
Development of a Lightweight Pavement Block with Extremely High Permeability Using the Volcanic Pumice Bora
 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Fundamental Chemical and Physical Properties of Bora
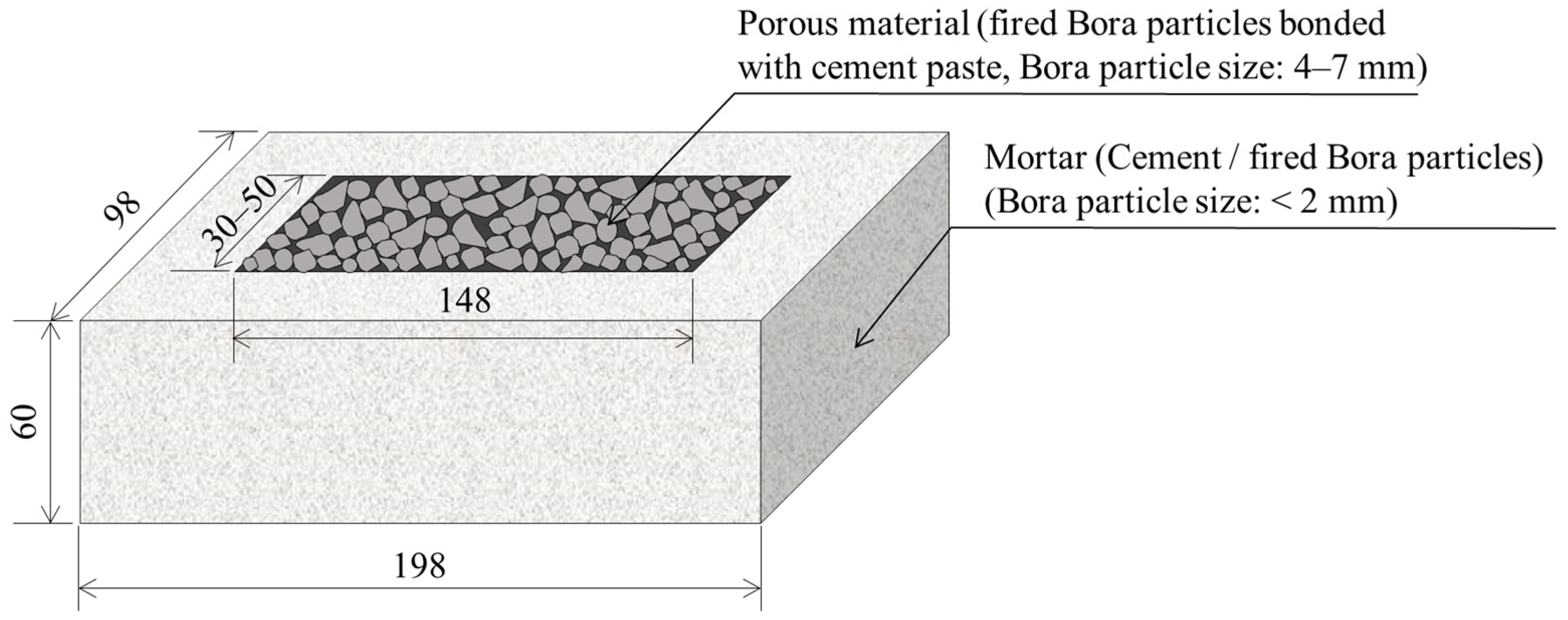
