
Unveiling the Potential of Brazilian Eucalyptus for Transparent Wood Manufacturing via the Kraft Pulping Process as a Future Building Material
 ,
,  ,
,  ,
, 
 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Wood Delignification
2.3. MMA Impregnation
2.4. Chemical Characterization
2.5. Morphological Analyses
2.6. Thermogravimetric Analysis
2.7. Color Measurements
2.8. Surface Analysis
2.9. Water Absorption
2.10. Mechanical Properties
2.11. Statistical Analysis
3. Results and Discussion
3.1. Chemical Composition
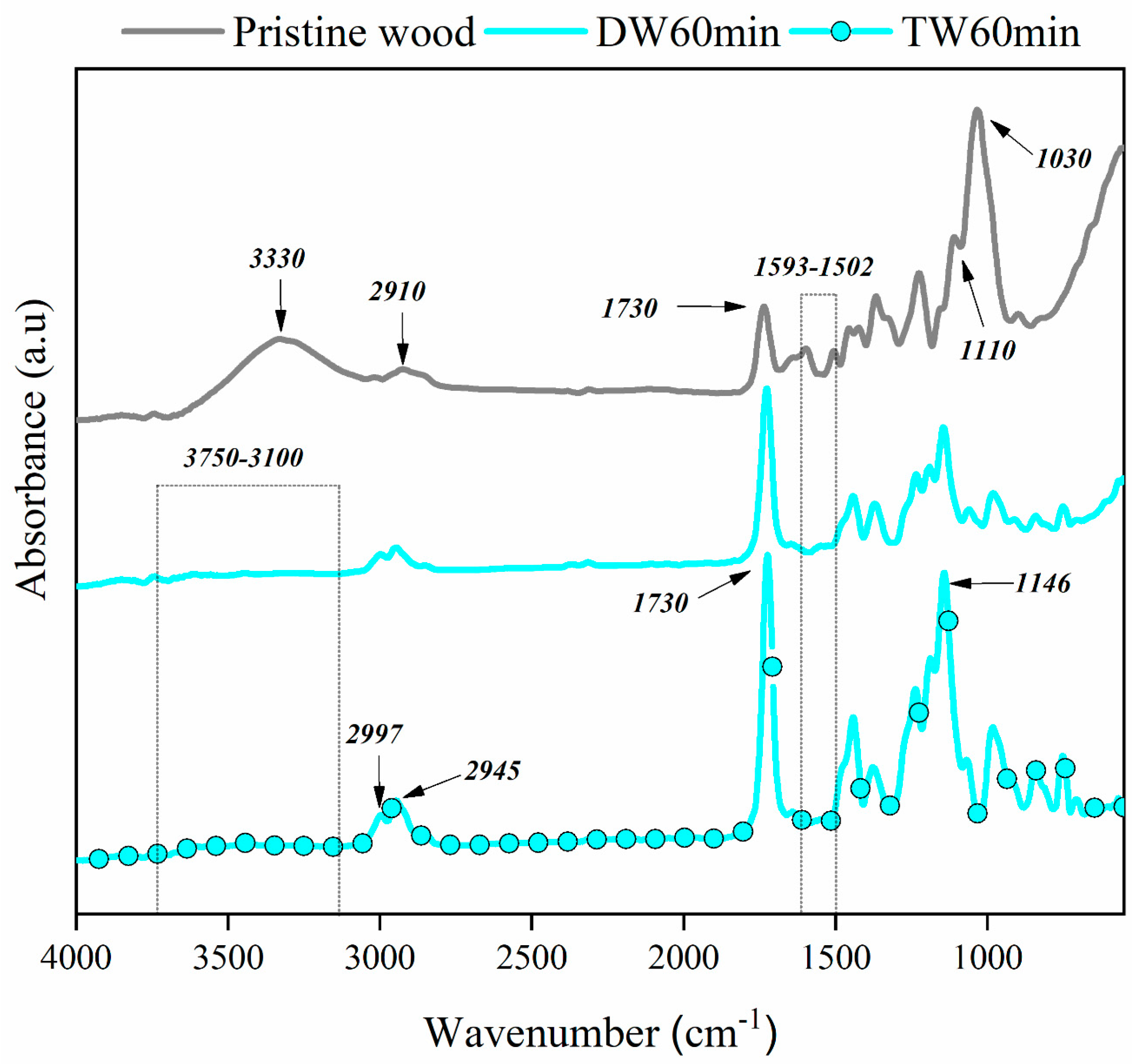
3.2. FTIR Spectroscopy
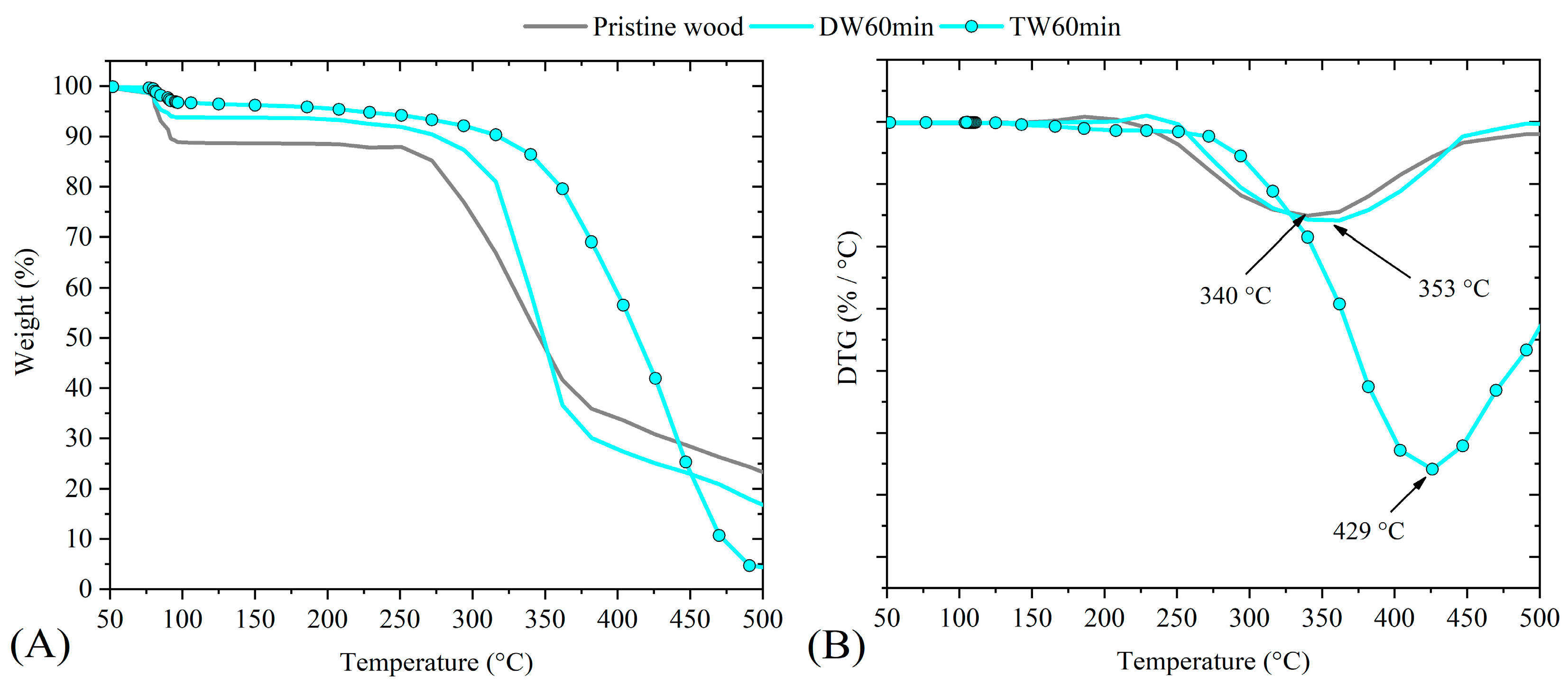
3.3. Thermal Stability
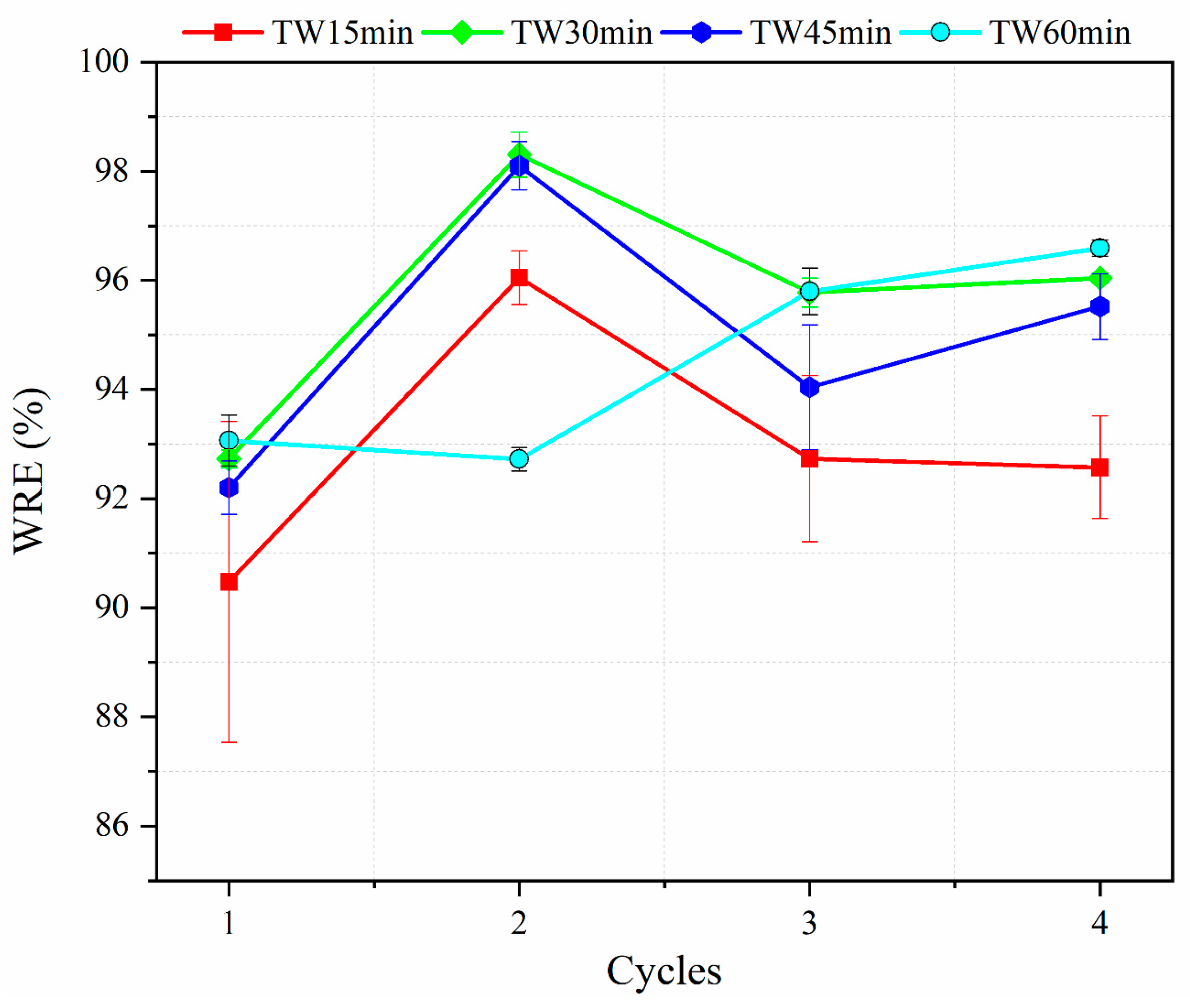
3.4. Hygroscopic Characteristics
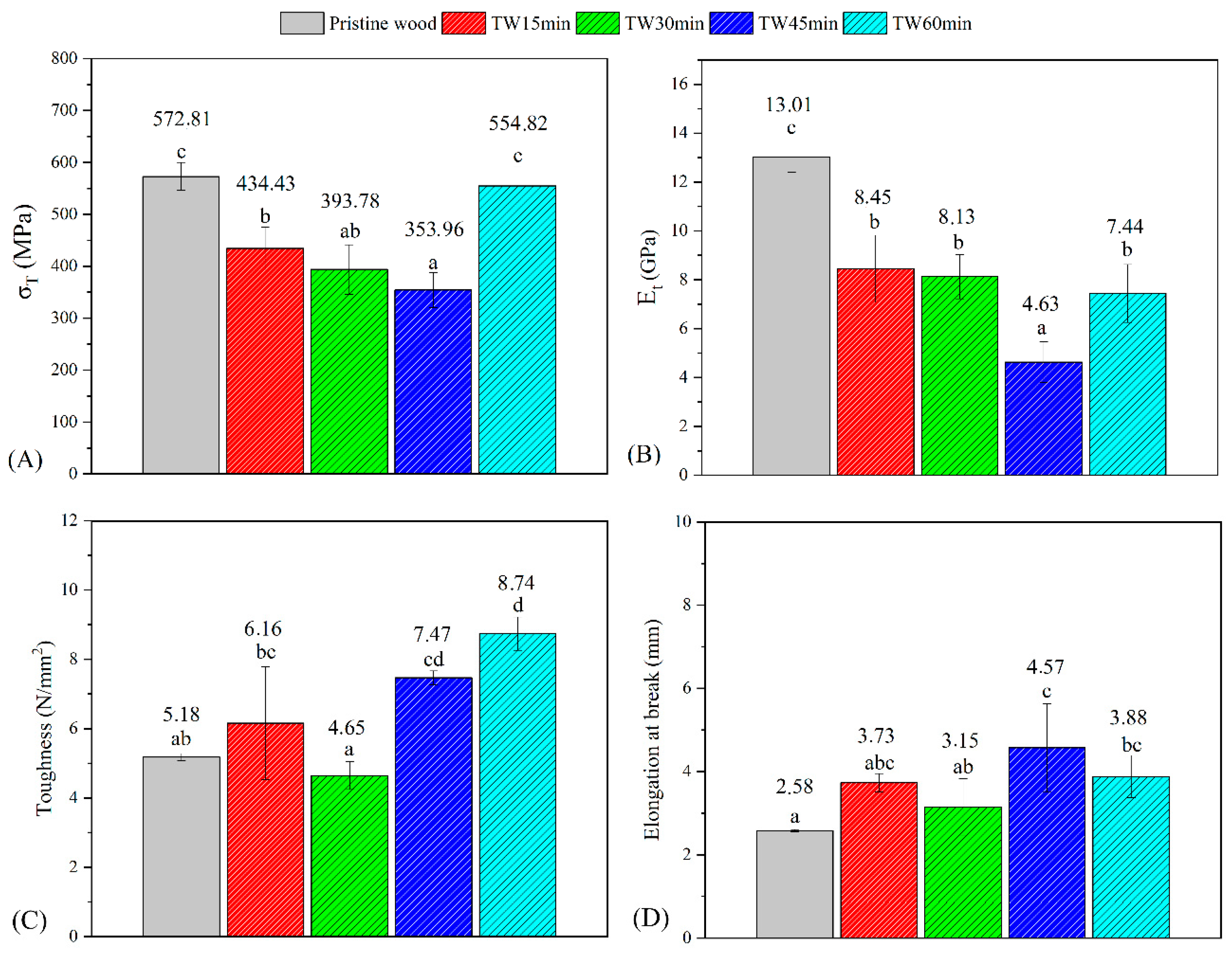
3.5. Mechanical Properties
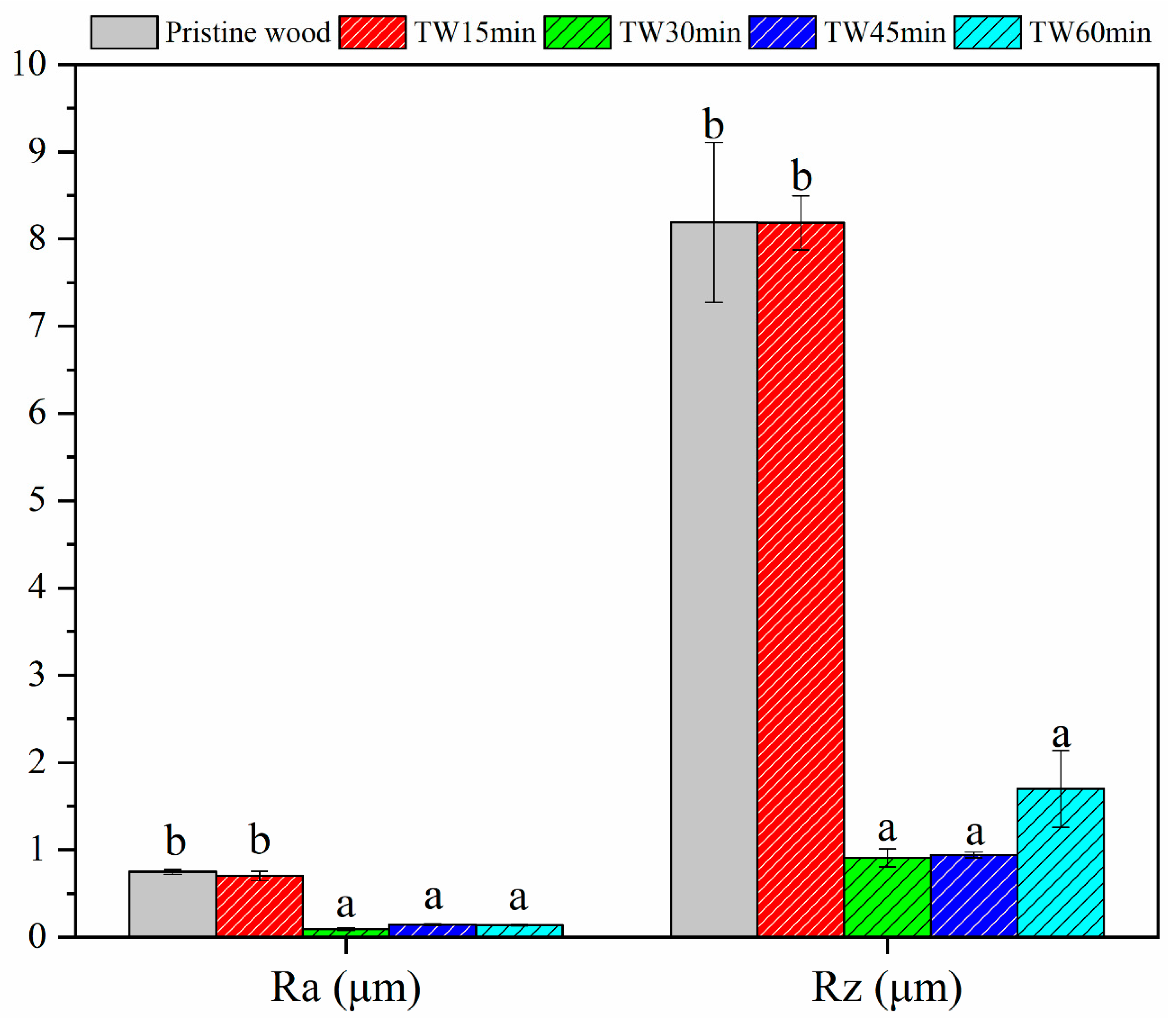
3.6. Surface Roughness
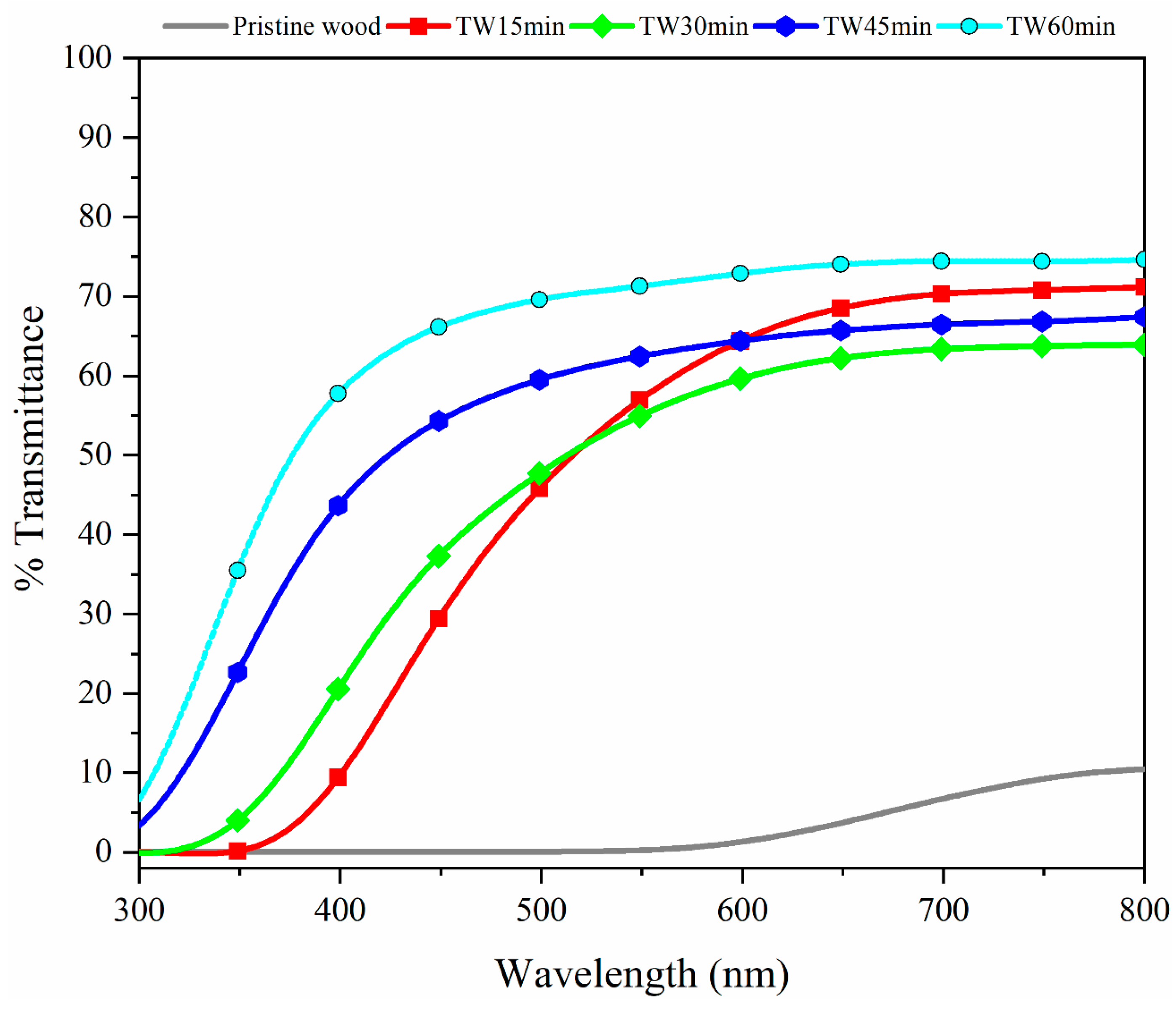
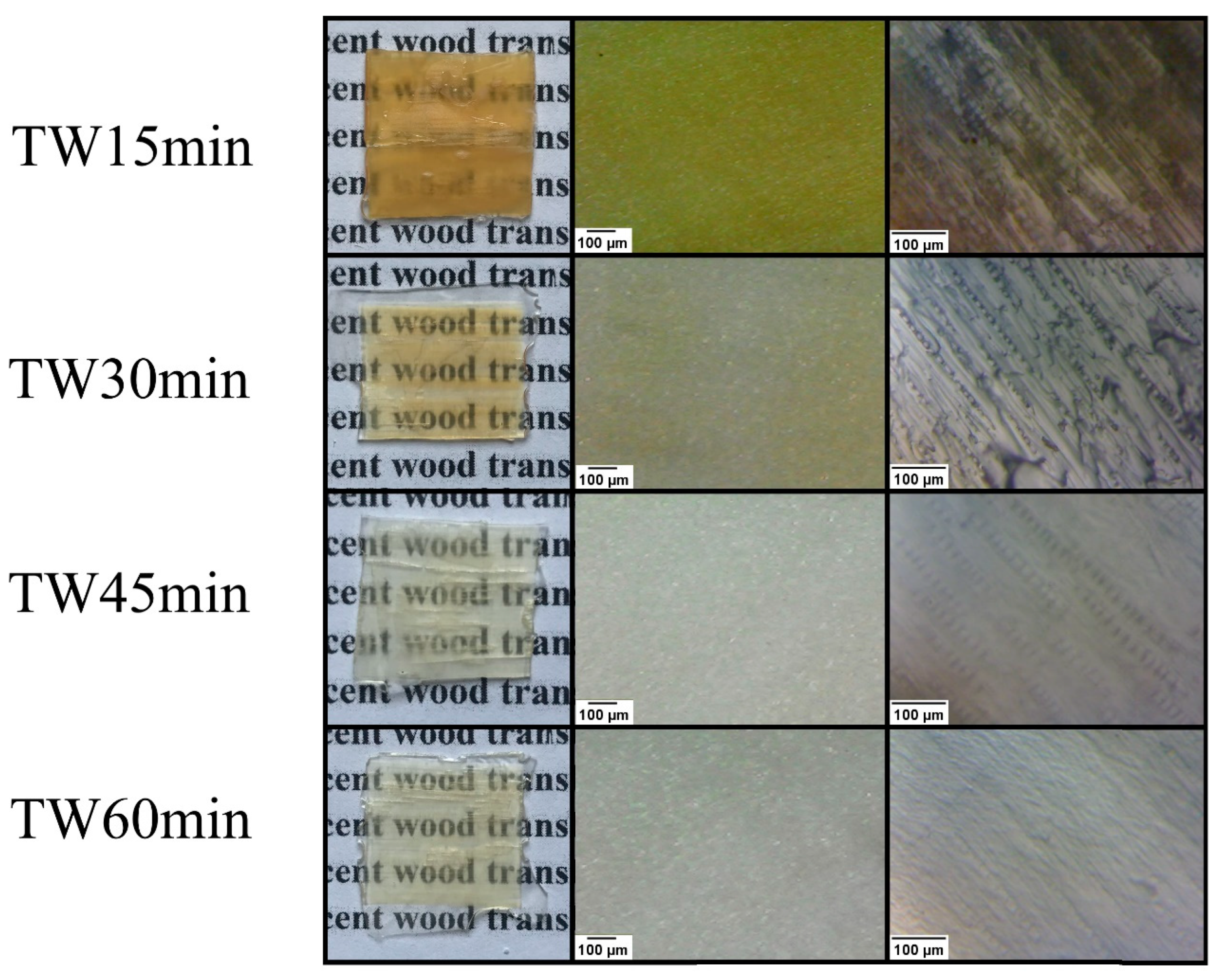
3.7. Optical Characteristics
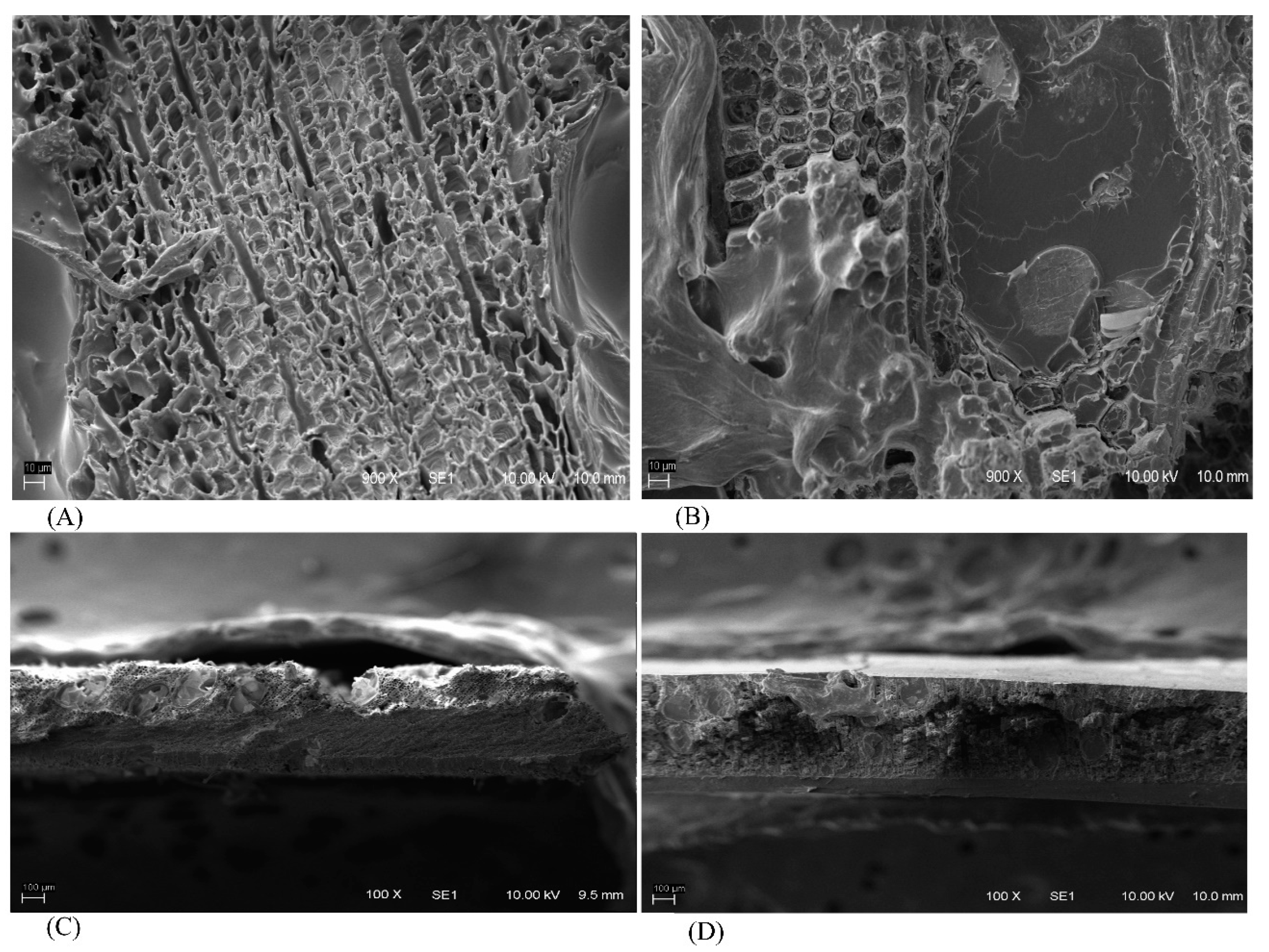
3.8. Morphological Characteristics
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wu, X.; Kong, Z.; Yao, X.; Gan, J.; Zhan, X.; Wu, Y. Transparent Wood with Self-Cleaning Properties for next-Generation Smart Photovoltaic Panels. Appl. Surf. Sci. 2023, 613, 155927. [Google Scholar] [CrossRef]
