
Mechanical Properties of Engineered Cementitious Composites with Low Cost Fibers and Recycled Glass Filler



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Mixtures
2.2. Mechanical Tests
3. Results
4. Discussion
4.1. Plain ECC Mixtures
4.2. Low Cost PVA-ECC Mixtures
4.3. Compressive–Flexural Strength Relationship
5. Conclusions
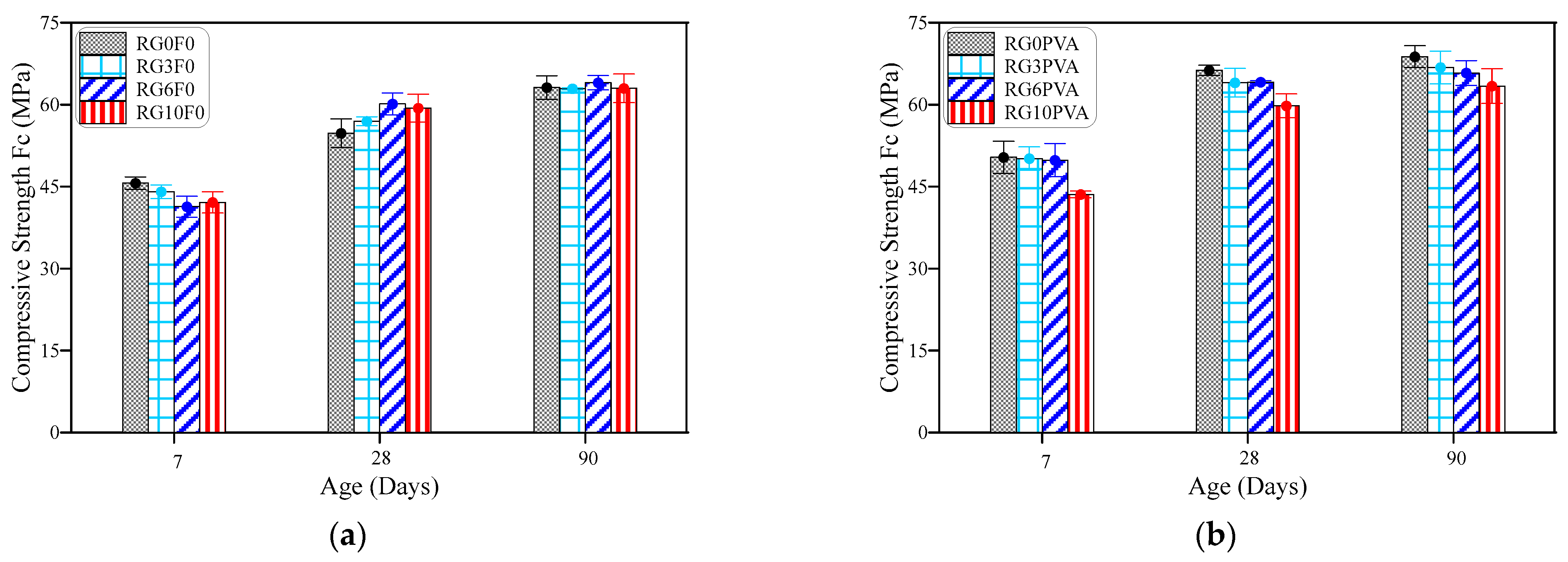
- For plain specimens where PVA fibers were not used, the addition of RG increased the compressive strength at mature ages (28 and 90 days), while this result was not recorded at early age (7 days), which is attributed to the late pozzolanic activity of the finest RG particles (less than 100 µm).