2.2. Manufacturing of the Permeable Pavement Block
2.3. Experimental Methods
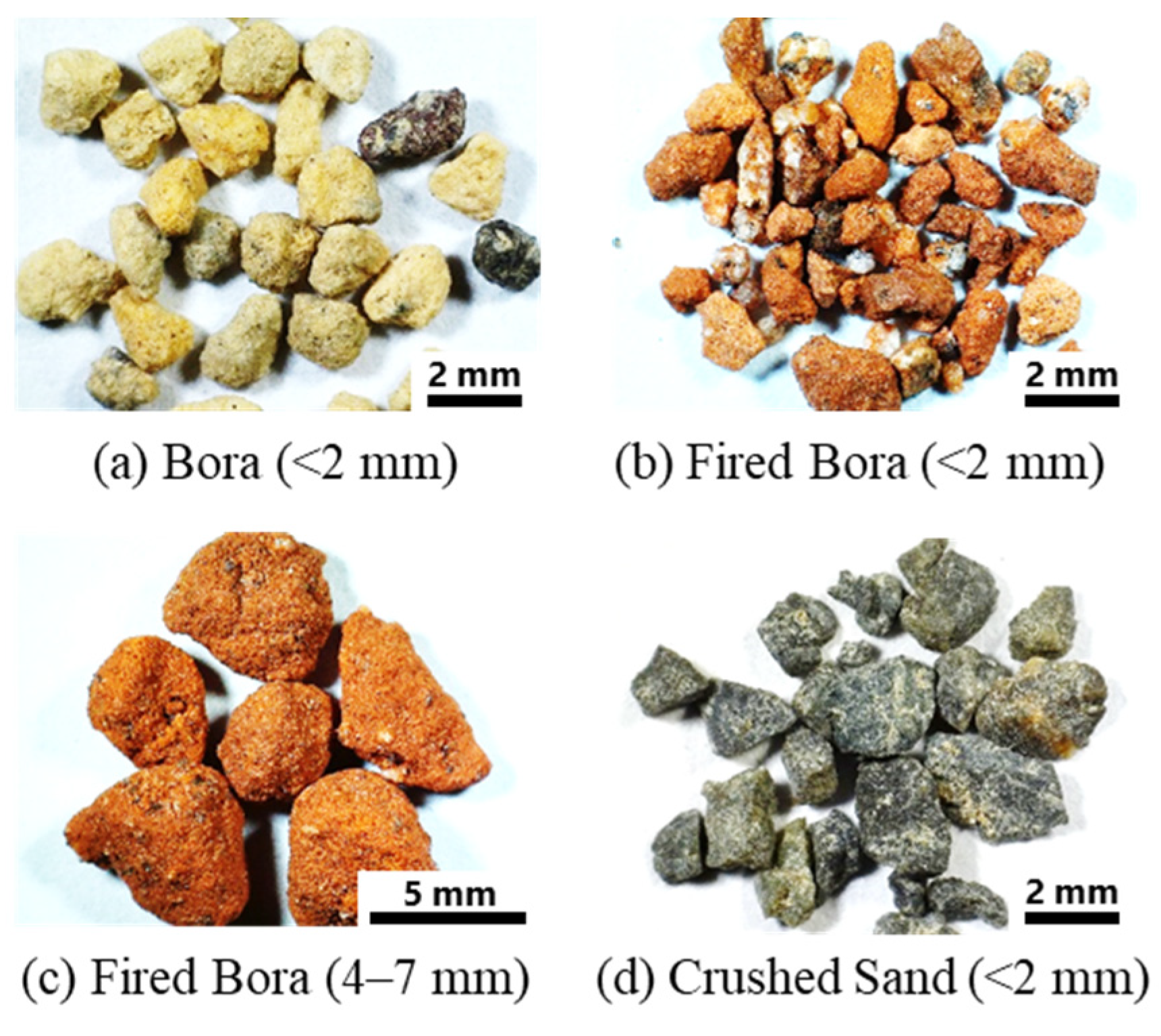
2.3.1. Properties of Bora Particles
2.3.2. Bending Tests
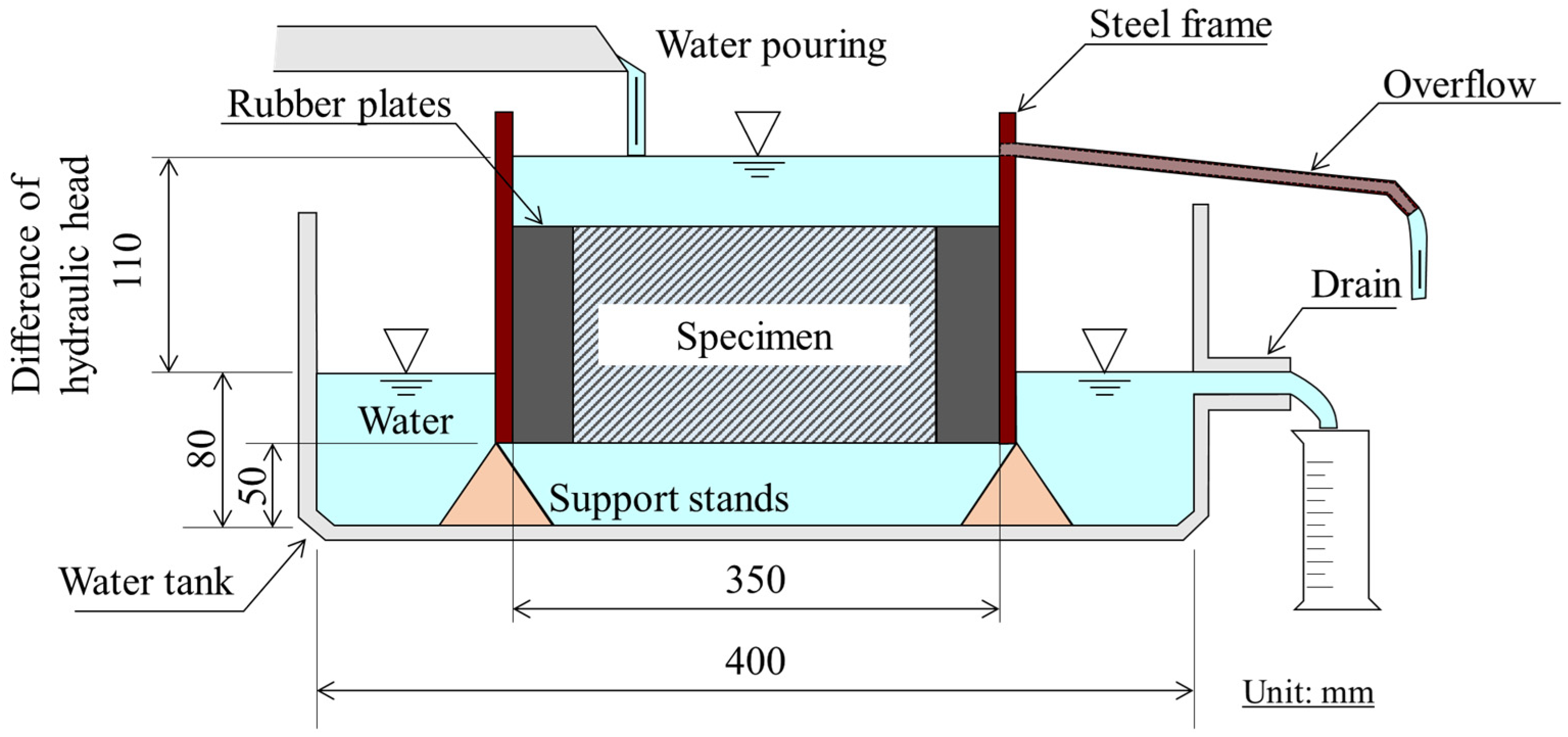
2.3.3. Permeability Tests
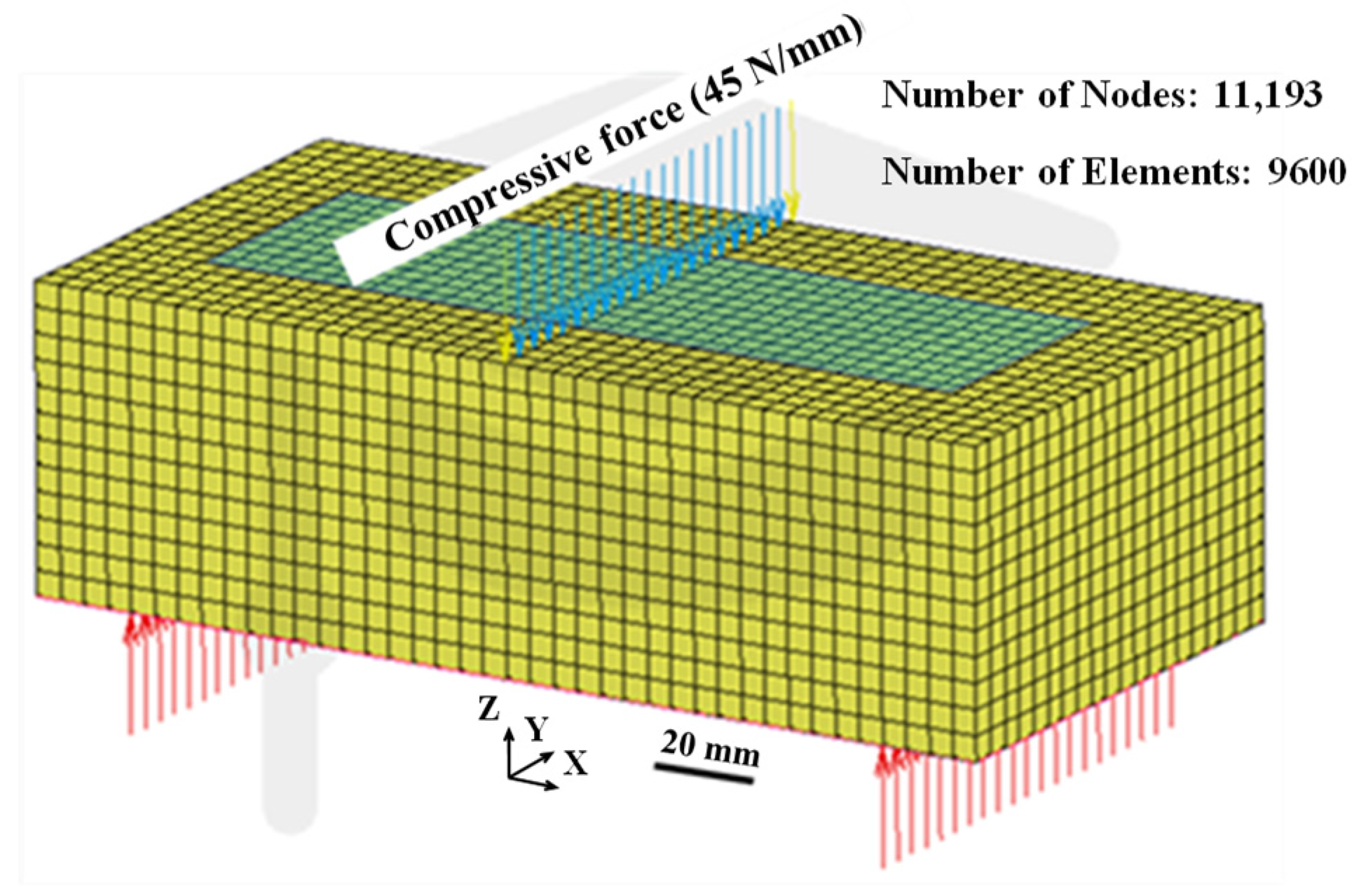
