
Fuzzy Method to Improve Products and Processes Considering the Approach of Sustainable Development (FQE-SD Method)




Abstract
:1. Introduction
- The possibility of integrating the importance of criteria expressed in a subjective and objective way;
- The possibility of applying fuzzy logic to reduce uncertainty and inconsistency in preferences.
2. Materials and Methods
2.1. Motivation and General Concept of the FQE-SD Method
2.2. Assumptions of the FQE-SD Method
- Incompatibility means not meeting requirements for the product or process [44];
- Potential causes are those which may, however, not necessarily result in the occurrence of incompatibility of the product or process [32];
- The main causes are those that have the greatest impacts on the incompatibility of the product or process [36];
- Quality (Q) refers to the effect of a potential cause on the product or process incompatibility; it also refers to the impacts of the incompatibility on the use of the product or process [23];
- The probability of occurrence of the cause of incompatibility (P) is the probability of a potential cause occurring in the area of the analysed incompatibility of the product or process [24];
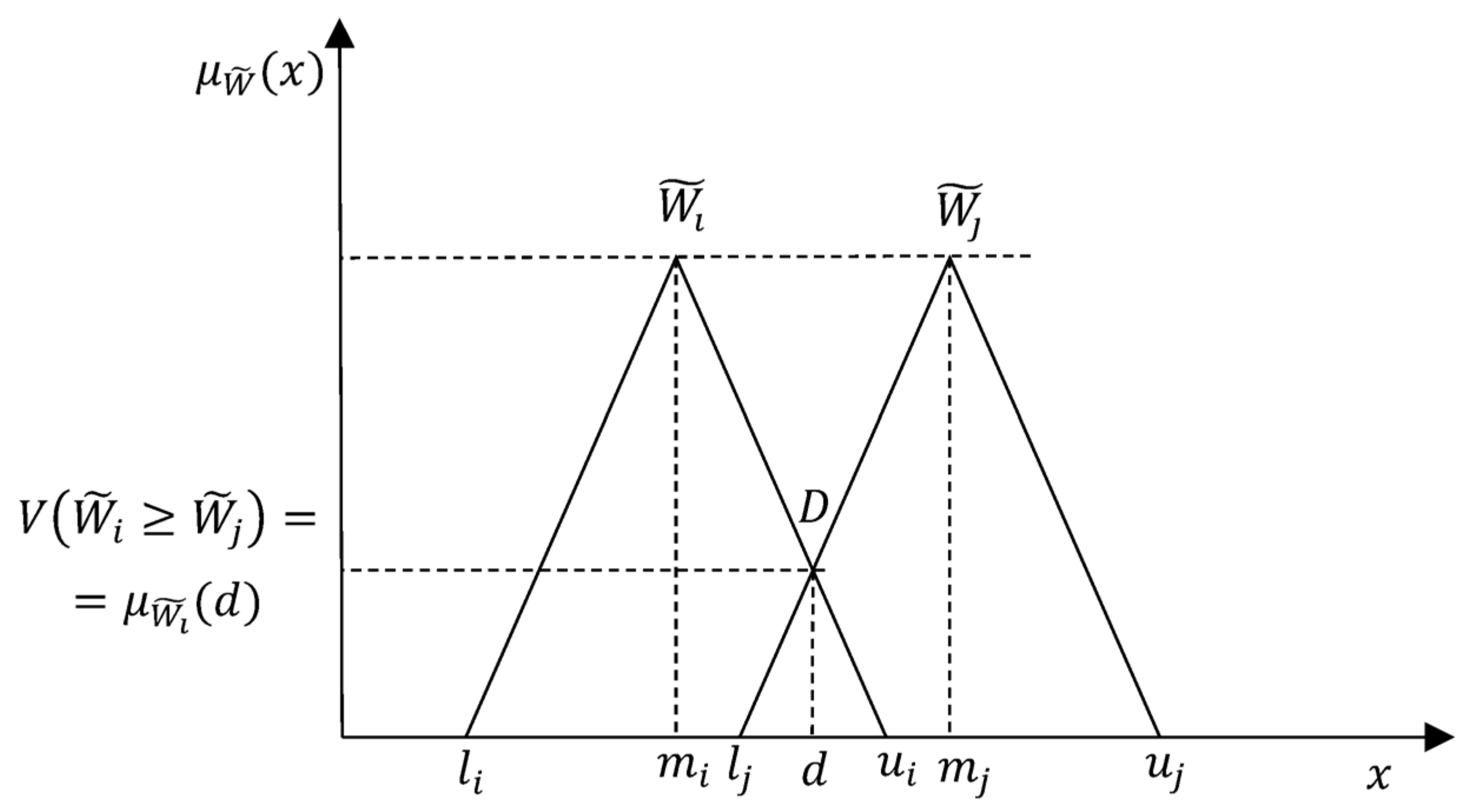
- Assessments of quality effects and environmental impacts are awarded in triangular fuzzy numbers adequately for the product or process in accordance with the developed safety data sheets, and then integrated in the FAHP method [46].
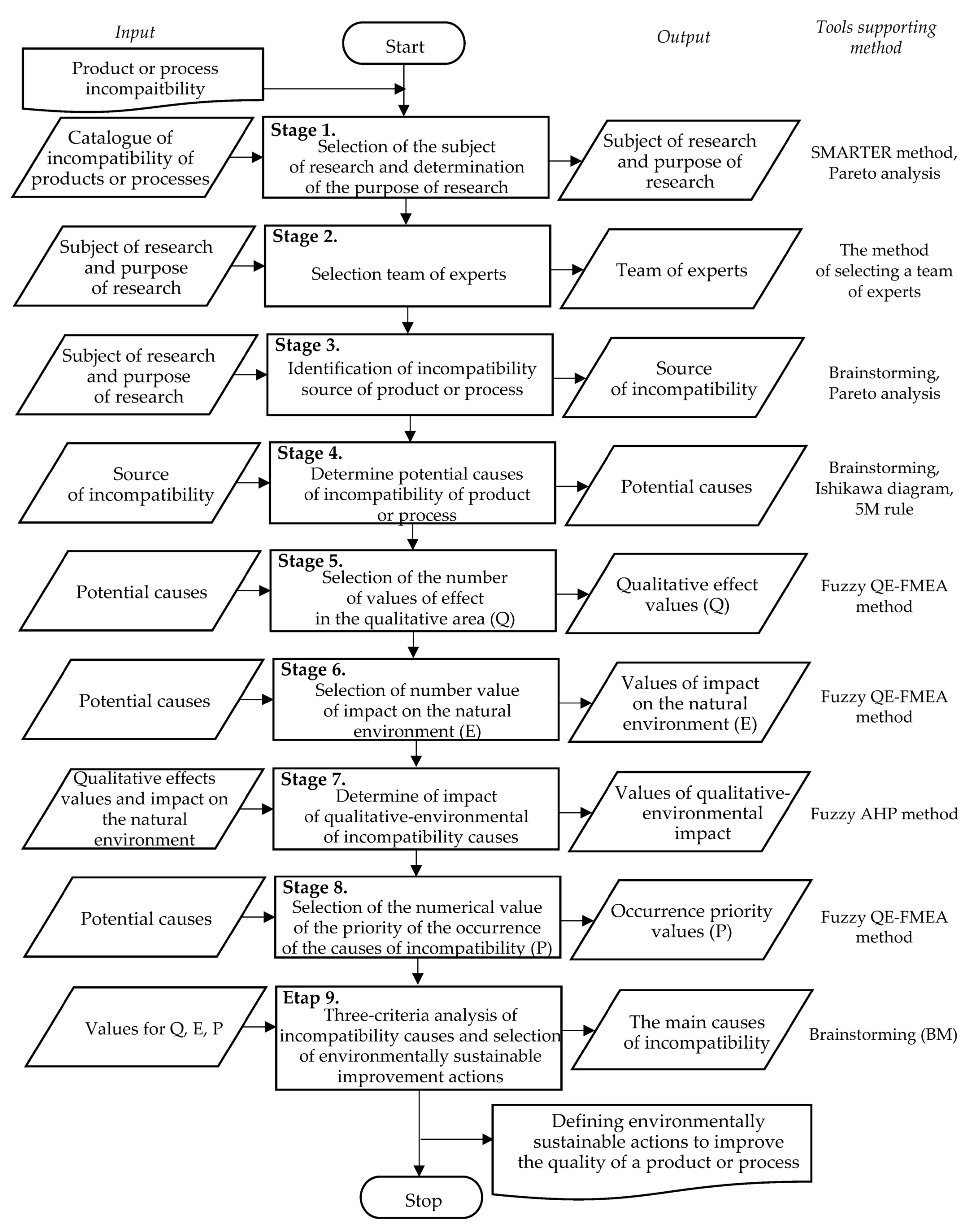
2.3. Procedure of the FQE-SD Method
- Stage 1. Selection of the subject of research and determination of the purpose of research
- Stage 2. Selection the team of experts
- Stage 3. Identification of incompatibility source of product or process
