
The Effect of Fuel Quality on Cavitation Phenomena in Common-Rail Diesel Injector—A Numerical Study


Abstract
1. Introduction
2. Materials and Methods
2.1. Plastic Material
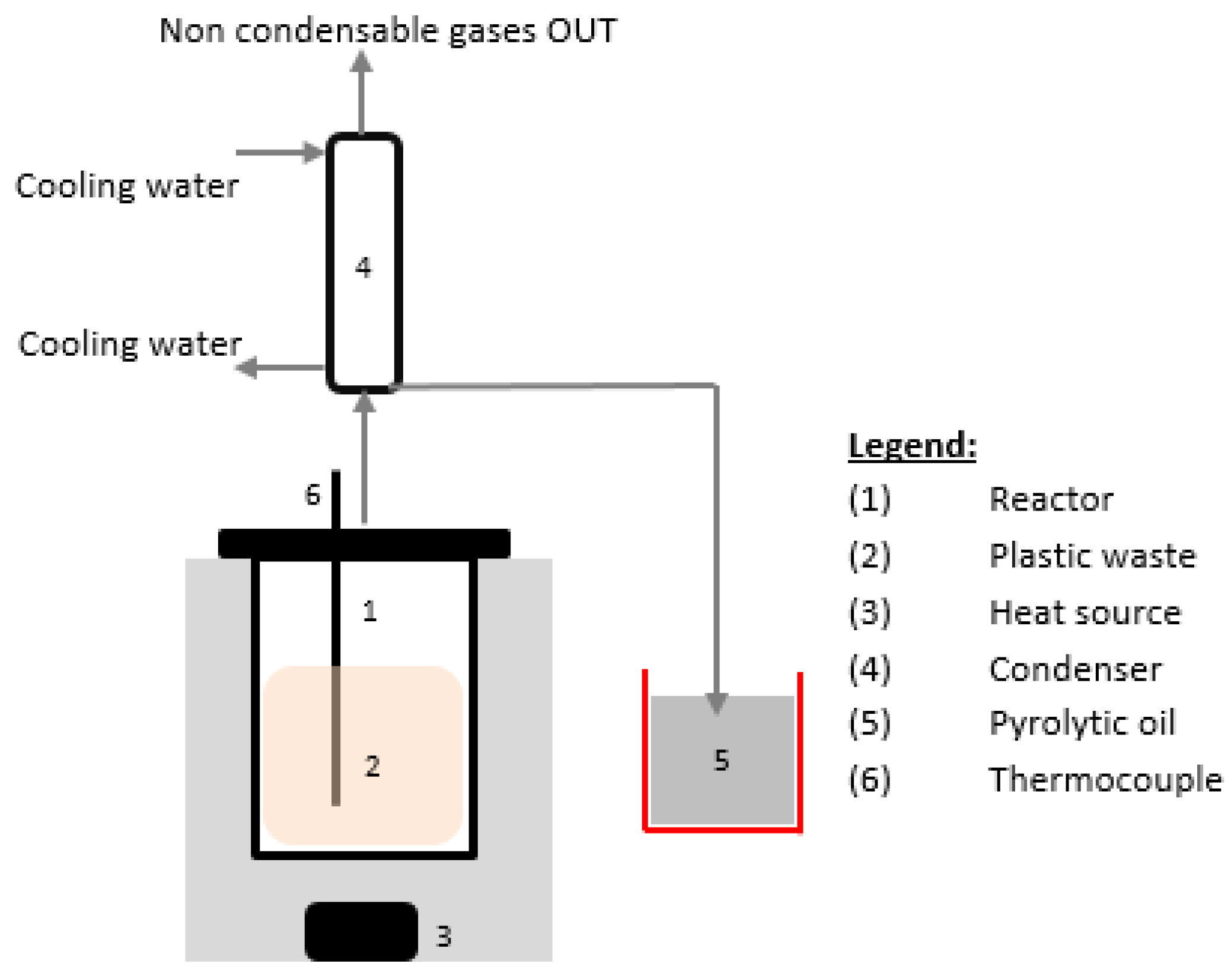
2.2. Pyrolysis
2.3. Fuel Properties for Simulations
3. Numerical Model
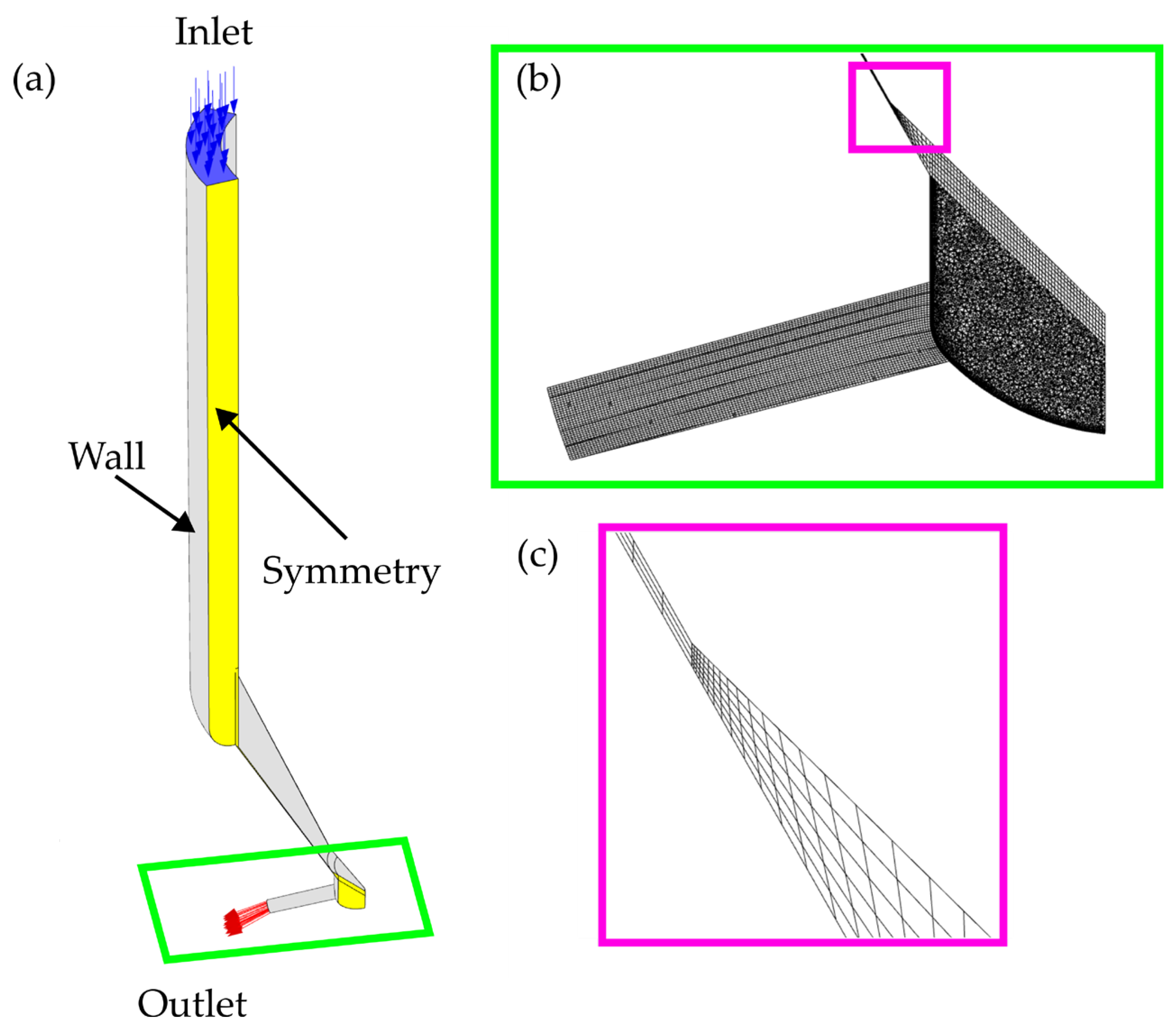
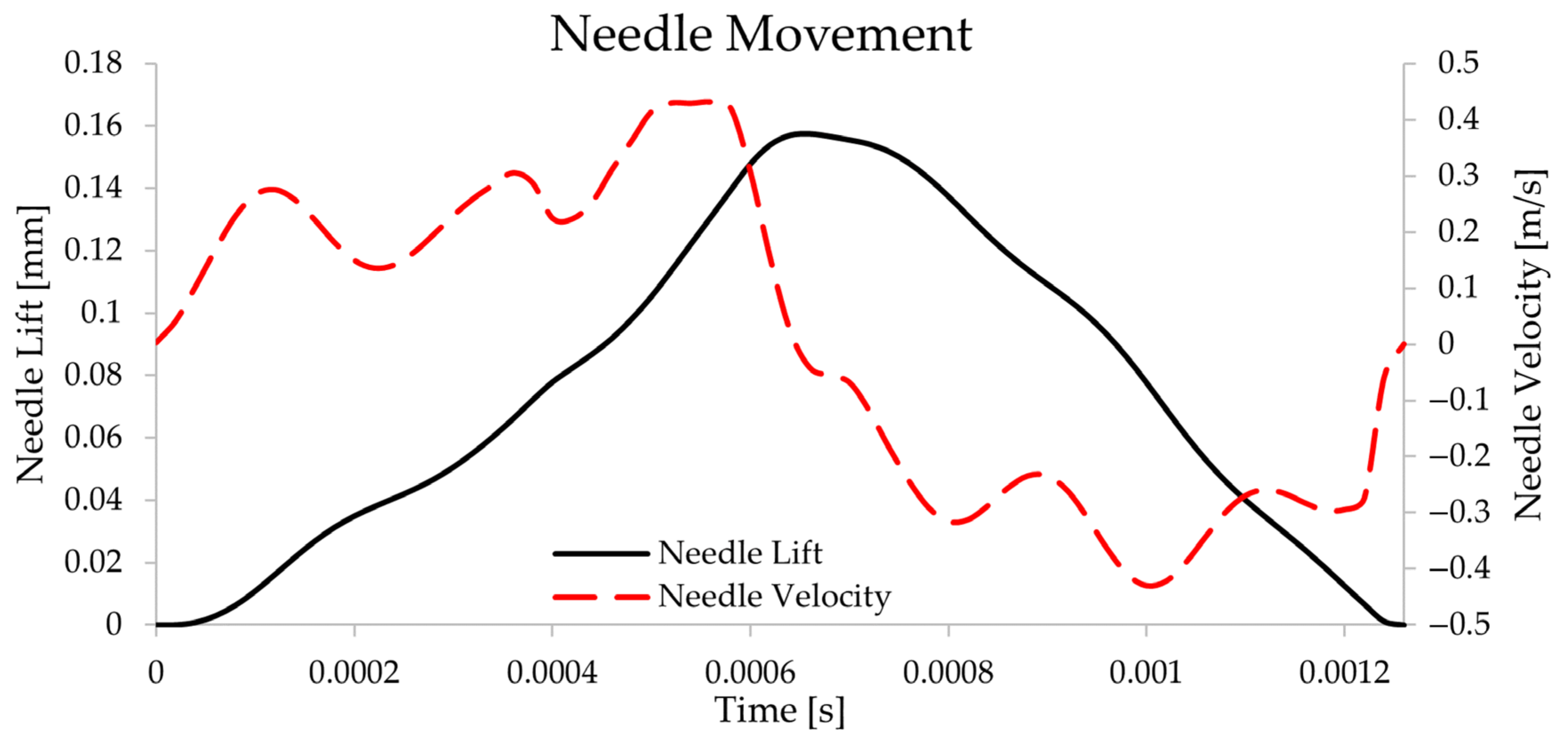
3.1. Simulation Set-Up
3.2. Mathematical Models
3.3. Turbulence Modeling
3.4. Cavitation Modeling
3.5. Cavitation Erosion Risk Indicators
3.6. Discrete Phase Model for Particle Tracking
3.7. Particle Abrasion Modeling
4. Results
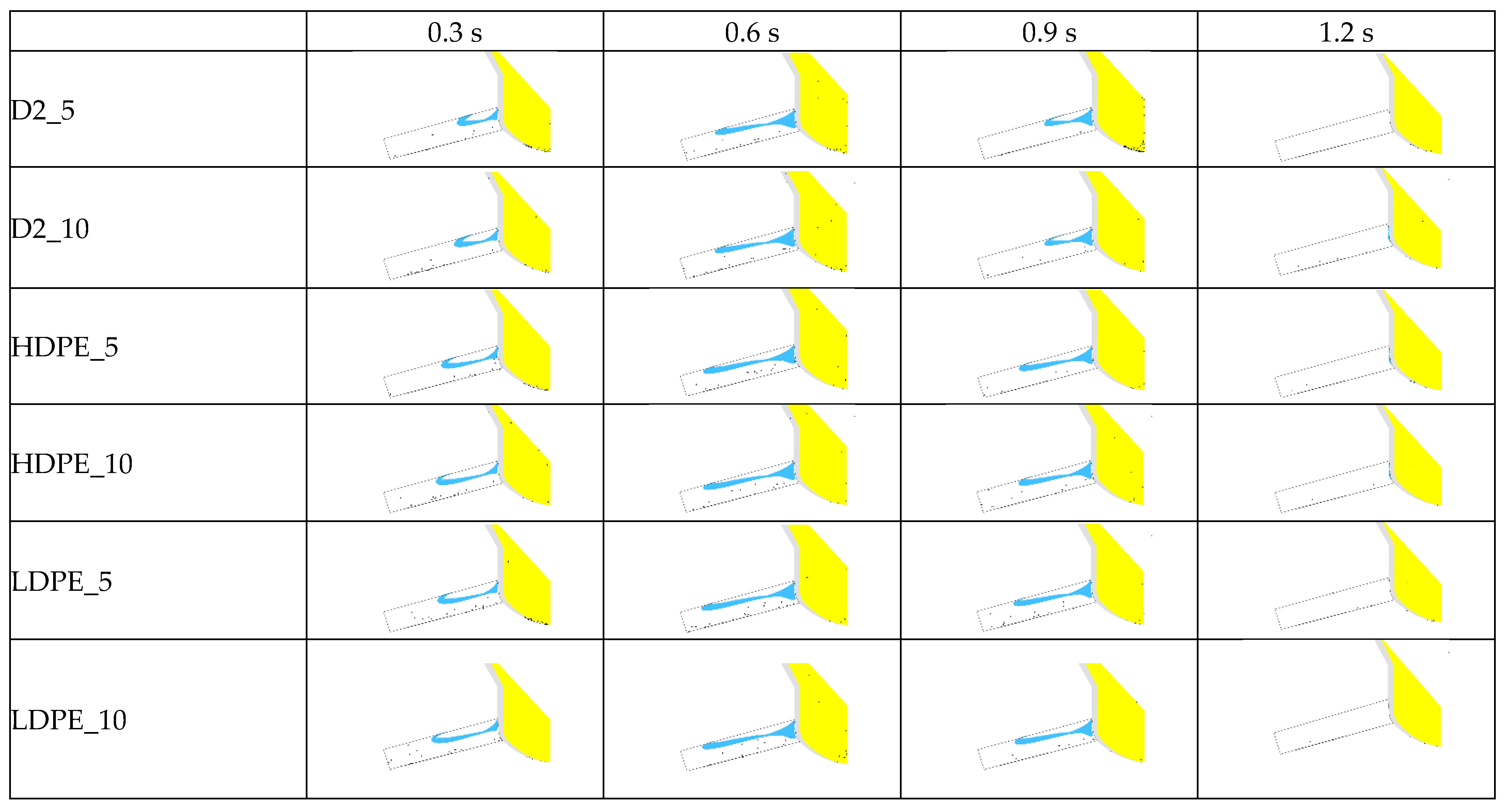
4.1. Cavitation Development
4.2. Cavitation Erosion
4.3. Abrasion
5. Conclusions
- -
- Waste from high-density and low-density polyethylene is a suitable raw material for producing pyrolytic oil using thermal pyrolysis;
- -
- The pyrolytic oils in this study have properties that are similar to those of conventional diesel fuel;
- -
- Cavitation formations inside injection nozzles spread more rapidly with pyrolytic oil usage because of its lower viscosity and density, which further influences the length of cavitation structures;
- -
- The length of cavitation structures influences the location of stagnation points, which further influences the location of predicted cavitation erosion:
- -
