Abstract
Downhole safety valves are essential equipment for oil and gas extraction, and it is crucial to carry out a downhole safety valve failure risk evaluation and reliability analysis to ensure the safety of oil and gas production. In order to improve the operation and maintenance management level of downhole safety valves and explore the key failure risk factors of downhole safety valves, this study firstly carries out a Failure Mode and Criticality Analysis of downhole safety valves; identifies the causes of failure of downhole safety valves and the consequences of accidents through the Bow-tie method; and quantitatively evaluates the failure risk factors based on the improved Decision-making Trial and Evaluation Laboratory method and obtains the influence and importance ranking of 14 types of failure risk factors. Specific preventive measures for key failure risk factors are proposed in several aspects: optimising the structural design of downhole safety valves, improving the processing and manufacturing process, setting up an efficient field management team, carrying out equipment operation and maintenance management training, establishing a field failure response mechanism, and setting up an intelligent O&M management platform for downhole safety valves. The research results of this study are conducive to improving the reliability of downhole safety valves, ensuring the safety and integrity of on-site operation and maintenance management, and providing theoretical guidance for the analysis of the risk of failure and operation and maintenance management of downhole safety valves.
1. Introduction
In recent years, safe production has brought more and more attention to the subject of failure risk assessment. The petrochemical industry is a typical high-risk industry, and in order to ensure the safety of oil and gas production, it is imperative to carry out risk analyses and reliability assessments for petrochemical equipment. A downhole safety valve is a safety device installed at a designated location on the tubing in the wellbore, and its main function is to block high-pressure hydrocarbons downhole to prevent blowouts and environmental pollution when the wellhead device is out of control [1]. The reliability of downhole safety valves is directly related to the production safety of oil wells, so it is necessary to carry out research on risk evaluations and reliability analyses of downhole safety valves.
There have been many studies on the design and manufacture of downhole safety valves [2,3,4,5,6,7,8]. However, there are not many studies on the reliability of underground safety valves. Yuan Guohai et al. used numerical simulation to numerically simulate the mechanical properties of downhole safety valves and plotted the performance envelope of downhole safety valves [9]. This study provides theoretical and methodological support for the field application of safety valves. Luo Heng et al. summarised the failures and direct causes of underground safety valves based on the results of field research [10]. