

Towards Sustainable Textiles for a Safer Planet: Main Topics

Abstract
:1. Introduction
- Serious financial imbalances;
- Recession in the US and Europe;
- Oil price volatility;
- Energy and water costs increasing;
- Sustainability and environmental awareness;
- China and India becoming dominant economic players;
- Africa and certain Asian and Subcontinent countries gaining importance;
- Slower textile consumption internationally, with less than 2% growth forecasted through 2020.
2. Circularity and Sustainability
3. Specific Characteristics of the Textile Discipline
- ▪
- The management of transport processes (water, air, water vapor, other liquids);
- ▪
- Protection against deleterious environmental influences, which include microorganisms, UV radiation, extreme climatic conditions, and ecological production;
- ▪
- Ease of care, including washing and ironing;
- ▪
- Ecological processing of wastes (recycling, new structures, biodegradability);
- ▪
- Achieving new effects (cosmetic, self-cleaning property, health care support, etc.);
- ▪
- Controlled active identification during limited visibility.
- ▪
- Low deformation to break and low creep;
- ▪
- Resistance to environmental influence (e.g., UV radiation, moisture, temperature, etc.);
- ▪
- High abrasion resistance;
- ▪
- Possibility to withstand long-term exposure to heat or cold;
- ▪
- Resistance to cyclic stress and exposure to chemicals;
- ▪
- Low degradation while stored and slow aging under the condition of use.
4. New Tools for the Design of Textiles
5. Selection of Fibrous Materials
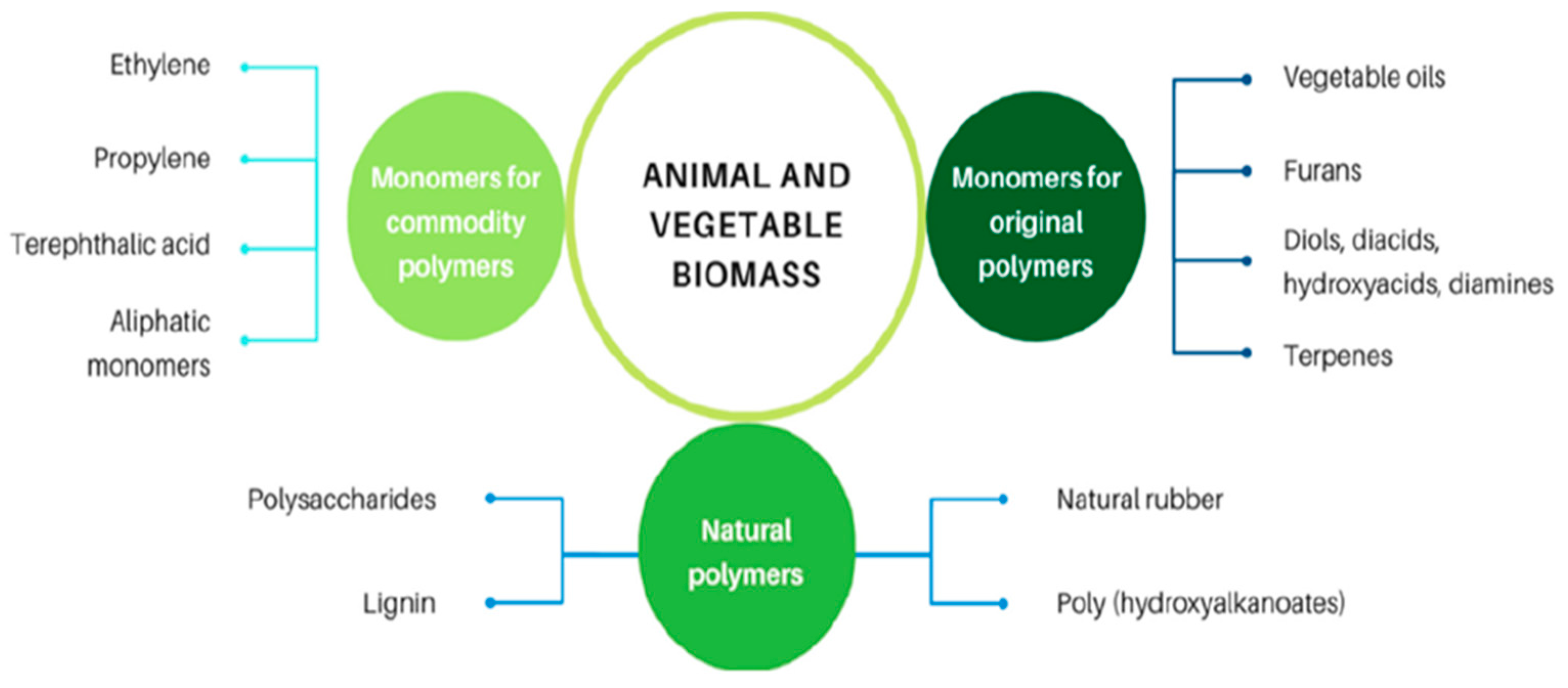
- Class 1: Extracted directly from cellulose-based biomasses with or without modification. Example: starch-modified polymers and polymers derived from bacterial cellulose.
