Abstract
The application of paper–aluminum–plastic packaging has been widely adopted in various fields such as the food and medical industries, owing to its exceptional preservation and obstruction properties. Nonetheless, the recycling process for paper and aluminum from this packaging type typically involves water pulping and solvent separation. The resulting residual waste, commonly known as multi-plastic waste (PMW), poses significant challenges in terms of separation and recycling. In this research article, we propose a solution for the recycling of PMW using solid-state shear milling (S3M). This process utilizes powerful three-dimensional shear force to achieve pulverization and excellent dispersion of multicomponent polymers, all while maintaining ambient temperature conditions. The thermoplastic processability of milled PMW powder was improved. The results indicate that a significant reduction in the the average particle size of PMW from 700 μm to 226 μm after 10 milling cycles, as evidenced by both a particle size analyzer and SEM. Furthermore, S3M processing leads to a good dispersion of PMW domains, as confirmed by the reduction in domain size from 9.64 μm to 2.65 μm. DSC and DMA reveal excellent compatibility between the components of the composite, resulting in improved mechanical properties such as tensile stress (from 14.03 MPa to 22.02 MPa) and unnotched impact strength (from 3.26 KJ/m2 to 4.82 KJ/m2). The findings suggest that S3M technology could be an effective and sustainable method for recycling PMW without any separation process, with promising industrial application.
1. Introduction
Aluminum–plastic packaging waste (APPW) is a type of multi-layered composite material, such as Tetra Pak, which comprises around 75% kraft paper, 20% low-density polyethylene (LDPE), and 5% aluminum (Al) foil [1]. The utilization of this material has greatly increased due to the barrier property of Al foil, the flexibility of plastic film, and the folding and impact resistance of paper. Such paper–aluminum–plastic is widely used for liquid packaging, as it significantly prolongs the shelf life of perishable liquid foods, including milk and fruit juice. Despite the increasing global output of Tetra Pak, which was estimated at 190 billion bags, its recovery rate is merely 26%. Most abandoned Tetra Pak is either burned or dumped in landfills, leading to secondary environmental pollution and resource wastage in numerous countries [2]. Therefore, the development of recycling technology is essential to address the mounting environmental concerns associated with the disposal of APPW. The paper component of paper–aluminum–plastic can be recycled through hydro-mechanical pulping [3], whereas recycling the remaining aluminum–plastic is challenging. Various methods have been employed for aluminum–plastic separation, such as solvent separation, dry separation, and plasma separation [4,5]. Diop et al. [3] utilized hydro-mechanical pulping and chemical treatment to recover individual components, including cellulose fibers, polyethylene, and Al, from recycled laminated packaging. The composite obtained by combining the recycled plastic and isolated microcrystalline cellulose exhibited improved tensile strength and modulus. Zhang et al. [6] studied wet separation conditions for a laminated sheet containing LDPE and Al foil. Hidalgo-Salazar et al. [7] analyzed the creep response and mechanical properties of composites made from fique mats and LDPE–Al separated from recycled long-life Tetra Pak. These studies focused on the separated components of Al, cellulose, and plastic from recycled APPW, while some other research has also investigated pyrolysis recovery. Korkmaz et al. [8] conducted a study on the pyrolysis of Tetra Pak waste in the temperature range of 400–600 °C. This process produced gas and wax, along with carbon residue and pure Al. Yin et al. [9] investigated the thermal transformations of metallized plastic waste into valuable Al/Al4C3/AlN resources and valuable gaseous fuel. Generally, the recycling of APPW has been focused on the recovery of high-value Al and cellulose [10,11,12]. However, there is limited research available on the recycling of residual multi-plastic waste (PMW). PMW is a complex mixture of various plastic materials, differing in chemical structures, densities, and melting points, which pose a significant challenge for recycling. Moreover, PMW may also contain other types of waste, including sawdust and sand, further complicating the recycling process. Due to the high economic cost and the complicated nature of the process, there is no efficient industrial technology available for effectively recycling mixed plastic waste, resulting in a negative impact on the environment, such as landfill capacity overload and air pollution caused by incineration [13,14]. Therefore, it is of utmost importance to develop a cost-effective and viable recovery method for recycling PMW.
The high economic cost and the complexity associated with recycling residual PMW have resulted in a lack of available industrial technology for its effective recycling. In recent years, micronization technology has been used for the recycling of polyurethane, ethylene–propylene–diene monomer, and polyamide [15,16,17]. In this current study, PMW from aluminum–plastic packaging waste was recycled using a novel and eco-friendly pulverizing instrument called solid-state shear milling (S3M) technology. S3M technology was developed by our laboratory based on the traditional Chinese stone-mill [18]. Our study investigated the particle size distribution, processability, and mechanical properties of PMW during the S3M process, and the results indicate that this method provides a simple and effective means for recycling PMW with potential for practical application.