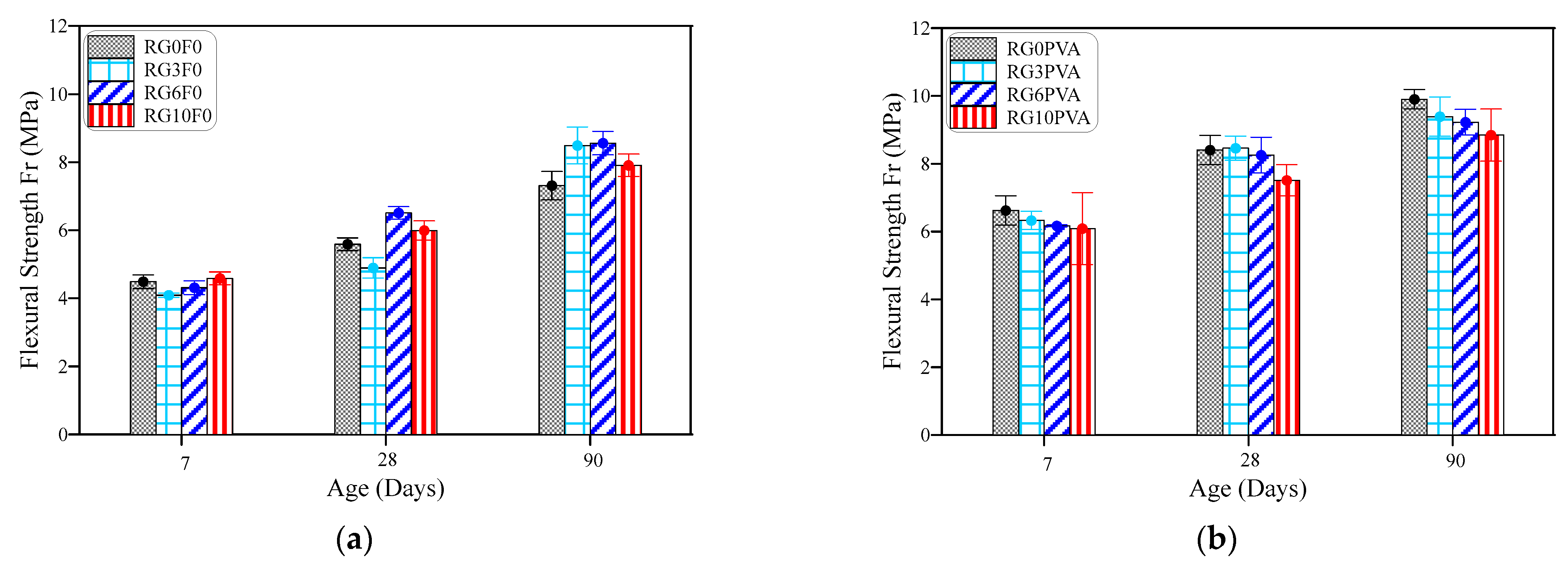
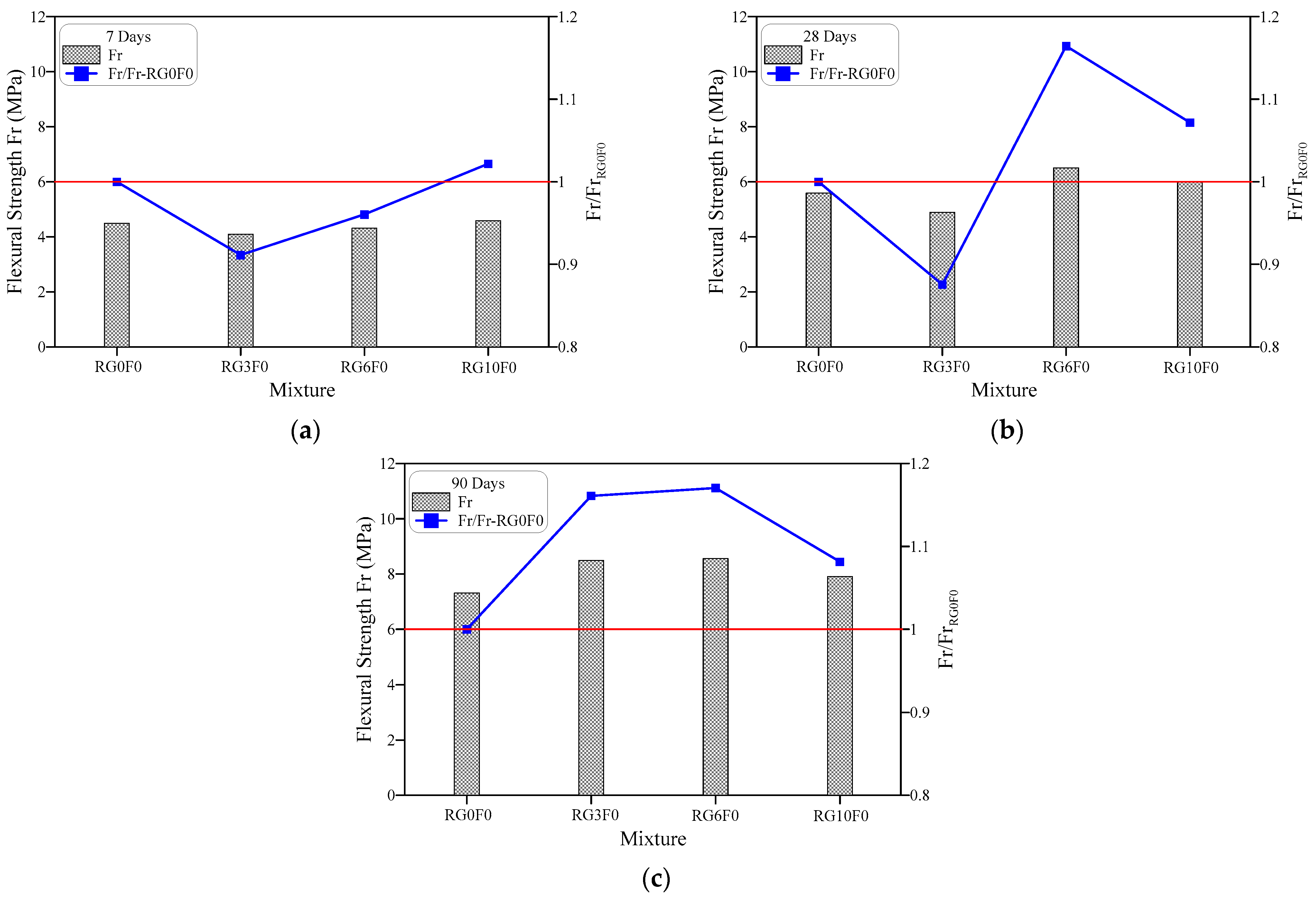
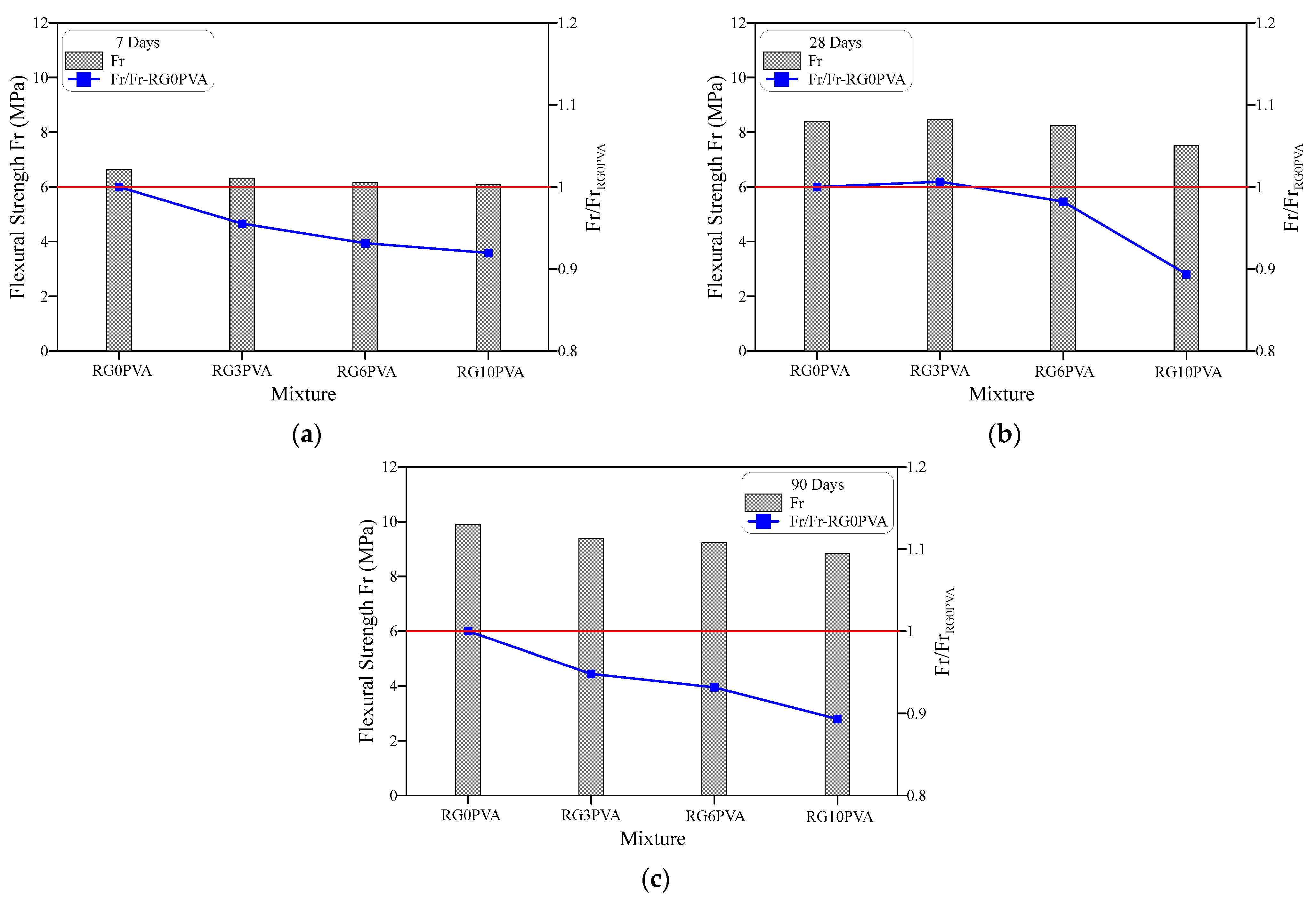
- The flexural strength of the plain specimens followed approximately similar trends to those of compressive strength at 7 days (decrease) and 28 days (increase), but with slight fluctuations around the reference records. However, the results of flexural strength exhibited an explicit increase for all RG replacement ratios at 90 days, where the strength was 8 to 17% higher than the reference specimens, which fully agrees with the results of the compressive strength at this age.