- Stage 4. Determine potential causes of incompatibility of product or process
- Stage 5. Selection of the number of values of effect in the qualitative area (Q)
- Stage 6. Selection of number value of impacts on the natural environment (E)
- Stage 7. Determine the impact of qualitative–environmental incompatibility causes
- Stage 8. Selection of the numerical value of the risk of the occurrence of the causes of incompatibility (P)
- Stage 9. Three-criteria analysis of incompatibility causes and selection of environmentally sustainable improvement actions
3. Results
- Stage 1. Selection of the subject of research and determination of the purpose of research
- Stage 2. Selection of the team of experts
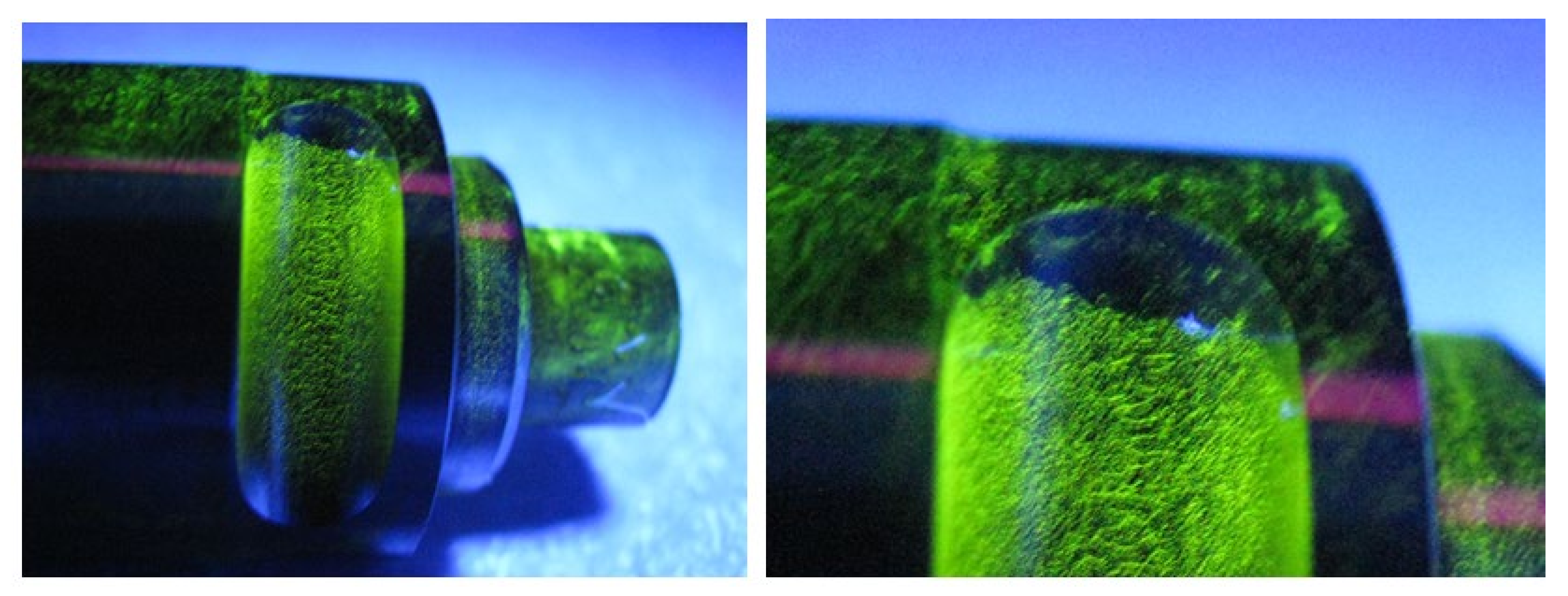
- Stage 3. Identification of incompatibility source of product or process
- Stage 4. Determine potential causes of incompatibility of product or process
- An elongated and wide arc formed during a small current;
- An elongated and wide arc formed during high welding speed;
- Incorrect electrode angle;
- Extensive weaving movements within the weld formation;
- Welding current too high;
- Large liquid weld pool flow;
- Unclean weld layer;
- Inappropriate joint ratio (too small width-to-depth ration);
- Unsuitable material;
- Bad carbon content in the weld (too much);
- Impurities inside the weld;
- Worker rushed the process;
- No periodic training;
- Little worker experience;
- Fatigue;
- Unsuitable welding tool;
- Inadequate lighting;
- No TPM performed (total productive maintenance);
- Outdated procedures/instructions;
- Electrode moisture;
- Noise;
- Auxiliary tools not calibrated;
- Poor psychophysical condition of the employee.
