


Research on the Physical and Chemical Characteristics of Dust in Open Pit Coal Mine Crushing Stations and Closed Dust Reduction Methods

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
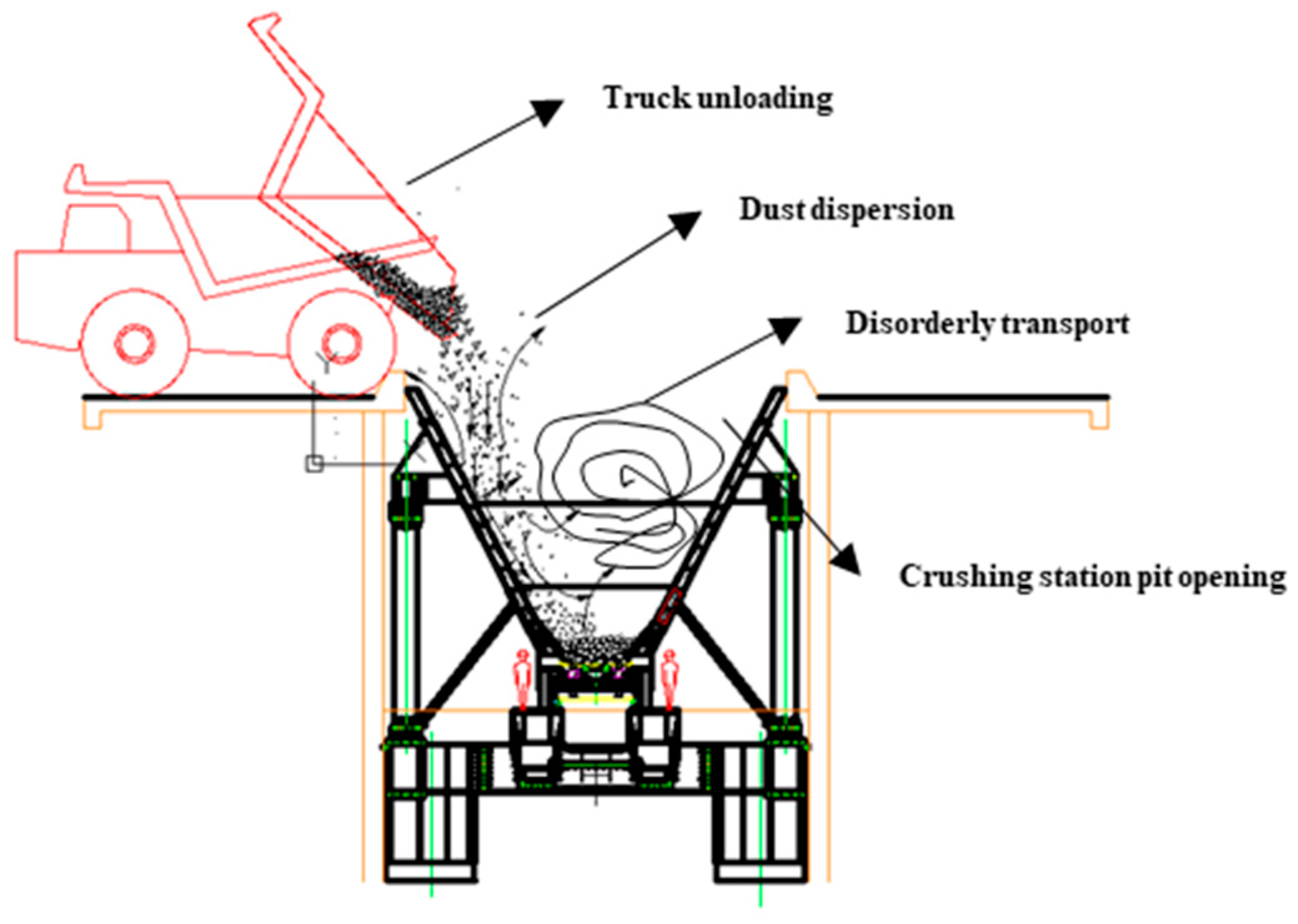
2.1. On-Site Dust Concentration Monitoring
2.2. Dust Particle Size Distribution Testing