2.4. Bending Stress Analysis of Permeable Pavement Blocks Using FEM
3. Results and Discussion
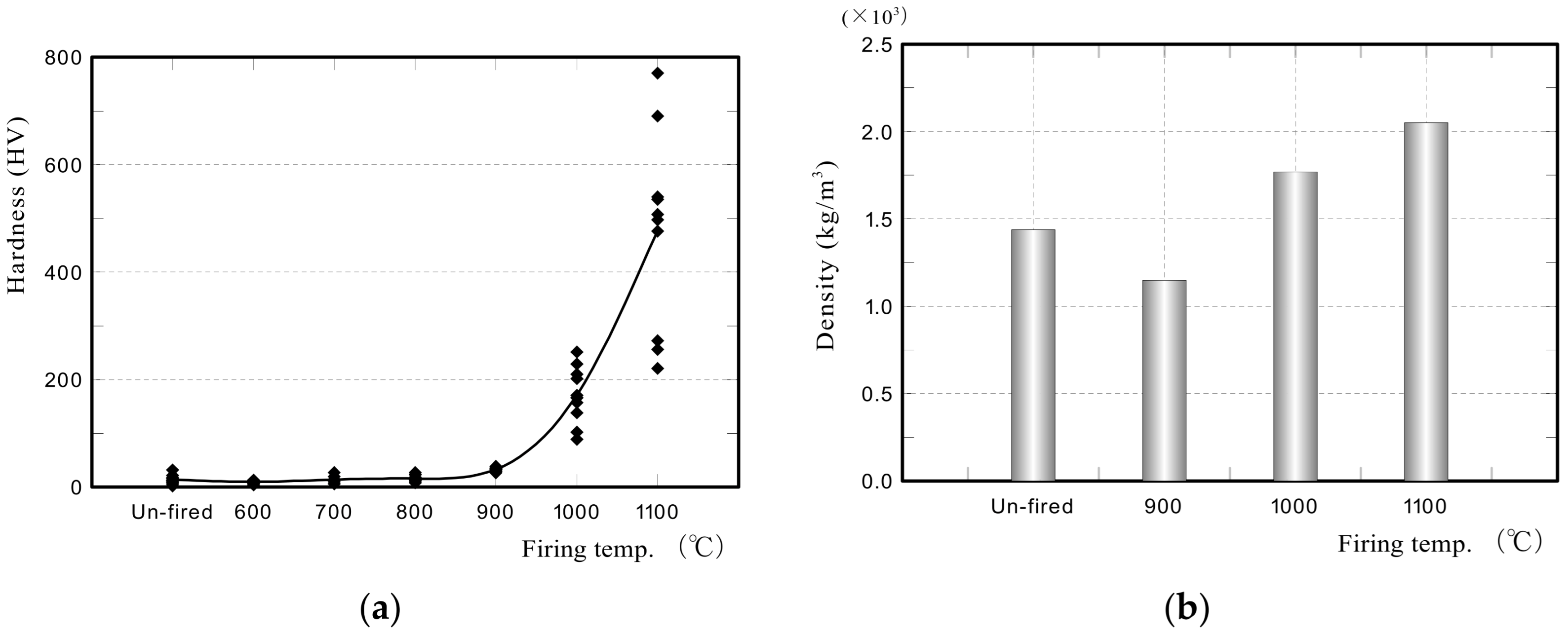
3.1. Hardness and Density of Fired Bora
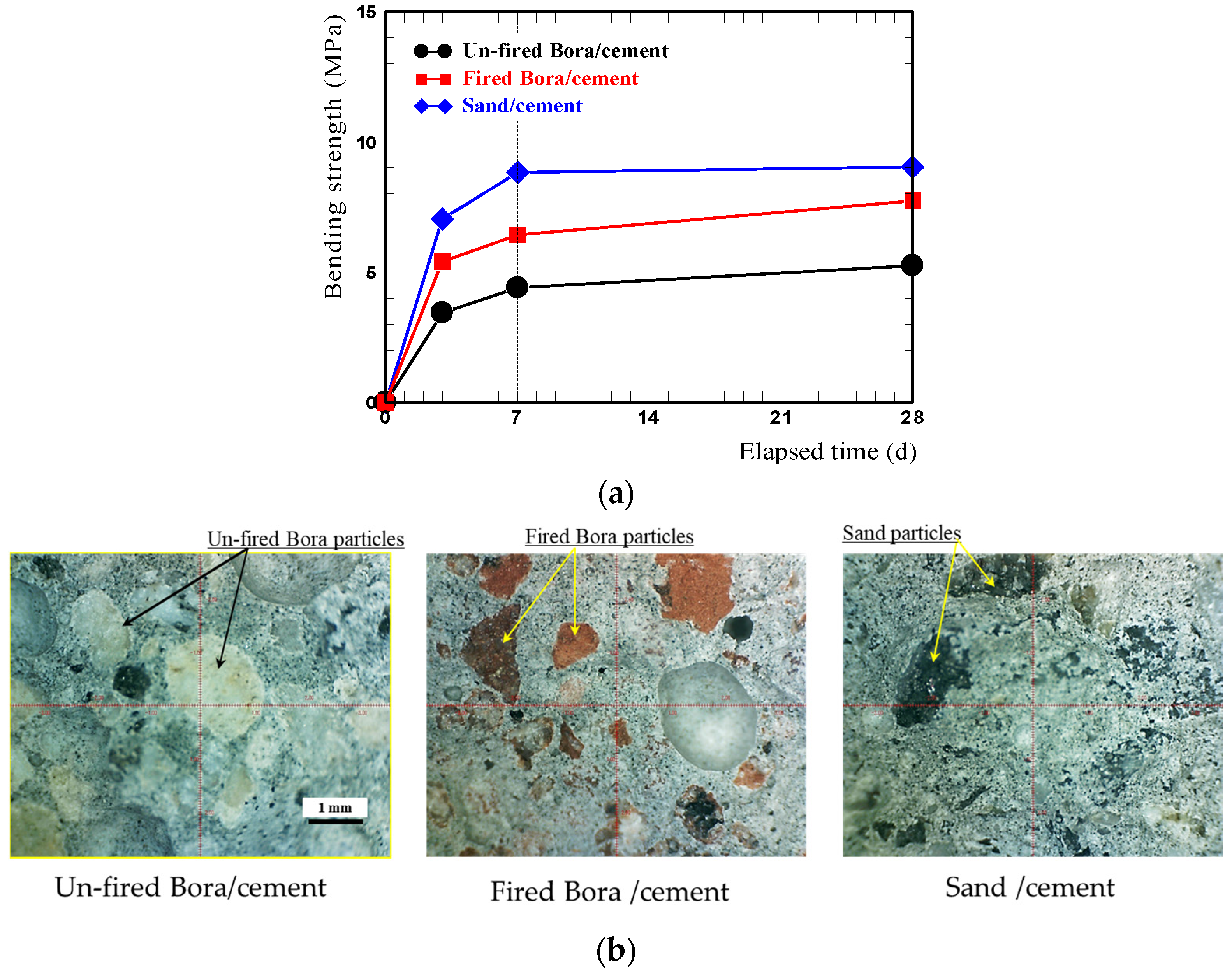
3.2. Bending Strength of Mortar and Porous Materials Using Fired Bora Particles