- Stage 5. Selection of the number of values of effect in the qualitative area (Q)
- Stage 6. Selection of number value of impacts on the natural environment (E)
- Stage 7. Determine the impacts of qualitative–environmental incompatibility causes
- Stage 8. Selection of the numerical value of the risk of the occurrence of the causes of incompatibility (P)
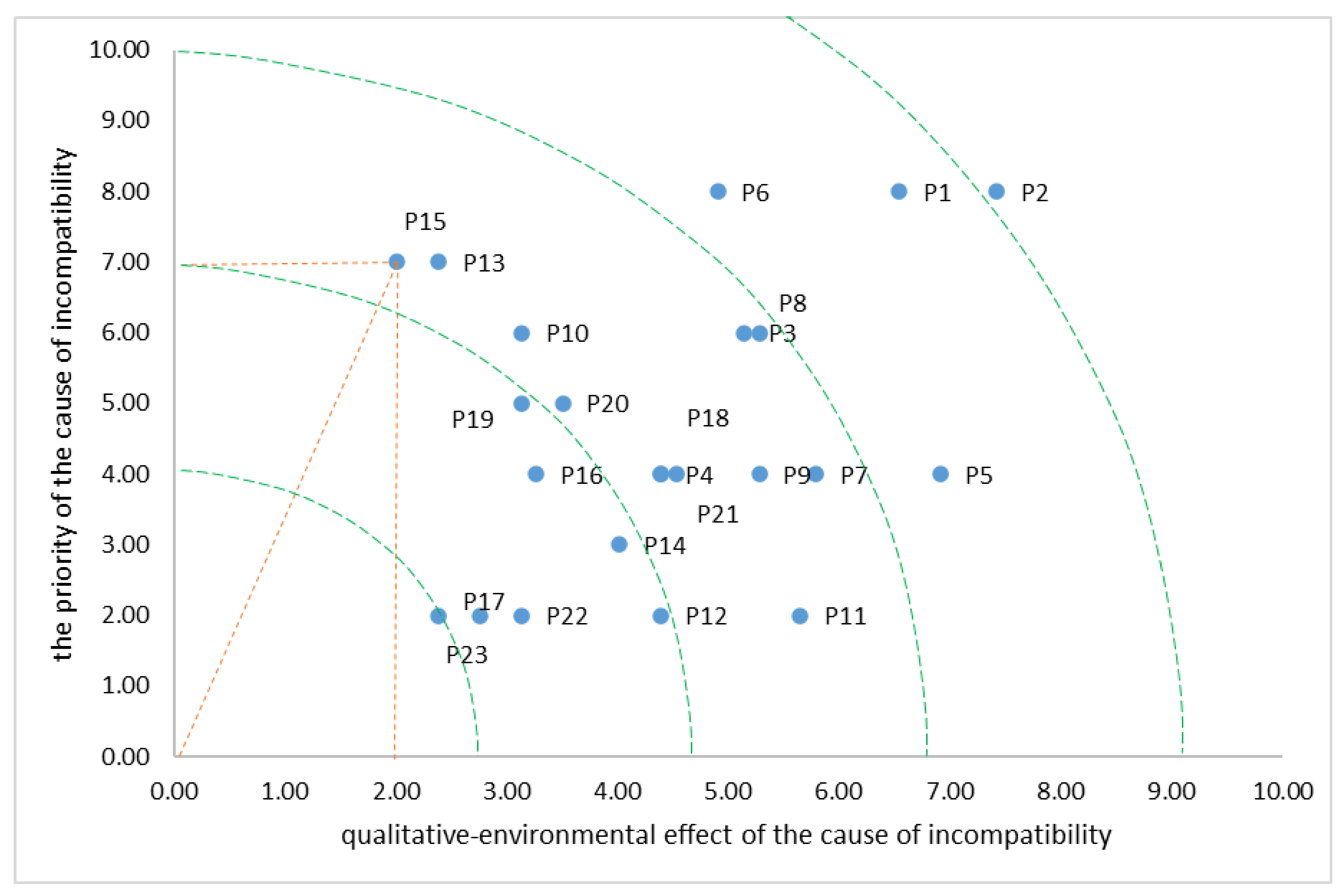
- Stage 9. Three-criteria analysis of incompatibility causes and selection of environmentally sustainable improvement actions
4. Discussion
- Sequential and consistent analysis of the causes of incompatibility of products or processes;
- Possibility to precisely determine the main causes of incompatibility of products or processes;
- Combining qualitative effects and environmental impacts into one quality–environmental indicator;
- Making decisions about the causes of non-compliance based on the verification of quality and environmental effects and the risk of their occurrence;
- Reducing inconsistencies and uncertainties in expert assessments by using Saaty’s fuzzy scale;
- Support for the idea of sustainable development of products and their creation processes.
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | Potential Causes | Combined TFN from Qualitative and Environment Ratings (QE) | ||
|---|---|---|---|---|
| 1 | Elongated and wide arc formed during a small current | 4 | 6 | 8 |
| 2 | Elongated and wide arc formed during high welding speed | 5 | 6.5 | 8 |
| 3 | Incorrect electrode angle | 2 | 5.5 | 9 |
| 4 | Extensive weaving movements as part of the weld formation | 2 | 4.5 | 7 |
| 5 | Welding current too high | 4 | 6.5 | 9 |
| 6 | High flow of liquid weld pool | 3 | 4.5 | 6 |
| 7 | Unclean weld layer | 4 | 5 | 6 |
| 8 | Inappropriate joint ratio (too small width-to-depth ration) | 3 | 5 | 7 |
| 9 | Unsuitable material | 3 | 5 | 7 |
| 10 | Bad carbon content in the weld (too high) | 1 | 3.5 | 6 |
| 11 | Impurities inside the weld | 3 | 5.5 | 8 |
| 12 | Worker rushed the process | 2 | 4.5 | 7 |
| 13 | No periodic training | 1 | 2.5 | 4 |
| 14 | Little worker experience | 2 | 4 | 6 |
| 15 | Fatigue | 1 | 2 | 3 |
| 16 | Unsuitable welding tool | 2 | 3 | 4 |
| 17 | Inadequate lighting | 1 | 3 | 5 |
| 18 | No TPM performed (total productive maintenance) | 2 | 4.5 | 7 |
| 19 | Outdated procedures/instructions | 1 | 3.5 | 6 |
| 20 | Electrode moisture | 1 | 4 | 7 |
| 21 | Noise | 3 | 4 | 5 |
| 22 | No calibration of auxiliary tools | 1 | 3.5 | 6 |
| 23 | Poor psychophysical condition of the employee | 1 | 2.5 | 4 |
| P1 | P2 | P3 | P4 | P5 | P6 | P7 | P8 | P9 | P10 | |
|---|---|---|---|---|---|---|---|---|---|---|
| P1 | 1.00; 1.00; 1.00 | 0.80; 0.92; 1.00 | 2.00; 1.09; 0.89 | 2.00; 1.33; 1.14 | 1.00; 0.92; 0.89 | 1.33; 1.33; 1.33 | 1.00; 1.20; 1.33 | 1.33; 1.20; 1.14 | 1.33; 1.20; 1.14 | 4.00; 1.71; 1.33 |
| P2 | 1.25; 1.08; 1.00 | 1.00; 1.00; 1.00 | 2.50; 1.18; 0.89 | 2.50; 1.44; 1.14 | 1.25; 1.00; 0.89 | 1.67; 1.44; 1.33 | 1.25; 1.30; 1.33 | 1.67; 1.30; 1.14 | 1.67; 1.30; 1.14 | 5.00; 1.86; 1.33 |
| P3 | 0.50; 0.92; 1.13 | 0.40; 0.85; 1.13 | 1.00; 1.00; 1.00 | 1.00; 1.22; 1.29 | 0.50; 0.85; 1.00 | 0.67; 1.22; 1.50 | 0.50; 1.10; 1.50 | 0.67; 1.10; 1.29 | 0.67; 1.10; 1.29 | 2.00; 1.57; 1.50 |
| P4 | 0.50; 0.75; 0.88 | 0.40; 0.69; 0.88 | 1.00; 0.82; 0.78 | 1.00; 1.00; 1.00 | 0.50; 0.69; 0.78 | 0.67; 1.00; 1.17 | 0.50; 0.90.1.17 | 0.67; 0.90; 1.00 | 0.67; 0.90; 1.00 | 2.00; 1.29; 1.17 |
| P5 | 1.00; 1.08; 1.13 | 0.80; 1.00; 1.13 | 2.00; 1.18; 1.00 | 2.00; 1.44; 1.29 | 1.00; 1.00; 1.00 | 1.33; 1.44; 1.50 | 1.00; 1.30; 1.50 | 1.33; 1.30; 1.29 | 1.33; 1.30; 1.29 | 4.00; 1.86; 1.50 |
| P6 | 0.75; 0.75; 0.75 | 0.60; 0.69; 0.75 | 1.50; 0.82; 0.67 | 1.50; 1.00; 0.86 | 0.75; 0.69; 0.67 | 1.00; 1.00; 1.00 | 0.75; 0.90; 1.00 | 1.00; 0.90; 0.86 | 1.00; 0.90; 0.86 | 3.00; 1.29; 1.00 |
| P7 | 0.75; 0.83; 0.88 | 0.60; 0.77; 0.88 | 1.50; 0.91; 0.78 | 1.50; 1.11; 1.00 | 0.75; 0.77; 0.78 | 1.00; 1.11; 1.17 | 0.75; 1.00; 1.17 | 1.00; 1.00; 1.00 | 1.00; 1.00; 1.00 | 3.00; 1.43; 1.17 |
| P8 | 0.75; 0.83; 0.88 | 0.60; 0.77; 0.88 | 1.50; 0.91; 0.78 | 1.50; 1.11; 1.00 | 0.75; 0.77; 0.78 | 1.00; 1.11; 1.17 | 0.75; 1.00; 1.17 | 1.00; 1.00; 1.00 | 1.00; 1.00; 1.00 | 3.00; 1.43; 1.17 |
| P9 | 0.75; 0.83; 0.88 | 0.60; 0.77; 0.88 | 1.50; 0.91; 0.78 | 1.50; 1.11; 1.00 | 0.75; 0.77; 0.78 | 1.00; 1.00; 1.17 | 0.75; 1.00; 1.17 | 1.00; 1.00; 1.00 | 1.00; 1.00; 1.00 | 3.00; 1.43; 1.17 |
| P10 | 0.25; 0.58; 0.75 | 0.20; 0.54; 0.75 | 0.50; 0.64; 0.67 | 0.50; 0.78; 0.86 | 0.25; 0.54; 0.67 | 0.33; 0.78; 1.00 | 0.25; 0.70; 1.00 | 0.33; 0.70; 0.86 | 0.33; 0.70; 0.86 | 1.00; 1.00; 1.00 |
| No. | Potential Causes | Values of the Geometric Mean (QE) | ||
|---|---|---|---|---|
| 1 | Elongated and wide arc formed during a small current | 2.05 | 1.46 | 1.31 |
| 2 | Elongated and wide arc formed during high welding speed | 2.56 | 1.59 | 1.31 |
| 3 | Incorrect electrode angle | 1.02 | 1.34 | 1.48 |