2.3. Dust Physical and Chemical Properties Testing
2.3.1. Dust XRD Testing
2.3.2. Dust XRF Testing
2.3.3. Dust ICP-MS Testing
2.4. Fluent Numerical Simulation of Dust Transport Patterns in Crushing Plants
2.4.1. Modelling Based on Actual Site Conditions
2.4.2. Numerical Simulation Parameter Setting
3. Results and Discussion
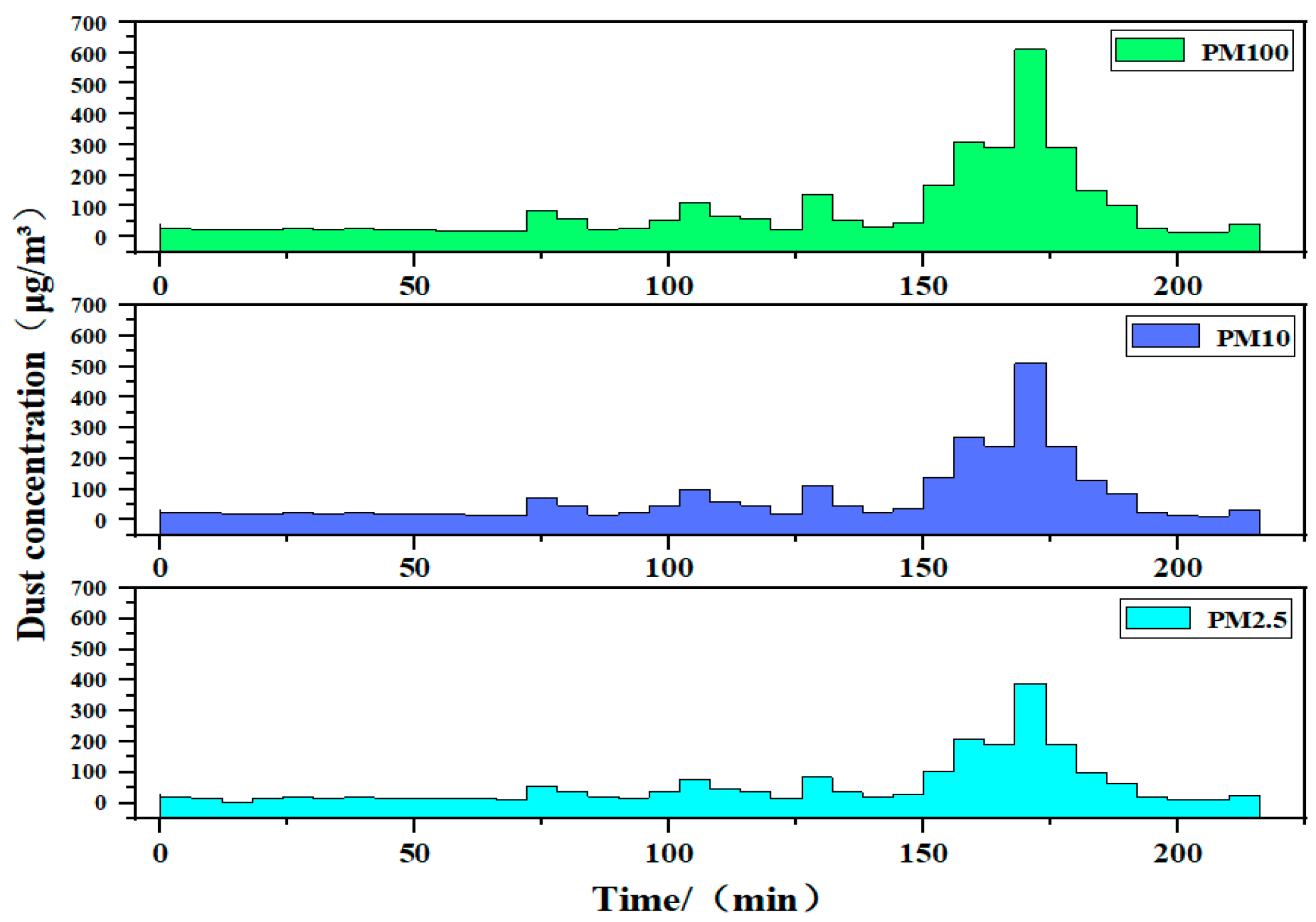
3.1. On-Site Dust Concentration Monitoring Results
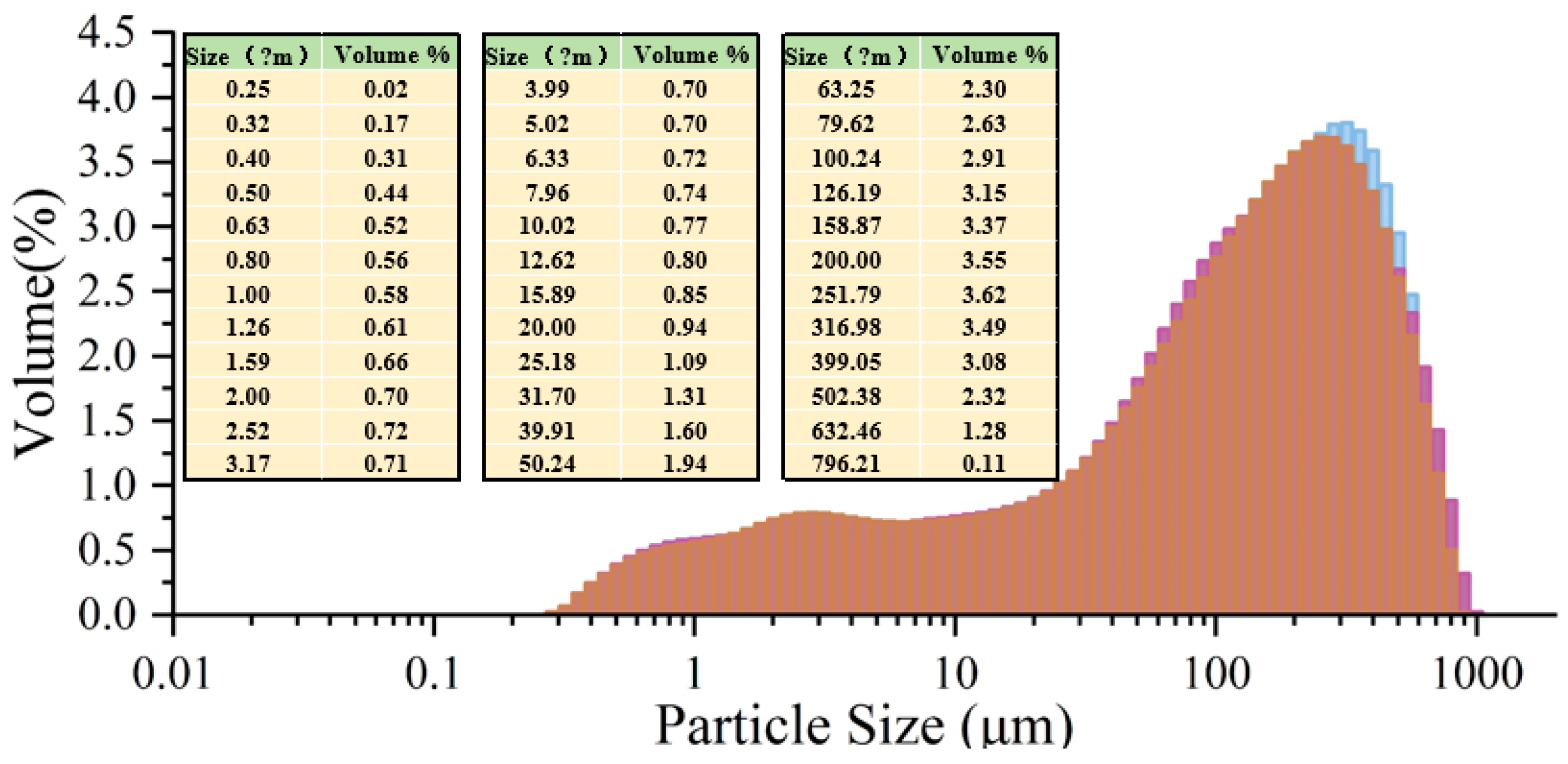
3.2. Dust Particle Size Distribution Results
3.2.1. Analysis of Dust Falling on the Ground
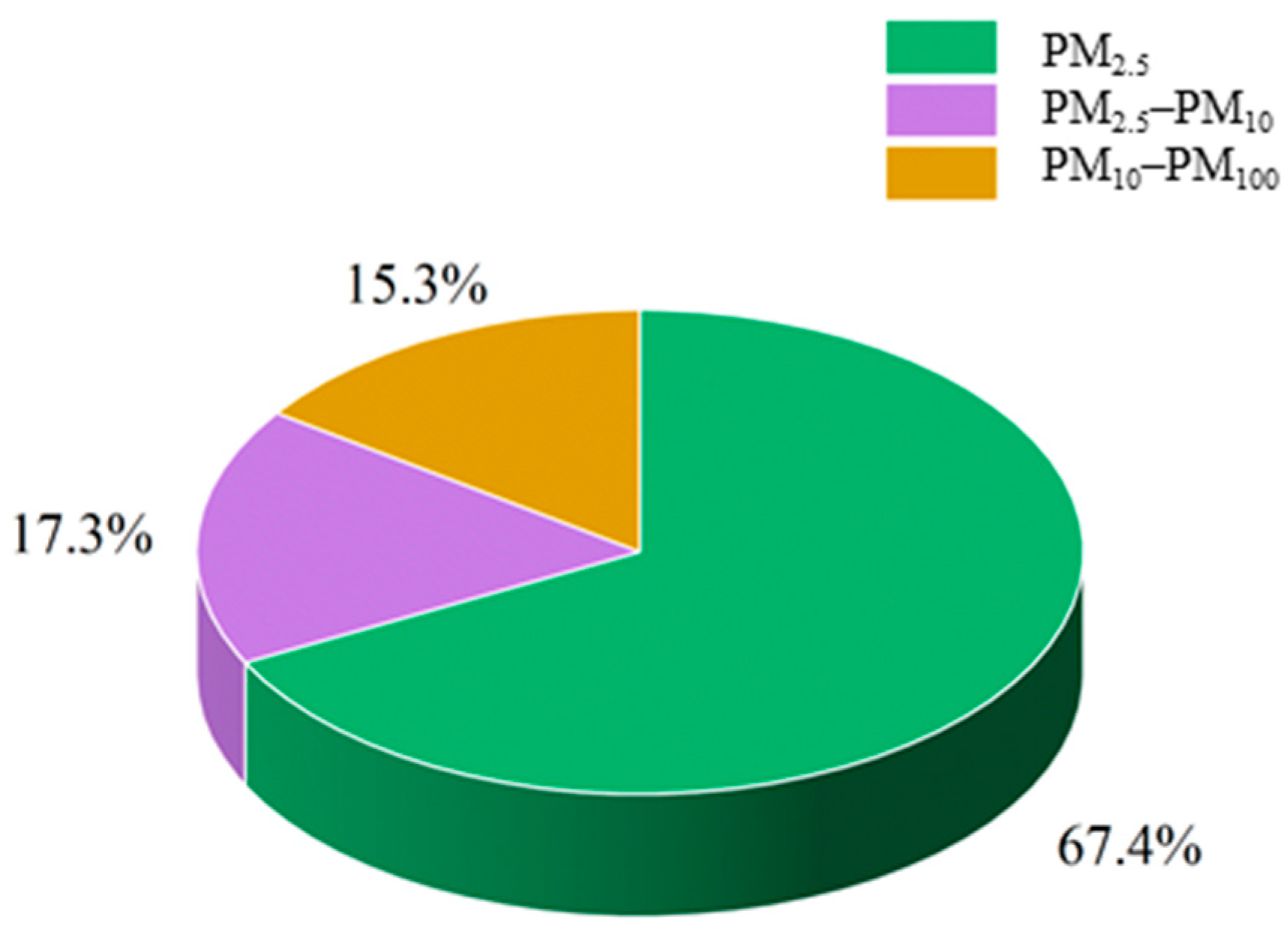
3.2.2. Analysis of Airborne Dust