- Class 2: Produced directly from microorganisms in their natural or genetically modified state. Example: Polyhydroxyalcanoates (PHAs).
- Class 3: Obtained with the participation of bio-intermediaries produced by renewable raw materials. Examples: PLA; bio-polyethylene (BPE) by polymerization of ethylene produced from bio-ethanol, bio nylon via diacids from biomasses, and bio-polyurethanes from polyols of vegetable origin.
- Raw materials
- B.
- Durability
- C.
- Processing after the period of use
6. Production of Textiles
- Realization of ecological production (not adversely impacting the environment and not endangering life on the planet);
- Reducing the production of waste (waste-free technologies utilizing concepts of regeneration, recuperation, and reuse);
- Reduction in energy consumption (use of alternate reaction media), process optimization, and alternate energy sources;
- Use of renewable resources (biotechnology, green chemistry);
- Elimination or replacement of potentially toxic compounds usually due to degradation processes (new kinds of solvents, replacement of heavy metals, and some dyestuffs);
- Disposal of waste and used products (biodegradation, reuse of raw materials, transformation, and upscaling into high-value products).
7. Utilization of Textiles
- They are mainly fiber fragments and are usually needle-shaped. The reason is the internal fibrillar structure of the fibers and the geometric shape of the textile fibers, which are long and thin. The consequence of the needle shape can be easier mechanical damage to tissues and cells, mechanical disruption of cell walls, etc. [53,54].
- Compared to other polymers, textile fibers are usually contaminated with potentially non-polymeric toxic compounds, which can be textile dyes, finishing agents, TiO2-based matting particles, and, more recently, metal and metal oxide particles.
- Fiber microplastics are a consequence of the everyday use, maintenance, and reprocessing or mechanical recycling of textiles, so their adverse cumulative effects are serious.
8. Waste Processing
- (i)
- Reuse loop: extending the life of the product by multiple uses;
- (ii)
- Repair loop: After completion of a preceding product cycle, damage control or repair is required to make the product ready for successive cycles;
- (iii)
- Reconditioning: use of the used product as a raw material for the manufacturing of a new product;
- (iv)
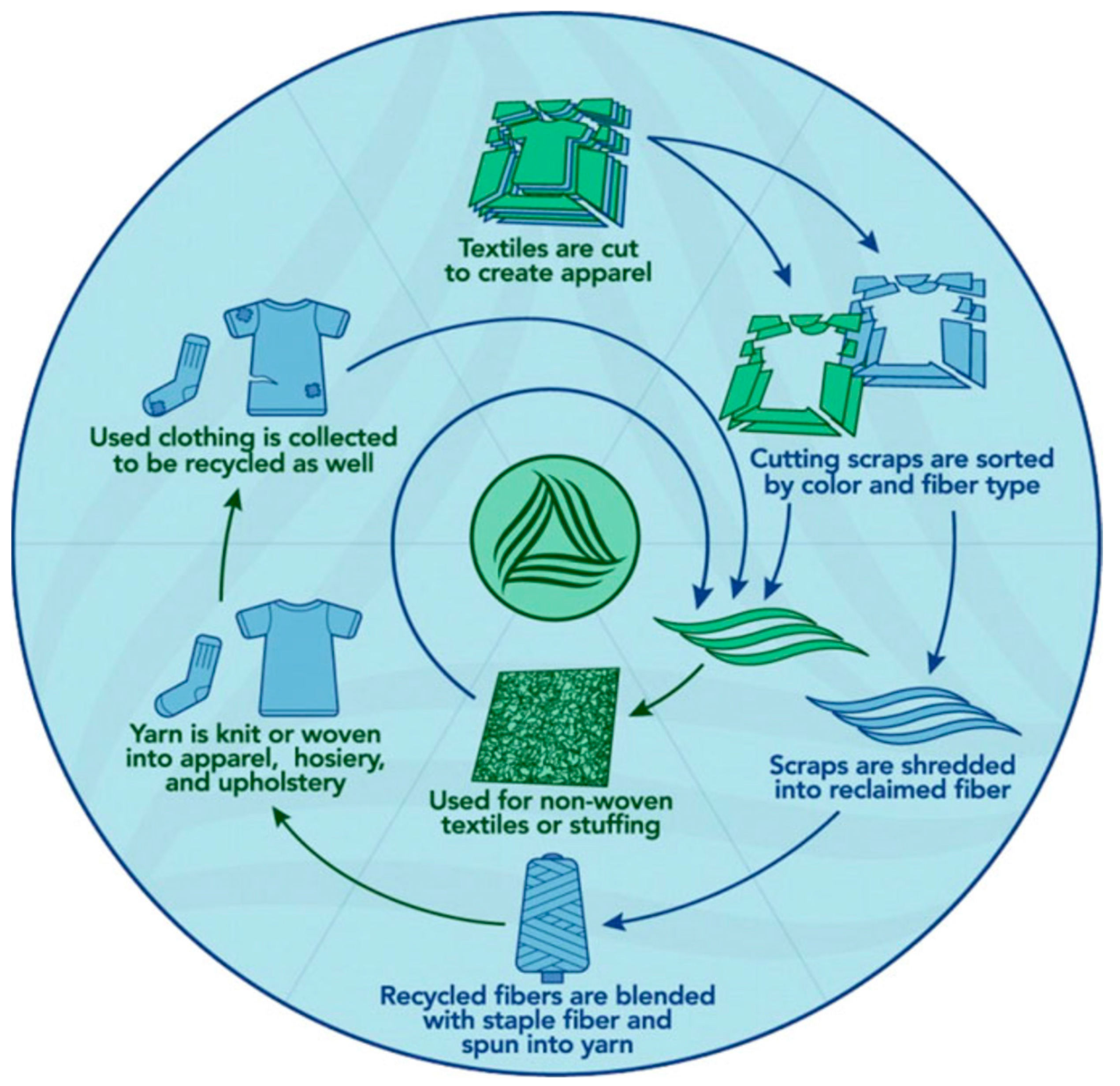