| 4 | Extensive weaving movements as part of the weld formation | 1.02 | 1.10 | 1.15 |
| 5 | Welding current too high | 2.05 | 1.59 | 1.48 |
| 6 | High flow of liquid weld pool | 1.53 | 1.10 | 0.99 |
| 7 | Unclean weld layer | 2.05 | 1.22 | 0.99 |
| 8 | Inappropriate joint ratio (too small width-to-depth ratio) | 1.53 | 1.22 | 1.15 |
| 9 | Unsuitable material | 1.53 | 1.22 | 1.15 |
| 10 | Bad carbon content in the weld (too high) | 0.51 | 0.85 | 0.99 |
| 11 | Impurities inside the weld | 1.53 | 1.34 | 1.31 |
| 12 | Worker rushed the process | 1.02 | 1.10 | 1.15 |
| 13 | No periodic training | 0.51 | 0.61 | 0.66 |
| 14 | Little worker experience | 1.02 | 0.98 | 0.99 |
| 15 | Tiredness | 0.51 | 0.49 | 0.49 |
| 16 | Unsuitable welding tool | 1.02 | 0.73 | 0.66 |
| 17 | Inadequate lighting | 0.51 | 0.73 | 0.82 |
| 18 | No TPM performed (total productive maintenance) | 1.02 | 1.10 | 1.15 |
| 19 | Outdated procedures/instructions | 0.51 | 0.85 | 0.99 |
| 20 | Electrode moisture | 0.51 | 0.98 | 1.15 |
| 21 | Noise | 1.53 | 0.98 | 0.82 |
| 22 | No calibration of auxiliary tools | 0.51 | 0.85 | 0.99 |
| 23 | Poor psychophysical condition of the employee | 0.51 | 0.61 | 0.66 |
References
- Yongming, W.; Baixiang, L.; Muzhi, L. Quality Function Deployment for Environment in Product Eco-Design. In Proceedings of the 2009 International Conference on Energy and Environment Technology, Guilin, China, 16–18 October 2009; IEEE: Piscataway, NJ, USA, 2009; pp. 476–479. [Google Scholar]
- Siwiec, D.; Pacana, A. Model Supporting Development Decisions by Considering Qualitative—Environmental Aspects. Sustainability 2021, 13, 9067. [Google Scholar] [CrossRef]
- Skaar, C.; Lausselet, C.; Bergsdal, H.; Brattebø, H. Towards a LCA Database for the Planning and Design of Zero-Emissions Neighborhoods. Buildings 2022, 12, 512. [Google Scholar] [CrossRef]
- Gazda, A.; Pacana, A.; Dušan, M. Study on Improving the Quality of Stretch Film by Taguchi Method. Przem. Chem. 2013, 92, 1000–1002. [Google Scholar]
- Murino, T.; Nardo, M.; Pallastro, D.; Berx, N.; Francica, A.; Decre, W.; Philips, J.; Pintelon, L. Exploring a cobot risk assessment approach combining FMEA and PRAT. Qual. Reliab. Eng. Int. 2023, 39, 706–731. [Google Scholar] [CrossRef]
- Di Nardo, M.; Murino, T.; Osteria, G.; Santillo, L.C. A New Hybrid Dynamic FMECA with Decision-Making Methodology: A Case Study in an Agri-Food Company. Appl. Syst. Innov. 2022, 5, 45. [Google Scholar] [CrossRef]
- Zavadskas, E.; Govindan, K.; Antucheviciene, J.; Turskis, Z. Hybrid multiple criteria decision-making methods: A review of applications for sustainability issues. Econ. Res. 2016, 29, 857–887. [Google Scholar] [CrossRef]
- Hameed, A.Z.; Kandasamy, J.; Aravind Raj, S.; Baghdadi, M.A.; Shahzad, M.A. Sustainable Product Development Using FMEA ECQFD TRIZ and Fuzzy TOPSIS. Sustainability 2022, 14, 14345. [Google Scholar] [CrossRef]
- Wolniak, R. Downtime in the Automotive Industry Production Process—Cause Analysis. Qual. Innov. Prosper. 2019, 23, 101. [Google Scholar] [CrossRef]
- Conde, G.; Martens, M. Six sigma project generation and selection: Literature review and feature based method proposition. Prod. Plan. Control. 2020, 31, 1303–1312. [Google Scholar] [CrossRef]
- Siwiec, D.; Pacana, A. Method of Improve the Level of Product Quality. Prod. Eng. Arch. 2021, 27, 1–7. [Google Scholar] [CrossRef]
- Liu, F.; Dai, Y. Product Processing Quality Classification Model for Small-Sample and Imbalanced Data Environment. Comput. Intell. Neurosci. 2022, 2022, 9024165. [Google Scholar] [CrossRef] [PubMed]
- Angell, L.C.; Klassen, R.D. Integrating Environmental Issues into the Mainstream: An Agenda for Research in Operations Management. J. Oper. Manag. 1999, 17, 575–598. [Google Scholar] [CrossRef]
- Mfungo, D.E.; Fu, X.; Xian, Y.; Wang, X. A Novel Image Encryption Scheme Using Chaotic Maps and Fuzzy Numbers for Secure Transmission of Information. Appl. Sci. 2023, 13, 7113. [Google Scholar] [CrossRef]
- Ostasz, G.; Siwiec, D.; Pacana, A. Universal Model to Predict Expected Direction of Products Quality Improvement. Energies 2022, 15, 1751. [Google Scholar] [CrossRef]
- Wolniak, R. The Use of QFD Method Advantages and Limitation. Prod. Eng. Arch. 2018, 18, 14–17. [Google Scholar] [CrossRef]
- Siva, V.; Gremyr, I.; Bergquist, B.; Garvare, R.; Zobel, T.; Isaksson, R. The Support of Quality Management to Sustainable Development: A Literature Review. J. Clean. Prod. 2016, 138, 148–157. [Google Scholar] [CrossRef]
- Lazar, S.; Potočan, V.; Klimecka-Tatar, D.; Obrecht, M. Boosting Sustainable Operations with Sustainable Supply Chain Modeling: A Case of Organizational Culture and Normative Commitment. Int. J. Environ. Res. Public Health 2022, 19, 11131. [Google Scholar] [CrossRef]
- Pacana, A.; Siwiec, D.; Bednarova, L. Analysis of the Incompatibility of the Product with Fluorescent Method. Metalurgija 2019, 58, 337–340. [Google Scholar]