3.3. Dust Physical and Chemical Properties Test Results
3.3.1. Dust XRD Testing
3.3.2. Dust XRF Testing
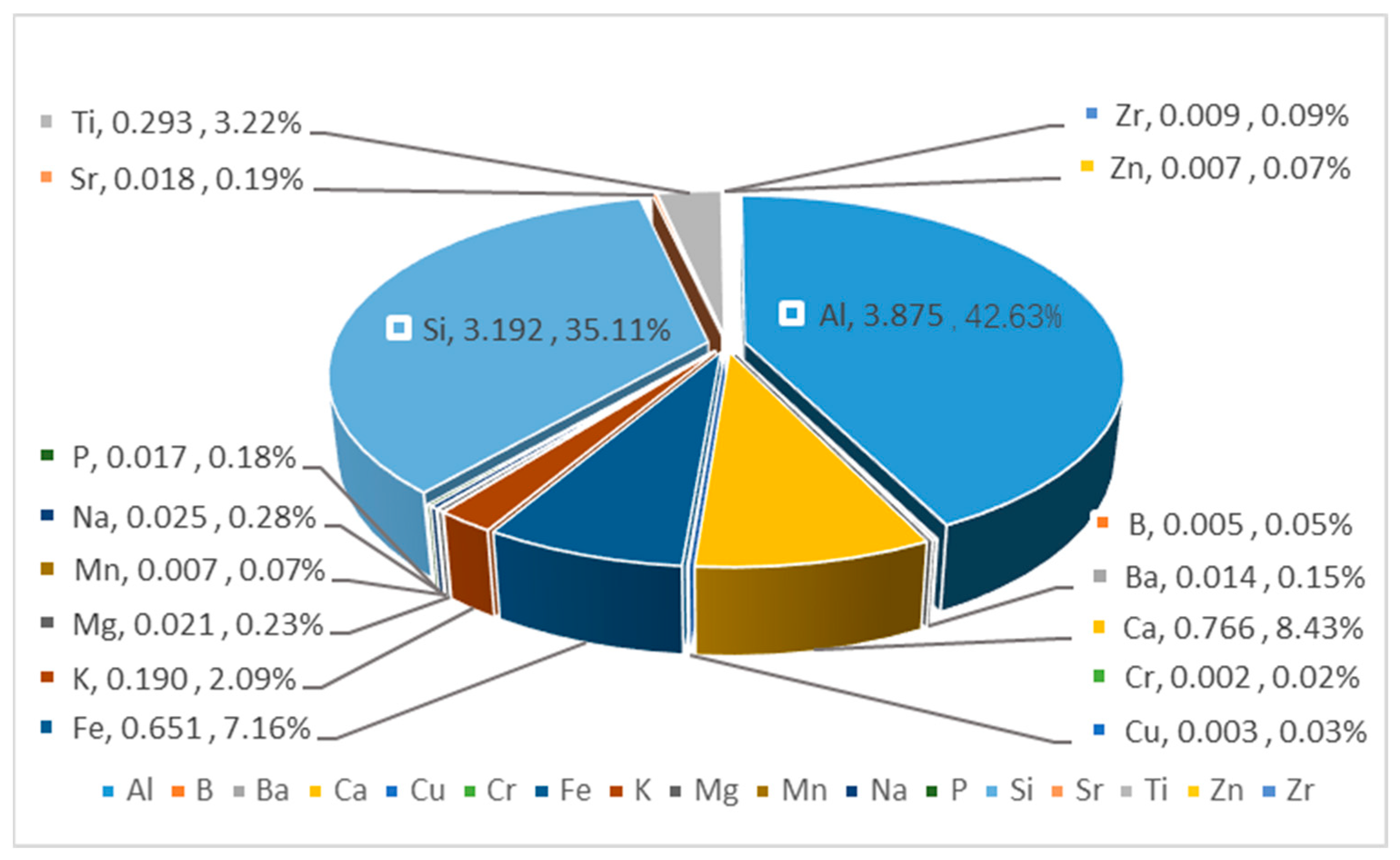
3.3.3. Dust ICP-MS Testing
3.4. Analysis of Simulation Results
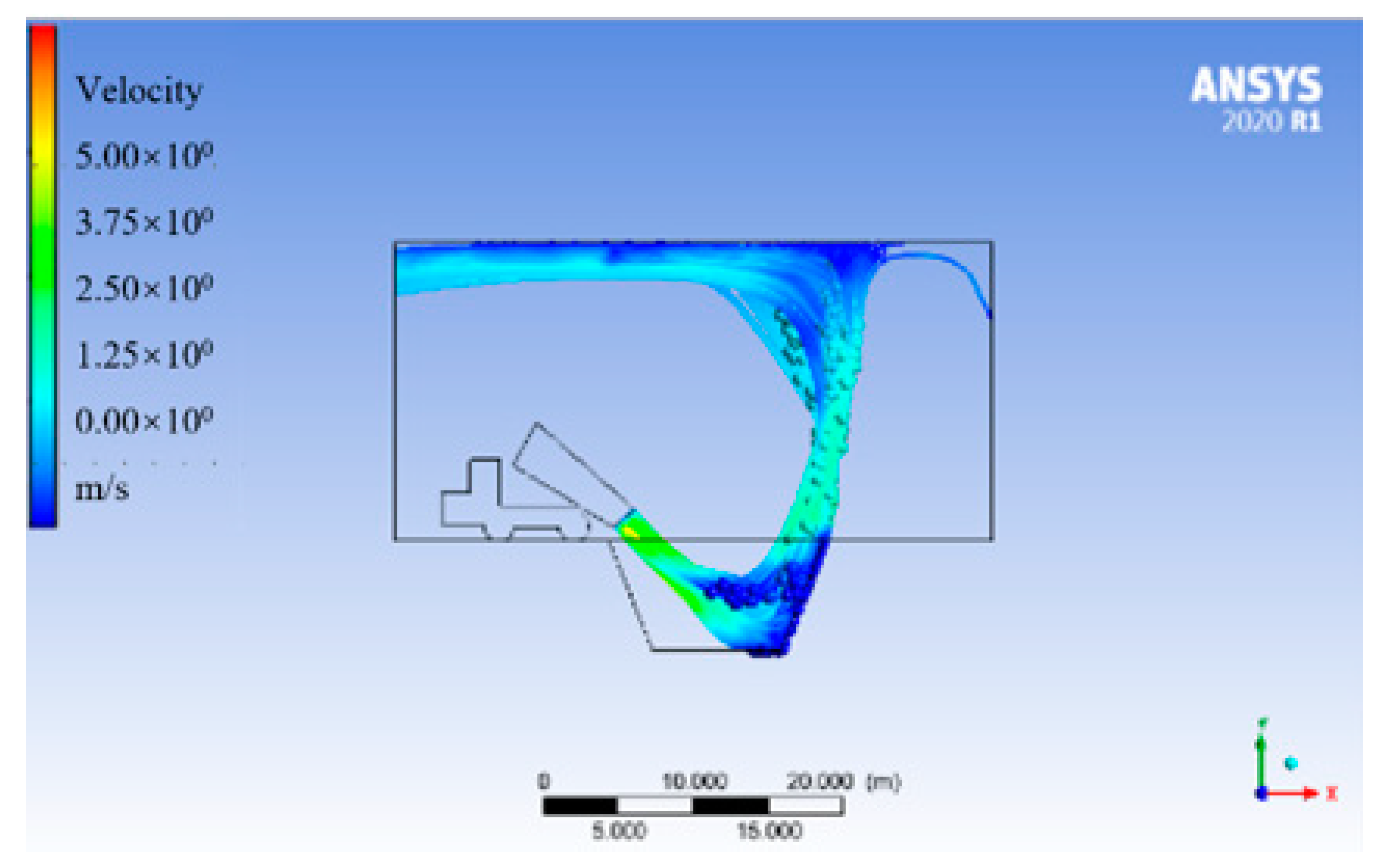
3.4.1. Simulation of Truck Unloading Dust in Open Condition
- 1.
- A dust dispersion simulation was carried out for truck discharge in the open condition of the crushing plant, and the dust dispersion results 30 s after discharge were as follows:
- (1)
- Within the first 5 s of the sliding and falling of the material, the dust diffusion range is large on the X-axis and Y-axis. As shown in Figure 11a, it can be seen that the area with the highest dust concentration is located below the material accumulation point, and the farther away from the center of the dust source, the lower the dust concentration. This pattern conforms to the law of dust diffusion movement.
- (2)
- Within 1–15 s of the material’s falling, as time passes, the dust diffusion range at the crusher discharge port also increases. The speed of material unloading has a direct impact on the diffusion of dust. The faster the unloading speed, the greater the velocity along the X and Y directions. During this stage, the dust diffusion speed along the X-axis is greater than that along the Y- and Z-axes.
- (3)
- Within 15–30 s, due to the end of unloading, the dust source stops generating dust. The dust starts to accelerate and diffuse along the Y-axis due to the upward drag force and the impact airflow generated by rebounding. At this time, the movement of dust along the Y-axis is greater than that along the X and Z axes. Due to the existence of vortex flow in the lower part of the material flow, the dust will disperse in multiple directions.
- 2.
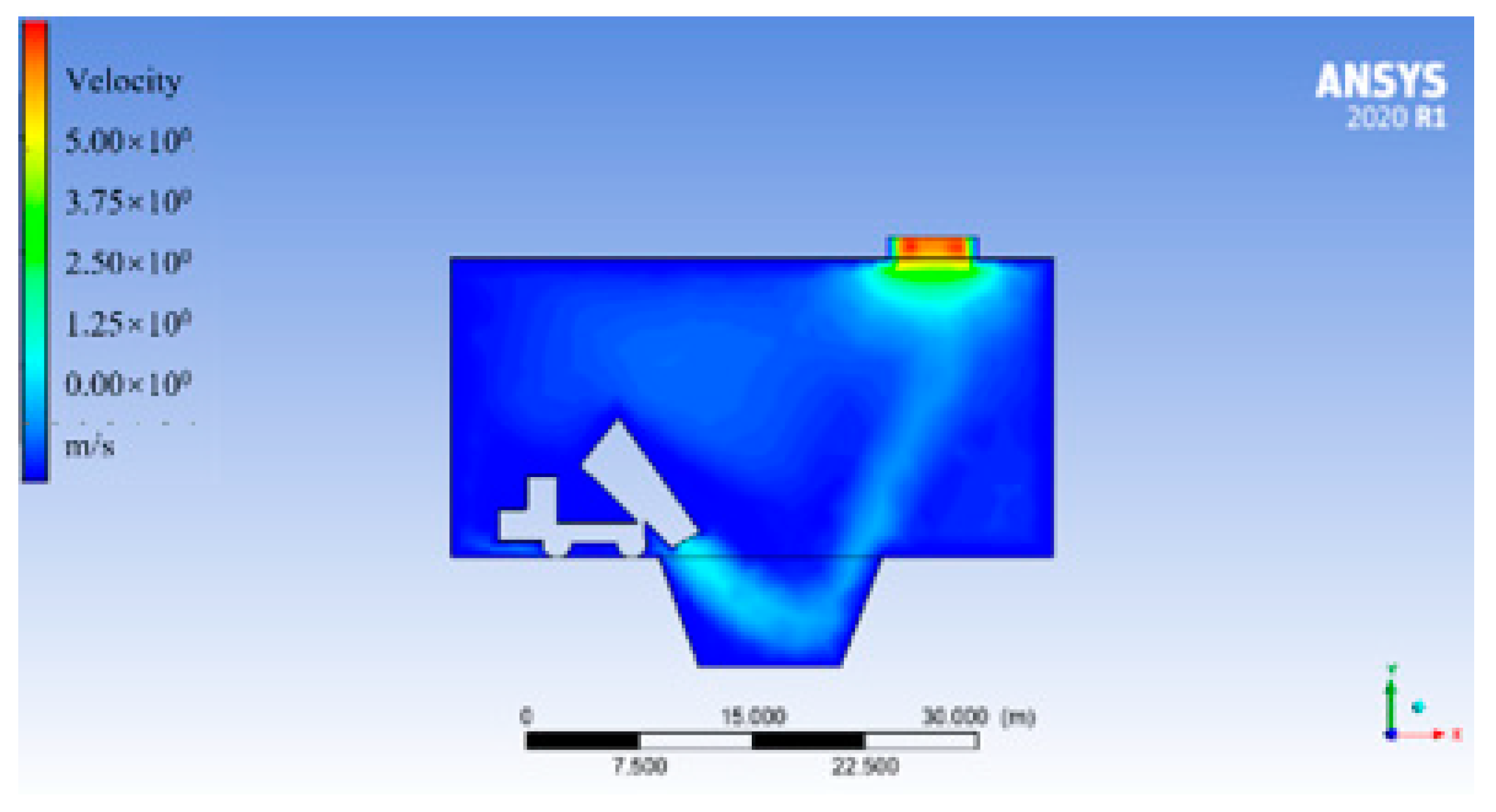
- The dust dispersion pattern of the truck unloading can be clearly seen when photographed at 2 m from the truck unloading point in the open condition of the crushing plant, 30 s after unloading the dust dispersion results are as follows:
- (1)
- During the 5 s material unloading process, the material falls to form a high-quality concentration of dust in a concentrated area. Small dust particles rapidly spread in an irregular manner under the induction and impact of airflows, while large dust particles rotate and fall under centrifugal and gravitational forces.
- (2)
- During the 5–15 s material unloading process, the high-quality dust concentration area gradually expands, creating a low-quality dust concentration area. When the dust reaches its highest point in the vertical direction, its vertical speed becomes zero, and it begins to move horizontally, influenced by factors such as wind speed, temperature, and dust concentration gradient in the space.