- Mi, R.; Li, T.; Dalgo, D.; Chen, C.; Kuang, Y.; He, S.; Zhao, X.; Xie, W.; Gan, W.; Zhu, J.; et al. A Clear, Strong, and Thermally Insulated Transparent Wood for Energy Efficient Windows. Adv. Funct. Mater. 2020, 30, 1907511. [Google Scholar] [CrossRef]
- Yaddanapudi, H.S.; Hickerson, N.; Saini, S.; Tiwari, A. Fabrication and Characterization of Transparent Wood for next Generation Smart Building Applications. Vacuum 2017, 146, 649–654. [Google Scholar] [CrossRef]
- Li, Y.; Yang, X.; Fu, Q.; Rojas, R.; Yan, M.; Berglund, L. Towards Centimeter Thick Transparent Wood through Interface Manipulation. J. Mater. Chem. A 2018, 6, 1094–1101. [Google Scholar] [CrossRef]
- Hu, P.; Li, Y.; Zhang, X.; Guo, Z.; Zhang, P. CO2 Emission from Container Glass in China, and Emission Reduction Strategy Analysis. Carbon Manag. 2018, 9, 303–310. [Google Scholar] [CrossRef]
- Zier, M.; Stenzel, P.; Kotzur, L.; Stolten, D. A Review of Decarbonization Options for the Glass Industry. Energy Convers. Manag. X 2021, 10, 100083. [Google Scholar] [CrossRef]
- Wang, Y.; Wu, Y.; Yang, F.; Yang, L.; Wang, J.; Zhou, J.; Wang, J. A Highly Transparent Compressed Wood Prepared by Cell Wall Densification. Wood Sci. Technol. 2022, 56, 669–686. [Google Scholar] [CrossRef]
- Samanta, P.; Samanta, A.; Montanari, C.; Li, Y.; Maddalena, L.; Carosio, F.; Berglund, L.A. Fire-Retardant and Transparent Wood Biocomposite Based on Commercial Thermoset. Compos. Part A Appl. Sci. Manuf. 2022, 156, 106863. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, Y.; Yang, F. Comparison of Multilayer Transparent Wood and Single Layer Transparent Wood with the Same Thickness. Front. Mater. 2021, 8, 633345. [Google Scholar] [CrossRef]