- Pacana, A.; Siwiec, D. Model to Predict Quality of Photovoltaic Panels Considering Customers’ Expectations. Energies 2022, 15, 1101. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, Y.; Gong, C.; Dinçer, H.; Yüksel, S. An Integrated Hesitant 2-Tuple Pythagorean Fuzzy Analysis of QFD-Based Innovation Cost and Duration for Renewable Energy Projects. Energy 2022, 248, 123561. [Google Scholar] [CrossRef]
- Ahmad, M.; Cheng, W.; Haq, A.; Shah, S. Construction of fuzzy X—S control chart using trapezoidal fuzzy number with unbalanced data. J. Stat. Comput. Simul. 2023, 93, 634–645. [Google Scholar] [CrossRef]
- Pacana, A.; Siwiec, D. Method of Fuzzy Analysis of Qualitative-Environmental Threat in Improving Products and Processes (Fuzzy QE-FMEA). Materials 2023, 16, 1651. [Google Scholar] [CrossRef] [PubMed]
- Wolniak, R. Problems of Use of FMEA Method in Industrial Enterprise. Prod. Eng. Arch. 2019, 23, 12–17. [Google Scholar] [CrossRef]
- Geldermann, J.; Spengler, T.; Rentz, O. Fuzzy Outranking for Environmental Assessment. Case Study: Iron and Steel Making Industry. Fuzzy Sets Syst. 2000, 115, 45–65. [Google Scholar] [CrossRef]
- Kulatunga, A.K.; Karunatilake, N.; Weerasinghe, N.; Ihalawatta, R.K. Sustainable Manufacturing Based Decision Support Model for Product Design and Development Process. Procedia CIRP 2015, 26, 87–92. [Google Scholar] [CrossRef]
- Tandiono, Y.; Rau, H. An Enhanced Model Using the Kano Model, QFDE, and TRIZ with a Component-Based Approach for Sustainable and Innovative Product Design. Sustainability 2022, 15, 527. [Google Scholar] [CrossRef]
- Chen, T.-L.; Chen, C.-C.; Chuang, Y.-C.; Liou, J.J.H. A Hybrid MADM Model for Product Design Evaluation and Improvement. Sustainability 2020, 12, 6743. [Google Scholar] [CrossRef]
- Wu, W.-W.; Lee, Y.-T. Developing Global Managers’ Competencies Using the Fuzzy DEMATEL Method. Expert Syst. Appl. 2007, 32, 499–507. [Google Scholar] [CrossRef]
- Kaya, T.; Kahraman, C. Multicriteria Renewable Energy Planning Using an Integrated Fuzzy VIKOR & AHP Methodology: The Case of Istanbul. Energy 2010, 35, 2517–2527. [Google Scholar] [CrossRef]
- Siwiec, D.; Pacana, A. A Pro-Environmental Method of Sample Size Determination to Predict the Quality Level of Products Considering Current Customers’ Expectations. Sustainability 2021, 13, 5542. [Google Scholar] [CrossRef]
- Rahardjo, B.; Wang, F.-K.; Lo, S.-C.; Chou, J.-H. A Hybrid Multi-Criteria Decision-Making Model Combining DANP with VIKOR for Sustainable Supplier Selection in Electronics Industry. Sustainability 2023, 15, 4588. [Google Scholar] [CrossRef]
- Wu, L.; Tang, Y.; Zhang, L.; Huang, Y. Uncertainty Management in Assessment of FMEA Expert Based on Negation Information and Belief Entropy. Entropy 2023, 25, 800. [Google Scholar] [CrossRef] [PubMed]
- Vink, K. Sustainable Life Cycle Design Aspects: How Aware Are Material Scientists? SN Appl. Sci. 2020, 2, 1364. [Google Scholar] [CrossRef]
- Parveen, S.; Khan, S.; Kamal, M.A.; Abbas, M.A.; Aijaz Syed, A.; Grima, S. The Influence of Industrial Output, Financial Development, and Renewable and Non-Renewable Energy on Environmental Degradation in Newly Industrialized Countries. Sustainability 2023, 15, 4742. [Google Scholar] [CrossRef]
- Alejandrino, C.; Mercante, I.T.; Bovea, M.D. Combining O-LCA and O-LCC to Support Circular Economy Strategies in Organizations: Methodology and Case Study. J. Clean Prod. 2022, 336, 130365. [Google Scholar] [CrossRef]
- Saaty, T.L.; Tran, L.T. On the Invalidity of Fuzzifying Numerical Judgments in the Analytic Hierarchy Process. Math. Comput. Model. 2007, 46, 962–975. [Google Scholar] [CrossRef]
- Saaty, T.L. Decision-Making with the AHP: Why Is the Principal Eigenvector Necessary. Eur. J. Oper. Res. 2003, 145, 85–91. [Google Scholar] [CrossRef]
- Boral, S.; Howard, I.; Chaturvedi, S.K.; McKee, K.; Naikan, V.N.A. A Novel Hybrid Multi-Criteria Group Decision Making Approach for Failure Mode and Effect Analysis: An Essential Requirement for Sustainable Manufacturing. Sustain. Prod. Consum. 2020, 21, 14–32. [Google Scholar] [CrossRef]
- Haiyun, C.; Zhixiong, H.; Yüksel, S.; Dinçer, H. Analysis of the Innovation Strategies for Green Supply Chain Management in the Energy Industry Using the QFD-Based Hybrid Interval Valued Intuitionistic Fuzzy Decision Approach. Renew. Sustain. Energy Rev. 2021, 143, 110844. [Google Scholar] [CrossRef]
- Ebrahimipour, V.; Rezaie, K.; Shokravi, S. Enhanced FMEA by Multi-Agent Engineering FIPA Based System to Analyze Failures. In Proceedings of the 2010 Proceedings—Annual Reliability and Maintainability Symposium (RAMS), San Jose, CA, USA, 25–28 January 2010; IEEE: Piscataway, NJ, USA, 2010; pp. 1–6. [Google Scholar]
- Horváthová, P.; Čopíková, A.; Mokrá, K. Methodology Proposal of the Creation of Competency Models and Competency Model for the Position of a Sales Manager in an Industrial Organisation Using the AHP Method and Saaty’s Method of Determining Weights. Econ. Res. Ekon. Istraživanja 2019, 32, 2594–2613. [Google Scholar] [CrossRef]