- Recycling loop: Waste generated is collected and reprocessed to prepare starting material for the new products. Recycling textiles into lower-quality products (downcycling) is especially not very challenging, as the products require less stringent compositional and mechanical properties. In order to recycle textiles into higher-quality products (upcycling), new kinds of fibers from waste are obviously needed.
- During yarn production, textile secondary raw materials are processed on shredding machines into fibers that are used as an admixture to primary fibers. When processing fiber waste, the length of the fibers must be checked, in particular with regard to spinnability [60].
- The production of non-woven textiles currently uses the largest share of textile secondary raw materials. Non-woven textiles for the technical industry do not place such an emphasis on color or surface appearance, as is the case for home textiles. Non-woven textiles made from secondary raw materials are mainly used as heat and sound insulation material in the construction industry, as sound insulation and filling material in the construction of vehicles and aircraft. These materials are suitable as insulating materials in the electrical industry. They are also used in the clothing, footwear, and housing industries [59].
- Industrial cotton wool (waffle) is formed by densifying the fibers into a fleece, in which the fibers are held together by natural cohesion. In order to preserve the characteristic features, industrial cotton wool is sometimes strengthened by applying a binder to the surface of the fleece. Bandage cotton wool is made from raw cotton material; a fiber mixture is used for the production of industrial cotton wool. Textile waste is also used as a secondary raw material for non-textile processing, e.g., for the production of paper, special boards, flat textile boards, fillers, and reinforcing materials [59].
- Used clothing that can be pre-sorted or part of municipal waste. For pre-sorted waste, the main problem is both the mixture of different fibers and the presence of non-fibrous materials (buttons, zippers, membranes, plastic and metal parts, etc.). Municipal clothing waste is normally heavily polluted and can be attacked by various microorganisms. These wastes are normally created only after the physical or moral wear of clothing textiles or the termination of their real applicability.