- Montanari, C.; Ogawa, Y.; Olsén, P.; Berglund, L.A. High Performance, Fully Bio-Based, and Optically Transparent Wood Biocomposites. Adv. Sci. 2021, 8, 2100559. [Google Scholar] [CrossRef]
- Chutturi, M.; Gillela, S.; Yadav, S.M.; Wibowo, E.S.; Sihag, K.; Rangppa, S.M.; Bhuyar, P.; Siengchin, S.; Antov, P.; Kristak, L.; et al. A Comprehensive Review of the Synthesis Strategies, Properties, and Applications of Transparent Wood as a Renewable and Sustainable Resource. Sci. Total Environ. 2023, 864, 161067. [Google Scholar] [CrossRef] [PubMed]
- Li, Y.; Fu, Q.; Rojas, R.; Yan, M.; Lawoko, M.; Berglund, L. Lignin-Retaining Transparent Wood. ChemSusChem 2017, 10, 3445–3451. [Google Scholar] [CrossRef]
- Shi, R.; Sheng, X.; Jia, H.; Zhang, J.; Li, N.; Shi, H.; Niu, M.; Ping, Q. Preparation of Sustainable Transparent Wood with Glucose and Phenol Derived Resin. Ind. Crops Prod. 2023, 193, 116234. [Google Scholar] [CrossRef]
- Wang, M.; Liu, H.; Feng, X.; Wang, X.; Shen, K.; Qi, H.; Rojas, O.J. State-of-the-Art Luminescent Materials Based on Wood Veneer with Superior Strength, Transparency, and Water Resistance. Chem. Eng. J. 2023, 454, 140225. [Google Scholar] [CrossRef]
- Li, Y.F.; Lv, D.J.; Jiang, C.; Liu, Y.X.; Zhang, H.Y. Fabrication and Mechanical Properties of Wood-PMMA Composite. Adv. Mater. Res. 2010, 160–162, 640–643. [Google Scholar] [CrossRef]