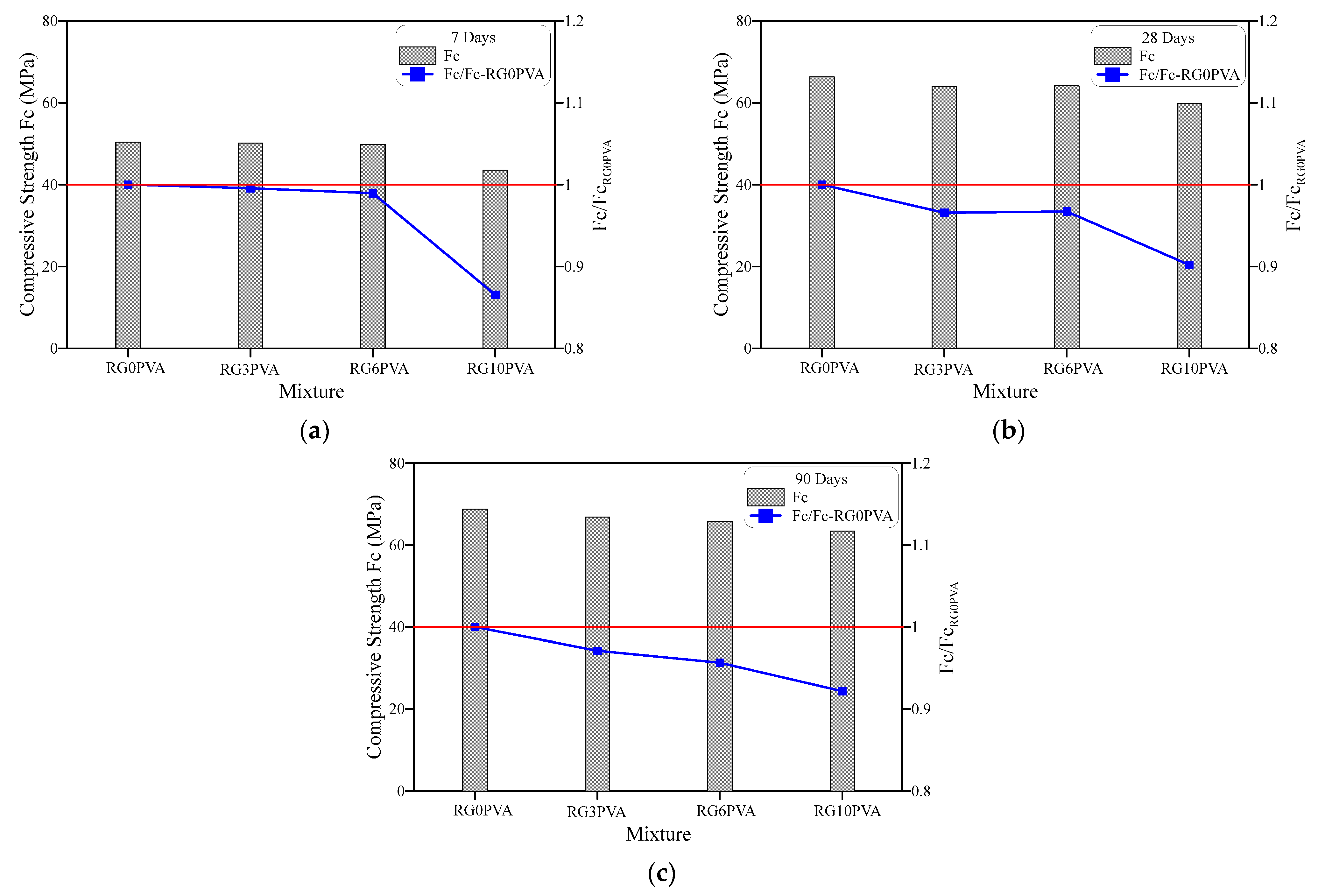
- Despite the fact that PVA fibers increased both compressive and flexural strengths, the replacement of silica sand with RG led to a different behavior for specimens incorporating low cost PVA fibers compared to their corresponding plain specimens, where RG replacement decreased both compressive and flexural strengths. The maximum strength decrease was recorded for specimens incorporating 100% RG, which ranged from 7.8 to 13.5% at the three ages compared to the corresponding specimens with 0% of RG.
