlation | F | T | Ra | Rq | Rz |
|---|---|---|---|---|---|
| F | 1.000 | 0.802 | −0.101 | −0.051 | 0.165 |
| T | 0.802 | 1.000 | −0.438 | −0.393 | −0.098 |
| Ra | −0.101 | −0.438 | 1.000 | 0.977 | 0.764 |
| Rq | −0.051 | −0.393 | 0.977 | 1.000 | 0.818 |
| Rz | 0.165 | −0.098 | 0.764 | 0.818 | 1.000 |
| KMO Measure of Sampling Adequacy | 0.631 | |
| Bartlett’s test of sphericity | Approx. chi-square | 140.649 |
| Degrees of freedom | 10 | |
| Significance | <0.001 | |
| Component | Initial Eigenvalues | Rotation Sums of Squared Loadings | ||||
|---|---|---|---|---|---|---|
| Total | Percent of Variance | Cumulative % | Total | Percent of Variance | Cumulative % | |
| 1 | 2.904 | 58.084 | 58.084 | 2.904 | 58.084 | 58.084 |
| 2 | 1.731 | 34.613 | 92.697 | 1.731 | 34.613 | 92.697 |
| 3 | 0.227 | 4.543 | 97.240 | |||
| 4 | 0.120 | 2.391 | 99.631 | |||
| 5 | 0.018 | 0.369 | 100.000 | |||
| Evaluation Index | Principal Component | |
|---|---|---|
| Z1 | Z2 | |
| F | −0.246 | 0.930 |
| T | −0.567 | 0.782 |
| Ra | 0.965 | 0.128 |
| Rq | 0.967 | 0.189 |
| Rz | 0.811 | 0.450 |
| Evaluation Index | Principal Component | |
|---|---|---|
| Z1 | Z2 | |
| Z score (F) | −0.085 | 0.537 |
| Z score (T) | −0.195 | 0.452 |
| Z score (Ra) | 0.332 | 0.074 |
| Z score (Rq) | 0.333 | 0.109 |
| Z score (Rz) | 0.279 | 0.260 |
| Rank | Method | Uz | h | F | T | Ra | Rq | Rz | Z1 Score | Z2 Score | Total Score |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 1 | S | 0.2 | 0.5 | 46.09 | 34.37 | 0.023 | 0.034 | 0.222 | −17.944 | 53.084 | 7.942 |
| 2 | T | 0.2 | 0.5 | 45.90 | 56.20 | 0.018 | 0.029 | 0.226 | −25.190 | 65.917 | 8.172 |
| 3 | S | 0.2 | 1.0 | 49.95 | 34.80 | 0.019 | 0.029 | 0.250 | −18.635 | 56.077 | 8.576 |
| 4 | T | 0.2 | 1.0 | 51.30 | 45.20 | 0.018 | 0.027 | 0.217 | −22.310 | 63.198 | 8.904 |
| 5 | T | 0.3 | 0.5 | 52.06 | 40.53 | 0.018 | 0.027 | 0.229 | −20.859 | 60.965 | 8.975 |
| 6 | T | 0.4 | 0.5 | 52.51 | 35.40 | 0.017 | 0.026 | 0.220 | −19.221 | 58.233 | 8.981 |
| 7 | T | 0.2 | 1.5 | 56.38 | 40.80 | 0.018 | 0.028 | 0.231 | −21.569 | 64.181 | 9.675 |
| 8 | T | 0.3 | 1.0 | 57.07 | 44.75 | 0.020 | 0.031 | 0.243 | −22.975 | 67.020 | 9.840 |
| 9 | T | 0.3 | 1.5 | 60.56 | 42.10 | 0.020 | 0.030 | 0.240 | −22.597 | 67.912 | 10.368 |
| 10 | S | 0.3 | 0.5 | 73.71 | 35.67 | 0.013 | 0.021 | 0.176 | −22.389 | 73.365 | 12.376 |
| 11 | T | 0.4 | 1.0 | 74.48 | 36.10 | 0.017 | 0.026 | 0.223 | −22.616 | 74.182 | 12.527 |
| 12 | T | 0.4 | 1.5 | 91.31 | 47.30 | 0.017 | 0.025 | 0.221 | −28.771 | 92.733 | 15.370 |