- Qian, Y.; Deng, Y.; Li, H.; Qiu, X. Reaction-Free Lignin Whitening via a Self-Assembly of Acetylated Lignin. Ind. Eng. Chem. Res. 2014, 53, 10024–10028. [Google Scholar] [CrossRef]
- Zhang, H.; Bai, Y.; Zhou, W.; Chen, F. Color Reduction of Sulfonated Eucalyptus Kraft Lignin. Int. J. Biol. Macromol. 2017, 97, 201–208. [Google Scholar] [CrossRef] [PubMed]
- Zhu, M.; Li, T.; Davis, C.S.; Yao, Y.; Dai, J.; Wang, Y.; AlQatari, F.; Gilman, J.W.; Hu, L. Transparent and Haze Wood Composites for Highly Efficient Broadband Light Management in Solar Cells. Nano Energy 2016, 26, 332–339. [Google Scholar] [CrossRef]
- Qin, J.; Li, X.; Shao, Y.; Shi, K.; Zhao, X.; Feng, T.; Hu, Y. Optimization of Delignification Process for Efficient Preparation of Transparent Wood with High Strength and High Transmittance. Vacuum 2018, 158, 158–165. [Google Scholar] [CrossRef]
- Wu, J.; Wu, Y.; Yang, F.; Tang, C.; Huang, Q.; Zhang, J. Impact of Delignification on Morphological, Optical and Mechanical Properties of Transparent Wood. Compos. Part A Appl. Sci. Manuf. 2019, 117, 324–331. [Google Scholar] [CrossRef]
- IBÁ. IBÁ Annual Report. Indústria Bras. Árvores 2023, 1–93. Available online: https://www.google.com/url?sa=t&rct=j&q=&esrc=s&source=web&cd=&ved=2ahUKEwi90Yir-5yIAxXxspUCHa2uO6MQFnoECBIQAQ&url=https%3A%2F%2Fiba.org%2Fdatafiles%2Fpublicacoes%2Frelatorios%2Frelatorio-anual-iba2023-r.pdf&usg=AOvVaw0PSr8vj6V1kdplDnAoqdfW&opi=89978449 (accessed on 28 August 2024).
