
Water Reuse through Membrane Technologies for a Dairy Plant Using Water Pinch Simulation Software
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Water Usage Assessment in the Dairy Industry
2.2. Water Samples
2.3. Analytical Determinations
2.4. Dairy Effluent Treatment Data
2.5. Water Pinch Analysis
3. Results
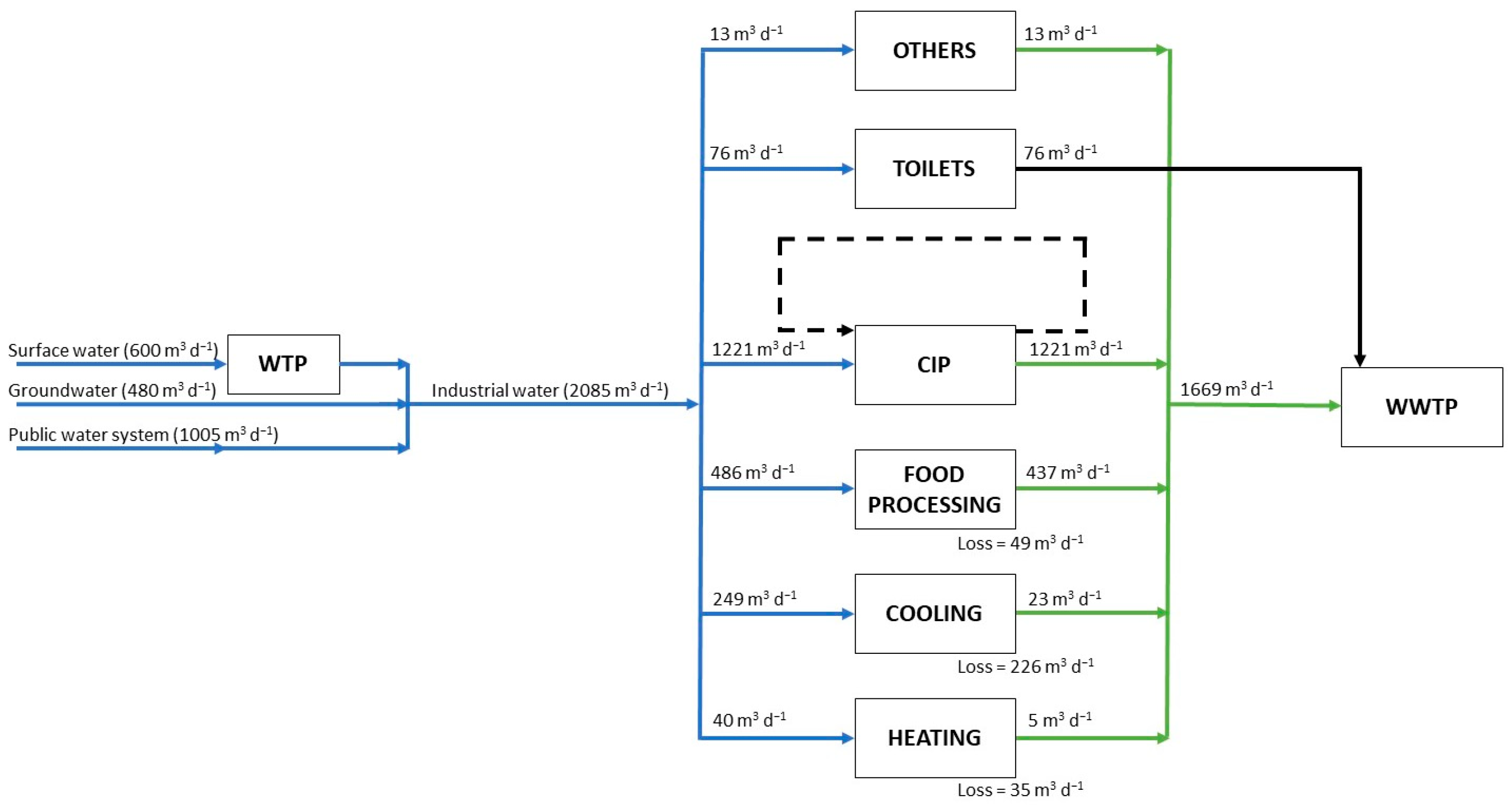
3.1. Assessment of Water Consumption and the Effluents Characterization at the Dairy Plant
3.2. Application of the Water Pinch Analysis for Freshwater Reduction
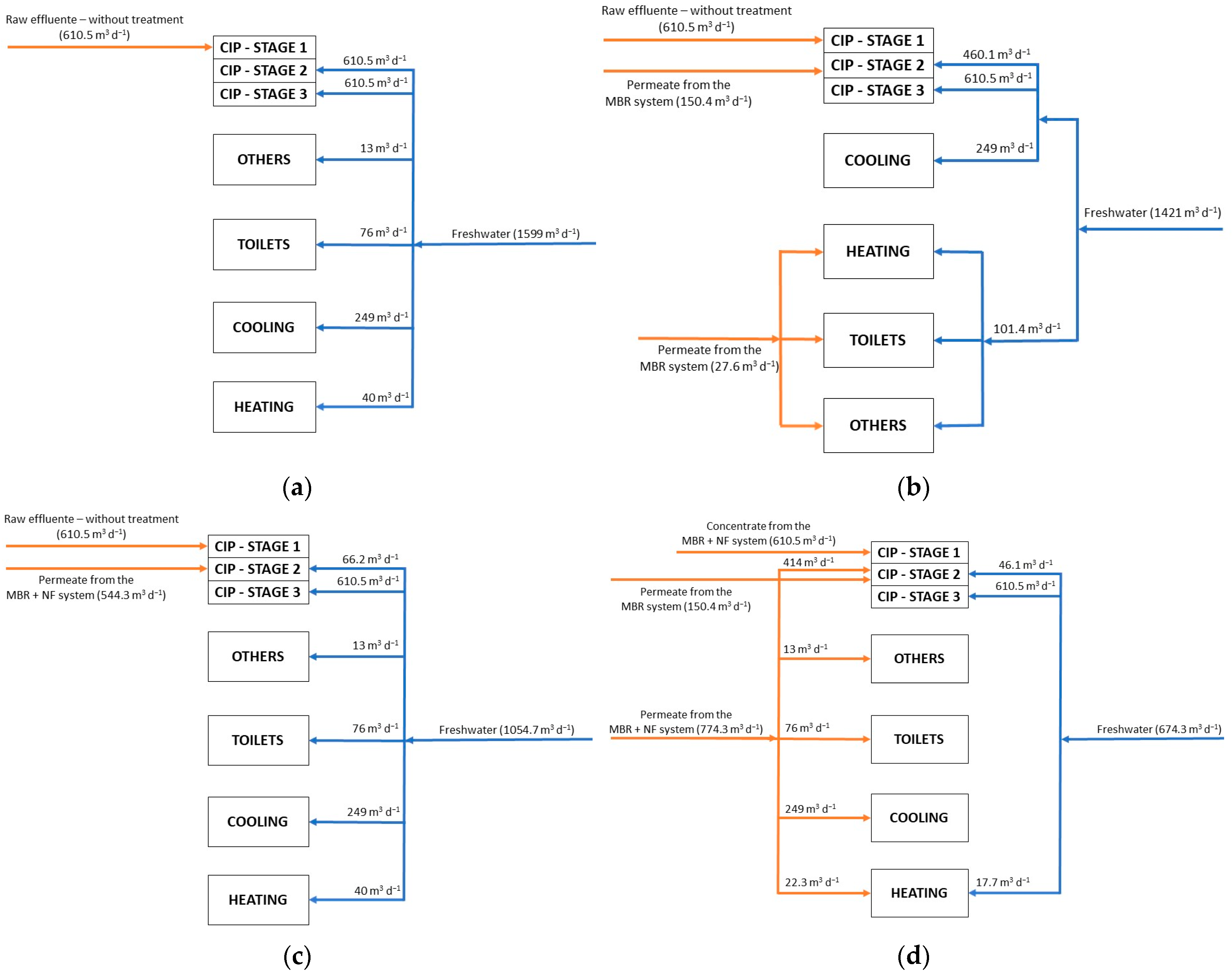
3.2.1. Direct Reuse/Recycle of Spent Process Water
3.2.2. Regeneration of Spent Process Water
3.3. Water Footprint Reduction upon the Water Pinch Analysis—Evaluation of the Reuse Routes
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- B, R.K.; Bhuvaneshwari, S.; Majeed, F.; M, M.M.; Jose, E.; Mohan, A. Different treatment methodologies and reactors employed for dairy effluent treatment—A review. J. Water Process. Eng. 2022, 46, 102622. [Google Scholar] [CrossRef]
- Food and Agriculture Organization. Overview of Global Dairy Market Developments in 2018; Dairy Market Review; Food and Agriculture Organization: Rome, Italy, 2019. [Google Scholar]
- Wang, Y.; Serventi, L. Sustainability of dairy and soy processing: A review on wastewater recycling. J. Clean. Prod. 2019, 237, 117821. [Google Scholar] [CrossRef]
- Skouteris, G.; Ouki, S.; Foo, D.; Saroj, D.; Altini, M.; Melidis, P.; Cowley, B.; Ells, G.; Palmer, S.; O’Dell, S. Water footprint and water pinch analysis techniques for sustainable water management in the brick-manufacturing industry. J. Clean. Prod. 2018, 172, 786–794. [Google Scholar] [CrossRef]
- Kamat, S.; Bandyopadhyay, S. Bi-objective Pinch Analysis of heat integrated water conservation networks. J. Clean. Prod. 2021, 312, 127676. [Google Scholar] [CrossRef]
- Alwi, S.R.W.; Manan, Z.A. Water Pinch Analysis for Water Management and Minimisation: An Introduction. In Handbook of Process Integration (PI); Klemeš, J.J., Ed.; Woodhead Publishing: Cambridge, UK, 2013; pp. 353–382. [Google Scholar] [CrossRef]