- (3)
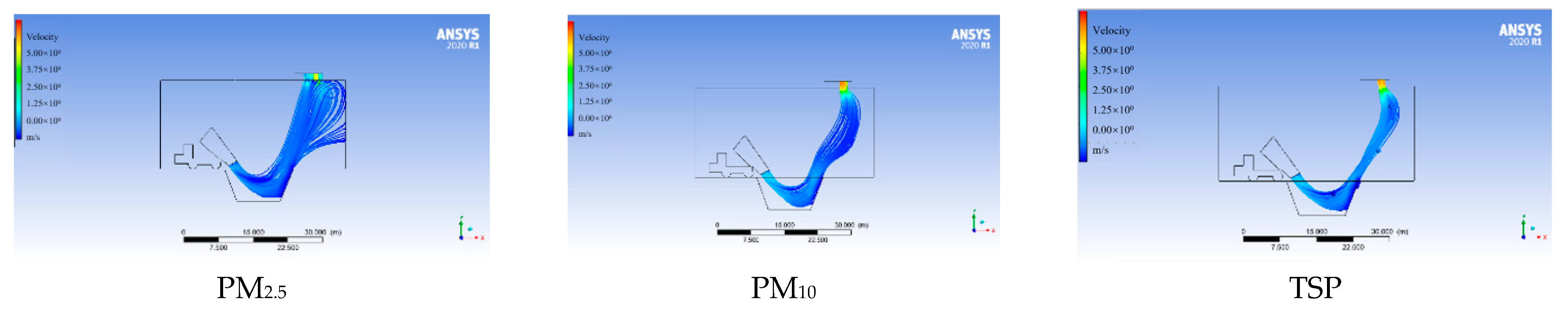
- During the 15–30 s material unloading process, the dust loses its impact and vortex airflow effects and moves irregularly in the atmosphere through Brownian motion. It spreads along the periphery from the unloading point, and the pollution diffusion area continues to increase. Small dust particles are difficult to settle naturally and will float farther away with the airflows (Figure 12).
3.4.2. Closed Truck Unloading Simulation
3.4.3. Simulation of Dust Dispersion after Installation of Dust Extraction Systems in Enclosed Spaces
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, Z.M.; Zhou, W.; Jiskani, I.M.; Luo, H.T.; Ao, Z.C.; Mvula, E.M. Annual dust pollution characteristics and its prevention and control for environmental protection in surface mines. Sci. Total Environ. 2022, 825, 153949. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.M.; Zhou, W.; Jiskani, I.M.; Ding, X.H.; Luo, H.T. Dust pollution in cold region Surface Mines and its prevention and control. Environ. Pollut. 2022, 292, 118293. [Google Scholar] [CrossRef] [PubMed]
- Luan, B.Y.; Zhou, W.; Jiskani, I.M.; Wang, Z.M. An Improved Machine Learning Approach for Optimizing Dust Concentration Estimation in Open-Pit Mines. Int. J. Environ. Res. Public Health 2023, 20, 1353. [Google Scholar] [CrossRef]
- Tian, Y.; Jiskani, I.M.; Lu, X.A.; Zhou, W.; Liu, F.M.; Zhang, C.W.; Cai, Q.X. Control mechanism of end-slope deformation in open pit mine based on discrete-continuous coupling method. Comput. Part. Mech. 2023, 10, 951–963. [Google Scholar] [CrossRef]
- Huertas, J.I.; Huertas, M.E.; Solis, D.A. Characterization of airborne particles in an open pit mining region. Sci. Total Environ. 2012, 423, 39–46. [Google Scholar] [CrossRef]
- Cvetkovic, Z.; Logar, M.; Rosic, A. Mineralogy and characterization of deposited particles of the aero sediments collected in the vicinity of power plants and the open pit coal mine: Kolubara (Serbia). Environ. Sci. Pollut. Res. 2013, 20, 3034–3049. [Google Scholar] [CrossRef] [PubMed]
- Shen, Z.Y.; Ao, Z.C.; Wang, Z.M.; Yang, Y.Q. Study on Crust-Shaped Dust Suppressant in Non-Disturbance Area of Open-Pit Coal Mine-A Case Study. Int. J. Environ. Res. Public Health 2023, 20, 934. [Google Scholar] [CrossRef]
- Zhang, R.; Liu, S.M.; Zheng, S.Y. Characterization of nano-to-micron sized respirable coal dust: Particle surface alteration and the health impact. J. Hazard. Mater. 2021, 413, 125447. [Google Scholar] [CrossRef]
- Li, X.L.; Liu, Z.T.; Qian, J.F.; Zhou, D. Analysis on the Changes of Functional Groups after Coal Dust Explosion at Different Concentrations Based on FTIR and XRD. Combust. Sci. Technol. 2021, 193, 2482–2504. [Google Scholar] [CrossRef]
- Sarver, E.; Keles, C.; Rezaee, M. Characteristics of respirable dust in eight appalachian coal mines: A dataset including particle size and mineralogy distributions, and metal and trace element mass concentrations. Data Brief 2019, 25, 104032. [Google Scholar] [CrossRef]
- LaBranche, N.; Keles, C.; Sarver, E.; Johnstone, K.; Cliff, D. Characterization of Particulates from Australian Underground Coal Mines. Minerals 2021, 11, 447. [Google Scholar] [CrossRef]
- Gonzalez, J.; Keles, C.; Pokhrel, N.; Jaramillo, L.; Sarver, E. Respirable dust constituents and particle size: A case study in a thin-seam coal mine. Min. Metall. Explor. 2022, 39, 1007–1015. [Google Scholar] [CrossRef]
- Zou, S.H.; Zhang, D.C.; Yin, W.; Zou, S. Study of dust production mechanisms during the rotary dumping of powdered materials in hemi-enclosed space. In Proceedings of the International Conference on Sustainable Energy and Environmental Engineering (ICSEEE 2012), Guangzhou, China, 29–30 December 2012; p. 1624. [Google Scholar]
- Silvester, S.A.; Lowndes, I.S.; Kingman, S.W.; Arroussi, A. Improved dust capture methods for crushing plant. Appl. Math. Model. 2007, 31, 311–331. [Google Scholar] [CrossRef]
- Huang, Z.; Ge, S.; Jing, D.; Yang, L. Numerical simulation of blasting dust pollution in open-pit mines. Appl. Ecol. Environ. Res. 2019, 17, 10313–10333. [Google Scholar] [CrossRef]
- Jia, L.; Wang, D.X.; Yu, C.W.; Liang, B. Research of Dust Transport Rule of Large Difference Chute Based on FLUENT. In Proceedings of the International Conference on Energy Development and Environmental Protection (EDEP), Nanjing, China, 17–19 August 2018; pp. 208–215. [Google Scholar]
- Ding, X.H.; Ao, Z.C.; Li, X.S.; Xiao, S.S.; Wu, M.; Xing, B.K.; Ge, R.H.; Zhang, D.H. The Mechanism of Plugging Open-Pit Mine Cannon Holes and the Modification of Plugging Materials. Sustainability 2023, 15, 4257. [Google Scholar] [CrossRef]