- Mboowa, D. A Review of the Traditional Pulping Methods and the Recent Improvements in the Pulping Processes. Biomass Convers. Biorefinery 2021, 14, 1–12. [Google Scholar] [CrossRef]
- Balkissoon, S.; Andrew, J.; Sithole, B. Dissolving Wood Pulp Production: A Review; Springer: Berlin/Heidelberg, Germany, 2022; ISBN 0123456789. [Google Scholar]
- Gellerstedt, G. Softwood Kraft Lignin: Raw Material for the Future. Ind. Crops Prod. 2015, 77, 845–854. [Google Scholar] [CrossRef]
- Zhu, M.; Song, J.; Li, T.; Gong, A.; Wang, Y.; Dai, J.; Yao, Y.; Luo, W.; Henderson, D.; Hu, L. Highly Anisotropic, Highly Transparent Wood Composites. Adv. Mater. 2016, 28, 5181–5187. [Google Scholar] [CrossRef] [PubMed]
- Van Hai, L.; Muthoka, R.M.; Panicker, P.S.; Agumba, D.O.; Pham, H.D.; Kim, J. All-Biobased Transparent-Wood: A New Approach and Its Environmental-Friendly Packaging Application. Carbohydr. Polym. 2021, 264, 118012. [Google Scholar] [CrossRef]
- De Melo, R.R.; Barbosa, K.T.; Beltrame, R.; Acosta, A.P.; Pimenta, A.S.; Mascarenhas, A.R.P.; Rodolfo de Melo, R.; Barbosa, K.T.; Beltrame, R.; Acosta, A.P.; et al. Ultrasound to Determine Physical-Mechanical Properties of Eucalyptus camaldulensis Wood. Wood Mater. Sci. Eng. 2021, 16, 407–413. [Google Scholar] [CrossRef]