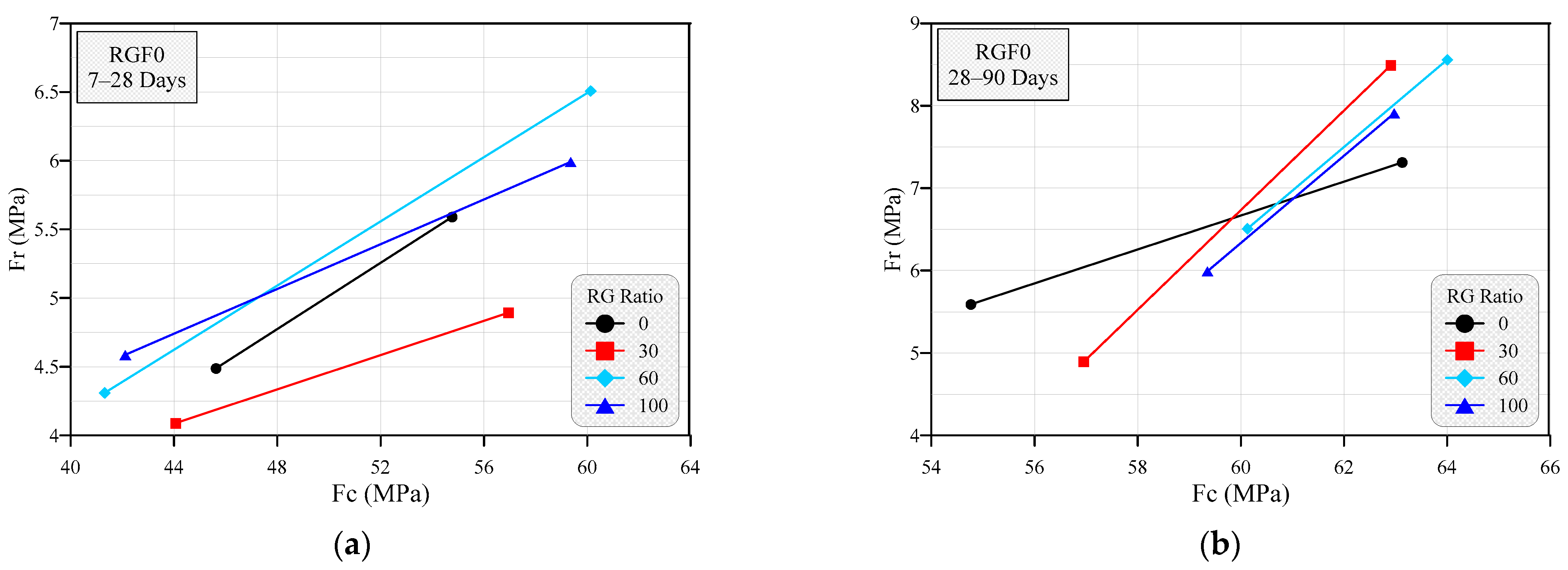
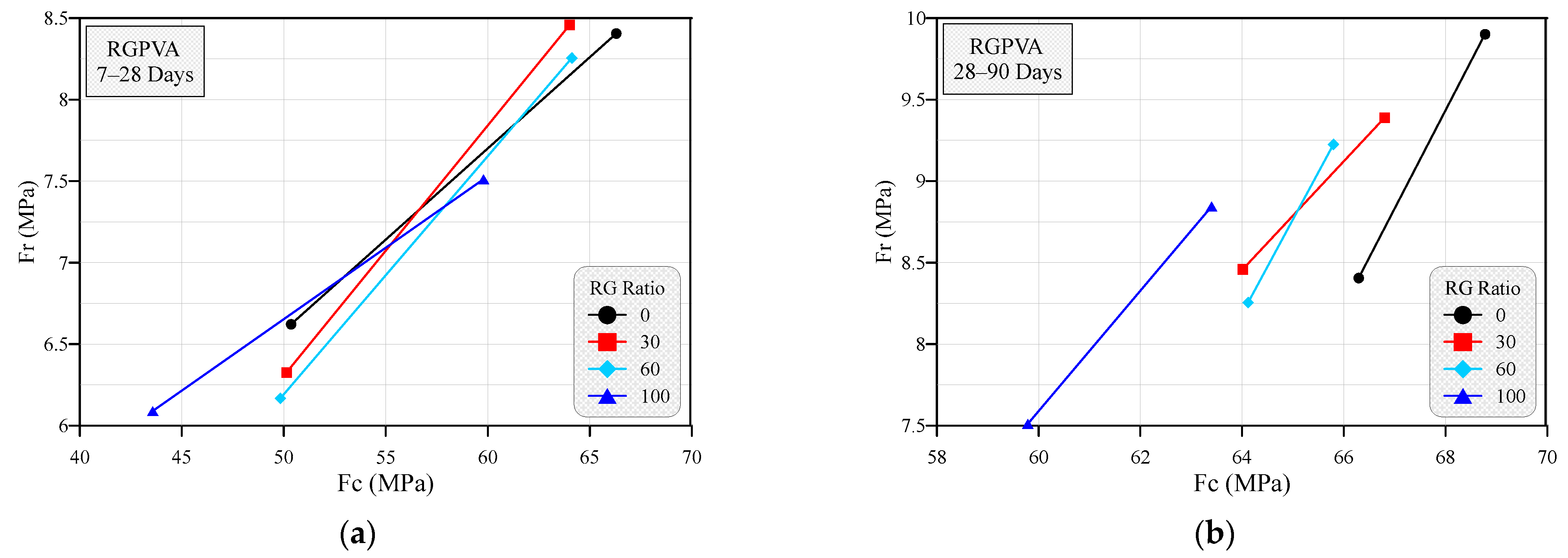
- Increasing the compressive strength increased the flexural strength for all mixtures and at all ages. However, the development ratios of flexural strength compared to compressive strength were higher after 28 days compared to that from 7 to 28 days. This development could be analyzed using the slopes of the compressive–flexural strength relations, which were significantly higher for the 28–90 days of maturing age compared to the earlier one from 7 to 28 days. These slopes were also higher for PVA-reinforced mixtures compared to plain mixtures reflecting the positive effect of fiber bridging role in increasing the flexural strength. The maximum slopes of the fibrous and plain specimens for the 7–28 days period were 0.15 and 0.12, respectively, while they were 0.60 and 0.53 for the 28–90 days period, respectively.
- As mentioned in the introduction, very few research works were conducted on cementitious composites with partial and full replacement of silica sand by fine recycled glass filler. The utilization of low cost PVA fibers rather than the standard costly surface-treated PVA fibers was investigated in combination with recycled glass filler in this study. It is suggested that the utilization of more sustainable fiber alternatives, such as recycled fibers with recycled glass fine filler in cementitious composites would be a useful and required future study.
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Prakash, R.; Raman, S.N.; Subramanian, C.; Divyah, N. 6—Eco-friendly fiber-reinforced concretes. In Handbook of Sustainable Concrete and Industrial Waste Management; Woodhead Publishing Series in Civil and Structural, Engineering; Colangelo, F., Cioffi, R., Farina, I., Eds.; Woodhead Publishing: Sawston, UK, 2022; pp. 109–145. [Google Scholar]
- Prakash, R.; Thenmozhi, R.; Raman, S.N.; Subramanian, C. Characterization of eco-friendly steel fiber-reinforced concrete containing waste coconut shell as coarse aggregates and fly ash as partial cement replacement. Struct. Concr. 2020, 21, 437–447. [Google Scholar] [CrossRef]
- Paul, S.C.; Savija, B.; Babafemi, A.J. A comprehensive review on mechanical and durability properties of cement-based materials containing waste recycled glass. J. Clean. Prod. 2018, 198, 891–906. [Google Scholar] [CrossRef]
- Dong, W.; Li, W.; Tao, Z. A comprehensive review on performance of cementitious and geoplymetric concretes with recycled waste glass as powder, sand or cullet. Resour. Conserv. Recycl. 2021, 172, 105664. [Google Scholar] [CrossRef]
- Jiang, Y.; Ling, T.; Mo, K.H.; Shi, C. A critical review of waste glass powder- Multiple roles of utilization in cement-based materials and construction products. J. Environ. Manag. 2019, 242, 440–449. [Google Scholar] [CrossRef]
- Naeini, M.; Mohammadinia, A.; Arulrajah, A.; Horpibulsuk, S.; Leong, M. Stiffness and strength characteristics of demolition waste glass and plastics in railway capping layers. Soils Found. 2019, 59, 2238–2253. [Google Scholar] [CrossRef]
- Khan, M.N.N.; Saha, A.K.; Sarker, P.K. Reuse of waste glass as a supplementary binder and aggregate for sustainable cement-based construction materials: A review. J. Build. Eng. 2020, 28, 101052. [Google Scholar] [CrossRef]
- Domínguez, A.; Domínguez, M.; Ivanova, S.; Centeno, M.; Odriozola, J. Recycling of construction and demolition waste generated by building infrastructure for the production of glassy materials. Ceram. Int. 2016, 42, 15217–15223. [Google Scholar] [CrossRef]