- With the applied methodology, particle abrasion was considered in addition to cavitation erosion for fuels contaminated with particles, and a distinct particle abrasion zone was found, separate from the cavitation erosion zone:
- -
- The zone of particle abrasion is believed to be influenced by cavitation formation owing to vena contracta formation, which redirects the flow of particles toward the bottom of the injection hole:
- -
- Cavitation erosion and abrasion area patterns were similar for all fuels under consideration, indicating that cavitation erosion and abrasion mechanisms are the same for all fuels, particle sizes, and particle densities.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wright, V.P. World Energy Outlook. In Energy Systems for the 21st Century; ASCE: Reston, VA, USA, 1986; pp. 23–28. [Google Scholar]
- Energy Institute. Statistical Review of World Energy; Energy Institute: London, UK, 2023. [Google Scholar]
- Ran, Z.; Hadlich, R.R.; Yang, R.; Dayton, D.C.; Mante, O.D.; Assanis, D. Experimental investigation of naphthenic biofuel surrogate combustion in a compression ignition engine. Fuel 2022, 312, 122868. [Google Scholar] [CrossRef]
- Dhiman, S.; Mukherjee, G. Utilization of food waste for biofuel production: A biorefining perspective. Mater. Today Proc. 2022. [Google Scholar] [CrossRef]
- Sachin Powar, R.; Singh Yadav, A.; Siva Ramakrishna, C.; Patel, S.; Mohan, M.; Sakharwade, S.G.; Choubey, M.; Kumar Ansu, A.; Sharma, A. Algae: A potential feedstock for third generation biofuel. Mater. Today Proc. 2022, 63, A27–A33. [Google Scholar] [CrossRef]
- Anika, O.C.; Nnabuife, S.G.; Bello, A.; Okoroafor, E.R.; Kuang, B.; Villa, R. Prospects of low and zero-carbon renewable fuels in 1.5-degree net zero emission actualisation by 2050: A critical review. Carbon Capture Sci. Technol. 2022, 5, 100072. [Google Scholar] [CrossRef]
- Cheng, F.; Luo, H.; Jenkins, J.D.; Larson, E.D. The value of low- and negative-carbon fuels in the transition to net-zero emission economies: Lifecycle greenhouse gas emissions and cost assessments across multiple fuel types. Appl. Energy 2023, 331, 120388. [Google Scholar] [CrossRef]
- King, S.; Locock, K.E.S. A circular economy framework for plastics: A semi-systematic review. J. Clean. Prod. 2022, 364, 132503. [Google Scholar] [CrossRef]
- Sallevelt, J.L.H.P.; Pozarlik, A.K.; Brem, G. Numerical study of pyrolysis oil combustion in an industrial gas turbine. Energy Convers. Manag. 2016, 127, 504–514. [Google Scholar] [CrossRef]
- Hahladakis, J.N.; Velis, C.A.; Weber, R.; Iacovidou, E.; Purnell, P. An overview of chemical additives present in plastics: Migration, release, fate and environmental impact during their use, disposal and recycling. J. Hazard. Mater. 2018, 344, 179–199. [Google Scholar] [CrossRef]