- Used home textiles, such as carpets, covers, curtains, etc., which are usually multi-layered and contain a predominant proportion of non-fibrous materials in some layers. In some cases (e.g., replacement of floor coverings in US department stores), there will be a local need to process a large volume of practically the same waste, which will facilitate the search for an economically advantageous solution. These wastes are created over a longer time horizon.
- Waste from industrial textiles (e.g., construction textiles) and composites containing a fiber component again contain a significant proportion of other polymeric or non-polymeric components that are normally combined in one layer. In a number of cases (e.g., the automotive industry), it is a requirement that the problem of waste processing already be solved at the product design stage, which leads to the selection of materials in order to facilitate the process of recycling or further processing. These wastes are created in the medium to long term.
- Economic disadvantages: Many recycled textile wastes are unsuitable for use due to the widespread production of lower-grade products from textile recycling. Prices of recycled textile fibers are influenced by the high cost of the recycling processes.
- Composition of textile products: The base components of many textile products make them unsuitable for recycling. There are difficulties in separating the mixture of various polymers with different properties. Increased textile fiber strength complicates their shredding.
- Non-availability of recyclable wastes: The quantity of textile waste that is suitable and accessible for recycling is insufficient. A limited quantity of textile waste only is usually collected and sorted for recycling.
- Technological limitations: There is a lack of technologies for sorting textile waste in preparation for recycling. Most methods cannot separate dyes and other contaminants from the rest of the waste fibers.
- Limited public participation: Knowledge (ignorance of what to recycle) and attitude (non-commitment to the ideals of recycling) barriers.
- Quality of wastes containing PET
- B.
- Pretreatment of wastes
- C.
- Depolymerization system
- D.
- New synthesis of PET
- E.
- Preparation of fibers
9. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- EEA. Textiles and the Environment: The Role of Design in Europe’s Circular Economy; EEA: København K, Denmark, 2022. [Google Scholar]
- Militký, J.; Venkataraman, M.; Periyasamy, A.P. (Eds.) Fibrous Structures and Their Impact on Textile Design, 1st ed.; Springer Nature Singapore: Singapore, 2022; Volume 1, ISBN 978-981-19-4826-8. [Google Scholar]
- Veit, D. Fibers: History, Production, Properties, Market; Springer International Publishing: Cham, Switzerland, 2022; ISBN 978-3-031-15308-2. [Google Scholar]
- Muthu, S.S.; Gardetti, M.A. (Eds.) Sustainability in the Textile and Apparel Industries; Springer International Publishing: Cham, Switzerland, 2020; ISBN 978-3-030-38012-0. [Google Scholar]
- Muthu, S.S. (Ed.) Environmental Footprints of Recycled Polyester; Springer: Singapore, 2020; ISBN 978-981-13-9577-2. [Google Scholar]
- Aneja, A.P. From Textile Terrific to Textile Terrible and Back. In Proceedings of the 48th Textile Research Symposium, Mt. Fuji, Japan, 8–9 December 2021. [Google Scholar]
- Militký, J.; Křemenáková, D.; Václavík, M.; Klička, V.; Dídek, S. Textile Branch and Main Breakthroughs of the Czech Republic in the Field of Textile Machinery: An Illustrated Review. Textiles 2021, 1, 466–482. [Google Scholar] [CrossRef]
- Jawahir, I.S.; Bradley, R. Technological Elements of Circular Economy and the Principles of 6R-Based Closed-Loop Material Flow in Sustainable Manufacturing. Procedia CIRP 2016, 40, 103–108. [Google Scholar] [CrossRef]