2. Materials and Methods
2.1. Materials
In this study, post-consumer multi-plastic waste (PMW) was collected from XiaMenShenhaiNewmaterial Co. Ltd., China, and separated in factories. Most of the valuable Al and paper had been recycled, leaving behind the plastic and its impurities, which are difficult to separate and recycle.
2.2. Preparation of Samples
Figure 1a shows a schematic illustration of the practical processing of PMW. Before the preparation of the powder, PMW was first crushed to millimeter scale by a powerful plastic shredder (Taizhou HuangyanJiacheng plastic machinery Co., Ltd., China), and then the crushed sample was further pulverized by the S3M. Figure 1b shows the schematic drawing of the self-designed pan-mill-type equipment. The left part of Figure 1b shows the inlaid pans of the equipment, and its main structural parameters are radius R, the division number of milling pan n, their corresponding slot number m, slot-top width δ, and bevel angle α. Two pans with similar structure are placed in opposite directions, and one of the pans is stationary while the other is movable. In one milling cycle, the angle between two pans gradually decreases to 0, so that the material between them is crushed by the strong extrusion and shearing. This shear force is three-dimensional. During sample preparation, the crushed sample was uniformly fed into the feeding funnel of this equipment. The material was milled along the spiral track in the milling disc and discharged from the edge of the milling disc. The milling powder was collected from the discharging port and recorded as finishing one cycle of milling. The equipment was running at ambient temperature with cooling water, and the speed of the milling disc was controlled at 30 r/min. The whole milling process is carried out under dry conditions. The materials could be milled repeatedly by continuous operation. After 10 cycles of milling, the powder was extruded into filaments by a Hapro rheometer at 190 °C (RM-200C, HarbinHapro electric technology Co., Ltd., China) and then formed into granular shape by a Plastic Grain Cutting Machine (KQCEC of Chenguang Research Institute of Chemical Industry Co., Ltd., China).
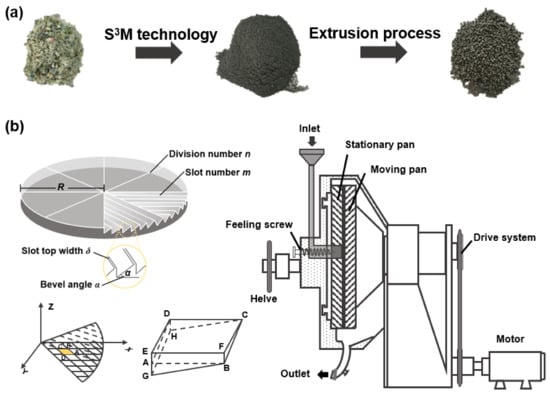
Figure 1.
Schematic illustration of preparation of samples (a) and the structure of pan-mill reactor (b).
2.3. Characterization
Particle size after grinding was determined by a particle size analyzer (S3500-SI, Microtrac Instrument Co., Ltd., USA). A small number of milled particles was dispersed in deionized (DI) water, and the particle size was measured after ultrasonic dispersion. Fourier-transform infrared spectroscopy (FTIR) was obtained on a Nicolet 6700 FTIR spectrometer (Thermo Nicolet Ltd., Vernon Hills, IL, USA), and the sample was analyzed at the range of 400–4000 cm−1, using 32 scan summations and 4 cm−1 resolution. The DSC curve of milled particles was conducted on a Netzsch differential scanning calorimeter (204 F1, Netzsch instrument Co., Ltd., Germany) in a nitrogen atmosphere at a heating and cooling rate of 10 °C/min. Thermogravimetric analyses (TGA) were carried out using a Q50 system (TA instrument Co., Ltd., USA). The temperature ranged from 40 °C to 600 °C at a heating rate of 10 °C/min. The thermodynamic properties of samples were studied by a dynamic mechanical thermal analyzer (DMA) (Q800, TA instrument Co., Ltd., USA). The experiments were conducted at a fixed frequency of 1 Hz and at a heating rate of 10 °C/min. The tests were carried out in the temperature range of −130 °C to 100 °C, using the single bending mode.
The samples were prepared by a flat vulcanizing press (YJ63 2, ChengduRichtechnology Co., Ltd., China) at 190 °C. The microstructure and dispersion of samples were observed by optical microscope (VHX-1000, Keyence Co., Ltd., Japan) with a VH-Z100R zoom lens (100 magnification) at ambient temperature. A scanning electron microscope (SEM) (FEI Instrument, USA) with an accelerating voltage of 20 kV was used to study the morphology of samples. Before SEM observation, the samples were quenched in liquid nitrogen, and the fractured surfaces of the samples were coated with a thin layer of gold by ion sputtering prior to visualization. Dispersion of elements was obtained by Mapping (OXFORD Instruments Co., Ltd., UK).