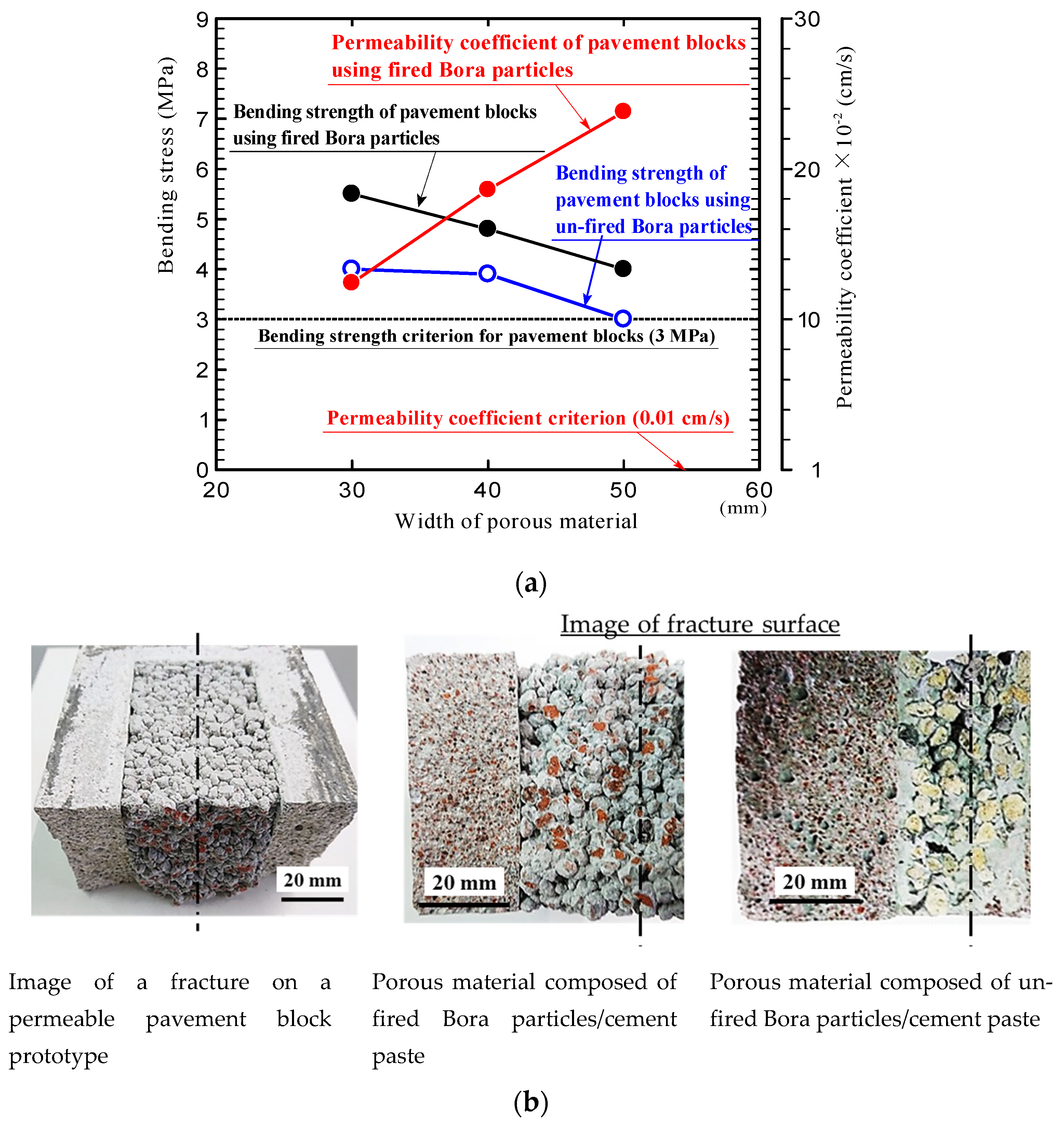
3.3. Bending Strength and Permeability of Permeable Pavement Blocks
3.4. Results of the Bending Stress Analysis of a Permeable Pavement Block Using FEM
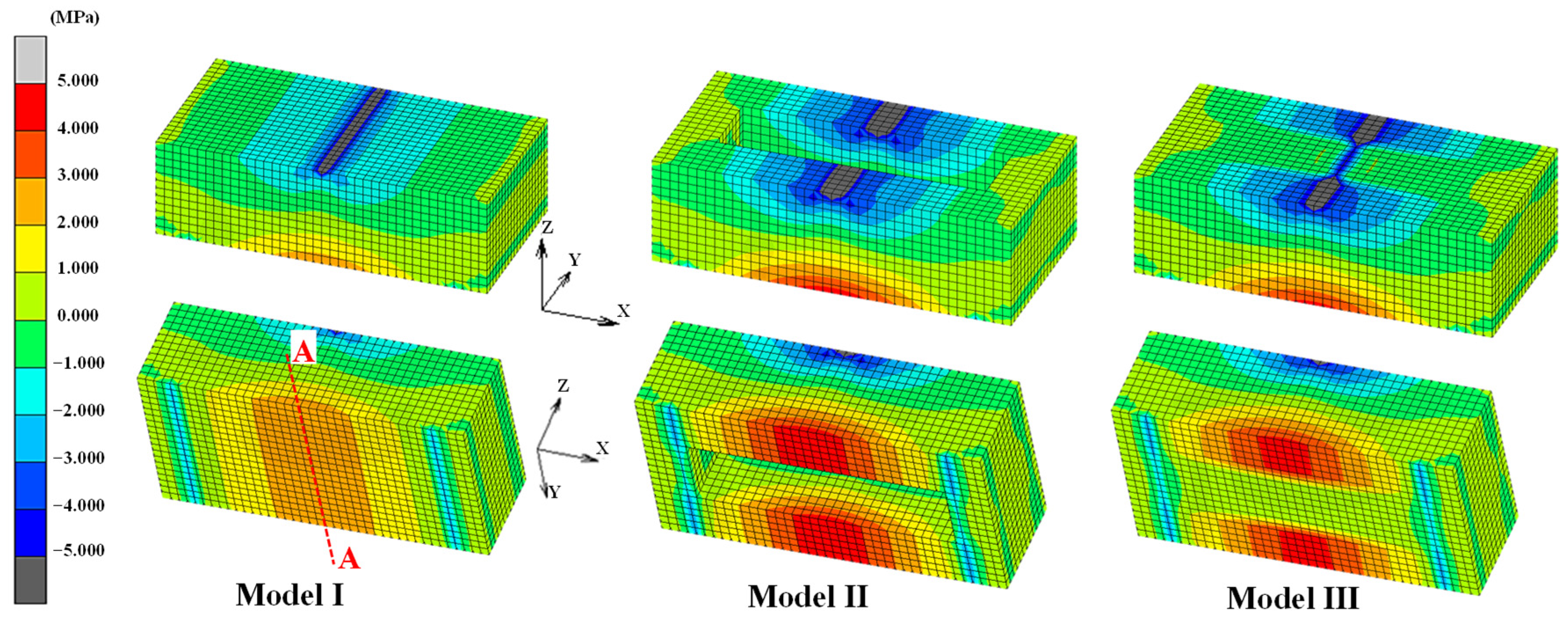
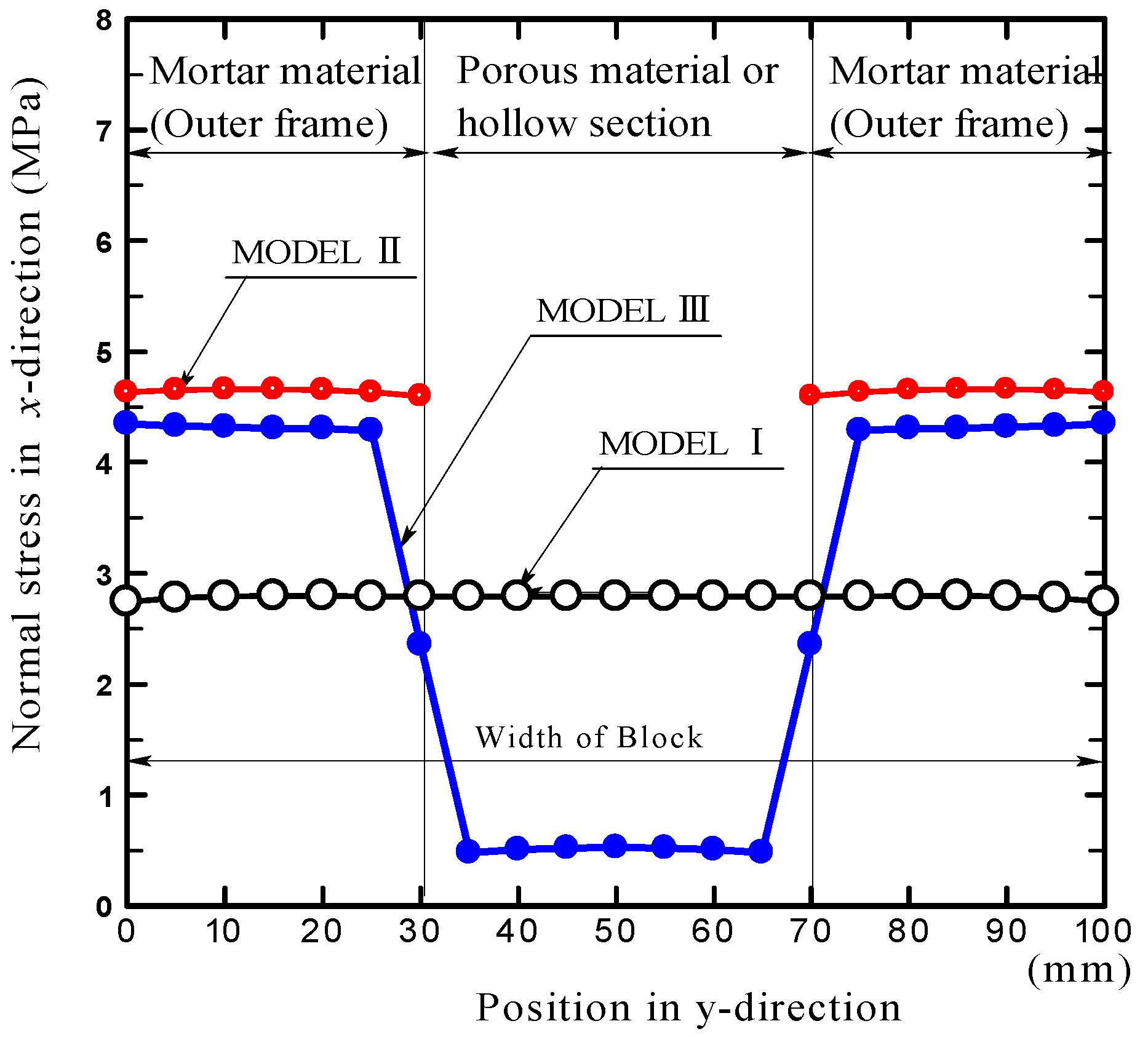