- Lantto, R.; Järnefelt, V.; Tähtinen, M.; Jääskeläinen, A.-S.; Laine-Ylijoki, J.; Oasmaa, A.; Sundqvist-Andberg, H.; Sözer, N. Going Beyond a Circular Economy: A Vision of a Sustainable Economy in Which Material, Value and Information Are Integrated and Circulate Together. Ind. Biotechnol. 2019, 15, 12–19. [Google Scholar] [CrossRef]
- Xia, Y.; Zuo, H.; Lv, J.; Wei, S.; Yao, Y.; Liu, Z.; Lin, Q.; Yu, Y.; Yu, W.; Huang, Y. Preparation of multi-layered microcapsule-shaped activated biomass carbon with ultrahigh surface area from bamboo parenchyma cells for energy storage and cationic dyes removal. J. Clean. Prod. 2023, 396, 136517. [Google Scholar] [CrossRef]
- Shi, S.; Jiang, Y.; Ren, H.; Deng, S.; Sun, J.; Cheng, F.; Jing, J.; Chen, Y. 3D-Printed Carbon-Based Conformal Electromagnetic Interference Shielding Module for Integrated Electronics. Nano-Micro Lett. 2024, 16, 85–99. [Google Scholar] [CrossRef] [PubMed]
- Militký, J.; Kryštůfek, J.; Hartych, V. Modified Polyester Fibres; Elsevier Science Publishers: Amsterdam, The Netherlands, 1991. [Google Scholar]
- Hasan, A.; Rabbi, M.S.; Billah, M.M. Making the Lignocellulosic Fibers Chemically Compatible for Composite: A Comprehensive Review. Clean. Mater. 2022, 4, 100078. [Google Scholar] [CrossRef]
- Wang, H.; Gurau, G.; Rogers, R.D. Ionic Liquid Processing of Cellulose. Chem. Soc. Rev. 2012, 41, 1519. [Google Scholar] [CrossRef]
- Swatloski, R.P.; Spear, S.K.; Holbrey, J.D.; Rogers, R.D. Dissolution of Cellose with Ionic Liquids. J. Am. Chem. Soc. 2002, 124, 4974–4975. [Google Scholar] [CrossRef]
- Mora-Pale, M.; Meli, L.; Doherty, T.V.; Linhardt, R.J.; Dordick, J.S. Room Temperature Ionic Liquids as Emerging Solvents for the Pretreatment of Lignocellulosic Biomass. Biotechnol. Bioeng. 2011, 108, 1229–1245. [Google Scholar] [CrossRef]
- Niinimäki, K.; Peters, G.; Dahlbo, H.; Perry, P.; Rissanen, T.; Gwilt, A. Author Correction: The Environmental Price of Fast Fashion. Nat. Rev. Earth Environ. 2020, 1, 278. [Google Scholar] [CrossRef]
- Gustav, S.; Sandra, R.; Malin, J. Environmental Impact of Textile Fibres—What We Know and What We Don’t Know. Fiber Bible Part 2; RISE Research Institutes of Sweden: Goteborg, Sweden, 2019. [Google Scholar]
- Kicińska-Jakubowska, A.; Bogacz, E.; Zimniewska, M. Review of Natural Fibers. Part I—Vegetable Fibers. J. Nat. Fibers 2012, 9, 150–167. [Google Scholar] [CrossRef]
- Bamboo Fibres; Elsevier: Amsterdam, The Netherlands, 2023; ISBN 9780323857826.
- Friedrich, D. What Makes Bioplastics Innovative for Fashion Retailers? An in-Depth Analysis According to the Triple Bottom Line Principle. J. Clean. Prod. 2021, 316, 128257. [Google Scholar] [CrossRef]
- Lendlein, A.; Sisson, A. (Eds.) Handbook of Biodegradable Polymers; Wiley: Hoboken, NJ, USA, 2011; ISBN 9783527324415. [Google Scholar]
- Elnashar, M. (Ed.) Biopolymers; Sciyo: Lugano, Switzerland, 2010; ISBN 978-953-307-109-1. [Google Scholar]
- Dumitriu, S.; Popa, V. (Eds.) Polymeric Biomaterials; CRC Press: Boca Raton, FL, USA, 2020; ISBN 9780429142413. [Google Scholar]
- Abdul Khalil, H.P.S.; Nurul Fazita, M.R.; Mohd Nurazzi, N. Biopolymers and Biopolymer Blends; CRC Press: Boca Raton, FL, USA, 2023; ISBN 9781003416043. [Google Scholar]
- Reghunadhan, A.H.A.; Thomas, S. (Eds.) Applications of Biopolymers in Science, Biotechnology, and Engineering; Wiley: Hoboken, NJ, USA, 2024; ISBN 9781119783442. [Google Scholar]
- Thomas, S.A.R.A.; Jose Chirayil, C.; Thomas, B. (Eds.) Handbook of Biopolymers; Springer Nature Singapore: Singapore, 2023; ISBN 978-981-19-0709-8. [Google Scholar]
- ASTM D6866-06; Standard Test Methods for Determining the Biobased Content of Natural Range Materials Using Radiocarbon and Isotope Ratio Mass Spectrometry Analysis. ASTM International: West Conshohocken, PA, USA, 2010.