- Shi, C.; Wu, Y.; Riefler, C.; Wang, H. Characteristics and Pozzolanic Reactivity of Glass Powders. Cem. Concr. Res. 2005, 35, 987–993. [Google Scholar] [CrossRef]
- Jani, Y.; Hogland, W. Waste Glass in the Production of Cement and Concrete—A Review. J. Environ. Chem. Eng. 2014, 2, 1767–1775. [Google Scholar] [CrossRef]
- Omran, A.; Tagnit-Hamou, A. Performance of Glass-Powder Concrete in Field Applications. Constr. Build. Mater. 2016, 109, 84–95. [Google Scholar] [CrossRef]
- Islam, G.; Sadiqul, M.; Rahman, M.H.; Kazi, N. Waste Glass Powder as Partial Replacement of Cement for Sustainable Concrete Practice. Int. J. Sustain. Built Environ. 2017, 6, 37–44. [Google Scholar] [CrossRef] [Green Version]
- Ortega, J.M.; Letelier, V.; Solas, C.; Miró, M.; Moriconi, G.; Climent, M.Á.; Sánchez, I. Influence of Waste Glass Powder Addition on the Pore Structure and Service Properties of Cement Mortars. Sustainability 2018, 10, 842. [Google Scholar] [CrossRef] [Green Version]
- Xuan, D.; Tang, P.; Poon, C.S. Mswiba-Based Cellular Alkali-Activated Concrete Incorporating Waste Glass Powder. Cem. Concr. Compos. 2019, 95, 128–136. [Google Scholar] [CrossRef]
- Wang, Y.; Cao, Y.; Zhang, P.; Ma, Y. Effective Utilization of Waste Glass as Cementitious Powder and Construction Sand in Mortar. Materials 2020, 13, 707. [Google Scholar] [CrossRef] [Green Version]
- Yusuf, M.O.; Al-Sodani, K.A.A.; Adewumi, A.A.; Alateah, A.H.; Al-Tholaia, M.M.H.; Shamsah, S.M.I.; Tremiño, R.M.; Real-Herraiz, T.; Letelier, V.; Ortega, J.M. Influence of Waste Glass Powder Addition in the Microstructure and Durability of Mortars in the Very Long Term. Mater. Proc. 2021, 6, 10. [Google Scholar]
- Qazi, U.Y.; Alanazi, G.D.S. Microstructural Characteristics, Modeling of Mechanical Strength and Thermal Performance of Industrial Waste Glass Blended Concrete. Appl. Sci. 2022, 12, 8600. [Google Scholar]
- Shayan, A. Value-added utilisation of waste glass in concrete, iabse symposium melbourne. Cem. Concr. Res. 2002, 23, 58–66. [Google Scholar]
- Zeybek, Ö.; Özkılıç, Y.O.; Karalar, M.; Çelik, A.İ.; Qaidi, S.; Ahmad, J.; Burduhos-Nergis, D.D.; Burduhos-Nergis, D.P. Influence of Replacing Cement with Waste Glass on Mechanical Properties of Concrete. Materials 2022, 15, 7513. [Google Scholar] [CrossRef]
- Amin, M.; Agwa, I.S.; Mashaan, N.; Mahmood, S.; Abd-Elrahman, M.H. Investigation of the Physical Mechanical Properties and Durability of Sustainable Ultra-High Performance Concrete with Recycled Waste Glass. Sustainability 2023, 15, 3085. [Google Scholar] [CrossRef]
- Rashad, A.M. Recycled waste glass as fine aggregate replacement in cementitious materials based on Portland cement. Constr. Build. Mater. 2014, 72, 340–357. [Google Scholar] [CrossRef]
- Ismail, Z.Z.; Al-Hashmi, E.A. Recycling of waste glass as a partial replacement for fine aggregate in concrete. Waste Manag. 2009, 29, 655–659. [Google Scholar] [CrossRef]
- Du, H.; Tan, K.H. Properties of high volume glass powder concrete. Cem. Concr. Compos. 2017, 75, 22–29. [Google Scholar] [CrossRef]
- Corinaldesi, V.; Gnappi, G.; Moriconi, G.; Montenero, A. Reuse of ground waste glass as aggregate for mortars. Waste Manag. 2005, 25, 197–201. [Google Scholar] [CrossRef]
- Batayneh, M.; Marie, I.; Asi, I. Use of selected waste materials in concrete mixes. Waste Manag. 2007, 27, 1870–1876. [Google Scholar] [CrossRef]
- Adaway, M.; Wang, Y. Recycled glass as a partial replacement for fine aggregate in structural concrete—Effects on compressive strength. Electron. J. Struct. Eng. 2009, 14, 116–122. [Google Scholar] [CrossRef]