- Milojević, S.; Savić, S.; Marić, D.; Stopka, O.; Krstić, B.; Stojanović, B. Correlation between Emission and Combustion Characteristics with the Compression Ratio and Fuel Injection Timing in Tribologically Optimized Diesel Engine. Teh. Vjesn. 2022, 29, 1210–1219. [Google Scholar] [CrossRef]
- Faisal, F.; Rasul, M.G.; Jahirul, M.I.; Chowdhury, A.A. Waste plastics pyrolytic oil is a source of diesel fuel: A recent review on diesel engine performance, emissions, and combustion characteristics. Sci. Total Environ. 2023, 886, 163756. [Google Scholar] [CrossRef]
- Faisal, F.; Rasul, M.G.; Chowdhury, A.A.; Jahirul, M.I.; Hazrat, M.A. Performance and emission characteristics of a CI engine with post-treated plastic pyrolysis oil and diesel blend. Energy Rep. 2023, 9, 87–92. [Google Scholar] [CrossRef]
- Jahirul, M.I.; Faisal, F.; Rasul, M.G.; Schaller, D.; Khan, M.M.K.; Dexter, R.B. Automobile fuels (diesel and petrol) from plastic pyrolysis oil—Production and characterisation. Energy Rep. 2022, 8, 730–735. [Google Scholar] [CrossRef]
- Ravi, S.; Karthikeyan, A. Performance and emissions characteristics of a direct injection c.I engine fuelled with waste plastic oil and diesel concoction. Int. J. Veh. Struct. Syst. 2021, 13, 351–356. [Google Scholar] [CrossRef]
