Abstract
The Facility Layout Problem (FLP) is a challenging task with significant sustainability implications. Due to its multifaceted nature, it is classified as a non-deterministic polynomial-time (NP)-hard problem, further compounded by increasing computational demands. The FLP aims to optimise the allocation of factory facilities to maximise production efficiency while minimising material handling costs. To tackle these challenges, researchers have developed a two-phase heuristic algorithm called The Origin (TO), which draws inspiration from the experiential process of the bin-packing problem. The TO algorithm considers various factors, such as operating and capacity limitations, as well as material handling costs, to optimize facility layout designs. Extensive evaluations of the TO algorithm using benchmark sizes ranging from 14 to 125 have shown that it outperforms alternative metaheuristic approaches. The TO algorithm yields more sustainable outcomes by minimising material handling costs while improving production efficiency. These results highlight the importance of addressing various constraints, especially industrial constraints, in facility layout designs and demonstrates the potential of heuristic algorithms to support these efforts.
1. Introduction
The process of optimising facility layout is a critical aspect of supply chain management, and it plays a substantial role in enhancing managerial competitiveness. The Facility Layout Problem (FLP) involves strategic placement of resources, such as equipment, materials, and personnel, while gathering data to minimise costs, handling, bottlenecks, accidents, and worker and component distance. Successfully addressing FLPs can improve human resource’s well-being and boost manufacturing productivity. However, this process is a time-consuming, expensive, and ongoing investment that requires continuous attention. An effective facility layout can aid in overcoming FLPs, especially in work areas, machinery, storage, and offices [1]. Almost 50% of production costs are associated with Material Handling Costs (MHC), making facility optimisation a widely studied topic [2]. Designing an ideal FLP is crucial in establishing a manufacturing operation. The designer must reduce movement distance between material handlers and workers while simultaneously redesigning the plant layout without neglecting manufacturing costs.
Two constraints come into play when reducing MHC: plant and layout area necessities and site limitations. Additional restrictions exist in multi-level plants, such as floor loading and floor-to-ceiling, clear-height limitations. The designed layouts must also consider the workflow and plant role. The earliest FLP study examined Equal-Area FLPs (EA-FLPs) to reduce MHCs. Later, Unequal-Area FLPs (UA-FLPs) were proposed, as EA-FLPs did not efficiently utilise the facility area. The cellular production layout involves congregating machinery according to similar process necessities. With technological advancements, metaheuristics are currently employed to overcome large FLPs.
This study presents a novel heuristic approach called ‘The Origin’ (TO) algorithm for designing manufacturing plant layouts that prioritise sustainability. Based on the bottom-left-filled method, the TO algorithm outperforms alternative metaheuristics in resolving the FLP while also minimising environmental impact. To evaluate the efficiency of the TO algorithm, a comparison was made with FLPs utilised in previous studies. The study aimed to provide decision-makers with viable layout selections that maximise production efficiency while minimising environmental impact. The importance of an excellent facility layout in overcoming production challenges cannot be overstated. By contributing to the knowledge gap in generating the best solution to overcome FLPs, this study offers valuable insights into sustainable facility layout design. The findings underscore the significance of adopting innovative heuristic algorithms, like the TO algorithm, to improve manufacturing plant design and drive sustainable development.
The structure of the article is organized into several sections. Section 2 presents the methodology that was employed in the study. In this section, the research design, sampling techniques, data collection procedures, and data analysis techniques are elaborated. Section 3 of the article presents the results of the study. This section provides an in-depth analysis of the data collected and highlights the key findings of the study. In Section 4, the administrative consequences of the study are discussed. This section provides an overview of the practical implications of the findings and their potential impact on the administrative policies and practices of organizations. Finally, in Section 5, the article concludes with a summary of the main findings, implications, and limitations of the study. Additionally, future recommendations for further research in the field are also discussed in this section.
2. Methodology
A modified mathematical design for the Facility Layout Problem (FLP) was introduced in 2009, which led to a groundbreaking transformation of the plant layout optimisation field, providing an improved and innovative approach [3]. One of the primary challenges in plant layout optimisation is overcoming the constraints of plant size, and to address this obstacle, The Origin (TO) algorithm was developed. The algorithm generates workable designs for a wide range of configurations with minimal design modifications to accommodate various layouts. To achieve this, the algorithm assumes all plants are rectangular, making for smooth implementation. The success of the TO algorithm highlights the importance of customised and inventive mathematical designs in tackling complex problems, such as plant layout optimisation. Figure 1 illustrates the research methodology followed in this study, which involved identifying the research problem, reviewing literature, developing a theoretical framework, coding, collecting and testing data, evaluating algorithm effectiveness, analysing results, and drawing conclusions. These steps ensured high-quality research outcomes.
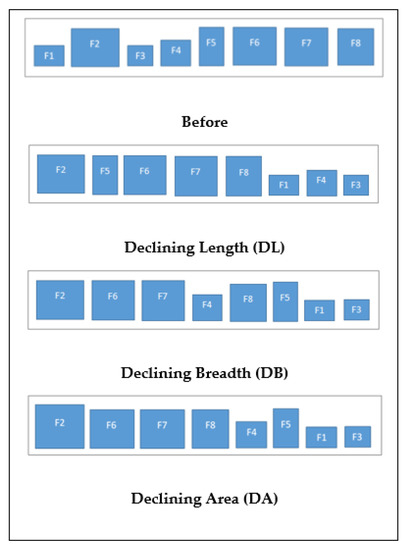
Figure 1.
Pre-analysis Phase.
2.1. Constraints Importance
The Facility Layout Problem (FLP) is a crucial sustainability challenge in manufacturing industries that aims to minimise material handling costs while simultaneously meeting production constraints and generating feasible layouts. In this study, FLPs are addressed by considering the following constraints:
- The first facility is placed at the origin, (0,0), which serves as a reference point.
- Non-intersecting (non-overlapping) constraints of the model that force the facilities to lie on the ground without any overlapping [4].
- All departments must be located within the given facility, and there must be no interference between any two departments. The departmental boundaries must not be exceeded [4].
- Fixed rectangular shapes [3].
- Static flow between facilities does not change with their arrangement and remains the same after a complete facility layout is generated by the algorithm.
- The area of each department is fixed in each iteration, but its length and width may vary from one iteration to the next, based on the pre-processing option chosen.
- Total wastage ≤ total usage
- Flexible layouts for future design changes.
- The input or output placement—This is one of the crucial points because it illustrates the entrance and exit or loading and unloading area of a layout [2].
These constraints play a significant role in determining the complexity of an FLP and whether it is a simple problem with few restrictions or a more challenging one with several constraints. While constraints may increase processing time, they lead to higher-quality solutions and contribute to the sustainability of the manufacturing process. In this study, nine constraints were considered, each with a different weight.
2.2. Input Information (Constant)
The following notations are used in the development of the mathematical model:
Facility length i
Facility breadth i
Sum between two facilities (flow per unit distance) i and j
Interval between the facility i center to facility j
A large number,
1, 2, …, N
1, 2, …, N
Facility orientation i
Facility area i
Output Data (Decision Variables)
coordinates of the facility centroid i
2.3. Objective Role and Limitations
Plant layout optimisation is a crucial aspect of production management that seeks to minimise the total material handling costs (MHC) between different facilities, which is calculated by multiplying the flow rate between facilities and the path length between them. The MHC is a quantitative factor that is pivotal to the success of any facility layout planning endeavour. The algorithmic solution of this equation can provide a layout that minimises the total MHC, assuming the cost per unit distance is one, which ultimately reduces the overall cost of production. The main objective of Facility Layout Planning (FLP) is to minimise material handling costs (MHCs) between facilities; an example of this is shown in Equation (1). The function to minimise the sum of total product between the costs, flows, and distance travelled from one facility to another from their centroids is by using the Manhattan (rectilinear) distance formulation, where and represents the centroid for facility i to be placed in the layout. It is assumed that the cost per unit distance is one. This approach guarantees a cost-efficient, time-saving, and hassle-free process for manufacturers.
It is worth noting that the model has constraints that perform essential tasks, such as preventing facilities from overlapping, restricting facility extremities to the layout interior, and defining the domains of variables. This makes it a reliable and efficient model for plant layout optimisation, and it can be easily adapted to suit the needs of any facility. In conclusion, the application of the FLP model has proven to be effective in reducing material handling costs, and its adoption can lead to a significant reduction in overall production costs while simultaneously increasing efficiency and productivity.
The development of mathematical models for facility layout planning necessitates the inclusion of a set of constraints in order to provide a robust and efficient solution. Among the constraints utilised in the model, Equations (2) and (3) stand out as being particularly important. These constraints are designed to ensure that the first facility is located at the origin, (0,0), which serves as a reference point.