- Kou, S.; Poon, C. Properties of self-compacting concrete prepared with recycled glass aggregate. Cem. Concr. Compos. 2009, 31, 107–113. [Google Scholar] [CrossRef]
- Ali, E.E.; Al-Tersawy, S.H. Recycled glass as a partial replacement for fine aggregate in self-compacting concrete. Constr. Build. Mater. 2012, 35, 785–791. [Google Scholar] [CrossRef]
- Mardani-Aghabaglou, A.; Tuyan, M.; Ramyar, K. Mechanical and durability performance of concrete incorporating fine recycled concrete and glass aggregates. Mater. Struct. 2015, 48, 2629–2640. [Google Scholar] [CrossRef]
- Choi, S.Y.; Choi, Y.S.; Yang, E.I. Effects of heavy weight waste glass recycled as fine aggregate on the mechanical properties of mortar specimens. Ann. Nucl. Energy 2017, 99, 372–382. [Google Scholar] [CrossRef]
- Ling, T.-C.; Poon, C.-S.; Kou, S.-C. Feasibility of using recycled glass in architectural cement mortars. Cem. Concr. Compos. 2011, 33, 848–854. [Google Scholar] [CrossRef]
- Ling, T.-C.; Poon, C.-S. Properties of architectural mortar prepared with recycled glass with different particle sizes. Mater. Des. 2011, 32, 2675–2684. [Google Scholar] [CrossRef]
- Afshinnia, K.; Rangaraju, P.R. Impact of combined use of ground glass powder and crushed glass aggregate on selected properties of Portland cement concrete. Constr. Build. Mater. 2016, 117, 263–272. [Google Scholar] [CrossRef]
- Topçu, I.B.; Canbaz, M. Properties of concrete containing waste glass. Cem. Concr. Res. 2004, 34, 267–274. [Google Scholar] [CrossRef]
- Terro, M.J. Properties of concrete made with recycled crushed glass at elevated temperatures. Build. Environ. 2006, 41, 633–639. [Google Scholar] [CrossRef]
- Park, S.-B.; Lee, B.-C. Studies on expansion properties in mortar containing waste glass and fibers. Cem. Conc. Res. 2004, 34, 1145–1152. [Google Scholar] [CrossRef]
- Taha, B.; Nounu, G. Properties of concrete contains mixed colour waste recycled glass as sand and cement replacement. Constr. Build. Mater. 2008, 22, 713–720. [Google Scholar] [CrossRef]
- Borhan, T.M. Properties of glass concrete reinforced with short basalt fibre. Mater. Des. 2012, 42, 265–271. [Google Scholar] [CrossRef]
- Sharifi, Y.; Houshiar, M.; Aghebati, B. Recycled glass replacement as fine aggregate in self-compacting concrete. Front. Struct. Civil Eng. 2013, 7, 419–428. [Google Scholar] [CrossRef]
- Tan, K.H.; Du, H. Use of waste glass as sand in mortar: Part I e fresh, mechanical and durability properties. Cem. Conc. Compos. 2013, 35, 109–117. [Google Scholar] [CrossRef]
- Tuaum, A.; Shitote, S.; Oyawa, W. Experimental study of self-compacting mortar incorporating recycled glass aggregate. Buildings 2018, 8, 15. [Google Scholar] [CrossRef] [Green Version]
- Harrison, E.; Berenjian, A.; Seifan, M. Recycling of waste glass as aggregate in cement-based materials. Environ. Sci. Ecotechnol. 2020, 4, 100064. [Google Scholar] [CrossRef]
- Li, V.C. On engineered cementitious composites (ECC). J. Adv. Concr. Technol. 2003, 1, 215–230. [Google Scholar] [CrossRef] [Green Version]
- Yu, J.; Lu, C.; Leung, C.K.Y.; Li, G. Mechanical properties of green structural concrete with ultrahigh-volume fly ash. Constr. Build. Mater. 2017, 147, 510–518. [Google Scholar] [CrossRef]
- Yu, J.; Li, G.; Leung, C.K.Y. Hydration and physical characteristics of ultrahigh-volume fly ash-cement systems with low water/binder ratio. Constr. Build. Mater. 2018, 161, 509–518. [Google Scholar] [CrossRef]
- Turk, K.; Nehdi, M.L. Flexural toughness of sustainable ECC with high-volume substitution of cement and silica sand. Constr. Build. Mater. 2021, 270, 121438. [Google Scholar] [CrossRef]