Rheological properties were measured by a capillary rheometer (Rosand RH7, Malvern Instruments Ltd., UK). Shear rates ranged from 100 to 4000 s−1, and samples were maintained at 190 °C.
The samples for mechanical properties testing were prepared by a HAAKE™ minijet pro (Thermo Fisher Scientific Inc., Germany) at 190 °C. The tensile strength and flexural strength of samples were tested using a universal testing machine (5567, Instron, USA) at ambient temperature with a crosshead speed of 10 mm/min, according to ISO 527 and ISO 178 standards. In addition, the unnotched impact strength was evaluated with specimen dimensions of 4 10 100 mm3, according to ISO 179, using a pendulum impact testing machine (Shenzhen Wance Testing Machine Co., Ltd., China).
3. Results and Discussion
3.1. Characterization of Raw Material
As part of our study, we conducted a thorough examination of the materials acquired. Our approach involved a selection and classification process, followed by a component determination. Given the complexity of the usage scenario, the raw materials consisted mainly of a diverse range of components. Based on our analysis, as depicted in Figure 2, the components could be broadly categorized into several groups. We used DSC and FTIR measurements to investigate the materials, as shown in Figure 2b–g. Our findings revealed the presence of various polymers, including PE, PET, PVC, inevitable sandstones resulting from the recycling process, incompletely recycled sawdust, and other impurities. Additionally, a small amount of Al was detected, which had not been fully recycled. Table 1 provides a breakdown of the weight percentage of each component. The dimensions of the various components ranged from 2 to 8 mm, with some reaching 4–5 cm.
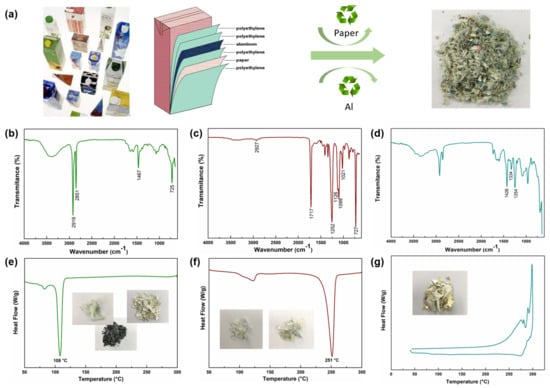
Figure 2.
Source of raw materials (a); Composition of PMW and their FTIR and DSC ((b,e)-PE, (c,f)-PET and (d,g)-PVC).

Table 1.
The weight percentage (wt%) of Tetra packaging components.
3.2. Morphology of Treated PMW
The present study investigated the impact of S3M treatment on the morphology of PMW via the utilization of SEM and a particle size analyzer. The milling process was performed on PMW for various milling cycles, and the resultant powders were collected for characterization and determination purposes. The process of ball milling involves gradually reducing materials to a powdered state by means of the impact, friction, and grinding of milling balls. Conversely, air jet milling involves pulverizing materials into small particles by utilizing the impact and shear force of high-speed rotating blades and air flows. However, due to the inherent flexibility and extensibility of plastic films, the generation of sufficient collision and shear forces during ball milling or air jet milling presents a challenge in breaking them into particles of a sufficiently small size [19]. In comparison with other methods of pulverization, S3M technology can provide a strong shear force field that serves multiple functions, including pulverizing, dispersal, and material mixing. As evidenced by Figure 3, common techniques such as ball milling and air-jet comminution prove ineffective in pulverizing ductile polymer materials, whereas PMW can be successfully milled to powder through the use of S3M. Following milling treatment, the average size of PMW was reduced from its initial value of 700 μm to 226 μm, as demonstrated in Figure 4a–d. Figure 4c indicates that the average particle size continued to decrease until the 4th milling cycle, with no further size reduction observed beyond the 6th milling cycle, at which the average particle size reached approximately 250 µm, a size consistent with the reported value (400 μm) in previous studies on room-temperature micronization [20]. Additionally, particle size distribution maps from various milling cycles were obtained and presented in Figure 4d, with particle distribution ranges tending to become smaller and narrower as the number of milling cycles increased. These experimental findings suggest that micronization through S3M significantly reduces the particle size of PMW.
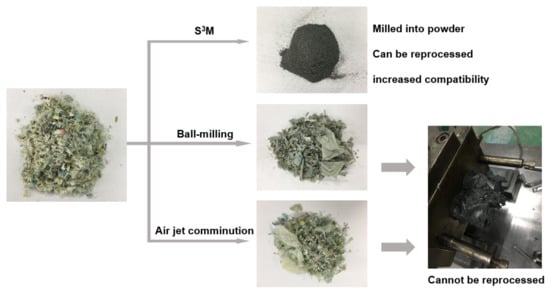
Figure 3.
Comparison of S3M technique with other methods (ball milling and air jet comminution).
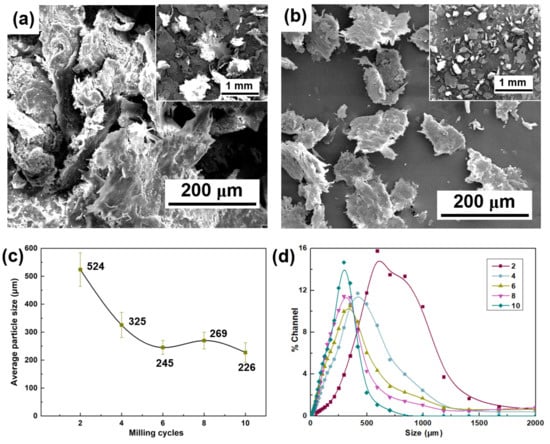
Figure 4.
SEM of PMW particles without (a) and with (b) milling treatment; Particle size (c) and particle size distribution (d) of PMW after different milling cycles.
3.3. Chemical Characterization of Treated PMW
To investigate the alteration in chemical bonds within a polymer’s molecular structure and its constituent components’ interaction during the S3M process, FTIR spectra were obtained for the samples, as shown in Figure 5a. The oxygen-containing peaks of the milled particles at 1700–1800 cm−1 and 3000–4000 cm−1 displayed heightened narrowness and sharpness. These results revealed that mechanochemistry activated PMW and increased its surface activity. The free radicals created by molecular chain fracture and unsaturated bonding become more susceptible to oxidation [21]. Furthermore, no new functional groups were formed during the milling process, as indicated by the absence of any new absorption peaks in the infrared spectra. The effect of S3M treatment on the crystallization behavior of PMW was studied by DSC. Figure 5b illustrates five distinct melting peaks, namely LDPE, HDPE, PP, and PET. HDPE exhibits distinct melting peaks (129 °C and 134 °C) due to differences in molecular weight. The milling process induces molecular chain breakage and a decrease in molecular weight, thereby decreasing the melting temperature. As the milling cycles increase, the melting enthalpy of the milled PE at 108 °C was reduced from 15.13 J/g to 5.8 J/g in the unmilled sample, indicating the destruction of crystallization. The reduction in crystallinity is mainly attributable to the decreased particle size after the S3M process, which hinders the orderly arrangement of the polymer molecular chain, thereby restricting their movement [22].
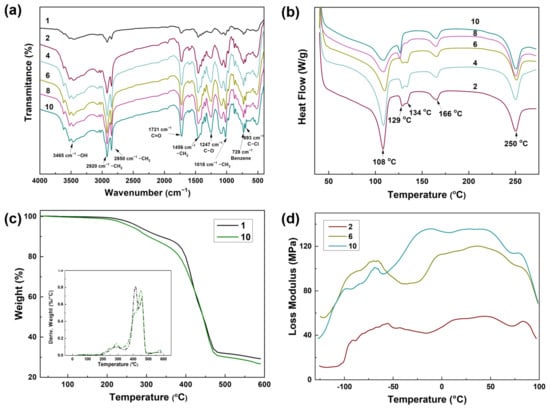
Figure 5.
FTIR (a), DSC (b), TG (c) and DMA (d) of PMW after different milling cycles.
The thermal degradation temperature of composites is a crucial indicator in the processing process of polymer. The thermogravimetric (TG) curves of PMW were examined in Figure 5c, and two main processes were identified during the thermal decomposition. The first process involved the decomposition of PVC, with a weight loss of 15 % observed between 170 °C to 330 °C. The second process was attributed to the decomposition of other polymers in composites including PE, PET, and impurities, which resulted in a major degradation peak at 450 °C. Additionally, the study revealed that a slight loss in mass, mainly due to water volatilization, occurred at temperatures below 170 °C. The residual carbon content was found to be 28%, and this was mainly attributed to inorganic filler residues. The thermal degradation temperature of milled composites showed little variation, with a decrease in the amount of residual carbon. This was due to the reduction in particle size and the increase in specific surface area, leading to more complete degradation. The mass of composites remained constant after heating them up to 500 °C, with 28 wt.% inorganic filler residues. Additionally, a molecular-level compatibility of the composites was characterized using DMA. Figure 5d shows the loss modulus for samples with varying milled times. The loss modulus is a measure of energy dissipation and viscosity of a material. The loss modulus was found to increase with increasing milling cycles, as the internal friction increased, resulting in more energy loss in the form of heat. The composites exhibited multiple peaks due to the presence of various components. Under the strong three-dimensional shear force field, macromolecular free radicals were generated by the fracture of polymer chains, which provides the possibility for mechanochemical synthesis of block and/or graft copolymers [21,23]. As the milling cycles increased, the molecular chain broke to form free radicals, which enhanced the interaction between the components. The peaks of the loss modulus of the composite gradually closed with each other, indicating that there was a strong interaction between the molecular chains and demonstrating better compatibility.