3.4.1. Bending Stress Generated Inside the Block
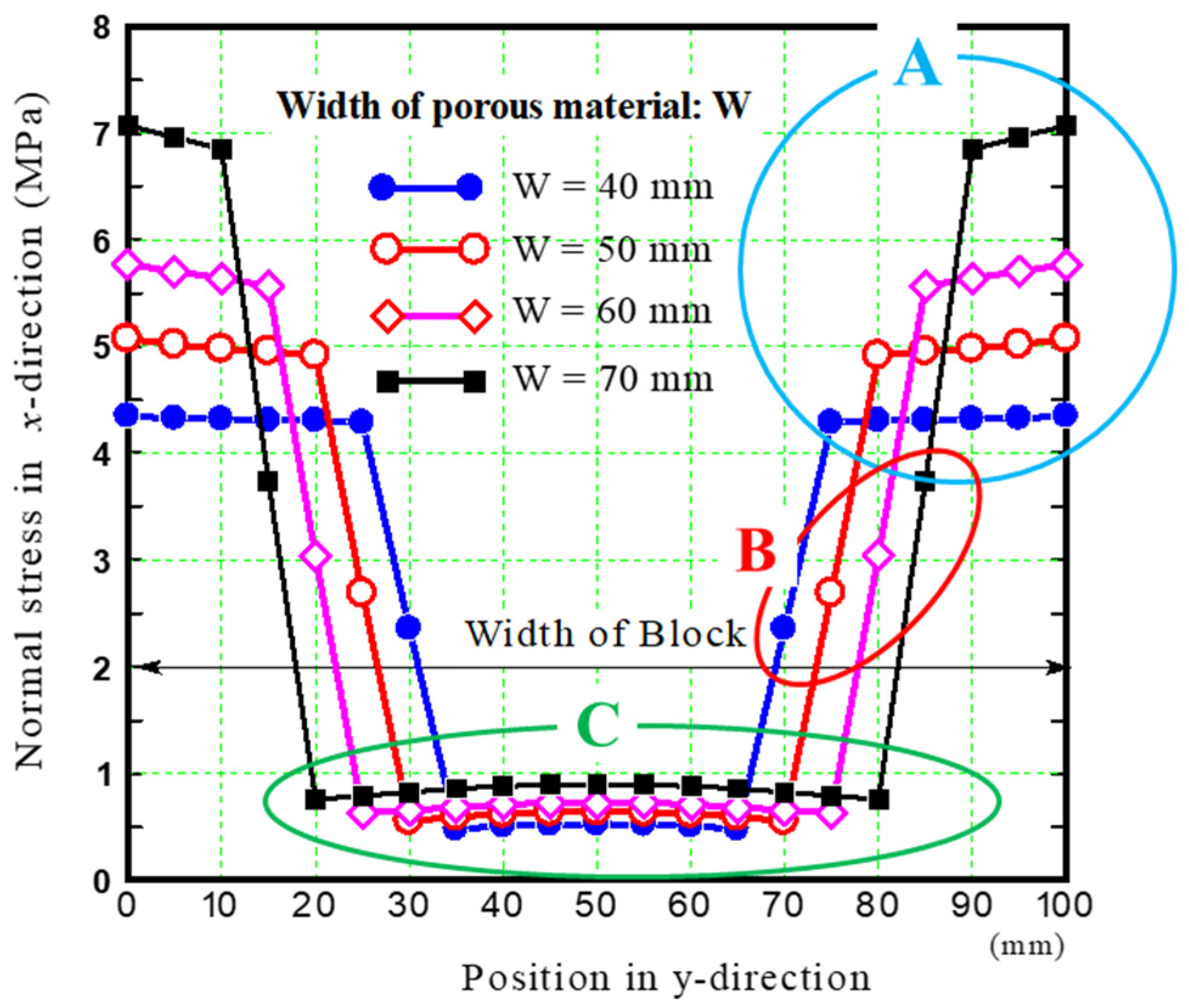
3.4.2. Dimensional Design of the Porous Material Section to Satisfy the Bending Strength Criteria of Permeable Pavement Blocks
4. Conclusions
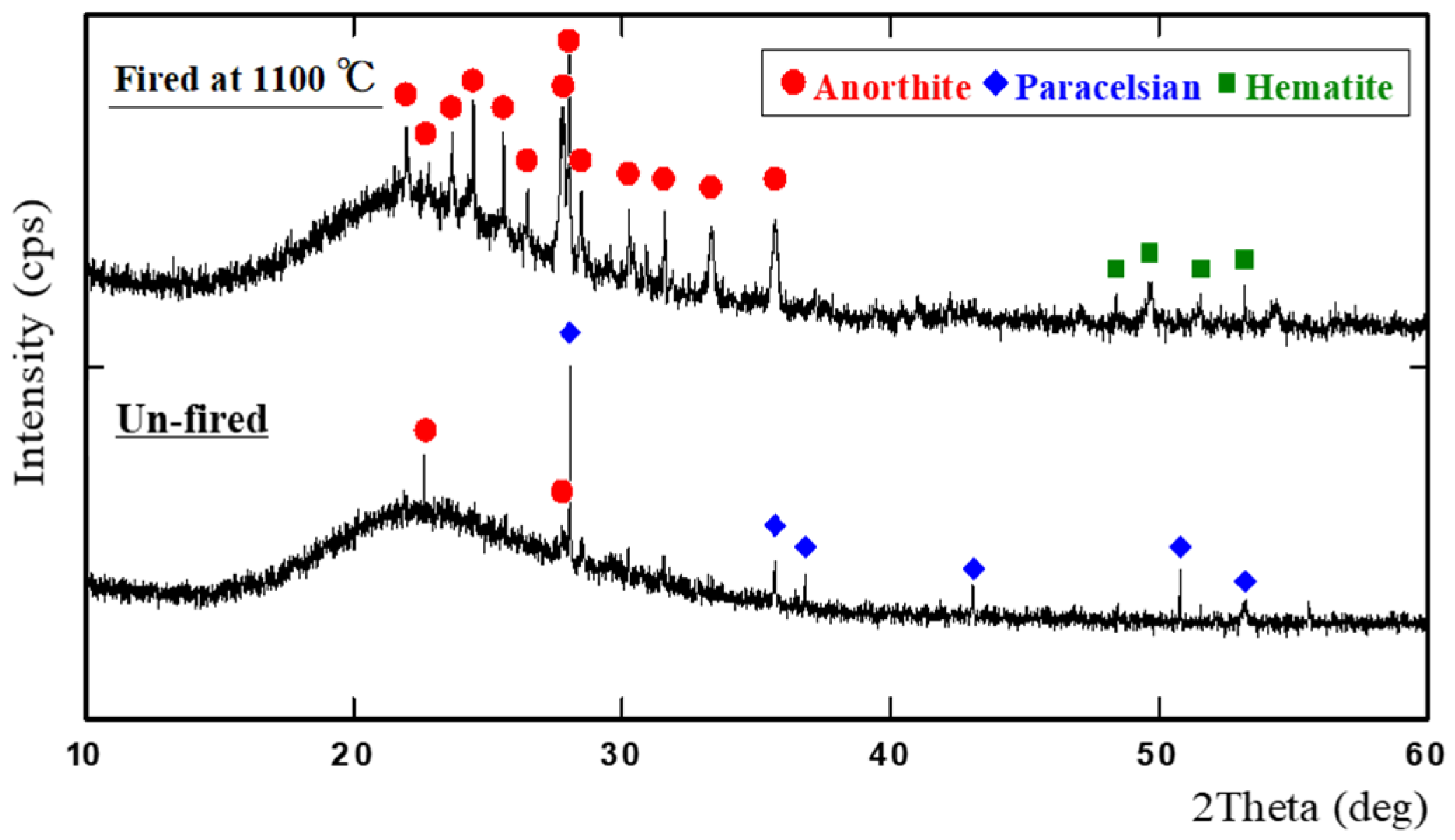
- The hardness of Bora particles significantly increased when fired at temperatures exceeding 900 °C. This can be attributed to the densification caused by the elimination of fine pores in the structure via sintering and the changes in the crystalline structure.
- Bora particles fired at 1100 °C can be an efficient substitute for crushed sand used in mortar. Our analysis confirmed that lightweight pavement blocks with extremely high permeabilities can be easily fabricated using these fired Bora particles.
- The optimal width of the porous material section of the permeable pavement block was estimated to be 30–60 mm based on the bending tests and stress analysis results obtained using FEM.
5. Patents
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ministry of Agriculture, Forestry and Fisheries, Current Status and Issues of Special Soil. Available online: https://www.mlit.go.jp/policy/shingikai/content/001430238.pdf (accessed on 26 April 2024). (In Japanese).
- Shimada, K.; Fukushige, Y.; Tazoe, H. Research on the industrial application of Shirasu (Report 12): Chemical composition of volcanic glass in Shirasu. Res. Rep. Fac. Eng. Kagoshima Univ. 1973, 15, 53–58. Available online: http://hdl.handle.net/10232/12783 (accessed on 26 April 2024).
- Haruyama, M. Geological, physical, and mechanical properties of “Shirasu” and its engineering classification. Soils Found. 1973, 13, 45–60. [Google Scholar] [CrossRef] [PubMed]
- Akane, O. Climate Change Brings Japan More Deadly Downpours, NIKKEI Asia, 26 July 2020. Available online: https://newsonjapan.com/article/127959.php (accessed on 26 April 2024).
- Chigira, M. Geologic factors contributing to landslide generation in a pyroclastic area: August 1998 Nishigo Village, Japan. Geomorphology 2002, 46, 117–128. [Google Scholar] [CrossRef]
- Kamimura, Y.; Furue, K.; Nishizono, N. Improvement of paddy soil derived from glassy volcanic ash (Shirasu) by successive applications of organic and inorganic amendments. Soil Sci. Plant Nutr. 1994, 40, 39–48. [Google Scholar] [CrossRef]
- Karthika, R.B.; Vidyapriya, V.; Sri, K.V.N.; Beaula, K.M.G.; Harini, R.; Sriram, M. Experimental study on lightweight concrete using pumice aggregate. Mater. Today Proc. 2021, 43, 1606–1613. [Google Scholar] [CrossRef]
- Gündüz, L. The effects of pumice aggregate/cement ratios on the low-strength concrete properties. Constr. Build. Mater. 2008, 22, 721–728. [Google Scholar] [CrossRef]
- Tanyıldızı, M.; Gökalp, İ. Utilization of pumice as aggregate in the concrete: A state of art. Constr. Build. Mater. 2023, 377, 131102. [Google Scholar] [CrossRef]
- Unuma, T.; Takemi, T. Rainfall characteristics and their environmental conditions during the heavy rainfall events over Japan in July 2017 and 2018. J. Meteorol. Soc. Jpn. Ser. II 2021, 99, 165–180. [Google Scholar] [CrossRef]
- Hirockawa, Y.; Kato, T.; Araki, K.; Mashiko, W. Characteristics of an extreme rainfall event in Kyushu district, Southwestern Japan in early July 2020. SOLA 2020, 16, 265–270. [Google Scholar] [CrossRef]
- Gallaghar, L.; Peduzzi, P. Sand and Sustainability: Finding New Solutions for Environmental Governance of Global Sand Resources; United Nations Environment Programme: Nairobi, Kenya, 2019; pp. 3–4. ISBN 978-92-807. Available online: https://wedocs.unep.org/20.500.11822/28163 (accessed on 26 April 2024).
- Bisht, A. Conceptualizing sand extractivism: Deconstructing an emerging resource frontier. Extr. Ind. Soc. 2021, 8, 100904. [Google Scholar] [CrossRef]
- Ren, P.; Ling, T.C.; Mo, K.H. Recent advances in artificial aggregate production. J. Clean. Prod. 2021, 291, 125215. [Google Scholar] [CrossRef]
- Vasugi, V.; Ramamurthy, K. Identification of admixture for pelletization and strength enhancement of sintered coal pond ash aggregate through statistically designed experiments. Mater. Des. 2014, 60, 563–575. [Google Scholar] [CrossRef]
- Almadani, M.; Razak, R.A.; Abdullah, M.M.A.B.; Mohamed, R. Geopolymer-based artificial aggregates: A review on methods of producing, properties, and improving techniques. Materials 2022, 15, 5516. [Google Scholar] [CrossRef]
- JIS A 1109:2020; Methods of Test for Density and Water Absorption of Fine Aggregates. Japanese Standards Association: Minato-ku, Japan, 2020.
- JIS R 5201: 2015; Physical Testing Methods for Cement. Japanese Standards Association: Minato-ku, Japan, 2015.
- JIS Z 2244:2009; Vickers Hardness Test— Part 1: Test Method. Japanese Standards Association: Minato-ku, Japan, 2009.
- JIS A 5371:2016; Precast Unreinforced Concrete Products. Japanese Standards Association: Minato-ku, Japan, 2016.
- Japan Concrete Institute, Basic Knowledge of Concrete. Available online: https://www.jci-net.or.jp/j/concrete/kiso/DeformationProperty.html (accessed on 26 April 2024).
- Ogawa, K.; Maruyama, I. Experimental evaluation for Poisson’s ratio of concrete under different relative humidity. Cem. Sci. Concr. Technol. 2015, 69, 349–354. [Google Scholar] [CrossRef]
- Paracelsian: Mineral Information, Data and Localities. Available online: https://www.mindat.org/min-3082.html (accessed on 26 April 2024).