By guaranteeing that the first facility is placed at the origin, Equations (2) and (3) offer a precise starting point for the optimisation algorithm. This starting point, in turn, is vital for generating an efficient and accurate solution. The TO algorithm, when combined with these equations, produces a facility layout that minimises the MHC between facilities, resulting in a more efficient and cost-effective production process. The significance of these constraints to the overall success of the study cannot be overstated. They serve as the basis for the optimisation algorithm, and their inclusion in the model ensures that the facility layout planning problem is solved with precision and accuracy. Their contribution to the study is, therefore, significant, and their effectiveness in generating an optimal solution is essential to reducing the overall cost of production. The use of Equations (2) and (3) highlights the importance of precise and well-defined constraints in the development of effective mathematical models for facility layout planning.
The plant layout optimisation problem is further defined by a set of constraints, which ensure that the facilities are placed in a manner that satisfies the objective function and optimises the total material handling costs (MHCs) between the facilities. Constraints (4) to (7) are the disjunctive constraints that prevent every pair of facilities from overlapping or intercepting. These constraints specify that a facility, i, can be either to the left of, right of, above or below a facility, j, and there is a constraint for each case based on the shortest distance from the origin. In other words, based on the location of the facility and the shortest distance to the origin, the appropriate binary variable is activated, enforcing the appropriate constraints. This ensures that the facilities are placed in a manner that does not violate any spatial requirements, and prevents them from overlapping, which would result in increased material handling costs.
Moreover, Constraint (8) is used to ensure that only one of the four Constraints (4) to (7) is activated at any given time. This is because these constraints are mutually exclusive, and activating one constraint renders the other three redundant. By enforcing Constraint (8), the optimisation model ensures that only the relevant constraint is activated, depending on the location of the facility and the shortest distance to the origin. In this way, the optimisation model ensures that the layout satisfies all spatial requirements, while minimising the total MHCs between the facilities, resulting in a layout that is both efficient and cost-effective.
Constraints (9) and (10) specify the restrictions on each variable. As for Constraint (10), it serves as the non-negative constraint. indicating that in this situation, only the positive quadrant is taken into consideration.
2.4. Heuristic Methods
The process of facility layout planning can be challenging, as it requires careful consideration of numerous factors, including the flow rate between facilities, path length, and material handling costs. In order to address these challenges, the proposed method for facility layout planning involves a two-stage heuristic algorithm. This algorithm provides a systematic and efficient approach to facility layout planning, with the ultimate goal of improving the overall efficiency and effectiveness of facility layouts.
The first stage of the proposed method involves determining the choosing sequence of the facilities. This is a crucial step in the process, as the order of facility placement can significantly impact the efficiency of the layout plan. In order to determine the optimal choosing sequence, various factors such as flow rate and path length between the facilities are considered. Once the optimal choosing sequence has been established, the second stage of the algorithm involves the placement of the facilities. This stage aims to determine the most effective location for each facility, while adhering to the constraints of the layout plan.
By dividing the facility layout planning process into two distinct stages, the proposed method provides an efficient and effective framework for optimising facility placement. This two-stage heuristic algorithm offers numerous benefits, including increased accuracy, reduced computational time, and improved efficiency. Additionally, the algorithm has the potential to enhance the overall efficiency and effectiveness of facility layouts, resulting in increased productivity and cost savings. Overall, the proposed method represents a significant contribution to the field of facility layout planning, providing a comprehensive and effective approach to optimising facility placement.
The Origin Heuristic
Stage 1: Pre-analysis
The first stage of the study involved exploring four different types of pre-processing techniques: decreasing length (DL), decreasing breadth (DB), decreasing area (DA), and no fixed arrangement (none). These techniques were crucial in arranging the study’s facilities before they were placed in the manufacturing plant. By arranging the facilities in accordance with the pre-processing stages, the MHC between facilities was minimised, and optimal positions for each facility within the plant were identified.
Figure 1 illustrated the different pre-processing stages with the exception of “none”, which had no fixed pre-processing. In situations where multiple facilities shared the same DL or DB values, a tiebreaker was used to determine their order. Similarly, in cases where some facilities shared the same area values, the breadth or length was used to break the tie. If the breadths or lengths were equal, the tie was broken arbitrarily.