- Feng, S.; Zhang, S.; Zhang, H.; Shi, J. Effect of nozzle geometry on combustion of a diesel-methanol dual-fuel direct injection engine. Fuel 2024, 357, 129734. [Google Scholar] [CrossRef]
- Wei, Y.; Fan, L.; Zhang, H.; Gu, Y.; Deng, Y.; Leng, X.; Fei, H.; He, Z. Experimental investigations into the effects of string cavitation on diesel nozzle internal flow and near field spray dynamics under different injection control strategies. Fuel 2022, 309, 122021. [Google Scholar] [CrossRef]
- Kumar, A.; Ghobadian, A.; Nouri, J. Numerical simulation and experimental validation of cavitating flow in a multi-hole diesel fuel injector. Int. J. Engine Res. 2022, 23, 958–973. [Google Scholar] [CrossRef]
- Cao, T.; He, Z.; Si, Z.; EL-Seesy, A.I.; Guan, W.; Zhou, H.; Wang, Q. Optical experimental study on cavitation development with different patterns in diesel injector nozzles at different fuel temperatures. Exp. Fluids 2020, 61, 185. [Google Scholar] [CrossRef]
- Balz, R.; Nagy, I.G.; Weisser, G.; Sedarsky, D. Experimental and numerical investigation of cavitation in marine Diesel injectors. Int. J. Heat Mass Transf. 2021, 169, 120933. [Google Scholar] [CrossRef]
- Yu, W.; Yang, W.; Zhao, F. Investigation of internal nozzle flow, spray and combustion characteristics fueled with diesel, gasoline and wide distillation fuel (WDF) based on a piezoelectric injector and a direct injection compression ignition engine. Appl. Therm. Eng. 2017, 114, 905–920. [Google Scholar] [CrossRef]