- Hua, Y.; Nie, W.; Cai, P.; Liu, Y.H.; Peng, H.T.; Liu, Q. Pattern characterization concerning spatial and temporal evolution of dust pollution associated with two typical ventilation methods at fully mechanized excavation faces in rock tunnels. Powder Technol. 2018, 334, 117–131. [Google Scholar] [CrossRef]
- Li, Y.J.; Wang, P.F.; Liu, R.H.; Han, H.; Tan, X.H.; Jiang, Y.D. Influence of the strip-shaped air-out slits’ width in the fully mechanized working face under wall-attached swirling ventilation condition. In Proceedings of the 1st International Symposium on Water Resource and Environmental Management (WREM), Kunming, China, 28–30 November 2018. [Google Scholar]
- Wu, T.; Yang, Z.; Wang, A.A.; Zhang, K.; Wang, B. A study on movement characteristics and distribution law of dust particles in open-pit coal mine. Sci. Rep. 2021, 11, 14703. [Google Scholar] [CrossRef]
- Tang, W.J.; Cai, Q.X. Dust distribution in open-pit mines based on monitoring data and fluent simulation. Environ. Monit. Assess. 2018, 190, 632. [Google Scholar] [CrossRef]
- Fardin, N.; Feng, Q.; Stephansson, O. Application of a new in situ 3D laser scanner to study the scale effect on the rock joint surface roughness. Int. J. Rock Mech. Min. Sci. 2004, 41, 329–335. [Google Scholar] [CrossRef]
- Lu, G.L.; Yao, X.W.; Li, X. The Study of Ventilation Dust Removal System in fully mechanized caving face with large inclination based on Fluent. In Proceedings of the 3rd International Workshop on Mine Hazards Prevention and Control, CSIRO Earth Sci & Resource Engn, Brisbane, Australia, 19–21 November 2013; pp. 134–139. [Google Scholar]
- Xie, X.; Liu, S.; Wang, Y.; Xu, Y.; Cao, X.; Zhang, C. Analysis of mechanical property of floor rocks at grout-reinforced working face based on ultrasonic detection: A case study in China. Arab. J. Geosci. 2022, 15, 1493. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Song, Y.Z.; Xu, X.Y.; Hou, D.Z. Enhanced Effect of Mining Dust Diffusion on Melting of the Adjacent Glacier: A Case Study in Xinjiang, China. Water 2023, 15, 224. [Google Scholar] [CrossRef]
- Xiu, Z.H.; Nie, W.; Cai, P.; Chen, D.W.; Zhang, X. Partially enclosed air curtain dust control technology to prevent pollution in a fully mechanized mining face. J. Environ. Chem. Eng. 2022, 10, 632. [Google Scholar] [CrossRef]
- Zhang, X.; Nie, W.; Peng, H.T.; Chen, D.W.; Du, T.; Yang, B.; Niu, W.J. Onboard air curtain dust removal method for longwall mining: Environmental pollution prevention. J. Environ. Chem. Eng. 2021, 9, 106387. [Google Scholar] [CrossRef]
- Gao, D.H.; Zhou, G.; Yang, Y.; Duan, J.J.; Kong, Y.; Meng, Q.Z. Design of pulse cleaning device for single-filter cartridge dust collector by multi-factor orthogonal method based numerical simulation. Powder Technol. 2021, 391, 494–509. [Google Scholar] [CrossRef]
- Ge, Y.F.; Cao, B.; Tang, H.M. Rock Discontinuities Identification from 3D Point Clouds Using Artificial Neural Network. Rock Mech. Rock Eng. 2022, 55, 1705–1720. [Google Scholar] [CrossRef]
- Cheng, L.; Jing, G.X.; Yang, S.Z.; Duan, Z.W. Experimental Study on Transmission Characteristics of Coal Dust Explosion in Confined Laneway Space. In Progress in Safety Science and Technology Series; United States Environmental Protection Agency: Washington, DC, USA, 2010; pp. 1536–1540. [Google Scholar]
- Geng, F.; Gui, C.G.; Teng, H.X.; Tang, J.H.; Niu, H.W.; Zhou, F.B.; Liu, C.; Hu, S.D.; Li, S.H. Dispersion characteristics of dust pollutant in a typical coal roadway under an auxiliary ventilation system. J. Clean. Prod. 2020, 275, 122889. [Google Scholar] [CrossRef]
- Saurabh, K.; Chaulya, S.K.; Singh, R.S.; Kumar, S.; Mishra, K.K. Intelligent dry fog dust suppression system: An efficient technique for controlling air pollution in the mineral processing plant. Clean Technol. Environ. Policy 2022, 24, 1037–1051. [Google Scholar] [CrossRef]
- Duan, Z.Y. Research on Dust Suppression of A Copper Mine Underground Middle Level Crushing Station. In Proceedings of the 2nd International Conference on Energy and Environmental Protection (ICEEP 2013), Guilin, China, 19–21 April 2013; pp. 907–912. [Google Scholar]
- Song, F.L.; Sheng, Z.J.; Xu, Z.S.; Lu, Q. A development of intelligent dry dust removal equipment for coal and ash handling system of thermal power plant. In Proceedings of the 1st International Conference on Energy and Environmental Protection (ICEEP 2012), Hohhot, China, 23–24 June 2012; pp. 2283–2287. [Google Scholar]