| 13 | S | 0.3 | 1.0 | 106.15 | 34.23 | 0.021 | 0.033 | 0.276 | −26.522 | 95.482 | 17.627 |
| 14 | S | 0.2 | 1.5 | 114.73 | 40.17 | 0.016 | 0.025 | 0.184 | −29.787 | 105.043 | 19.039 |
| 15 | S | 0.4 | 0.5 | 131.07 | 33.47 | 0.014 | 0.023 | 0.196 | −29.905 | 112.619 | 21.591 |
| 16 | S | 0.3 | 1.5 | 133.09 | 34.07 | 0.013 | 0.021 | 0.185 | −30.403 | 114.400 | 21.918 |
| 17 | S | 0.4 | 1.0 | 186.78 | 33.23 | 0.012 | 0.021 | 0.198 | −37.849 | 151.864 | 30.555 |
| 18 | S | 0.4 | 1.5 | 216.13 | 37.73 | 0.017 | 0.026 | 0.233 | −43.552 | 175.301 | 35.351 |
| 19 | H | 0.2 | 0.5 | 349.01 | 73.40 | 0.020 | 0.032 | 0.264 | −74.545 | 290.447 | 57.184 |
| 20 | H | 0.3 | 0.5 | 366.30 | 61.30 | 0.017 | 0.027 | 0.258 | −73.012 | 295.480 | 59.816 |
| 21 | H | 0.4 | 0.5 | 378.24 | 52.33 | 0.013 | 0.021 | 0.210 | −71.773 | 298.576 | 61.607 |
| 22 | H | 0.2 | 1.0 | 398.71 | 69.23 | 0.015 | 0.024 | 0.204 | −80.349 | 323.085 | 65.105 |
| 23 | H | 0.2 | 1.5 | 440.05 | 72.03 | 0.016 | 0.024 | 0.218 | −87.227 | 353.981 | 71.799 |
| 24 | H | 0.3 | 1.0 | 441.25 | 68.67 | 0.018 | 0.030 | 0.265 | −86.254 | 352.850 | 71.973 |
| 25 | H | 0.4 | 1.0 | 472.57 | 62.60 | 0.011 | 0.019 | 0.181 | −88.793 | 371.357 | 76.901 |
| 26 | H | 0.3 | 1.5 | 536.68 | 67.50 | 0.016 | 0.025 | 0.237 | −99.623 | 419.614 | 87.305 |
| 27 | H | 0.4 | 1.5 | 577.32 | 58.50 | 0.013 | 0.020 | 0.169 | −102.515 | 442.976 | 93.708 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhu, Y.; Buck, D.; Guan, J.; Song, M.; Tang, Q.; Guo, X.; Zhu, Z. Effects of Milling Methods on Cutting Performance of Wood–Plastic Composites Based on Principal Component Analysis. Forests 2024, 15, 1516. https://doi.org/10.3390/f15091516
Zhu Y, Buck D, Guan J, Song M, Tang Q, Guo X, Zhu Z. Effects of Milling Methods on Cutting Performance of Wood–Plastic Composites Based on Principal Component Analysis. Forests. 2024; 15(9):1516. https://doi.org/10.3390/f15091516
Chicago/Turabian StyleZhu, Yunqi, Dietrich Buck, Jun Guan, Meiqi Song, Qi Tang, Xiaolei Guo, and Zhaolong Zhu. 2024. "Effects of Milling Methods on Cutting Performance of Wood–Plastic Composites Based on Principal Component Analysis" Forests 15, no. 9: 1516. https://doi.org/10.3390/f15091516
APA StyleZhu, Y., Buck, D., Guan, J., Song, M., Tang, Q., Guo, X., & Zhu, Z. (2024). Effects of Milling Methods on Cutting Performance of Wood–Plastic Composites Based on Principal Component Analysis. Forests, 15(9), 1516. https://doi.org/10.3390/f15091516