- Burgess, S.K.; Mikkilineni, D.S.; Yu, D.B.; Kim, D.J.; Mubarak, C.R.; Kriegel, R.M.; Koros, W.J. Water Sorption in Poly(Ethylene Furanoate) Compared to Poly(Ethylene Terephthalate). Part 2: Kinetic Sorption. Polymer 2014, 55, 6870–6882. [Google Scholar] [CrossRef]
- Gandini, A.; M. Lacerda, T. Monomers and Macromolecular Materials from Renewable Resources: State of the Art and Perspectives. Molecules 2021, 27, 159. [Google Scholar] [CrossRef] [PubMed]
- Takarada, W.; Sugimoto, K.; Nakajima, H.; Visser, H.A.; Gruter, G.-J.M.; Kikutani, T. Melt-Spun Fibers from Bio-Based Polyester–Fiber Structure Development in High-Speed Melt Spinning of Poly(Ethylene 2,5-Furandicarboxylate) (PEF). Materials 2021, 14, 1172. [Google Scholar] [CrossRef] [PubMed]
- Scheffer, M.; Aneja, A. Biofibers—An Exploration in the Prediction of Innovation Diffusion. In Proceedings of the Autex 10th World Textile Conference, Vilnius, Lithuania, 21–23 June 2010. [Google Scholar]
- Friedrich, D. Market and Business-Related Key Factors Supporting the Use of Compostable Bioplastics in the Apparel Industry: A Cross-Sector Analysis. J. Clean. Prod. 2021, 297, 126716. [Google Scholar] [CrossRef]
- Lunt, J. Large-Scale Production, Properties and Commercial Applications of Polylactic Acid Polymers. Polym. Degrad. Stab. 1998, 59, 145–152. [Google Scholar] [CrossRef]
- Gupta, B.; Revagade, N.; Anjum, N.; Atthoff, B.; Hilborn, J. Preparation of Poly(Lactic Acid) Fiber by Dry-jet-wet-spinning. I. Influence of Draw Ratio on Fiber Properties. J. Appl. Polym. Sci. 2006, 100, 1239–1246. [Google Scholar] [CrossRef]
- Naser, A.Z.; Deiab, I.; Darras, B.M. Poly(Lactic Acid) (PLA) and Polyhydroxyalkanoates (PHAs), Green Alternatives to Petroleum-Based Plastics: A Review. RSC Adv. 2021, 11, 17151–17196. [Google Scholar] [CrossRef] [PubMed]
- Sousa, A.F.; Patrício, R.; Terzopoulou, Z.; Bikiaris, D.N.; Stern, T.; Wenger, J.; Loos, K.; Lotti, N.; Siracusa, V.; Szymczyk, A.; et al. Recommendations for Replacing PET on Packaging, Fiber, and Film Materials with Biobased Counterparts. Green Chem. 2021, 23, 8795–8820. [Google Scholar] [CrossRef]
- Novel Packaging Films and Textiles with Tailored End of Life and Performance Based on Bio-Based Copolymers and Coatings; AIMPLAS–Asociacion De Investigacion De Materiales Plasticos Y Conexas: Valencia, Spain, 2019.
- Winnacker, M.; Rieger, B. Biobased Polyamides: Recent Advances in Basic and Applied Research. Macromol. Rapid Commun. 2016, 37, 1391–1413. [Google Scholar] [CrossRef] [PubMed]
- Kopf, S.; Åkesson, D.; Skrifvars, M. Textile Fiber Production of Biopolymers—A Review of Spinning Techniques for Polyhydroxyalkanoates in Biomedical Applications. Polym. Rev. 2023, 63, 200–245. [Google Scholar] [CrossRef]
- Khan, A.; Wang, C.; Asiri, A.M. (Eds.) Microplastic Sources, Fate and Solution; Springer Nature Singapore: Singapore, 2023; ISBN 978-981-99-0694-9. [Google Scholar]
- Ramasamy, E.V.; Harit, A.K. Microplastics in Human Consumption; CRC Press: Boca Raton, FL, USA, 2023; ISBN 9781003201755. [Google Scholar]
- Singh, S.; Chunglok, W. Biopolymers Towards Green and Sustainable Development; Bentham Science Publishers: Sharjah, United Arab Emirates, 2022; ISBN 9789815079302. [Google Scholar]
- Zhou, Y.; Li, Z. (Eds.) Smart Textile and Polymer Materials; MDPI: Basel, Switzerland, 2023; ISBN 978-3-0365-6734-1. [Google Scholar]
- Nanotechnology in Textiles; Elsevier: Amsterdam, The Netherlands, 2019; ISBN 9780081026090.