- Pacana, A.; Siwiec, D. Universal Model to Support the Quality Improvement of Industrial Products. Materials 2021, 14, 7872. [Google Scholar] [CrossRef] [PubMed]
- Gluszak, M.; Gawlik, R.; Zieba, M. Smart and Green Buildings Features in the Decision-Making Hierarchy of Office Space Tenants: An Analytic Hierarchy Process Study. Adm. Sci. 2019, 9, 52. [Google Scholar] [CrossRef]
- Grabowski, M.; Gawlik, J.; Krajowska-Śpiewak, J.; Skoczypiec, S.; Tyczyński, P. Technological Possibilities of the Carbide Tools Appliaction for Precision Machining of WCLV Hardened Steel. Adv. Sci. Technol. Res. J. 2022, 16, 141–148. [Google Scholar] [CrossRef]
- Liu, Y.; Eckert, C.M.; Earl, C. A Review of Fuzzy AHP Methods for Decision-Making with Subjective Judgements. Expert Syst. Appl. 2020, 161, 113738. [Google Scholar] [CrossRef]
- Lawor, B.; Hornyak, M. Smart goals: How the application of smart goals can contribute to achievement of student learning outcomes. Dev. Bus. Simul. Exp. Learn. 2012, 39, 259–267. [Google Scholar]
- Putman, V.L.; Paulus, P.B. Brainstorming, Brainstorming Rules and Decision Making. J. Creat. Behav. 2009, 43, 29–40. [Google Scholar] [CrossRef]
- Hoła, A.; Sawicki, M.; Szóstak, M. Methodology of Classifying the Causes of Occupational Accidents Involving Construction Scaffolding Using Pareto-Lorenz Analysis. Appl. Sci. 2018, 8, 48. [Google Scholar] [CrossRef]
- Siwiec, D.; Pacana, J.; Pacana, A. A Novelty Procedure to Identify Critical Causes of Materials Incompatibility. Materials 2023, 16, 3884. [Google Scholar] [CrossRef]
- Yamakawa, E.K.; Aoki, A.R.; Siebert, L.C.; Klinguelfus, G.; Cauchick Miguel, P.A. A Fuzzy-QFD Decision Making Approach for Selecting Industry Energy Efficiency Indicators. In Proceedings of the 2013 IEEE PES Conference on Innovative Smart Grid Technologies (ISGT Latin America), Sao Paulo, Brazil, 15–17 April 2013; IEEE: Piscataway, NJ, USA, 2013; pp. 1–5. [Google Scholar]
- Chang, D.-Y. Applications of the Extent Analysis Method on Fuzzy AHP. Eur. J. Oper. Res. 1996, 95, 649–655. [Google Scholar] [CrossRef]
- Hoła, B.; Nowobilski, T.; Woźniak, Z.; Białko, M. Qualitative and Quantitative Analysis of the Causes of Occupational Accidents Related to the Use of Construction Scaffoldings. Appl. Sci. 2022, 12, 5514. [Google Scholar] [CrossRef]
- Rodzaju, A.; Błędu, S. Podręcznik AIAG & VDA FMEA, FMEA Konstrukcji, FMEA Procesu, Uzupełniające FMEA Do Monitorowania i Odpowiedzi Systemu; SQDA: Pszczyna; 2019; Volume 1, SQDA, Pszczyna. Available online: https://wydawnictwo-sqda.pl/produkt/aiag-vda-fmea-pl/ (accessed on 15 April 2023).
- Hassan, A.; Siadat, A.; Dantan, J.-Y.; Martin, P. Conceptual Process Planning—An Improvement Approach Using QFD, FMEA, and ABC Methods. Robot. Comput. Integr. Manuf. 2010, 26, 392–401. [Google Scholar] [CrossRef]
- Mhaya, A.M.; Algaifi, H.A.; Shahidan, S.; Zuki, S.S.M.; Azmi, M.A.M.; Ibrahim, M.H.W.; Huseien, G.F. Systematic Evaluation of Permeability of Concrete Incorporating Coconut Shell as Replacement of Fine Aggregate. Materials 2022, 15, 7944. [Google Scholar] [CrossRef] [PubMed]
- Arora, H.D.; Naithani, A. Some Distance Measures for Triangular Fuzzy Numbers under Technique for Order of Preference by Similarity to Ideal Solution Environment. In OPSEARCH; Springer: Berlin/Heidelberg, Germany, 2023. [Google Scholar] [CrossRef]
- Solangi, Y.A.; Longsheng, C.; Shah, S.A.A.; Alsanad, A.; Ahmad, M.; Akbar, M.A.; Gumaei, A.; Ali, S. Analyzing Renewable Energy Sources of a Developing Country for Sustainable Development: An Integrated Fuzzy Based-Decision Methodology. Processes 2020, 8, 825. [Google Scholar] [CrossRef]
- Fernández-García, O.; Gil-Llario, M.D.; Ballester-Arnal, R. Construction of a Form for Users of the Child Welfare System Based on the Delphi Method. Children 2023, 10, 1026. [Google Scholar] [CrossRef]
- Zanichelli, A.; Colpo, A.; Friedrich, L.; Iturrioz, I.; Carpinteri, A.; Vantadori, S. A Novel Implementation of the LDEM in the Ansys LS-DYNA Finite Element Code. Materials 2021, 14, 7792. [Google Scholar] [CrossRef] [PubMed]
- Liu, L. Welding Metallurgy of Magnesium Alloys. In Welding and Joining of Magnesium Alloys; Elsevier: Amsterdam, The Netherlands, 2010; pp. 9–15. [Google Scholar]
- Torkayesh, A.E.; Rajaeifar, M.A.; Rostom, M.; Malmir, B.; Yazdani, M.; Suh, S.; Heidrich, O. Integrating Life Cycle Assessment and Multi Criteria Decision Making for Sustainable Waste Management: Key Issues and Recommendations for Future Studies. Renew. Sustain. Energy Rev. 2022, 168, 112819. [Google Scholar] [CrossRef]
- Balqis, N.; Mohamed Jan, B.; Simon Cornelis Metselaar, H.; Sidek, A.; Kenanakis, G.; Ikram, R. An Overview of Recycling Wastes into Graphene Derivatives Using Microwave Synthesis; Trends and Prospects. Materials 2023, 16, 3726. [Google Scholar] [CrossRef]