- Sahmaran, M.; Yildirim, G.; Erdem, T.K. Self-healing capability of cementitious composites incorporating different supplementary cementitious materials. Cem. Concr. Compos. 2013, 35, 89–101. [Google Scholar] [CrossRef] [Green Version]
- Ozbay, E.; Sahmaran, M.; Lachemi, M.; Yucel, H.E. Self-healing of microcracks in high-volume fly-ash-incorporated engineered cementitious composites. ACI Mater. J. 2013, 110, 33–43. [Google Scholar]
- Yang, E.H.; Yang, Y.; Li, V.C. Use of high volumes of fly ash to improve ECC mechanical properties and material greenness. ACI Mater. J. 2007, 104, 620–628. [Google Scholar]
- Wang, S.; Li, V.C. Engineered cementitious composites with high-volume fly ash. ACI Mater. J. 2007, 104, 233–241. [Google Scholar]
- Ling, Y.; Wang, K.; Li, W.; Shi, G.; Lu, P. Effect of slag on the mechanical properties and bond strength of fly ash-based engineered geopolymer composites. Compos. B Eng. 2019, 164, 747–757. [Google Scholar] [CrossRef]
- Zhang, S.; Li, V.C.; Ye, G. Micromechanics-guided development of a slag/fly ash-based strain-hardening geopolymer composite. Cem. Concr. Compos. 2020, 109, 103510. [Google Scholar] [CrossRef]
- Aslani, F.; Wang, L.; Zheng, M. The effect of carbon nanofibers on fresh and mechanical properties of lightweight engineered cementitious composite using hollow glass microspheres. J. Compos. Mater. 2019, 53, 2447–2464. [Google Scholar] [CrossRef]
- da Costa, F.B.P.; Righi, D.P.; Graeff, A.G.; da Silva Filho, L.C.P. Experimental study of some durability properties of ECC with a more environmentally sustainable rice husk ash and high tenacity polypropylene fibers. Constr. Build. Mater. 2019, 213, 505–513. [Google Scholar] [CrossRef]
- Zhang, Z.; Yang, F.; Liu, J.-C.; Wang, S. Eco-friendly high strength, high ductility engineered cementitious composites (ECC) with substitution of fly ash by rice husk ash. Cem. Concr. Res. 2020, 137, 106200. [Google Scholar] [CrossRef]
- Huang, X.; Ranade, R.; Li, V.C. Feasibility Study of Developing Green ECC Using Iron Ore Tailings Powder as Cement Replacement. J. Mater. Civ. Eng. 2013, 25, 923–931. [Google Scholar] [CrossRef]
- Huang, X.; Ranade, R.; Ni, W.; Li, V.C. Development of green engineered cementitious composites using iron ore tailings as aggregates. Constr. Build. Mater. 2013, 44, 757–764. [Google Scholar] [CrossRef]
- Huang, X.; Ranade, R.; Zhang, Q.W.; Ni, W.; Li, V.C. Mechanical and thermal properties of green lightweight engineered cementitious composites. Constr. Build. Mater. 2013, 48, 954–960. [Google Scholar] [CrossRef]
- Al-Gemeel, A.N.; Zhuge, Y.; Youssf, O. Use of hollow glass microspheres and hybrid fibres to improve the mechanical properties of engineered cementitious composite. Constr. Build. Mater. 2018, 171, 858–870. [Google Scholar] [CrossRef]
- Aslani, F.; Wang, L. Development of strain-hardening lightweight engineered cementitious composites using hollow glass microspheres. Struct. Concr. 2020, 21, 673–688. [Google Scholar] [CrossRef]
- Siad, H.; Lachemi, M.; Sahmaran, M.; Mesbah, H.A.; Hossain, K.M.A. Use of recycled glass powder to improve the performance properties of high volume fly ash-engineered cementitious composites. Constr. Build. Mater. 2018, 163, 53–62. [Google Scholar] [CrossRef]
- Siad, H.; Lachemi, M.; Sahmaran, M.; Hossain, K.M.A. Mechanical, physical, and self-healing behaviors of engineered cementitious composites with glass powder. J. Mater. Civ. Eng. 2017, 29, 04017016. [Google Scholar] [CrossRef]
- Adesina, A.; Das, S. Influence of glass powder on the durability properties of engineered cementitious composites. Constr. Build. Mater. 2020, 242, 118199. [Google Scholar] [CrossRef]