- Ahmad, N.N.R.; Ang, W.L.; Teow, Y.H.; Mohammad, A.W.; Hilal, N. Nanofiltration membrane processes for water recycling, reuse and product recovery within various industries: A review. J. Water Process. Eng. 2022, 45, 102478. [Google Scholar] [CrossRef]
- Scandelai, A.P.J.; Zotesso, J.P.; Vicentini, J.C.M.; Filho, L.C.; Tavares, C.R.G. Intensification of supercritical water oxidation (ScWO) by ion exchange with zeolite for the reuse of landfill leachates. Sci. Total. Environ. 2021, 794, 148584. [Google Scholar] [CrossRef] [PubMed]
- Sosa-Fernandez, P.; Post, J.; Bruning, H.; Leermakers, F.; Rijnaarts, H. Electrodialysis-based desalination and reuse of sea and brackish polymer-flooding produced water. Desalination 2018, 447, 120–132. [Google Scholar] [CrossRef]
- Andrade, L.; Mendes, F.; Espindola, J.; Amaral, M. Nanofiltration as tertiary treatment for the reuse of dairy wastewater treated by membrane bioreactor. Sep. Purif. Technol. 2014, 126, 21–29. [Google Scholar] [CrossRef]
- Tang, C.Y.; Yang, Z.; Guo, H.; Wen, J.J.; Nghiem, L.D.; Cornelissen, E. Potable Water Reuse through Advanced Membrane Technology. Environ. Sci. Technol. 2018, 52, 10215–10223. [Google Scholar] [CrossRef] [PubMed]
- Ghernaout, D.; Alshammari, Y.; Alghamdi, A.; Aichouni, M.; Touahmia, M.; Messaoudene, N.A. Water reuse: Extenuating membrane fouling in membrane processes. Am. J. Chem. Eng. 2018, 6, 25. [Google Scholar] [CrossRef]
- Galvão, D.F. Membrane Technology and Water Reuse in a Dairy Industry. In Technological Approaches for Novel Applications in Dairy Processing; Nurcan, K., Ed.; Intech Open: Rijeka, Croatia, 2018; p. 9. [Google Scholar] [CrossRef] [Green Version]
- Hogeboom, R.J. The Water Footprint Concept and Water’s Grand Environmental Challenges. One Earth 2020, 2, 218–222. [Google Scholar] [CrossRef]
- Foo, D. Process Integration for Resource Conservation; CRC Press: Boca Raton, FL, USA, 2016. [Google Scholar] [CrossRef]
