


Defects and Mechanical Properties of Silicon Nitride Ball Bearings for Electric Vehicle Reducers

Abstract
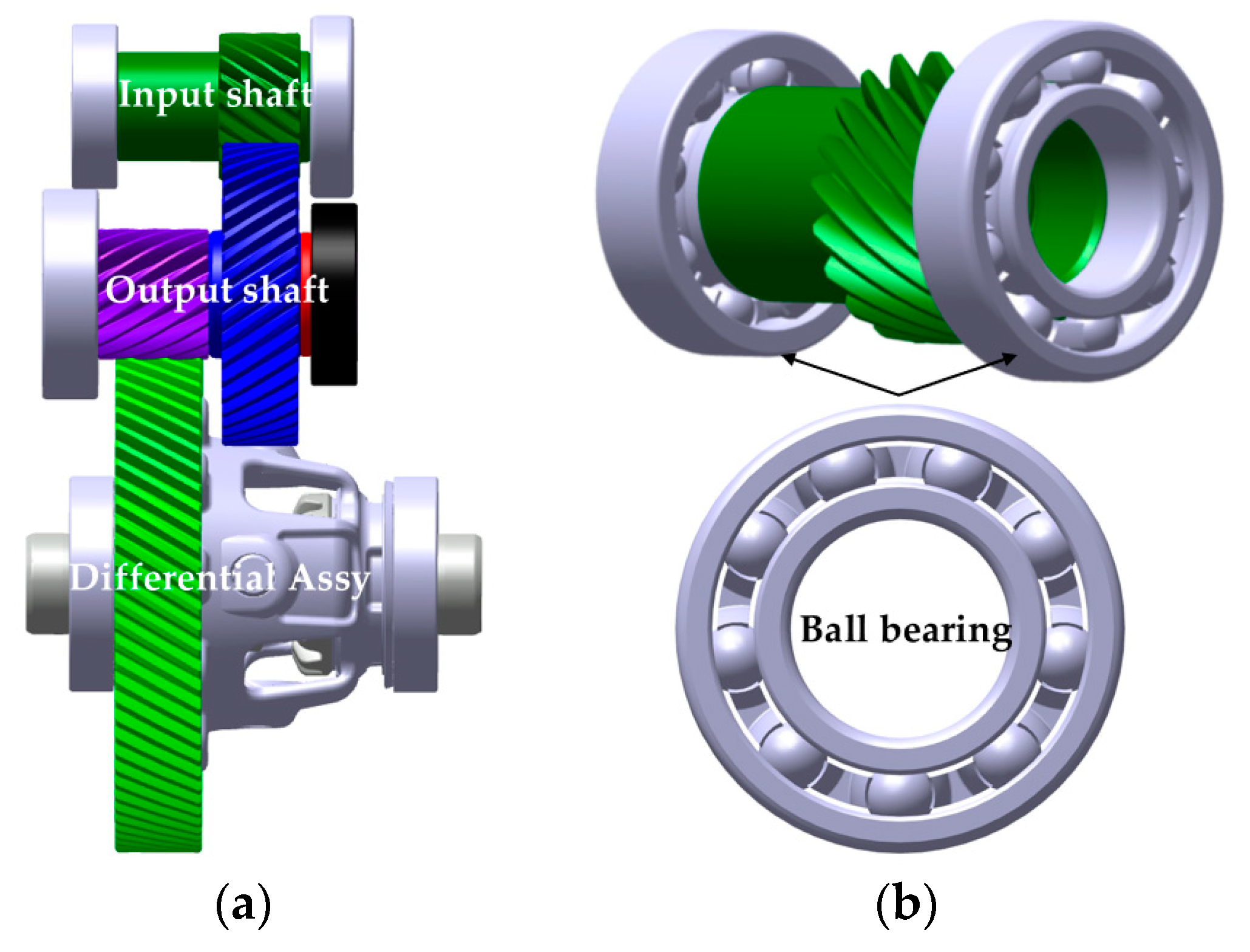
1. Introduction
2. Experimental Methods
3. Results
3.1. Microstructure
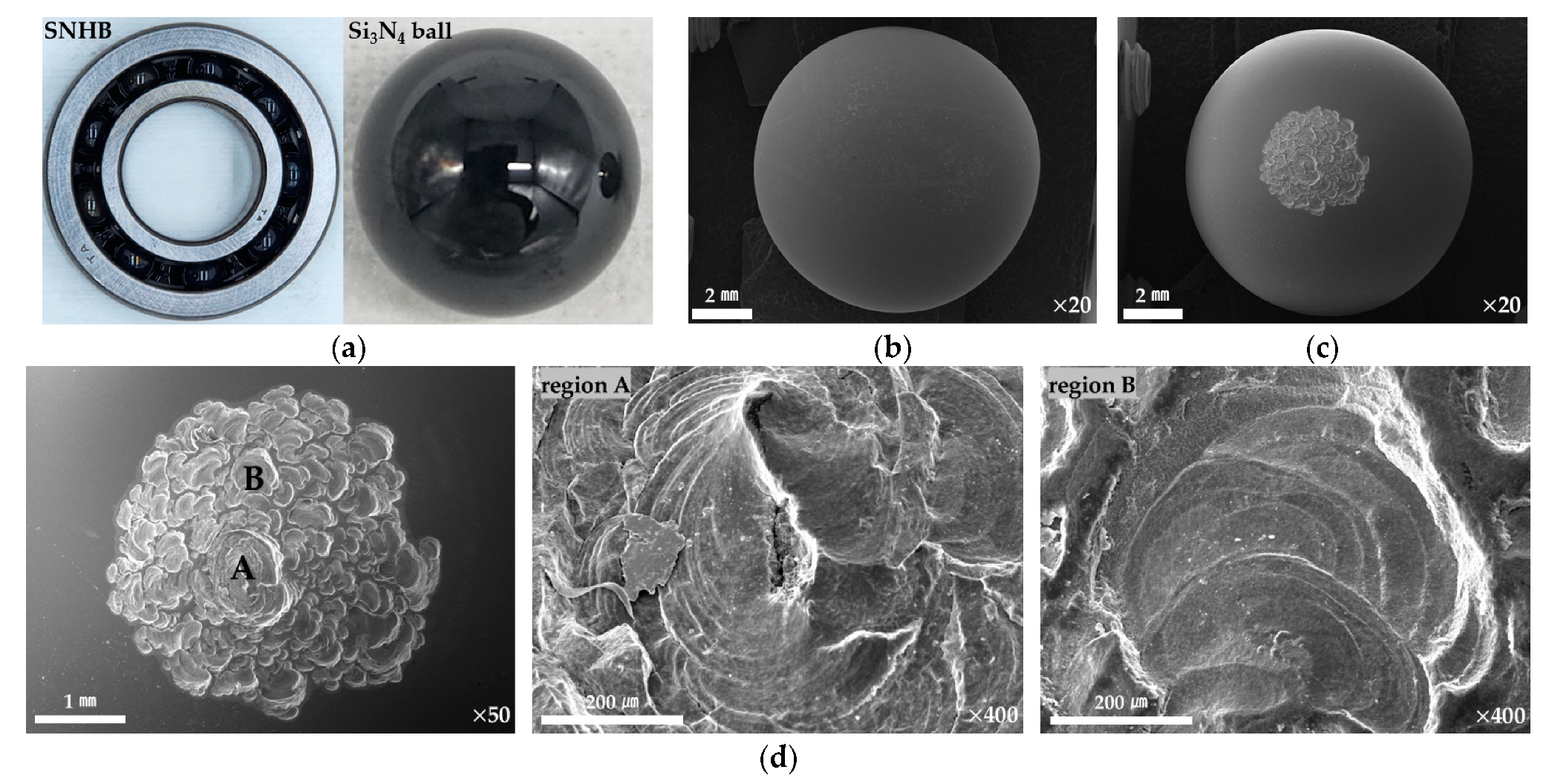
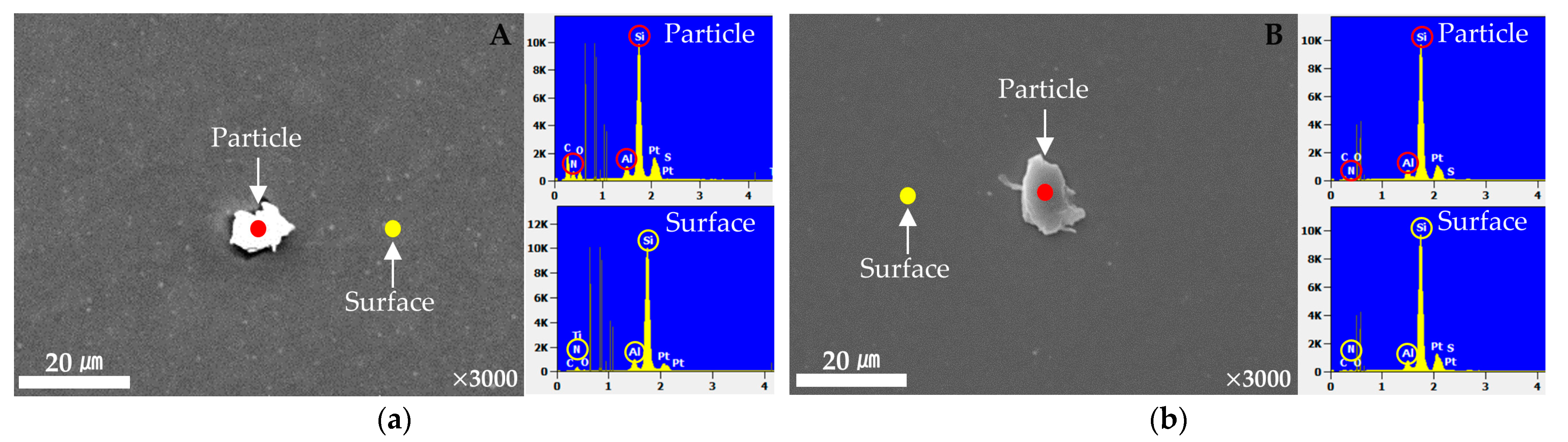
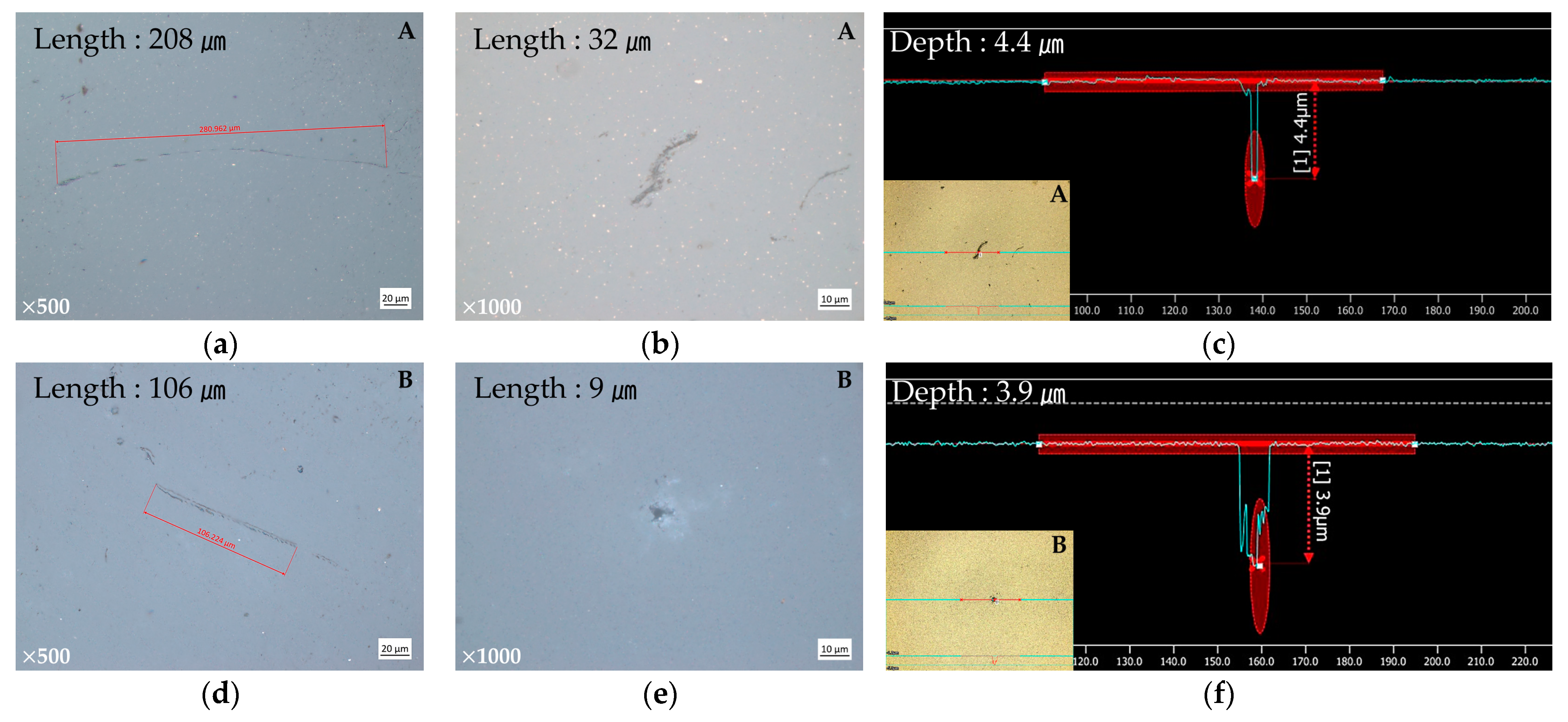
3.2. Defects
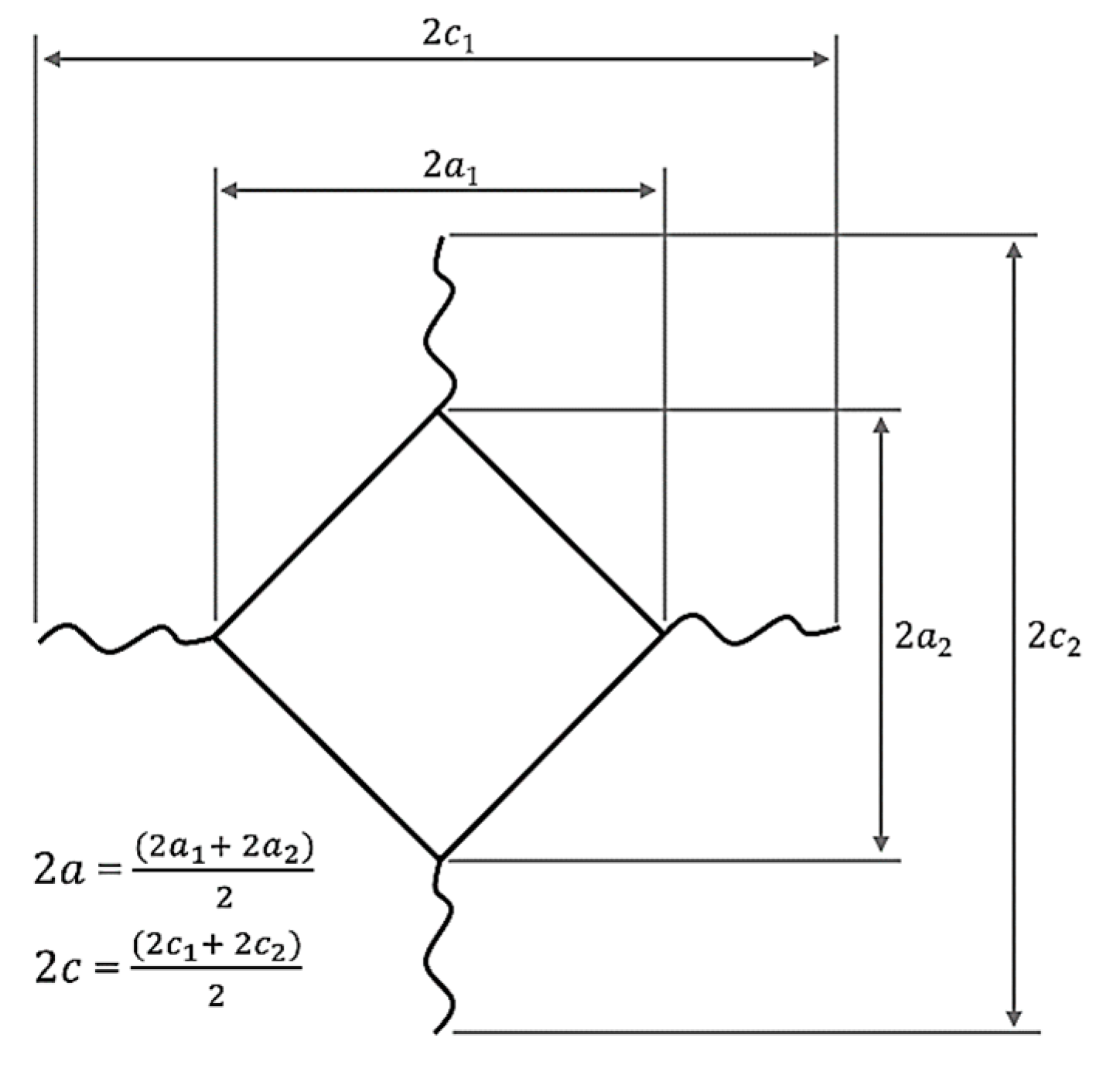
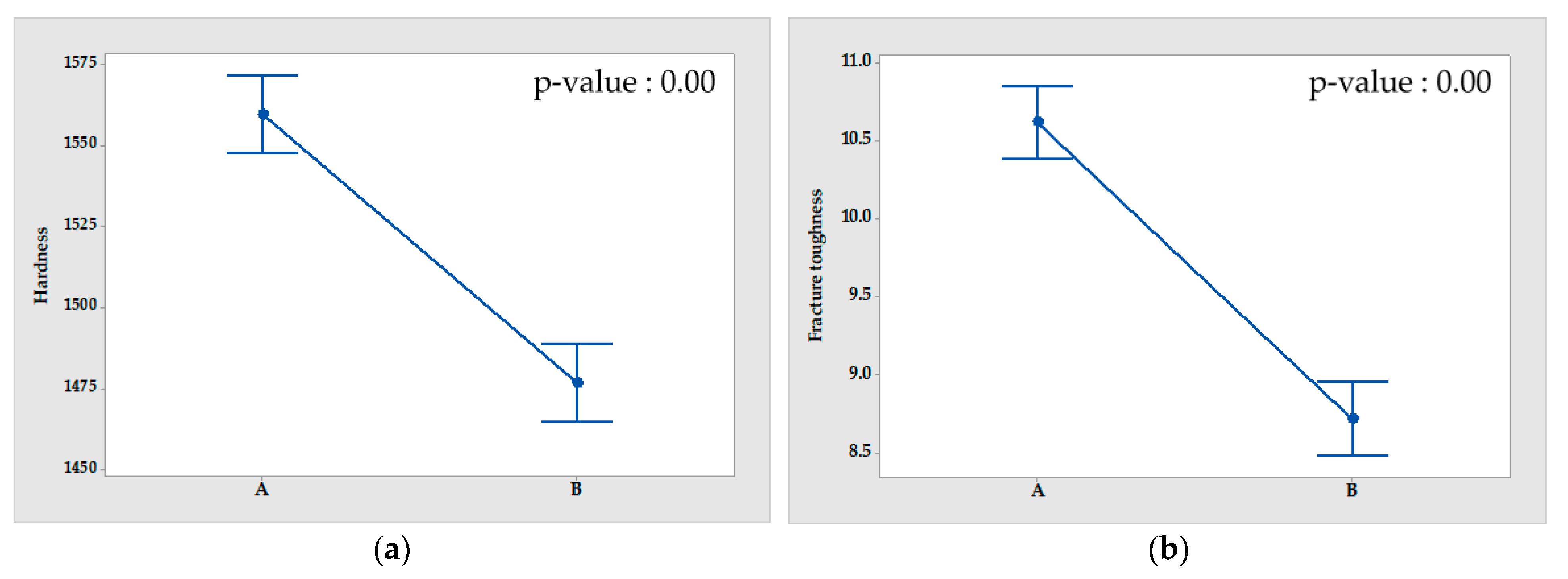
3.3. Hardness and Fracture Toughness