- Filho, A.M.; Netto, S.P.; Machado, S.A.; Corte, A.P.; Behling, A. Site Classification for Eucalyptus sp. in a Tropical Region of Brazil. An. Acad. Bras. Cienc. 2023, 95, e20200038. [Google Scholar] [CrossRef]
- Mulin, L.B.; Martins, C.C.N.; Dias, M.C.; Santos, A.d.A.d.; Mascarenhas, A.R.P.; Profeti, D.; Oliveira, M.P.; Tonoli, G.H.D.; Moulin, J.C. Effect of Phosphorylation on the Production of Cellulose Nanofibrils from Eucalyptus sp. Ind. Crops Prod. 2023, 193, 116173. [Google Scholar] [CrossRef]
- Tappi T257. Sampling and preparing wood for chemical analysis. In TAPPI TEST METHODS. Technical Association of Pulp an Paper Industry; Tappi Press: Atlanta, GA, USA, 2012. [Google Scholar]
- Tappi T 204 cm-97. Solvent extractives of wood and pulp T 204 cm-97. In TAPPI TEST METHODS Tech Assoc Pulp an Pap Ind; Tappi Press: Atlanta, GA, USA, 2012; pp. 1–12. [Google Scholar]
- Tappi T222 Om-02. Lignin in wood and pulp. In TAPPI TEST METHODS. Technical Association of Pulp an Paper Industry; Tappi Press: Atlanta, GA, USA, 2012; pp. 1–7. [Google Scholar]
- Tappi T 211 om-02. Ash in wood, pulp, paper and paperboard: Combustion at 525 °C. In TAPPI TEST METHODS. Technical Association of Pulp an Paper Industry; Tappi Press: Atlanta, GA, USA, 2002; pp. 1–5. [Google Scholar]
- ASTM D1003-21; Standard Test Method for Haze and Luminous Transmittance of Transparent Plastics. Available online: https://www.astm.org/d1003-21.html (accessed on 28 August 2024).