- Goh, C.S.; Chong, H.-Y. Opportunities in the Sustainable Built Environment: Perspectives on Human-Centric Approaches. Energies 2023, 16, 1301. [Google Scholar] [CrossRef]
- Siwiec, D.; Pacana, A.; Gazda, A. A New QFD-CE Method for Considering the Concept of Sustainable Development and Circular Economy. Energies 2023, 16, 2474. [Google Scholar] [CrossRef]
- Siwiec, D.; Pacana, A. Model of Choice Photovoltaic Panels Considering Customers’ Expectations. Energies 2021, 14, 5977. [Google Scholar] [CrossRef]

| Category | LCA | FMEA | QFD | TRIZ | FTOPSIS | Kano Model | Saaty Scale | DEMATEL | VIKOR | Relationship Map |
|---|---|---|---|---|---|---|---|---|---|---|
| Eco-design | [8,26] | [8] | [8,27] | [8,27] | [8] | [27] | - | - | - | - |
| analysis and reduction in threats to product improvement | - | [23,29] | [22] | - | - | - | [23] | [28,29] | [28] | [28] |
| Importance of the Defect for the Customer (Quality) According to Fuzzy QE-FMEA | Q | Fuzzy Q | |||
|---|---|---|---|---|---|
| Triangular | Inverse | ||||
| Very small | Minimal effect; lack of visibility for the customer; no impact on the use of the product | Equally important | 1 | 1, 1, 1 | 1, 1, 1 |
| Weak or negligible | 2 | 1, 2, 3 | 1/3, 1/2, 1 | ||
| Small | Insignificant effect; slight difficulty in using the product; noticeable deterioration of product quality | Moderate | 3 | 2, 3, 4 | 1/4, 1/3, 1/2 |
| Medium moderate | 4 | 3, 4, 5 | 1/5, 1/4, 1/3 | ||
| Average | Effect causing limited dissatisfaction and minor difficulties in using the product; the quality of the product does not meet customer expectations or is a source of nuisance; noticeable deficiencies in product quality | Strongly moderate | 5 | 4, 5, 6 | 1/6, 1/5, 1/4 |
| Strongly positive moderate | 6 | 5, 6, 7 | 1/7, 1/6, 1/5 | ||
| Big | The result is customer dissatisfaction; product repair costs are unknown | Very strong | 7 | 6, 7, 8 | 1/8, 1/7, 1/6 |
| Highly important | 8 | 7, 8, 9 | 1/9, 1/8, 1/7 | ||
| Very big | The effect is very significant; it threatens the safety of use and violates the law | Extreme | 9 | 8, 9, 10 | 1/8, 1/9, 1/10 |
| Very extreme | 10 | 10, 10, 10 | 1/10, 1/10, 1/10 | ||
| Environmental Impacts According to Fuzzy QE-FMEA | E | Fuzzy E | |||
|---|---|---|---|---|---|
| Triangular | Inverse | ||||
| Negligible | The impact is practically negligible; imperceptible negative impact | Equally important | 1 | 1, 1, 1 | 1, 1, 1 |
| Not important | The impact is likely to be small and non-hazardous | Weak or negligible | 2 | 1, 2, 3 | 1/3, 1/2, 1 |
| Moderate | 3 | 2, 3, 4 | 1/4, 1/3, 1/2 | ||
| Important | The impact may be noticeable and cause limited harm or be a source of nuisance | Medium moderate | 4 | 3, 4, 5 | 1/5, 1/4, 1/3 |
| Strongly moderate | 5 | 4, 5, 6 | 1/6, 1/5, 1/4 | ||
| Strongly positive moderate | 6 | 5, 6, 7 | 1/7, 1/6, 1/5 | ||
| Very important | The impact is noticeable and harmful in large quantities; it reacts to some extent to the environment and affects human health | Very strong | 7 | 6, 7, 8 | 1/8, 1/7, 1/6 |
| Highly important | 8 | 7, 8, 9 | 1/9, 1/8, 1/7 | ||
| Critical | The impact is destructive and causes significant harm; reacts significantly to the environment; threatens human life and health; violates the law | Extreme | 9 | 8, 9, 10 | 1/8, 1/9, 1/10 |
| Very extreme | 10 | 10, 10, 10 | 1/10, 1/10, 1/10 | ||
| Probability of Occurrence According to Fuzzy QE-FMEA | The Frequency of the Defect | P | Fuzzy P | ||
|---|---|---|---|---|---|
| Triangular | Inverse | ||||
| Unlikely | The occurrence of the defect is unlikely | Less than 1/1,000,000 | 1 | 1, 1, 1 | 1, 1, 1 |
| Very rarely | There are few defects | 1/20,000 | 2 | 1, 2, 3 | 1/3, 1/2, 1 |
| Rarely | There are relatively few defects | 1/4000 | 3 | 2, 3, 4 | 1/4, 1/3, 1/2 |
| On average | The effect occurs sporadically from time to time | 1/1000 | 4 | 3, 4, 5 | 1/5, 1/4, 1/3 |
| 1/400 | 5 | 4, 5, 6 | 1/6, 1/5, 1/4 | ||
| 1/80 | 6 | 5, 6, 7 | 1/7, 1/6, 1/5 | ||
| Often | The defect repeats itself cyclically | 1/40 | 7 | 6, 7, 8 | 1/8, 1/7, 1/6 |
| 1/20 | 8 | 7, 8, 9 | 1/9, 1/8, 1/7 | ||
| Very often | This disadvantage is almost unavoidable | 1/8 | 9 | 8, 9, 10 | 1/8, 1/9, 1/10 |
| 1/2 | 10 | 10, 10, 10 | 1/10, 1/10, 1/10 | ||
| No. | Potential Causes | Qualitative Effects (Q) | Impacts on the Natural Environment (E) | ||
|---|---|---|---|---|---|
| Rating in Real Numbers | Rating in Triangular Fuzzy Numbers | Rating in Real Numbers | Rating in Triangular Fuzzy Numbers | ||
| 1 | Elongated and wide arc formed during a small current | 7 | 6, 7, 8 | 5 | 4, 5, 6 |
| 2 | Elongated and wide arc formed during high welding speed | 7 | 6, 7, 8 | 6 | 5, 6, 7 |
| 3 | Incorrect electrode angle | 8 | 7, 8, 9 | 3 | 2, 3, 4 |
| 4 | Extensive weaving movements as part of the weld formation | 6 | 5, 6, 7 | 3 | 2, 3, 4 |
| 5 | Welding current too high | 8 | 7, 8, 9 | 5 | 4, 5, 6 |
| 6 | High flow of liquid weld pool | 5 | 4, 5, 6 | 4 | 3, 4, 5 |
| 7 | Unclean weld layer | 5 | 4, 5, 6 | 5 | 4, 5, 6 |