3.4. Morphology of PMW Samples
The mechanical properties of materials are affected by their microstructure, which can be controlled by appropriate processing techniques. In this study, self-designed pan-mill-type equipment was used to alter the morphology of samples. An optical microscope was used to further analyze the homogeneity between the phases of the samples. Six samples obtained by compression-molding at 190 °C with different milling cycles were examined, as shown in Figure 6a–c. The experimental results showed that the untreated sample had a disorderly morphology due to its large size and uneven mixing among components, resulting in a large area of phase separation on the surface. In contrast, the surface of PMW was more uniform with no obvious phase separation phenomena after S3M treatment. Microscopic observations of samples after milling 10 cycles indicated very few micron-size phase-separated particles. This suggests that the milling treatment had a significant effect on the morphology of the samples, leading to improved homogeneity between the phases, particularly for PMW, which showed better dispersion and smaller filler size.
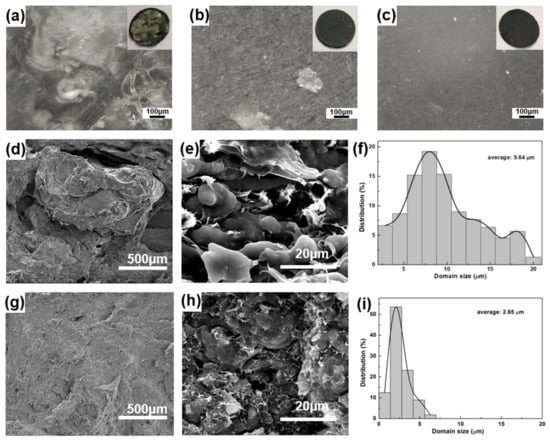
Figure 6.
Optical micrographs of PMW with different milling cycles: (a–c) were samples with 0, 6, and 10 milling cycles. SEM images of samples with different milling cycles ((d,e) were the samples without milling, (g–h) were the samples with 10 milling cycles) and their size of dispersed phase (f,i).
The cross-section morphology of a sample is a critical factor that affects the mechanical properties of multicomponent polymers. Here, the sample was quenched in liquid nitrogen and observed under a microscope. Figure 6d shows that the sample without milling had an uneven morphology, with large particle sizes and gaps between the component. As a result, the phase separation was severe, and the interfacial adhesion was poor. The average size of the dispersed phase was found to be 9.64 μm, with a wide distribution. However, after 10 milling cycles, the cross-section of the sample appeared smooth, as shown in Figure 6g. Upon magnification, it was observed that the particles’ size was smaller, and the accumulation between the particles was closer, with a reduced gap between them. The size of the dispersed phase in PMW decreased to 2.65 μm, and the distribution became narrower. It is worth noting that the phase domain size plays a crucial role in determining the mechanical properties of multiphase and multicomponent polymers.
Figure 6d–i presents the SEM image and the size of dispersed phases of PMW. The increase in specific surface area caused by the reduction in particle size led to a rapid increase in surface energy, promoting physical adsorption and subsequent aggregates of particles. Laser light scattering method was inadequate to determine the size of such aggregates. To better reflect the size of the dispersed phase, SEM was used. Without milling, the sample’s cross-section appeared uneven after being quenched in liquid nitrogen (Figure 6d). This was due to the larger particle size and greater gaps between each component, which resulted in serious phase separation and poor interfacial adhesion. The average size of the dispersed phase was 9.64 μm, with a wide distribution. In contrast, after 10 milling cycles (Figure 6g), the cross-section of the sample became smoother, with finer particles and closer particle accumulation. The dispersed phase size decreased to 2.65 μm, with a narrow distribution. It is well-known that the phase domain size of multiphase and multicomponent polymers greatly affects their mechanical properties.
To analyze the distribution of each component in the sample, we conducted elemental surface scanning and obtained the corresponding distribution maps, as depicted in Figure 7. The Ca component in the sample mainly originated from sand and stone, while Cl was derived from PVC, which was consistent with the content of PVC in Table 1. The distribution of elements in the sample without milling was relatively concentrated, whereas after S3M treatment, the elements were evenly dispersed throughout the sample. As a result, the prepared samples had a more homogeneous dispersion structure. S3M technology can achieve ultrafine grinding and uniform dispersion of PMW at room temperature. The particle size and distribution of the powder determine the size of the phase domain. Moreover, according to previous reports, S3M technology can generate a small amount of block copolymers in situ [22,24], as some of the molecular chains were ruptured during the S3M process, and more polar-functional groups are produced, seen in Figure 5a, which enhances the interaction between the components and reduces the interfacial tension, resulting in better compatibility. This molecular-rearrangement reaction, as shown in Figure 8, promotes closer bonding between the milled particles, thereby improving compatibility. Therefore, S3M technology represents an important breakthrough in realizing the recovery and utilization of multicomponent and multiphase PMW without requiring a compatibilizer, viscosity matching, or a separation and classification process.