- ASTM D638-10; Standard Test Method for Tensile Properties of Plastics. Available online: https://compass.astm.org/document/?contentCode=ASTM%7CD0638-22%7Cen-US (accessed on 28 August 2024).
- Resende, J.d.O.; Colodette, J.L.; Andrade, M.F. Estudo de Localização Da Extração Alcalina a Frio (CCE) Numa Sequência de Branqueamento de Polpa Solúvel de Eucalipto. Sci. For. 2019, 47, 326–335. [Google Scholar] [CrossRef]
- Lehr, M.; Miltner, M.; Friedl, A. Removal of Wood Extractives as Pulp (Pre-) Treatment: A Technological Review. SN Appl. Sci. 2021, 3, 886. [Google Scholar] [CrossRef]
- Jiang, Y.; Zeng, X.; Luque, R.; Tang, X.; Sun, Y.; Lei, T.; Liu, S.; Lin, L. Cooking with Active Oxygen and Solid Alkali: A Promising Alternative Approach for Lignocellulosic Biorefineries. ChemSusChem 2017, 10, 3982–3993. [Google Scholar] [CrossRef]
- Martin-sampedro, R.; Eugenio, M.E.; Moreno, J.A.; Revilla, E.; Villar, J.C. Bioresource Technology Integration of a Kraft Pulping Mill into a Forest Biorefinery: Pre-Extraction of Hemicellulose by Steam Explosion versus Steam Treatment. Bioresour. Technol. 2014, 153, 236–244. [Google Scholar] [CrossRef] [PubMed]
- Morais, A.P.d.S.; Sansígolo, C.A.; Neto, M.d.O. Effects of Autohydrolysis of Eucalyptus urograndis and Eucalyptus grandis on Influence of Chemical Components and Crystallinity Index. Bioresour. Technol. 2016, 214, 623–628. [Google Scholar] [CrossRef]
- Fiskari, J.; Vihelä, T.; Ruuttunen, K.; Ali-Rekola, V.; Hautala, S.; Sixta, H. Cooking of Dry High-Lignin Eucalyptus Camaldulensis Chips Followed by TCF Bleaching with Hydrogen Peroxide. Cellul. Chem. Technol. 2017, 51, 857–861. [Google Scholar]
- Abad, S.; Santos, V.; Parajó, J.C. Evaluation of Eucalyptus globulus Wood Processing in Media Made up of Formic Acid, Water, and Hydrogen Peroxide for Dissolving Pulp Production. Ind. Eng. Chem. Res. 2001, 40, 413–419. [Google Scholar] [CrossRef]
- Isaza Ferro, E.; Ruuttunen, K.; Perrin, J.; Vuorinen, T. Sustainable Bleaching of Eucalyptus sp. Kraft Pulp with Hypochlorous Acid, Ozone and Hydrogen Peroxide. Ind. Crops Prod. 2021, 172, 114004. [Google Scholar] [CrossRef]
- Pinto, P.C.; Evtuguin, D.V.; Neto, C.P.; Silvestre, A.J.D.; Amado, F.M.L. Behavior of Eucalyptus globulus lignin during kraft pulping. II. analysis BY NMR, ESI/MS, AND GPC. J. Wood Chem. Technol. 2002, 22, 109–125. [Google Scholar] [CrossRef]
- Jungstedt, E.; Montanari, C.; Östlund, S.; Berglund, L. Mechanical Properties of Transparent High Strength Biocomposites from Delignified Wood Veneer. Compos. Part A Appl. Sci. Manuf. 2020, 133, 105853. [Google Scholar] [CrossRef]
- Li, Y.; Fu, Q.; Yu, S.; Yan, M.; Berglund, L. Optically Transparent Wood from a Nanoporous Cellulosic Template: Combining Functional and Structural Performance. Biomacromolecules 2016, 17, 1358–1364. [Google Scholar] [CrossRef]
- Wu, Y.; Wu, J.; Yang, F.; Tang, C.; Huang, Q. Effect of H2O2 Bleaching Treatment on the Properties of Finished Transparent Wood. Polymers 2019, 11, 776. [Google Scholar] [CrossRef]
- Muhammad, N.A.; Armynah, B.; Tahir, D. High Transparent Wood Composite for Effective X-ray Shielding Applications. Mater. Res. Bull. 2022, 154, 111930. [Google Scholar] [CrossRef]
- Sternberg, J.; Pilla, S. Materials for the Biorefinery: High Bio-Content, Shape Memory Kraft Lignin-Derived Non-Isocyanate Polyurethane Foams Using a Non-Toxic Protocol. Green Chem. 2020, 22, 6922–6935. [Google Scholar] [CrossRef]
- Varnagirytė-Kabašinskienė, I.; Pukalskienė, M.; Šilinskas, B.; Škėma, M.; Aleinikovas, M. Physical and Chemical Changes in Hydrothermally Modified Wood. Forests 2021, 12, 1771. [Google Scholar] [CrossRef]
- Arâmburu, A.; Lunkes, N.; de Cademartori, P.H.G.; Gatto, D.A.; Missio, A.L.; Delucis, R.A. Forestry Wastes: Technical Concepts, Economic Circularity, and Sustainability Approaches. In Handbook of Waste Biorefinery; Springer International Publishing: Cham, Switzerland, 2022; pp. 369–415. [Google Scholar]
- Ding, L.; Han, X.; Chen, L.; Jiang, S. Preparation and Properties of Hydrophobic and Transparent Wood. J. Bioresour. Bioprod. 2022, 7, 295–305. [Google Scholar] [CrossRef]
- Acosta, A.P.; Barbosa, K.T.; Amico, S.C.; Missio, A.L.; de Avila Delucis, R.; Gatto, D.A. Improvement in Mechanical, Physical and Biological Properties of Eucalyptus and Pine Woods by Raw Pine Resin in Situ Polymerization. Ind. Crops Prod. 2021, 166, 113495. [Google Scholar] [CrossRef]
- Qiu, Z.; Xiao, Z.; Gao, L.; Li, J.; Wang, H.; Wang, Y.; Xie, Y. Transparent Wood Bearing a Shielding Effect to Infrared Heat and Ultraviolet via Incorporation of Modified Antimony-Doped Tin Oxide Nanoparticles. Compos. Sci. Technol. 2019, 172, 43–48. [Google Scholar] [CrossRef]
- Mi, R.; Chen, C.; Keplinger, T.; Pei, Y.; He, S.; Liu, D.; Li, J.; Dai, J.; Hitz, E.; Yang, B.; et al. Scalable Aesthetic Transparent Wood for Energy Efficient Buildings. Nat. Commun. 2020, 11, 3836. [Google Scholar] [CrossRef] [PubMed]
- Fu, Q.; Yan, M.; Jungstedt, E.; Yang, X.; Li, Y.; Berglund, L.A. Transparent Plywood as a Load-Bearing and Luminescent Biocomposite. Compos. Sci. Technol. 2018, 164, 296–303. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, J.; Wang, Y.; Zhou, J. Properties of Multilayer Transparent Bamboo Materials. ACS Omega 2021, 6, 33747–33756. [Google Scholar] [CrossRef]