- Torelli, R.; Som, S.; Pei, Y.; Zhang, Y.; Traver, M. Influence of fuel properties on internal nozzle flow development in a multi-hole diesel injector. Fuel 2017, 204, 171–184. [Google Scholar] [CrossRef]
- Jiang, G.; Zhang, Y.; Wen, H.; Xiao, G. Study of the generated density of cavitation inside diesel nozzle using different fuels and nozzles. Energy Convers. Manag. 2015, 103, 208–217. [Google Scholar] [CrossRef]
- Kevorkijan, L.; Palomar-Torres, A.; Torres-Jiménez, E.; Mata, C.; Biluš, I.; Lešnik, L. Obtaining the Synthetic Fuels from Waste Plastic and Their Effect on Cavitation Formation in a Common-Rail Diesel Injector. Sustainability 2023, 15, 15380. [Google Scholar] [CrossRef]
- Lešnik, L.; Palomar-Torres, A.; Torres-Jiménez, E.; Mata, C.; Volmajer Valh, J.; Kevorkijan, L.; Biluš, I. The effect of HDPE and LDPE pyrolytic oils on cavitation formation in a common-rail diesel injector. Fuel 2022, 330, 125581. [Google Scholar] [CrossRef]
- Fortes Patella, R.; Reboud, J.-L. A Phenomenological and Numerical Model for Scaling the Flow Agressiveness in Cavitation Erosion. In EROCAV Work. 2004. Available online: https://repository.tudelft.nl/islandora/object/uuid%3Acf841677-f923-4cef-9284-59b55bdf92d4 (accessed on 4 March 2024).