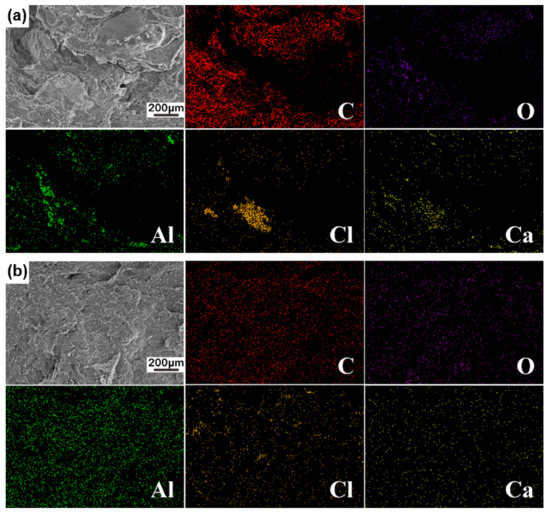
Figure 7.
EDS of samples without milling (a) and milled for 10 cycles (b).
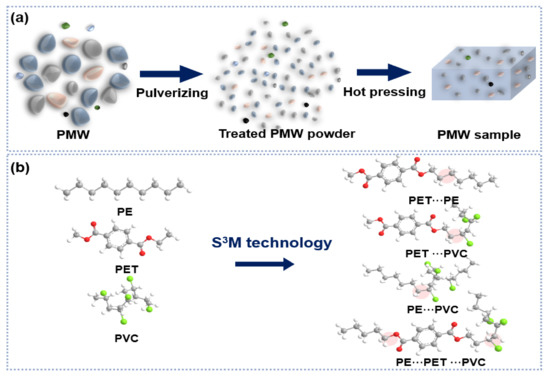
Figure 8.
Schematic diagram of compatibilization mechanism in domain size control (a) and molecule structure change (b).
3.5. Shear Viscosity of PMW Samples
The processing of PMW without S3M treatment is hindered by the large particle size, which causes blockages even at temperatures as high as 250 °C, making reprocessing a significant challenge. However, after S3M treatment, the particles decrease, allowing for extrusion and injection at lower temperatures than 190 °C. Figure 9 depicts the shear viscosity of the composites obtained by a capillary rheometer. The viscosity of the sample decreased with the increase of milling cycles due to the smaller size of the dispersed phase, which enhances the chain slip, entanglement, and macromolecule chain activity. Additionally, the apparent viscosity of macromolecular chains decreases along the flow direction with an increase in shear rate. Thus, S3M treatment facilitates the transformation of polymer processability.
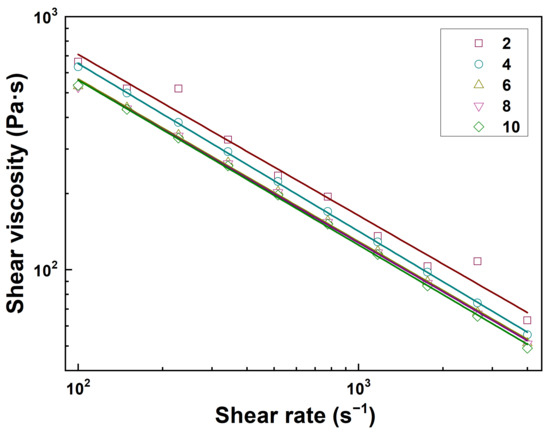
Figure 9.
Rheological properties of PMW after different milling cycles.
3.6. Mechanical Property
The feasibility of recycling PMW was assessed by evaluating the mechanical behavior of the recycled composites. Figure 10 presents the mechanical properties of recycled waste PMW after undergoing different milling cycles. The dispersion and compatibilization of composites were greatly influenced by S3M technology (as evidenced by Figure 5d and Figure 7), which in turn affected their mechanical properties. The experimental results revealed that test slabs underwent brittle fracture when strain was less than 10%. However, after undergoing S3M treatment, the mechanical properties of the samples improved. The tensile stress of the unmilled samples was 14.03 MPa, which increased gradually with an increase in milling cycles. After the sample with 10 milling cycles, the tensile stress increased to 22.02 MPa, with a growth rate of 57%. Moreover, the elongation at the breakage of the sample increased from 3.49% of the untreated sample to 4.40% after S3M treatment. The unnotched impact strength test shows that a sample’s unnotched impact strength was enhanced from 3.26 KJ/m2 to 4.82 KJ/m2. The mechanical properties of the samples are associated with their structure, as indicated by Figure 7. The cross-section of the samples without milling was rough, and the size of the dispersed phase size was large, which increased the probability of stress concentration. Consequently, under external loading, cracks were generated and propagated quickly, leading to poor mechanical properties of the materials. However, the cross-section of the samples milled for 10 cycles was more uniform, and the interfacial contact area between the particles increased due to the particle-dispersed phase size reduction and the improved compatibility, which reduced stress defects during the tensile process. Therefore, the mechanical properties of composites after S3M treatment improved. This phenomenon is in line with the Griffith theory of brittle fracture of materials [25].