- Hisseine, O.A.; Tagnit-Hamou, A. Characterization and nano-engineering the interface properties of PVA fibers in strain-hardening cementitious composites incorporating high-volume ground-glass pozzolans. Constr. Build. Mater. 2020, 234, 117213. [Google Scholar] [CrossRef]
- Hisseine, O.A.; Tagnit-Hamou, A. Nanocellulose for ecological nanoengineered strain-hardening cementitious composites incorporating high-volume ground-glass pozzolans. Cem. Concr. Compos. 2020, 112, 103662. [Google Scholar] [CrossRef]
- Adesina, A.; Das, S. Mechanical performance of engineered cementitious composite incorporating glass ass aggregate. J. Clean. Prod. 2020, 260, 121113. [Google Scholar] [CrossRef]
- Adesina, A.; Das, S. Durability evaluation of green-engineered cementitious composite incorporating glass as aggregate. J. Mater. Civ. Eng. 2020, 32, 04020354. [Google Scholar] [CrossRef]
- Du, H.; Tan, K.H. Concrete with recycled glass as fine aggregates. ACI Mater. J. 2014, 111, 47–58. [Google Scholar]
- Ahmed, K.S.; Rana, L.R. Fresh and hardened properties of concrete containing recycled waste glass: A review. J. Build. Eng. 2023, 70, 106327. [Google Scholar] [CrossRef]
- Liu, S.; Wang, S.; Tang, W.; Hu, N.; Wei, J. Inhibitory effect of waste glass powder on ASR expansion induced by waste glass aggregate. Materials 2015, 8, 6849–6862. [Google Scholar] [CrossRef] [Green Version]
- Siad, H.; Lachemi, M.; Sahmaran, M.; Hossain, K.M.A. Effect of glass powder on sulfuric acid resistance of cementitious materials. Constr. Build. Mater. 2016, 113, 163–173. [Google Scholar] [CrossRef]
- Limbachiya, M.C. Bulk engineering and durability properties of washed glass sand concrete. Constr. Build. Mater. 2009, 23, 1078–1083. [Google Scholar] [CrossRef]
- Abid, S.R.; Hilo, A.; Daek, Y.H. Experimental tests on the underwater abrasion of engineered cementitious composites. Constr. Build. Mater. 2018, 171, 779–792. [Google Scholar] [CrossRef]
- Abid, S.R.; Shamkhi, M.S.; Mahdi, N.S.; Daek, Y.H. Hydro-abrasive resistance of engineered cementitious composites with PP and PVA fibers. Constr. Build. Mater. 2018, 187, 168–177. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, Q. Matrix tailoring of Engineered Cementitious Composites (ECC) with non-oil-coated, low tensile strength PVA fiber. Constr. Build. Mater. 2018, 161, 420–431. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixture | % Replacement of RG | % Fiber |
|---|---|---|
| RG0F0 | 0 | 0 |
| RG3F0 | 30 | |
| RG6F0 | 60 | |
| RG10F0 | 100 | |
| RG0PVA | 0 | 2.0 |
| RG3PVA | 30 | |
| RG6PVA | 60 | |
| RG10PVA | 100 |
| Fiber Type | Length (mm) | Diameter (µm) | Fu (MPa) | E (GPa) |
|---|---|---|---|---|
| PVA | 6 | 39 | 1620 | 42.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abid, S.R.; Nahhab, A.H.; Al-Dahawi, A.M.; Kadhum, A.L.; Ali, S.H. Mechanical Properties of Engineered Cementitious Composites with Low Cost Fibers and Recycled Glass Filler. Sustainability 2023, 15, 9952. https://doi.org/10.3390/su15139952
Abid SR, Nahhab AH, Al-Dahawi AM, Kadhum AL, Ali SH. Mechanical Properties of Engineered Cementitious Composites with Low Cost Fibers and Recycled Glass Filler. Sustainability. 2023; 15(13):9952. https://doi.org/10.3390/su15139952
Chicago/Turabian StyleAbid, Sallal R., Ali H. Nahhab, Ali M. Al-Dahawi, Ahmed L. Kadhum, and Sajjad H. Ali. 2023. "Mechanical Properties of Engineered Cementitious Composites with Low Cost Fibers and Recycled Glass Filler" Sustainability 15, no. 13: 9952. https://doi.org/10.3390/su15139952