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jahanmir, S. Friction and Wear of Ceramics, 1st ed.; CRC Press: Boca Raton, FL, USA, 1993. [Google Scholar]
- Tan, D.W.; Zhu, L.L. Performance improvement of Si3N4 ceramic cutting tools by tailoring of phase composition and microstructure. Ceram. Int. 2020, 46, 26182–26189. [Google Scholar] [CrossRef]
- Wen, D.; Wang, S. Fabrication processing and mechanical properties of Si3N4 ceramic turbocharger wheel. Ceram. Int. 2018, 44, 10596–10603. [Google Scholar] [CrossRef]
- Gal, C.W.; Song, G.W. Fabrication of pressureless sintered Si3N4 ceramic balls by powder injection molding. Ceram. Int. 2019, 45, 6418–6424. [Google Scholar] [CrossRef]
- Liang, H.; Zeng, Y. The effect of oxidation on the mechanical properties and dielectric properties of porous Si3N4 ceramics. Ceram. Int. 2017, 43, 5517–5523. [Google Scholar] [CrossRef]
- Schöppl, O. Developments in Ceramic Bearing Balls. In Evolution—Technology Magazine from SKF; SKF: Gothenburg, Sweden, 2012. [Google Scholar]
- Obrain, M.J.; Presser, N. Failure analysis of three Si3N4 balls used in hybrid bearings. Eng. Fail. Anal. 2003, 10, 453–473. [Google Scholar]
- Wereszczak, A.A.; Wang, A. Rolling Contact Fatigue of Ceramics; Oak Ridge National Laboratory: Oak Ridge, TN, USA; Bournemouth University: Bournemouth, UK, 2006. [Google Scholar]
- Ziebell, A.; Schöppl, O. Identification of bearing defects in hybrid thrust ball bearings by vibration analysis. Mater. Sci. Forum 2015, 825–826, 844–9851. [Google Scholar] [CrossRef]
- Tapaszto, O.; Kun, P. Silicon nitride based composites produced by two different sintering methods. Ceram. Int. 2011, 37, 3457–3461. [Google Scholar] [CrossRef]
- Hiroyuki, M.; Hideki, H. Relationship between fracture toughness determined by surface crack in flexure and fracture resistance measured by indentation fracture for silicon nitride ceramics with various microstructures. Ceram. Int. 2009, 35, 493–501. [Google Scholar]
- Lawn, B.R.; Evans, A.G. Elastic/Plastic Indentation Damage in Ceramics: The Median/Radial Crack System. J. Am. Ceram. Soc. 1980, 63, 574–581. [Google Scholar] [CrossRef]
- ASTM F 2094/F2094M; Standard Specification for Silicon Nitride Bearing Balls. ASTM International: West Conshohocken, PA, USA, 2018.