- Anorthite: Mineral Information, Data and Localities. Available online: https://www.mindat.org/min-246.html (accessed on 26 April 2024).
- Hematite: Mineral Information, Data and Localities. Available online: https://www.mindat.org/show.php?id=1856 (accessed on 26 April 2024).
- Kobayashi, Y.; Sumi, K.; Kato, E. Reaction and sintering for the mixture of kaolin and calcium carbonate below 1000 °C. J. Ceram. Soc. Jpn. 1997, 105, 670–674. [Google Scholar] [CrossRef]
- JIS A 5002: 2003; Methods of Test for Density and Water Absorption of Fine Aggregates. Japanese Standards Association: Minato-ku, Japan, 2003.
- JIS A 5308: 2019; Ready-Mixed Concrete. Japanese Standards Association: Minato-ku, Japan, 2019.
- Article 74, Strength of Concrete, Ministry of Land, Infrastructure, Transport and Tourism, 1950. Available online: https://elaws.e-gov.go.jp/document?lawid=325CO0000000338_20240401_505CO0000000324&keyword=%E5%BB%BA%E7%AF%89%E5%9F%BA%E6%BA%96%E6%B3%95%E6%96%BD%E8%A1%8C%E4%BB%A4#Mp-At_74 (accessed on 26 April 2024). (In Japanese).
- Kiyohara, C.; Nagamatsu, S.; Sato, Y.; Mihashi, H. Study on equation for predicting elastic modulus of concrete based on the theory of the composite material. J. Struct. Constr. Eng. 2004, 69, 7–17. [Google Scholar] [CrossRef]
- Architectural Institute of Japan (Ed.) Japanese Architectural Standard Specification JASS 7 Masonry Work; MARUZEN-YUSHODO Co., Ltd.: Chuo-ku, Japan, 2009; pp. 329–343. [Google Scholar]
- Arioglu, N.; Girgin, Z.C.; Arioglu, E. Evaluation of ratio between splitting tensile strength and compressive strength for concretes up to 120 MPa and its application in strength criteria. ACI Mater. J. 2006, 103, 18–24. [Google Scholar]
- Product Catalog of TAIHEIYO MATERIALS CORPORATION; Ordinary Portland Cement. Available online: http://www.iriyamato.co.jp/japanese/web_shop/catalog/taiheiyo/ceme.pdf (accessed on 26 April 2024).
- Harada, H.; Iwamoto, N.; Inoue, T.; Chujo, Y.; Fukawa, Y.; Okumura, M.; Inouchi, Y. Recovery process of bottom sediment based on sea bottom topography and grain size distribution at sand dredged areas (abs.) (poster session). In Proceedings of the 111st Annual Meeting of the Geological Society of Japan, Chiba, Japan, 18–20 September 2004; Volume 111, p. 292. [Google Scholar] [CrossRef]
- The Sasakawa Peace Foundation. Current Status and Future Directions in the System of Sea Gravel Collection in the Seto Inland Sea. Available online: https://www.spf.org/opri/en/newsletter/70_2.html (accessed on 26 April 2024).
- Rentier, E.S.; Cammeraat, L.H. The environmental impacts of river sand mining. Sci. Total Environ. 2022, 838, 155877. [Google Scholar] [CrossRef]
- The Observatory of Economic Complexity (OEC). Sand in JAPAN. Available online: https://oec.world/en/profile/bilateral-product/sand/reporter/jpn (accessed on 26 April 2024).
- National Research and Development Agency Public Works Research Institute (PWRI). Research on Application of Permeable Pavement on Roads -Pavement That Reduces Flood Damage during Torrential Rains-. Available online: https://www.pwri.go.jp/eng/about/pr/webmag/wm020/seika.html (accessed on 26 April 2024).





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Volcanic Soils | |
|---|---|---|
| Bora (%) | Shirasu (%) | |
| SiO2 | 64.9 | 66.2 |
| Al2O3 | 22.6 | 25.2 |
| Fe2O3 | 4.89 | 2.62 |
| K2O | 2.41 | 2.55 |
| MgO | - | 1.68 |
| CaO | 4.10 | 1.36 |
| TiO2 | 0.56 | 0.26 |
| Others | 0.54 | 0.13 |
| Fine Aggregate | Density (g/cm3) | Water Absorption (%) | |
|---|---|---|---|
| Saturated and Surface-Dry | Oven-Dry | ||
| Un-fired Bora | 1.91 | 1.58 | 20.8 |
| Fired Bora | 2.26 | 2.08 | 9.45 |
| Crushed sand | 2.85 | 2.80 | 1.61 |
| Type of Mortar | Water/Cement (W/C) | Unit Quantity (g/L) | ||
|---|---|---|---|---|
| Water | Cement | Aggregate (Particle Size: <2 mm) | ||
| Un-fired Bora/cement | 0.5 | 260 | 520 | 1557 |
| Fired Bora/cement | 1120 | |||
| Sand/cement | 1048 | |||
| Type of Porous | W/C | Unit Quantity (g/L) | ||
|---|---|---|---|---|
| Water | Cement | Un-Fired or Fired Bora (Particle Size: 4–7 mm) | ||
| Bora (un-fired) | 0.23 | 42 | 183 | 576 |
| Fired Bora | 614 | |||
| Type of Material | Density (kg/m3) | Poisson’s Ratio | Young’s Modulus (GPa) |
|---|---|---|---|
| Mortar | 2020 | 0.2 | 16.2 |
| Porous | 1087 | 0.2 | 1.66 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yasui, K.; Sakaida, Y.; Yamamura, K.; Minamimagari, M.; Horisawa, E.; Morita, C.; Kinoshita, H. Development of a Lightweight Pavement Block with Extremely High Permeability Using the Volcanic Pumice Bora. Sustainability 2024, 16, 4888. https://doi.org/10.3390/su16124888
Yasui K, Sakaida Y, Yamamura K, Minamimagari M, Horisawa E, Morita C, Kinoshita H. Development of a Lightweight Pavement Block with Extremely High Permeability Using the Volcanic Pumice Bora. Sustainability. 2024; 16(12):4888. https://doi.org/10.3390/su16124888
Chicago/Turabian StyleYasui, Kentaro, Yuri Sakaida, Kenshiro Yamamura, Makoto Minamimagari, Eitaro Horisawa, Chihiro Morita, and Hiroyuki Kinoshita. 2024. "Development of a Lightweight Pavement Block with Extremely High Permeability Using the Volcanic Pumice Bora" Sustainability 16, no. 12: 4888. https://doi.org/10.3390/su16124888