- Chin, H.H.; Liew, P.Y.; Varbanov, P.S.; Klemeš, J.J. Extension of pinch analysis to targeting and synthesis of water recycling networks with multiple contaminants. Chem. Eng. Sci. 2022, 248, 117223. [Google Scholar] [CrossRef]
- Jia, X.; Klemeš, J.J.; Alwi, S.R.W.; Varbanov, P.S. Regional Water Resources Assessment using Water Scarcity Pinch Analysis. Resour. Conserv. Recycl. 2020, 157, 104749. [Google Scholar] [CrossRef]
- Souifi, M.; Souissi, A. Simultaneous Water and Energy Saving in Cooling Water Networks Using Pinch Approach. Mater. Today: Proc. 2019, 13, 1115–1124. [Google Scholar] [CrossRef]
- Federation, W.E.; Association, A. Standard Methods for the Examination of Water and Wastewater; American Public Health Association (APHA): Washington, DC, USA, 2005; p. 21. [Google Scholar]
- Federação das Indústrias do Estado de São Paulo—FIESP. Conservação e Reúso de água: Manual de Orientações Para o Setor Industrial; Federação das Indústrias do Estado de São Paulo: Sao Paulo, Brazil, 2011. [Google Scholar]

{kind=link}
{kind=link}
| Water Parameter | Removal Efficiency (%) | |
|---|---|---|
| MBR | MBR + NF | |
| COD | 99.0 | 99.9 |
| Total Solids (TS) | 23.2 | 90.0 |
| Flow (m3 d−1) | Input Parameters | Output Parameters | ||||
|---|---|---|---|---|---|---|
| COD (mg L−1) | TS (mg L−1) | COD (mg L−1) | TS (mg L−1) | |||
| Others | 13 | 10 | 500 | * | * | |
| Toilets | 76 | 10 | 500 | * | * | |
| CIP | First stage | 610.5 | 6000 | 10,000 | 320,000 | 11,770 |
| Second stage | 610.5 | 10 | 500 | 3045 a | 8275 a | |
| Third stage | 610.5 | 0 | 1000 | |||
| Food processing | 486 | 0 | 1000 | * | * | |
| Cooling | 249 | 75 | 500 | * | * | |
| Heating | 40 | 5 | 200 | * | * | |
| Final effluent | 1699 b | - | - | 4393 | 3504 | |
| CIP | |||
|---|---|---|---|
| Restrictive Parameter | COD | TS | |
| Process | Required Flow (m3 d−1) | Water Reuse (m3 d−1) | |
| CIP–stage 1 (m3 d−1) | 610.5 | 610.5 | 610.5 |
| CIP–stage 2 (m3 d−1) | 610.5 | 2.0 | 110.7 |
| CIP–stage 3 (m3 d−1) | 610.5 | 0 | 0 |