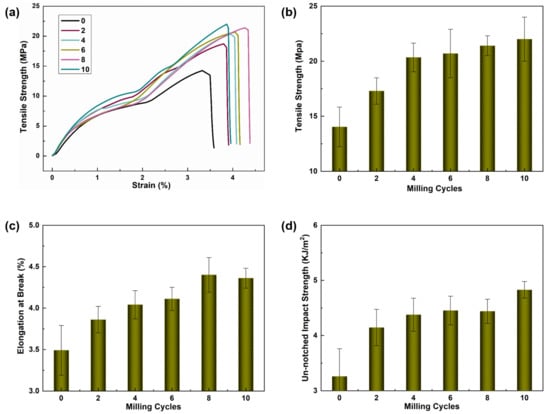
Figure 10.
Mechanical performance of waste plastic packaging: tensile strength-strain (a); effect of milling cycles on tensile strength (b), elongation at break (c), and unnotched impact strength (d).
4. Conclusions
This study investigated the use of S3M equipment to recycle post-consumer multi-plastic waste, with the aim of overcoming the sorting and cleaning challenges posed by the traditional recovery process. Results show that the S3M process can reduce the size of the recovered multicomponent from 700 μm to 226 μm, with a smaller and narrower particle distribution range observed with increased milling cycles. The S3M process also results in decreased crystallinity of PMW after the S3M process, good dispersity of domains, and reduced phase domain, which improved compatibility between components in composite and increased mechanical properties. The tensile stress increased from 14.03 MPa to 22.02 MPa, and the unnotched impact strength was also enhanced. Moreover, the recycled material can be extruded without any blockage of processing instruments. These findings demonstrate the great potential of the S3M process for the processing of APPW, which can be transformed into a useful product without any separation. The recycling of multilayer plastic films has significant environmental and resource utilization benefits; thus its future prospects are very promising.
Author Contributions
Conceptualization, S.Y.; Formal analysis, S.B.; Investigation, B.W.; Data curation, S.D.; Writing—original draft, L.L.; Writing—review & editing, N.C.; Supervision, S.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This project was financially supported by the National Key Research and Development Project (No. 2019YFC1904500 and 2019YFC1908200), National Natural Science Foundation of China (No. 52103123), Natural Science Foundation of Sichuan Province (No. 2022NSFSC1919 and 2022NSFSC0387) and State Key Laboratory of Polymer Materials Engineering (No. sklpme2020-3-04 and sklpme2022-2-01).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Informed consent was obtained from all subjects involved in the study.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Siddiqui, M.Z.; Park, Y.K.; Kang, Y.; Watanabe, A.; Kim, S.; Kim, Y.M. Effective use of aluminum-plastic laminate as a feedstock for catalytic pyrolysis over micro and mesoporous catalysts. J. Clean. Prod. 2019, 229, 1093–1101. [Google Scholar] [CrossRef]
- Georgiopoulou, I.; Pappa, G.D.; Vouyiouka, S.N.; Magoulas, K. Recycling of post-consumer multilayer Tetra Pak® packaging with the Selective Dissolution-Precipitation process. Resourc. Conserv. Recycl. 2021, 165, 105268. [Google Scholar] [CrossRef]
- Diop, C.I.K.; Lavoie, J.-M.; Huneault, M.A. Separation and Reuse of Multilayer Food Packaging in Cellulose Reinforced Polyethylene Composites. Waste Biomass Valoriz. 2017, 8, 85–93. [Google Scholar] [CrossRef]
- Nieminen, J.; Palonen, J.; Itäpelto, M.; Karkki, P.; Makipaja, L. Liquid Carton Waste Material Recycling Process and Apparatus for Recycling Liquid Carton Waste Material. U.S. Patent 6,401,635, 11 November 2002. [Google Scholar]
- Johansson, H.; Ackermann, P.W. Method of Recovering Individual Component Parts from Packaging Material Waste. U.S. Patent 5,421,526, 6 June 1995. [Google Scholar]
- Zhang, S.; Zhang, L.; Luo, K.; Sun, Z.; Mei, X. Separation properties of aluminium–plastic laminates in post-consumer Tetra Pak with mixed organic solvent. Waste Manag. Res. 2014, 32, 317–322. [Google Scholar] [CrossRef] [PubMed]
- Hidalgo-Salazar, M.A.; Mina, J.H.; Herrera-Franco, P.J. The effect of interfacial adhesion on the creep behaviour of LDPE–Al–Fique composite materials. Compos. Part B Eng. 2013, 55, 345–351. [Google Scholar] [CrossRef]