Overall, the purpose of the first stage was to establish a foundation for the subsequent phases of the study, which aimed to further optimise the placement of the study’s facilities to achieve the study’s objectives. This process allowed for a systematic and efficient approach to facility layout planning, enabling the study to minimise the total MHC between facilities and ultimately reduce the overall cost of production.
Stage 2: Operating
The processing stage of the study played an essential role in optimising the position of the study’s facilities within the manufacturing plant to achieve the study’s objectives. The primary procedures for developing the Origin heuristic were executed during this stage with the aim of minimising the MHC. Figure 2 presents all the procedures involved in the processing stage in a diagrammatic form, providing a clear visual representation of the steps taken. In Figure 2a illustrates the first facility is placed at the origin (0,0). Then, the shortest distance is calculated at each corner point of the first facility as shown in Figure 2b. Figure 2c is where the facility is tested at each corner point before placement, for example, reference point = (0,0), distance a = 5, distance b = 6.4, distance c = 5, shortest distance = Min {5, 6.4, 5} = 5, break tie arbitrarily. Then, choose the minimum distance and place the second facility as presented in Figure 2d. All the other facilities are placed by filling up the plane based on the shortest distance from the origin at the bottom-left corner as shown in Figure 2e–g. The finalised layout is shown in Figure 2h. Then, the calculation of the overall cost from their centroid after placement of all facilities. Algorithm 1 illustrates the step-by-step approach of the heuristic method, outlining the specific actions taken at each stage.
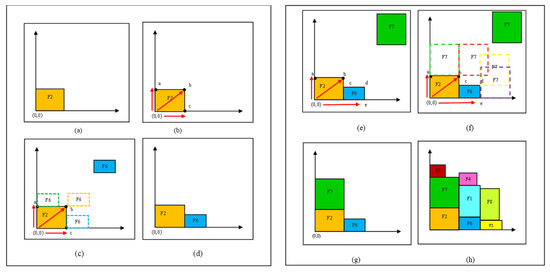
Figure 2.
Graphical Representation of The Operating Stage.
The heuristic method employed during the processing stage was designed to determine the optimal position of each study facility within the manufacturing plant to reduce the overall MHC. This approach was critical to the study as it provided a means of achieving its objectives, specifically reducing costs and improving efficiency. The results obtained from this stage were used to inform subsequent phases of the study, which aimed to further optimise the position of the study’s facilities. Overall, the processing stage of the study was a critical component in achieving the study’s objectives, with the heuristic approach providing a systematic and efficient means of determining the optimal placement of each facility within the manufacturing plant. This stage served as a foundation for subsequent phases, which aimed to build on the results obtained to further optimise the study’s outcomes. Through this approach, the study was able to achieve its objectives and contribute to the field of facility layout planning.
| Algorithm 1: Facility Layout Planning Algorithm |
| Input: Set of facilities F, manufacturing plant boundaries B |
| Output: Optimal facility layout with minimised MHC |
|
|
|
|
|
|
|
|
|
|
This algorithm outlines the proposed method for facility layout planning, which involves a two-stage heuristic approach. In the first stage, facilities are arranged according to decreasing length (DL), decreasing breadth (DB), decreasing area (DA), and no fixed arrangement (none). The second stage involves the placement of facilities based on the calculated intervals and the objective function, while adhering to the constraints of the layout plan. By dividing the facility layout planning process into two distinct stages, the proposed method offers a systematic and efficient approach to facility layout planning.
3. Results
This section of the document outlines the results of computational experiments conducted to evaluate the efficacy of the proposed heuristic technique—The Origin (TO). Thirteen different instances of varying sizes, ranging from small to large, were used to validate and evaluate the performance of the suggested heuristics method. A summary of the instances used in this study is provided in Table 1.

Table 1.
The Literature UA-FLPs Information Summary.
To determine the distances between the different facilities based on their centroids, the Manhattan distance formula (Equation (11)) was used.
Table 2, Table 3 and Table 4 comprise six different columns. The first column contains the name of each instance, while the second column is split into three sub-columns, each displaying the best, the average, and the worst value of the material handling cost (MHC) for the respective instances. The third column contains the results for total area utilised, ranked from best to worst, and also includes the average value. The fourth column displays the total space utilised, labelled as Used. The fifth column comprises three sub-columns that display the best, the average, and the worst value of wastage. Lastly, the last column provides the overall percentage of wastage for all the instances. The results of the TO heuristic instances without post-processing are presented in Table 2 and are labelled as (B). The findings of the TO heuristic, with instances that included a post-processing stage applying the tower checking technique, are displayed in Table 3 and the outcomes of the tests conducted on instances with input–output requirements are shown in Table 4, which are denoted (TC) and (IO), respectively.