- Becher, P.F.; Painter, G.S. Influence of additives in anisotropic grain growth in silicon nitride ceramics. Mater. Sci. Eng. A 2006, 422, 85–91. [Google Scholar] [CrossRef]
- Park, M.K.; Kim, H.N. Effect of Microstructure on Dielectric Properties of Si3N4 at Microwave Frequency. Key Eng. Mater. 2005, 287, 247–252. [Google Scholar] [CrossRef]
- Strobl, S.; Adlmann, F.A. Fracture toughness of silicon nitride balls via thermal shock. J. Eur. Ceram. Soc. 2018, 38, 1278–1287. [Google Scholar] [CrossRef]
- Liao, D.; Cui, Z. A nondestructive recognition and classification method for detecting surface defects of Si3N4 bearing balls based on an optimized convolutional neural network. Opt. Mater. 2023, 136, 113401. [Google Scholar] [CrossRef]
- Rickhey, F.; Marimuthu, K.P. Evaluation of the fracture toughness of brittle hardening materials by Vickers indentation. Eng. Fract. Mech. 2015, 148, 134–144. [Google Scholar] [CrossRef]
- Kadin, Y.; Mazaheri, M. Finite elements based approaches for the modelling of radial crack formation upon Vickers indentation in silicon nitride ceramics. J. Eur. Ceram. Soc. 2019, 39, 4011–4022. [Google Scholar] [CrossRef]
- Lee, K.M.; Lee, W.H. Microstructural evolution and mechanical properties of gas-pressure-sintered Si3N4 with Yb2O3 as a sintering aid. J. Mater. Res. 1999, 14, 1904–1909. [Google Scholar] [CrossRef]
- Kawashima, T.; Okamoto, H. Grain Size Dependence of the Fracture Toughness of Silicon Nitride Ceramics. J. Ceram. Soc. Jpn. 1991, 99, 320–323. [Google Scholar] [CrossRef]
- Lee, H.M.; Tatami, J. Microstructural evolution of Si3N4 ceramics from starting powders with different α-to-β ratios. J. Ceram. Soc. Jpn. 2016, 124, 800–807. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mechanical Properties | A | B |
|---|---|---|
| Hardness [HV] | 1561 | 1482 |
| 1567 | 1461 | |
| 1561 | 1482 | |
| 1573 | 1482 | |
| 1537 | 1477 | |
| Avg. 1560 | Avg. 1476 | |
| Fracture toughness [] | 10.7 | 8.8 |
| 10.8 | 8.5 | |
| 10.7 | 8.8 | |
| 10.8 | 8.8 | |
| 10.1 | 8.7 | |
| Avg. 10.6 | Avg. 8.7 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jang, J.; Lee, Y.; Cheong, H.; Yang, J. Defects and Mechanical Properties of Silicon Nitride Ball Bearings for Electric Vehicle Reducers. World Electr. Veh. J. 2024, 15, 272. https://doi.org/10.3390/wevj15060272
Jang J, Lee Y, Cheong H, Yang J. Defects and Mechanical Properties of Silicon Nitride Ball Bearings for Electric Vehicle Reducers. World Electric Vehicle Journal. 2024; 15(6):272. https://doi.org/10.3390/wevj15060272
Chicago/Turabian StyleJang, Jinhyeok, Youngmin Lee, Hoonhee Cheong, and Jeongho Yang. 2024. "Defects and Mechanical Properties of Silicon Nitride Ball Bearings for Electric Vehicle Reducers" World Electric Vehicle Journal 15, no. 6: 272. https://doi.org/10.3390/wevj15060272
APA StyleJang, J., Lee, Y., Cheong, H., & Yang, J. (2024). Defects and Mechanical Properties of Silicon Nitride Ball Bearings for Electric Vehicle Reducers. World Electric Vehicle Journal, 15(6), 272. https://doi.org/10.3390/wevj15060272