- Ge, S.C.; Shao, L.S.; Zhang, Q.F.; Jing, D.J. Simulation Study of a Feasible Dry-type Dust Control Plan. In Proceedings of the International Symposium on Safety Science and Technology, Beijing, China, 24–27 September 2008; pp. 1736–1738. [Google Scholar]
- Wu, D.M.; Gao, J.; Lu, K. Dust Control Technology in Dry Directional Drilling in Soft and Broken Coal Seams. Energies 2022, 15, 3804. [Google Scholar] [CrossRef]
- Wang, J.C.; Xu, H.H.; Zou, J.P. Fine detection technology of rock mass structure based on borehole acousto-optic combined measurement. Measurement 2022, 187, 110259. [Google Scholar] [CrossRef]
- Ifelola, E.O.; Afu, D.J. Development of an Integrated Dust Collector and Local Exhaust Ventilation System for Controlling Industrial Mine Dust. In Proceedings of the 4th International Conference on Engineering Research and Development (ICERD 2012), Benin, Nigeria, 4–6 September 2012; pp. 217–224. [Google Scholar]
- Li, Y.C.; Liu, J.; Liu, B. Study on dust collection and removal systems in heading face based on air curtain technology. In Proceedings of the International Mining Forum on Mine Safety and Efficient Exploitation Facing Challenge of the 21st Century, Huainan, China, 19–22 September 2010; pp. 299–305. [Google Scholar]
- Szymczykiewicz, K.E. The influence of dust originated in different coal mines on pneumoconiotic changes in white rats. Med. Pr. 1982, 33, 171–181. [Google Scholar]
- Liu, H.L.; Zhang, W.; Fang, Y.J.; Yang, H.L.; Tian, L.; Li, K.; Lai, W.Q.; Bian, L.P.; Lin, B.C.; Liu, X.H.; et al. Neurotoxicity of aluminum oxide nanoparticles and their mechanistic role in dopaminergic neuron injury involving p53-related pathways. J. Hazard. Mater. 2020, 392, 122312. [Google Scholar] [CrossRef] [PubMed]
- Zhang, X.; Zhang, Z.; Wang, P.; Xiao, S.Y.; Han, K.; Tang, Y.L.; Liu, H.L.; Bai, Y.P.; Jin, Y.L.; Li, J.L.; et al. Comparison of properties of dust in alveolar of rats and the workplace. Exp. Lung Res. 2021, 47, 239–249. [Google Scholar] [CrossRef] [PubMed]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Model | Functional Parameters |
|---|---|---|
| Direct reading dust detector | JCF-6H | Dust measurement class: PM10, PM2.5, TSP; |
| Respirable dust measurement range: 0.001–10 mg/m3; Large range in TSP mode: 100 mg/m3; | ||
| Detection sensitivity: 0.001 mg/m3; | ||
| Repeatability error: ≤±2%; | ||
| Measuring particle size class: (0.3, 0.5, 0.7, 1.0, 2.5, 5.0) μm; | ||
| Measuring particle concentration range: 1–999,999 capsules; | ||
| Air sampling flow rate: 2.0 L/min (0.1 ft3/min); | ||
| Sampling time: 1 min, 2 min, 30 min, manual arbitrary time. |
| Injection | Unit | Define |
|---|---|---|
| Injection | Surface | |
| Release from surfaces | Inlet | |
| Diameter distribution | rosin-rammler | |
| Start time | s | 0 |
| Stop time | s | 30 |
| Minimum diameter | m | Pm2.5 2.5 × 10−6 |
| Maximum diameter | m | Pm100 1 × 10−4 |
| Mean diameter | m | PM10 1 × 10−5 |
| Spread parameter | 1.12 | |
| Total flow rate | kg/s | 0.004 |
| Time scale constant | 0.15 | |
| Inlet Velocity Magnitude | m/s | 5 |
| Turbulence Intensity | % | 3.4 |
| Model | Define |
|---|---|
| Time | Transient |
| Gravity | Y = −9.81 m/s2 |
| Viscous Model | k-epsilon realizable |
| Energy | Off |
| Pressure-Velocity Coupling Pressure Discretization | ON SIMPLEC |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Z.; Ao, Z.; Zhou, W.; Zhang, B.; Niu, J.; Wang, Z.; Liu, L.; Yang, Z.; Xu, K.; Lu, W.; et al. Research on the Physical and Chemical Characteristics of Dust in Open Pit Coal Mine Crushing Stations and Closed Dust Reduction Methods. Sustainability 2023, 15, 12202. https://doi.org/10.3390/su151612202
Liu Z, Ao Z, Zhou W, Zhang B, Niu J, Wang Z, Liu L, Yang Z, Xu K, Lu W, et al. Research on the Physical and Chemical Characteristics of Dust in Open Pit Coal Mine Crushing Stations and Closed Dust Reduction Methods. Sustainability. 2023; 15(16):12202. https://doi.org/10.3390/su151612202
Chicago/Turabian StyleLiu, Zhichao, Zhongchen Ao, Wei Zhou, Baowei Zhang, Jingfu Niu, Zhiming Wang, Lijie Liu, Zexuan Yang, Kun Xu, Wenqi Lu, and et al. 2023. "Research on the Physical and Chemical Characteristics of Dust in Open Pit Coal Mine Crushing Stations and Closed Dust Reduction Methods" Sustainability 15, no. 16: 12202. https://doi.org/10.3390/su151612202
APA StyleLiu, Z., Ao, Z., Zhou, W., Zhang, B., Niu, J., Wang, Z., Liu, L., Yang, Z., Xu, K., Lu, W., & Zhu, L. (2023). Research on the Physical and Chemical Characteristics of Dust in Open Pit Coal Mine Crushing Stations and Closed Dust Reduction Methods. Sustainability, 15(16), 12202. https://doi.org/10.3390/su151612202