Table 2.
Results of UA-FLPs instances with TO heuristic (without post-processing stage) (B).
Table 3.
Results of UA-FLPs instances with TO heuristic (with post-processing stage) (TC).
Table 4.
TO heuristic Results of Instances with Input-Output (IO) Constraint.
Furthermore, Table 5 presents a concise summary of the recommended approach, along with additional criteria for evaluating specific instances. The table consists of four columns with the first column displaying the name of each instance. The second column is further divided into three sub-columns, representing the MHC for each instance when using the TO Basic (B) algorithm, the TO Tower Checking (TC) algorithm, or the TO Input–Output (IO) algorithm. The third column of the table lists the best-known solutions (BKS) obtained using each of the three algorithms. Finally, the fourth column displays the best technique obtained for each instance. Overall, this table provides a comprehensive overview of the recommended approach and the results obtained for each instance, facilitating an objective evaluation of the effectiveness of the algorithms employed.
Table 5.
Summary of the proposed algorithm with the additional constraints for the instances.
In Table 5, the comparison between the performance of the TO heuristic algorithm with the basic (B) algorithm, tower checking (TC), and input–output (IO) requirements. The results indicate that the TO heuristic algorithm with B and TC requirements contributed to the largest percentage (38%) to generate the best-known solutions (BKS) for most of the medium-sized instances. On the other hand, TO heuristic, with TC requirements alone, obtained 31% of the minimum material handling cost (MHC) values for small-, medium-, and large-sized instances. Similarly, TO heuristic with IO requirements was found to be effective for dealing with medium to large-scale instances, achieving 31% of the total best MHC values. Based on these findings, it can be concluded that TO heuristics with TC requirements is the best fit for small-sized instances, while TO heuristics with IO requirements is the most effective approach for large-sized instances.
The Origin (TO) heuristic algorithm has provided significant results based on the findings and comparisons presented in Table 6, which detail the efficiency of the proposed approach compared to previous research. The results indicate that the TO heuristic algorithm outperforms population-based heuristic with local search [5], VIP-PLANOPT [6], and Particle Swarm Optimisation [7] for all observed instances. This is particularly noteworthy given that these methods are well-established techniques for solving UA-FLPs. Moreover, the TO heuristic algorithm performs exceptionally well with large datasets, such as O20 and Ami49, with an improvement index of 48.13% and 36.48%, respectively, over prior techniques. This highlights the algorithm’s capability to efficiently handle complex and large-scale problems, which is a significant advantage in facility layout planning. The fact that the TO heuristic algorithm consistently produces viable answers for UA-FLPs further reinforces its efficacy in the field.
Table 6.
Comparison between the TO and Previous Literature.
Furthermore, compared to other known methods, the TO heuristic accomplishes the BKS for all observed instances, providing tangible evidence that heuristic approaches are still relevant for solving UA-FLPs. This is an important contribution to the field, as it demonstrates that the proposed approach is a competitive alternative to existing methods. Although the quality of the solutions produced by the TO heuristic algorithm is limited by the rigidity of search methodologies, it consistently provides reliable solutions. Moreover, it enhances the search capabilities of the approach when solving medium to large-sized instances. The results obtained from this study would be valuable for researchers and practitioners working in the field of facility layout planning, providing them with an effective tool to solve UA-FLPs.
4. Administrative Consequences
In recent times, there has been a growing emphasis on sustainability by companies, not just limited to environmental concerns, but also encompassing social and economic aspects. However, layout planning has posed a significant challenge in achieving this objective, mainly due to the static nature of the current layouts. As a result, companies are unable to attain dynamic layouts that are necessary for sustainable operations, and instead, they are forced to design layouts for medium to long-term periods, which can be time-consuming and complicated. The goal of this study was to help production and service facilities improve their layout organization in a sustainable and innovative way. The study recognized the complexity of Facility Layout Problems (FLPs), which require multiple operational and specialised tasks, involving several departments that cannot be solved independently.