- Leclercq, C.; Archer, A.; Fortes-Patella, R.; Cerru, F. Numerical cavitation intensity on a hydrofoil for 3D homogeneous unsteady viscous flows. Int. J. Fluid Mach. Syst. 2017, 10, 254–263. [Google Scholar] [CrossRef]
- Schenke, S.; Melissaris, T.; Van Terwisga, T.J.C. On the relevance of kinematics for cavitation implosion loads. Phys. Fluids 2019, 31, 052102. [Google Scholar] [CrossRef]
- Melissaris, T.; Schenke, S.; Bulten, N.; van Terwisga, T.J.C. On the accuracy of predicting cavitation impact loads on marine propellers. Wear 2020, 456–457, 203393. [Google Scholar] [CrossRef]
- Arabnejad, M.H.; Svennberg, U.; Bensow, R.E. Numerical assessment of cavitation erosion risk using incompressible simulation of cavitating flows. Wear 2021, 464–465, 203529. [Google Scholar] [CrossRef]
- Gomez Santos, E.; Shi, J.; Venkatasubramanian, R.; Hoffmann, G.; Gavaises, M.; Bauer, W. Modelling and prediction of cavitation erosion in GDi injectors operated with E100 fuel. Fuel 2021, 289, 119923. [Google Scholar] [CrossRef]
- Finne, I. Erosion of surfaces. Wear 1960, 3, 87–103. [Google Scholar] [CrossRef]
- Ahler, K.R. Effects of Particle Impingement Angle and Surface Wetting on Solid Particle Erosion of AISI 1018 Steel. Ph.D. Thesis, University of Tulsa, Tulsa, OK, USA, 1994. [Google Scholar]
- Oka, Y.I.; Okamura, K.; Yoshida, T. Practical estimation of erosion damage caused by solid particle impact: Part 1: Effects of impact parameters on a predictive equation. Wear 2005, 259, 95–101. [Google Scholar] [CrossRef]
- Oka, Y.I.; Yoshida, T. Practical estimation of erosion damage caused by solid particle impact: Part 2: Mechanical properties of materials directly associated with erosion damage. Wear 2005, 259, 102–109. [Google Scholar] [CrossRef]
- Peng, W.; Cao, X. Numerical simulation of solid particle erosion in pipe bends for liquid-solid flow. Powder Technol. 2016, 294, 266–279. [Google Scholar] [CrossRef]
- McLaury, B.S.; Shirazi, S.A.; Shadley, J.R.; Rybick, E. Modeling Erosion in Chokes. In Proceedings of the ASME Fluids Engineering Division Summer Meeting, San Diego, CA, USA, 7–11 July 1966; pp. 773–782. [Google Scholar]
- Schwarz, P.; Blume, M.; Weiß, L.; Wensing, M.; Skoda, R. 3D simulation of a ballistic direct injection cycle for the assessment of fuel property effects on cavitating injector internal flow dynamics and primary breakup. Fuel 2022, 308, 121775. [Google Scholar] [CrossRef]
- Lešnik, L.; Kegl, B.; Torres-Jiménez, E.; Cruz-Peragón, F.; Mata, C.; Biluš, I. Effect of the in-cylinder back pressure on the injection process and fuel flow characteristics in a common-rail diesel injector using gtl fuel. Energies 2021, 14, 452. [Google Scholar] [CrossRef]
- ANSYS Inc. Ansys Fluent Theory Guide; ANSYS Inc.: Canonsburg, PA, USA, 2021; pp. 724–746. [Google Scholar]
- Shih, T.-H.; Liou, W.W.; Shabbir, A.; Yang, Z.; Zhu, J. A new k-ϵ eddy viscosity model for high reynolds number turbulent flows. Comput. Fluids 1995, 24, 227–238. [Google Scholar] [CrossRef]