| 8 | Inappropriate joint ratio (too small width-to-depth ration) | 4 | 3, 4, 5 | 6 | 5, 6, 7 |
| 9 | Unsuitable material | 6 | 5, 6, 7 | 4 | 3, 4, 5 |
| 10 | Bad carbon content in the weld (too high) | 5 | 4, 5, 6 | 2 | 1, 2, 3 |
| 11 | Impurities inside the weld | 4 | 3, 4, 5 | 7 | 6, 7, 8 |
| 12 | Worker rushed the process | 6 | 5, 6, 7 | 3 | 2, 3, 4 |
| 13 | No periodic training | 3 | 2, 3, 4 | 2 | 1, 2, 3 |
| 14 | Little worker experience | 5 | 4, 5, 6 | 3 | 2, 3, 4 |
| 15 | Fatigue | 2 | 1, 2, 3 | 2 | 1, 2, 3 |
| 16 | Unsuitable welding tool | 3 | 2, 3, 4 | 3 | 2, 3, 4 |
| 17 | Inadequate lighting | 4 | 3, 4, 5 | 2 | 1, 2, 3 |
| 18 | No TPM performed (total productive maintenance) | 6 | 5, 6, 7 | 3 | 2, 3, 4 |
| 19 | Outdated procedures/instructions | 5 | 4, 5, 6 | 2 | 1, 2, 3 |
| 20 | Electrode moisture | 6 | 5, 6, 7 | 2 | 1, 2, 3 |
| 21 | Noise | 4 | 3, 4, 5 | 4 | 3, 4, 5 |
| 22 | No calibration of auxiliary tools | 5 | 4, 5, 6 | 2 | 1, 2, 3 |
| 23 | Poor psychophysical condition of the employee | 2 | 1, 2, 3 | 3 | 2, 3, 4 |
| No. | Potential Causes | |||||
|---|---|---|---|---|---|---|
| 1 | Elongated and wide arc formed during a small current | 2.05 | 1.46 | 1.31 | 0.07 | 6.54 |
| 2 | Elongated and wide arc formed during high welding speed | 2.56 | 1.59 | 1.31 | 0.07 | 7.42 |
| 3 | Incorrect electrode angle | 1.02 | 1.34 | 1.48 | 0.05 | 5.15 |
| 4 | Extensive weaving movements as part of the weld formation | 1.02 | 1.10 | 1.15 | 0.04 | 4.40 |
| 5 | Welding current too high | 2.05 | 1.59 | 1.48 | 0.07 | 6.92 |
| 6 | High flow of liquid weld pool | 1.53 | 1.10 | 0.99 | 0.05 | 4.91 |
| 7 | Unclean weld layer | 2.05 | 1.22 | 0.99 | 0.06 | 5.79 |
| 8 | Inappropriate joint ratio (too small width-to-depth ration) | 1.53 | 1.22 | 1.15 | 0.05 | 5.28 |
| 9 | Unsuitable material | 1.53 | 1.22 | 1.15 | 0.05 | 5.28 |
| 10 | Bad carbon content in the weld (too high) | 0.51 | 0.85 | 0.99 | 0.03 | 3.14 |
| 11 | Impurities inside the weld | 1.53 | 1.34 | 1.31 | 0.06 | 5.66 |
| 12 | Worker rushed the process | 1.02 | 1.10 | 1.15 | 0.04 | 4.40 |
| 13 | No periodic training | 0.51 | 0.61 | 0.66 | 0.02 | 2.39 |
| 14 | Little worker experience | 1.02 | 0.98 | 0.99 | 0.04 | 4.02 |
| 15 | Fatigue | 0.51 | 0.49 | 0.49 | 0.02 | 2.01 |
| 16 | Unsuitable welding tool | 1.02 | 0.73 | 0.66 | 0.03 | 3.27 |
| 17 | Inadequate lighting | 0.51 | 0.73 | 0.82 | 0.03 | 2.76 |
| 18 | No TPM performed (total productive maintenance) | 1.02 | 1.10 | 1.15 | 0.04 | 4.40 |
| 19 | Outdated procedures/instructions | 0.51 | 0.85 | 0.99 | 0.03 | 3.14 |
| 20 | Electrode moisture | 0.51 | 0.98 | 1.15 | 0.04 | 3.51 |
| 21 | Noise | 1.53 | 0.98 | 0.82 | 0.05 | 4.53 |
| 22 | No calibration of auxiliary tools | 0.51 | 0.85 | 0.99 | 0.03 | 3.14 |
| 23 | Poor psychophysical condition of the employee | 0.51 | 0.61 | 0.66 | 0.02 | 2.39 |
| No. | Potential Causes | Rating in Real Numbers | Rating in Triangular Fuzzy Numbers |
|---|---|---|---|
| 1 | Elongated and wide arc formed during a small current | 8 | 7, 8, 9 |
| 2 | Elongated and wide arc formed during high welding speed | 8 | 7, 8, 9 |
| 3 | Incorrect electrode angle | 6 | 5, 6, 7 |
| 4 | Extensive weaving movements as part of the weld formation | 4 | 3, 4, 5 |
| 5 | Welding current too high | 4 | 3, 4, 5 |
| 6 | High flow of liquid weld pool | 8 | 7, 8, 9 |
| 7 | Unclean weld layer | 4 | 3, 4, 5 |
| 8 | Inappropriate joint ratio (too small width-to-depth ration) | 6 | 5, 6, 7 |
| 9 | Unsuitable material | 4 | 3, 4, 5 |
| 10 | Bad carbon content in the weld (too high) | 6 | 5, 6, 7 |
| 11 | Impurities inside the weld | 2 | 1, 2, 3 |
| 12 | Worker rushed the process | 2 | 1, 2, 3 |
| 13 | No periodic training | 7 | 6, 7, 8 |
| 14 | Little worker experience | 3 | 2, 3, 4 |
| 15 | Fatigue | 7 | 6, 7, 8 |
| 16 | Unsuitable welding tool | 4 | 3, 4, 5 |
| 17 | Inadequate lighting | 2 | 1, 2, 3 |
| 18 | No TPM performed (total productive maintenance) | 4 | 3, 4, 5 |
| 19 | Outdated procedures/instructions | 5 | 4, 5, 6 |
| 20 | Electrode moisture | 5 | 4, 5, 6 |
| 21 | Noise | 4 | 3, 4, 5 |
| 22 | No calibration of auxiliary tools | 2 | 1, 2, 3 |
| 23 | Poor psychophysical condition of the employee | 2 | 1, 2, 3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pacana, A.; Siwiec, D.; Pacana, J. Fuzzy Method to Improve Products and Processes Considering the Approach of Sustainable Development (FQE-SD Method). Sustainability 2023, 15, 9927. https://doi.org/10.3390/su15139927
Pacana A, Siwiec D, Pacana J. Fuzzy Method to Improve Products and Processes Considering the Approach of Sustainable Development (FQE-SD Method). Sustainability. 2023; 15(13):9927. https://doi.org/10.3390/su15139927
Chicago/Turabian StylePacana, Andrzej, Dominika Siwiec, and Jacek Pacana. 2023. "Fuzzy Method to Improve Products and Processes Considering the Approach of Sustainable Development (FQE-SD Method)" Sustainability 15, no. 13: 9927. https://doi.org/10.3390/su15139927