- Patel, G.M.; Shah, V.; Bhaliya, J.; Mehta, K. Nanomaterials for Construction Building Products Designed to Withstand Natural Disasters. In Nanotechnology-Based Smart Remote Sensing Networks for Disaster Prevention; Elsevier: Amsterdam, The Netherlands, 2022; pp. 19–42. [Google Scholar]
- Rajendran, S.; Mukherjee, A.; Godugu, C.; Shukla, R.K.; Nguyen, T.A. Nanotoxicity: Prevention and Antibacterial Applications of Nanomaterials; Micro and Nano Technologies; Elsevier Science: Amsterdam, The Netherlands, 2020; ISBN 9780128199442. [Google Scholar]
- Poll, H.U.; Schladitz, U.; Schreiter, S. Penetration of Plasma Effects into Textile Structures. Surf. Coat. Technol. 2001, 142–144, 489–493. [Google Scholar] [CrossRef]
- Knittel, D.; Kesting, W.; Schollmeyer, E. Surface Structuring of Synthetic Fibres by UV Laser Irradiation, Part I: Phenomenological Report. Polym. Int. 1997, 43, 231–239. [Google Scholar] [CrossRef]
- Lawrence, C.A. Fundamentals of Spun Yarn Technology; CRC Press: Boca Raton, FL, USA, 2003; ISBN 9780429214493. [Google Scholar]
- Periyasamy, A.P.; Tehrani-Bagha, A. A Review on Microplastic Emission from Textile Materials and Its Reduction Techniques. Polym. Degrad. Stab. 2022, 199, 109901. [Google Scholar] [CrossRef]
- Cesa, F.S.; Turra, A.; Checon, H.H.; Leonardi, B.; Baruque-Ramos, J. Laundering and Textile Parameters Influence Fibers Release in Household Washings. Environ. Pollut. 2020, 257, 113553. [Google Scholar] [CrossRef]
- Prata, J.C.; da Costa, J.P.; Lopes, I.; Duarte, A.C.; Rocha-Santos, T. Environmental Exposure to Microplastics: An Overview on Possible Human Health Effects. Sci. Total Environ. 2020, 702, 134455. [Google Scholar] [CrossRef]
- Song, S.; van Dijk, F.; Vasse, G.F.; Liu, Q.; Gosselink, I.F.; Weltjens, E.; Remels, A.H.V.; de Jager, M.H.; Bos, S.; Li, C.; et al. Inhalable Textile Microplastic Fibers Impair Airway Epithelial Differentiation. Am. J. Respir. Crit. Care Med. 2024, 209, 427–443. [Google Scholar] [CrossRef]
- Youjiang, W. (Ed.) Recycling in Textiles, 1st ed.; Woodhead Publishing: Sawston, UK, 2006. [Google Scholar]
- Horrocks, A.R. (Ed.) Recycling Textile and Plastic Waste; Woodhead Publishing: Sawston, UK, 1996. [Google Scholar]
- Arunpal, A. Textile Sustainability: A Global Imperative. In Proceedings of the XII Textile Asian Congress, Shanghai, China, 24–26 October 2013. [Google Scholar]
- Arunpal, A. Textile Recycling: An Environmental Perspective. In Proceedings of the 13th International Izmir Textile and Apparel Symposium, Izmir, Turkey, 2–5 April 2014. [Google Scholar]
- Hanuš, J.; Dvořáková, E. Possibilities of Using Cryogenic Technologies to Recycle Textiles and Shoes; International Federation of Associations of Textile Chemists and Colorists Congress: Liberec, Czech Republic, 2008. [Google Scholar]
- Křemenáková, D. Properties of Rotor Yarns from Reprocessed Cotton Fibers. In Proceedings of the Beltwide Cotton Conference, Nashville, TN, USA, 8 January 2008. [Google Scholar]
- Ragaert, K.; Delva, L.; Van Geem, K. Mechanical and Chemical Recycling of Solid Plastic Waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef]