| Total required water (m3 d−1) | 1831.5 | 1831.5 | |
| Total reused water (m3 d−1) | 612.5 | 721.2 | |
| Total consumed freshwater (m3 d−1) | 1219.0 | 1110.3 | |
| Decrease in freshwater use (%) | 33.4 | 39.4 | |
| Water Source | COD (mg L−1) | TS (mg L−1) |
|---|---|---|
| Final effluent | 4393.0 | 3504.0 |
| MBR system | 39.5 | 2691.1 |
| MBR + NF system | 4.4 | 350.4 |
| Concentrate of the MRB + NF system | 98.4 | 4656.5 |
| CIP | ||||
|---|---|---|---|---|
| System | MBR | MBR + NF | ||
| Restrictive Parameter | COD | TS | COD | TS |
| Total required water (m3 d−1) | 1831.5 | 1831.5 | 1831.5 | 1831.5 |
| Total reused water (m3 d−1) | 764.9 | 950.8 | 1221.0 | 1831.5 |
| Total consumed fresh water (m3 d−1) | 1066.6 | 880.7 | 610.5 | 0 |
| Decrease in freshwater use (%) | 41.8 | 51.9 | 66.7 | 100 |
| General Processes | ||||
|---|---|---|---|---|
| System | MBR | MBR + NF | ||
| Restrictive Parameter | COD | TS | COD | TS |
| Total required water (m3 d−1) | 378.0 | 378.0 | 378.0 | 378.0 |
| Total reused water (m3 d−1) | 276.6 | 65.8 | 378.0 | 360.8 |
| Total consumed fresh water (m3 d−1) | 101.4 | 312.2 | 0 | 17.2 |
| Decrease in freshwater use (%) | 73.2 | 17.4 | 100 | 95.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Espíndola, J.C.; Mierzwa, J.C.; Amaral, M.C.S.; De Andrade, L.H. Water Reuse through Membrane Technologies for a Dairy Plant Using Water Pinch Simulation Software. Sustainability 2023, 15, 2540. https://doi.org/10.3390/su15032540
Espíndola JC, Mierzwa JC, Amaral MCS, De Andrade LH. Water Reuse through Membrane Technologies for a Dairy Plant Using Water Pinch Simulation Software. Sustainability. 2023; 15(3):2540. https://doi.org/10.3390/su15032540
Chicago/Turabian StyleEspíndola, Jonathan Cawettiere, José Carlos Mierzwa, Míriam Cristina Santos Amaral, and Laura Hamdan De Andrade. 2023. "Water Reuse through Membrane Technologies for a Dairy Plant Using Water Pinch Simulation Software" Sustainability 15, no. 3: 2540. https://doi.org/10.3390/su15032540