- Kumar, A. Investigation of in-nozzle flow characteristics of fuel injectors of ic engines. Ph.D. Thesis, University of London, London, UK, 2017. [Google Scholar]
- Launder, B.E.; Shima, N. Second-moment closure for the near-wall sublayer: Development and application. AIAA J. 1989, 27, 1319–1325. [Google Scholar] [CrossRef]
- Zwart, P.J.; Gerber, A.G.; Belamri, T. A two-phase flow model for predicting cavitation dynamics. In Proceedings of the 5th International Conference on Multiphase Flow, Yokohama, Japan, 30 May 30–3 June 2004. Paper No. 152. [Google Scholar]
- Morsi, S.A.; Alexander, A.J. An investigation of particle trajectories in two-phase flow systems. J. Fluid Mech. 1972, 55, 193–208. [Google Scholar] [CrossRef]
- Grant, G.; Tabakoff, W. Erosion prediction in turbomachinery resulting from environmental solid particles. J. Aircr. 1975, 12, 471–478. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fuel Properties | D2 | HDPE | LDPE |
|---|---|---|---|
| Density at 15 °C [kg/m3] | 830 | 788.4 | 787.4 |
| Surface tension [mN/m] | 26.8 | 26.2 | 25.7 |
| Kin. Viscosity [mm2/s] | 2.14 | 2.08 | 1.96 |
| Physical Phenomena | Model Used | Assumption/Limitation |
|---|---|---|
| Multiphase flow | Mixture | Assumed equal pressure and velocity between the phases. |
| Turbulence | URANS realizable k–ε | Assumed fully turbulent flow and isotropic and homogeneous turbulence. |
| Cavitation | Zwart–Gerber–Belamri | Assumed simplified bubble dynamics (surface tension, viscosity, and non-condensable gas, and second-order effects are neglected) and homogeneous liquid–vapor mixture consisting of bubbles that have the same size. |
| Cavitation erosion | ERI | Only the collapse stage of vapor in direct contact with the wall (first cell layer) is considered to be erosive. |
| Particle motion | Discrete phase method | Assumed no interaction between particles, which are assumed to be point particles. |
| Particle abrasion | McLaury model | Empirical model, limited to sand particles in water flow. |
| Coefficient | Value |
|---|---|
| Calculated such that | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kevorkijan, L.; Biluš, I.; Torres-Jiménez, E.; Lešnik, L. The Effect of Fuel Quality on Cavitation Phenomena in Common-Rail Diesel Injector—A Numerical Study. Sustainability 2024, 16, 5074. https://doi.org/10.3390/su16125074
Kevorkijan L, Biluš I, Torres-Jiménez E, Lešnik L. The Effect of Fuel Quality on Cavitation Phenomena in Common-Rail Diesel Injector—A Numerical Study. Sustainability. 2024; 16(12):5074. https://doi.org/10.3390/su16125074
Chicago/Turabian StyleKevorkijan, Luka, Ignacijo Biluš, Eloisa Torres-Jiménez, and Luka Lešnik. 2024. "The Effect of Fuel Quality on Cavitation Phenomena in Common-Rail Diesel Injector—A Numerical Study" Sustainability 16, no. 12: 5074. https://doi.org/10.3390/su16125074
APA StyleKevorkijan, L., Biluš, I., Torres-Jiménez, E., & Lešnik, L. (2024). The Effect of Fuel Quality on Cavitation Phenomena in Common-Rail Diesel Injector—A Numerical Study. Sustainability, 16(12), 5074. https://doi.org/10.3390/su16125074