- Korkmaz, A.; Yanik, J.; Brebu, M.; Vasile, C. Pyrolysis of the tetra pak. Waste Manag. 2009, 29, 2836–2841. [Google Scholar] [CrossRef]
- Yin, S.; Rajarao, R.; Sahajwalla, V. Thermal transformation of metallized plastic packaging waste into value-added Al/Al3C4/AlN resources. ACS Sustain. Chem. Eng. 2018, 7, 1723–1733. [Google Scholar] [CrossRef]
- Zhang, S.; Luo, K.; Zhang, L.; Mei, X.; Cao, S.; Wang, B. Interfacial separation and characterization of Al–PE composites during delamination of post-consumer Tetra Pak materials. J. Chem. Technol. Biotechnol. 2015, 90, 1152–1159. [Google Scholar] [CrossRef]
- Yin, S.; Rajarao, R.; Gong, B.; Wang, Y.; Kong, C.; Sahajwalla, V. Thermo-delamination of metallised composite plastic: An innovative approach to generate Aluminium from packaging plastic waste. J. Clean. Prod. 2019, 211, 321–329. [Google Scholar] [CrossRef]
- Yang, S.; Li, W.; Bai, S.; Wang, Q. Fabrication of morphologically controlled composites with high thermal conductivity and dielectric performance from aluminum nanoflake and recycled plastic package. ACS Appl. Mater. Interfaces 2018, 11, 3388–3399. [Google Scholar] [CrossRef]
- Ribeiro, C.; Ferreira, J.V.; Partidário, P. Life cycle assessment of a multi-material car component. Int. J. Life Cycle Assess. 2007, 12, 336. [Google Scholar] [CrossRef]
- Hopewell, J.; Dvorak, R.; Kosior, E. Plastics recycling: Challenges and opportunities. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2115–2126. [Google Scholar] [CrossRef]
- Mao, A.; Shmulsky, R.; Li, Q.; Wan, H. Recycling polyurethane materials: A comparison of polyol from glycolysis with micronized polyurethane powder in particleboard applications. BioResources 2014, 9, 4253–4265. [Google Scholar] [CrossRef]
- Jeong, K.M.; Hong, Y.J.; Saha, P.; Park, S.H.; Kim, J.K. Novel polymer composites from waste ethylene-propylene-diene-monomer rubber by supercritical CO2 foaming technology. Waste Manag. Res. 2014, 32, 1113–1122. [Google Scholar] [CrossRef]
- Ashton, E.G.; Kindlein, W., Jr.; Demori, R.; Cândido, L.H.A.; Mauler, R. Recycling polymeric multi-material products through micronization. J. Clean. Prod. 2016, 116, 268–278. [Google Scholar] [CrossRef]
- Qi, W.; Cao, J.; Huang, J.; Xi, X. A study on the pan-milling process and the pulverizing efficiency of pan-mill type equipment. Polym. Eng. Sci. 2004, 37, 1091–1101. [Google Scholar]
- Yang, S.; Bai, S.; Wang, Q. Preparation of fine fiberglass-resin powders from waste printed circuit boards by different milling methods for reinforcing polypropylene composites. J. Appl. Polym. Sci. 2015, 132, 42494. [Google Scholar] [CrossRef]
- Ayyer, R.; Rosenmayer, T.; Schreiber, W.; Colton, J. Effects of micronized rubber powders on structure and properties of polypropylene composites. Waste Biomass Valoriz. 2013, 4, 65–71. [Google Scholar] [CrossRef]
- Wei, P.; Bai, S. Fabrication of a high-density polyethylene/graphene composite with high exfoliation and high mechanical performance via solid-state shear milling. RSC Adv. 2015, 5, 93697–93705. [Google Scholar] [CrossRef]
- Pan, H.; Bai, S.; Qi, W. Structure and performance of Poly(vinyl alcohol)/wood powder composite prepared by thermal processing and solid state shear milling technology. Compos. Part B Eng. 2016, 99, 373–380. [Google Scholar]
- Yang, S.; Bai, S.; Duan, W.; Wang, Q. Preparation of composites based on recycled polypropylene and automotive shredder residue. Polym. Int. 2018, 67, 936–945. [Google Scholar] [CrossRef]
- Yang, S.; Zhong, F.; Wang, M.; Bai, S.; Wang, Q. Recycling of automotive shredder residue by solid state shear milling technology. J. Ind. Eng. Chem. 2018, 57, 143–153. [Google Scholar] [CrossRef]
- Griffith, A.A., VI. The phenomena of rupture and flow in solids. Philos. Trans. R. Soc. Lond. Ser. 1921, 221, 163–198. [Google Scholar]










Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).