- Li, Y.; Vasileva, E.; Sychugov, I.; Popov, S.; Berglund, L. Optically Transparent Wood: Recent Progress, Opportunities, and Challenges. Adv. Opt. Mater. 2018, 6, 1800059. [Google Scholar] [CrossRef]
- Jacucci, G.; Schertel, L.; Zhang, Y.; Yang, H.; Vignolini, S. Light Management with Natural Materials: From Whiteness to Transparency. Adv. Mater. 2021, 33, 2001215. [Google Scholar] [CrossRef] [PubMed]
- Parit, M.; Du, H.; Zhang, X.; Jiang, Z. Flexible, Transparent, UV-Protecting, Water-Resistant Nanocomposite Films Based on Polyvinyl Alcohol and Kraft Lignin-Grafted Cellulose Nanofibers. ACS Appl. Polym. Mater. 2022, 4, 3587–3597. [Google Scholar] [CrossRef]
- Zhou, J.; Xu, W. Toward Interface Optimization of Transparent Wood with Wood Color and Texture by Silane Coupling Agent. J. Mater. Sci. 2022, 57, 5825–5838. [Google Scholar] [CrossRef]
- Kundu, C.; Samudrala, S.P.; Kibria, M.A.; Bhattacharya, S. One-Step Peracetic Acid Pretreatment of Hardwood and Softwood Biomass for Platform Chemicals Production. Sci. Rep. 2021, 11, 11183. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Koubaa, A.; Tao, Y.; Li, P.; Xing, D. The Emerging Development of Transparent Wood: Materials, Characteristics, and Applications. Curr. For. Rep. 2022, 8, 333–345. [Google Scholar] [CrossRef]
- Wachter, I.; Štefko, T.; Rantuch, P.; Martinka, J.; Pastierová, A. Effect of UV Radiation on Optical Properties and Hardness of Transparent Wood. Polymers 2021, 13, 2067. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, Y.; Guo, J.; Guo, G.; Li, C. Preparation and Properties of Soft-/Hard-Switchable Transparent Wood with 0 °C as a Boundary. Forests 2024, 15, 384. [Google Scholar] [CrossRef]
- Wu, Y.; Zhou, J.; Huang, Q.; Yang, F.; Wang, Y.; Liang, X.; Li, J. Study on the Colorimetry Properties of Transparent Wood Prepared from Six Wood Species. ACS Omega 2020, 5, 1782–1788. [Google Scholar] [CrossRef]
- Subba Rao, A.N.; Nagarajappa, G.B.; Nair, S.; Chathoth, A.M.; Pandey, K.K. Flexible Transparent Wood Prepared from Poplar Veneer and Polyvinyl Alcohol. Compos. Sci. Technol. 2019, 182, 107719. [Google Scholar] [CrossRef]
- Lesar, B.; Pavlič, M.; Petrič, M.; Škapin, A.S.; Humar, M. Wax Treatment of Wood Slows Photodegradation. Polym. Degrad. Stab. 2011, 96, 1271–1278. [Google Scholar] [CrossRef]
- Höglund, M.; Johansson, M.; Sychugov, I.; Berglund, L.A. Transparent Wood Biocomposites by Fast UV-Curing for Reduced Light-Scattering through Wood/Thiol–Ene Interface Design. ACS Appl. Mater. Interfaces 2020, 12, 46914–46922. [Google Scholar] [CrossRef]
- Arcieri, N.; Chen, B.; Berglund, L.A.; Tavares da Costa, M.V. Crack Growth Study of Wood and Transparent Wood-Polymer Composite Laminates by in-situ Testing in Weak TR-Direction. Compos. Part A Appl. Sci. Manuf. 2023, 173, 107693. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Delignified Woods | Nomenclatures |
|---|---|
| Delignified pristine wood for 15 min | DW15min |
| Delignified pristine wood for 30 min | DW30min |
| Delignified pristine wood for 45 min | DW45min |
| Delignified pristine wood for 60 min | DW60min |
| Transparent Woods | Nomenclatures |
|---|---|
| MMA impregnated DW15min | TW15min |
| MMA impregnated DW30min | TW30min |
| MMA impregnated DW45min | TW45min |
| MMA impregnated DW60min | TW60min |
| Holocellulose (%) | Extractives (%) | Ashes (%) | Acid-Soluble Lignin (%) | Acid-Insoluble Lignin (%) | |
|---|---|---|---|---|---|
| Pristine wood | 69.52 ± 0.54 c | 2.63 ± 0.25 ab | 0.08 ± 0.05 a | 1.16 ± 0.18 c | 26.60 ± 0.27 e |
| DW15min | 43.37 ± 1.53 a | 2.05 ± 1.65 a | 30.25 ± 0.08 b | 0.34 ± 0.24 ab | 23.98 ± 0.50 d |
| DW30min | 44.36 ± 0.48 ab | 2.55 ± 0.41 ab | 30.96 ± 0.51 bc | 0.23 ± 0.07 a | 21.86 ± 0.89 c |
| DW45min | 44.90 ± 2.37 ab | 3.96 ± 0.77 bc | 31.66 ± 0.64 c | 0.69 ± 0.13 b | 18.76 ± 1.72 b |
| DW60min | 46.05 ± 1.22 b | 5.06 ± 0.45 c | 32.84 ± 0.37 d | 0.58 ± 0.28 ab | 15.46 ± 0.45 a |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barbosa, K.T.; Cardoso, G.V.; Pereira Acosta, A.; Aramburu, A.B.; Delucis, R.d.A.; Gatto, D.A.; Labidi, J.; Beltrame, R. Unveiling the Potential of Brazilian Eucalyptus for Transparent Wood Manufacturing via the Kraft Pulping Process as a Future Building Material. Forests 2024, 15, 1544. https://doi.org/10.3390/f15091544
Barbosa KT, Cardoso GV, Pereira Acosta A, Aramburu AB, Delucis RdA, Gatto DA, Labidi J, Beltrame R. Unveiling the Potential of Brazilian Eucalyptus for Transparent Wood Manufacturing via the Kraft Pulping Process as a Future Building Material. Forests. 2024; 15(9):1544. https://doi.org/10.3390/f15091544
Chicago/Turabian StyleBarbosa, Kelvin Techera, Gabriel Valim Cardoso, Andrey Pereira Acosta, Arthur Behenck Aramburu, Rafael de Avila Delucis, Darci A. Gatto, Jalel Labidi, and Rafael Beltrame. 2024. "Unveiling the Potential of Brazilian Eucalyptus for Transparent Wood Manufacturing via the Kraft Pulping Process as a Future Building Material" Forests 15, no. 9: 1544. https://doi.org/10.3390/f15091544