To address these challenges, the researchers developed a unique algorithm and compared its effectiveness against similar techniques in solving FLPs. The results showed that the algorithm was effective in solving FLPs and could be applied in real-life situations by administrators. By improving layout organization and optimising production processes, this study provides a practical tool for businesses to reduce costs while maintaining high levels of innovation. This has significant implications for industries seeking to improve their sustainability efforts as well, as optimising production processes can result in reduced waste and energy consumption. Overall, this study highlights the importance of addressing FLPs and provides a practical solution for facilities to achieve higher levels of cost efficiency, innovation, and sustainability.
5. Conclusions and Future Recommendations
The conclusion of the paper highlights the development of a new heuristic approach, called The Origin (TO) heuristic, for solving Facility Layout Problems (FLPs). The proposed approach is a variation of the bottom-left-filled heuristic that fills up the rectangular floor space, based on the shortest distance from the origin at the bottom-left corner. This paper is the first to investigate the use of TO heuristic for both EA-FLPs and UA-FLPs, and it has been shown to yield a high-success rate in achieving the best solution for complex and dynamic FLPs. The article also discusses the implications of the proposed approach for solving more specific constraints, such as input–output points for all facilities, and the possibility of combining it with other heuristic and meta-heuristic algorithms to further improve efficiency and effectiveness. The findings of this study are valuable for researchers and practitioners working in the field of facility layout planning, as they offer an efficient way to solve EA-FLPs, as well as large-sized UA-FLPs. Moreover, the results of this study can be used to help production and service facilities improve their cost efficiency and innovation levels.
In summary, the proposed method shows significant potential in solving complex and dynamic FLPs, and it offers a foundation for future research in this field. By providing efficient and effective solutions, the method promotes sustainability through reduced material handling costs and optimised facility layout designs. This study highlights the significance of heuristic algorithms in addressing real-world problems, contributing to the development of innovative and efficient solutions to complex optimisation problems. The findings demonstrate the potential of the proposed method to have a significant impact on industry and academia, with the potential to drive progress towards more sustainable manufacturing practices.
Author Contributions
Conceptualization, N.N.N., R.A.R. and G.M.; methodology, N.N.N.; software, N.N.N.; validation, N.N.N., R.A.R. and G.M.; formal analysis, N.N.N.; investigation, N.N.N.; resources, N.N.N.; data curation, N.N.N.; writing—original draft preparation, N.N.N.; writing—review and editing, N.N.N., R.A.R. and G.M.; visualization, N.N.N., R.A.R. and G.M.; supervision, R.A.R. and G.M.; project administration, N.N.N.; funding acquisition, N.N.N. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
Secondary data collected from public domain.
Acknowledgments
This research was supported by Fisabilillah Research & Development Grant Scheme (FRDGS) (Grant ID: MMUE/210021), Multimedia University, Cyberjaya, Malaysia.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Palomo-Romero, J.M.; Salas-Morera, L.; García-Hernández, L. An island model genetic algorithm for unequal area facility layout problems. Expert Syst. Appl. 2017, 68, 151–162. [Google Scholar] [CrossRef]
- Pérez-Gosende, P.; Mula, J.; Díaz-Madroñero, M. Facility layout planning. An extended literature review. Int. J. Prod. Res. 2021, 59, 3777–3816. [Google Scholar] [CrossRef]
- Nordin, N.N.; Zainuddin, Z.M.; Salim, S. Raja Rajeswari d/o Ponnusamy, Mathematical Modeling and Hybrid Heuristic for Unequal Size Facility Layout Problem. J. Fundam. Sci. 2009, 5, 79–87. [Google Scholar]
- Liu, J.; Liu, J. Applying multi-objective ant colony optimization algorithm for solving the unequal area facility layout problems. Appl. Soft Comput. 2019, 74, 167–189. [Google Scholar] [CrossRef]
- Atta, S.; Mahapatra, P.R.S. Population-based improvement heuristic with local search for single-row facility layout problem. Sādhanā 2019, 44, 222. [Google Scholar] [CrossRef]
- VIP-PLANOPT. (n.d.). Available online: http://www.planopt.com/ (accessed on 1 January 2023).
- Ohmori, S.; Yoshimoto, K.; Ogawa, K. Solving facility layout problem via particle swarm optimization. In Proceedings of the 2010 Third International Joint Conference on Computational Science and Optimization, Huangshan, China, 28–31 May 2010. [Google Scholar]


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).