- Paszun, D.; Spychaj, T. Chemical Recycling of Poly(Ethylene Terephthalate). Ind. Eng. Chem. Res. 1997, 36, 1373–1383. [Google Scholar] [CrossRef]
- Liang, J.; Fu, J.; Lin, H.; Chen, J.; Peng, S.; Sun, Y.; Xu, Y.; Kang, S. Valorization of Polyethylene Terephthalate Wastes to Terephthalamide via Catalyst-Free Ammonolysis. J. Ind. Eng. Chem. 2024, 132, 578–587. [Google Scholar] [CrossRef]
- Lorenzetti, C.; Manaresi, P.; Berti, C.; Barbiroli, G. Chemical Recovery of Useful Chemicals from Polyester (PET) Waste for Resource Conservation: A Survey of State of the Art. J. Polym. Environ. 2006, 14, 89–101. [Google Scholar] [CrossRef]
- Vaidya, U.R.; Nadkarni, V.M. Polyester Polyols from Glycolyzed PET Waste: Effect of Glycol Type on Kinetics of Polyesterification. J. Appl. Polym. Sci. 1989, 38, 1179–1190. [Google Scholar] [CrossRef]
- Bianchi, S.; Bartoli, F.; Bruni, C.; Fernandez-Avila, C.; Rodriguez-Turienzo, L.; Mellado-Carretero, J.; Spinelli, D.; Coltelli, M.-B. Opportunities and Limitations in Recycling Fossil Polymers from Textiles. Macromol 2023, 3, 120–148. [Google Scholar] [CrossRef]
- Benyathiar, P.; Kumar, P.; Carpenter, G.; Brace, J.; Mishra, D.K. Polyethylene Terephthalate (PET) Bottle-to-Bottle Recycling for the Beverage Industry: A Review. Polymers 2022, 14, 2366. [Google Scholar] [CrossRef] [PubMed]
- Roosen, M.; Mys, N.; Kusenberg, M.; Billen, P.; Dumoulin, A.; Dewulf, J.; Van Geem, K.M.; Ragaert, K.; De Meester, S. Detailed Analysis of the Composition of Selected Plastic Packaging Waste Products and Its Implications for Mechanical and Thermochemical Recycling. Environ. Sci. Technol. 2020, 54, 13282–13293. [Google Scholar] [CrossRef]
- Periyasamy, A.P. Microfiber Emissions from Functionalized Textiles: Potential Threat for Human Health and Environmental Risks. Toxics 2023, 11, 406. [Google Scholar] [CrossRef]
- Militký, J. 13—Tensile Failure of Polyester Fibers. In Handbook of Properties of Textile and Technical Fibres (Second Edition); Bunsell, A.R., Ed.; Woodhead Publishing: Sawston, UK, 2018; pp. 421–514. ISBN 978-0-08-101272-7. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Characteristic | Energy Consumption [kW per kg Fiber] | Freshwater Consumption [liter per kg Fiber] | CO2 Emissions [kg per kg Fiber] |
|---|---|---|---|
| Cotton | 48 | 1559 | 2.2 |
| Polyester | 108 | 21 | 3.3 |
| Polyamide | 160 | 40 | 8.3 |
| Wool | 120 | 530 | 17 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Militký, J.; Křemenáková, D.; Venkataraman, M.; Aneja, A.P. Towards Sustainable Textiles for a Safer Planet: Main Topics. Sustainability 2024, 16, 5344. https://doi.org/10.3390/su16135344
Militký J, Křemenáková D, Venkataraman M, Aneja AP. Towards Sustainable Textiles for a Safer Planet: Main Topics. Sustainability. 2024; 16(13):5344. https://doi.org/10.3390/su16135344
Chicago/Turabian StyleMilitký, Jiří, Dana Křemenáková, Mohanapriya Venkataraman, and Arun Pal Aneja. 2024. "Towards Sustainable Textiles for a Safer Planet: Main Topics" Sustainability 16, no. 13: 5344. https://doi.org/10.3390/su16135344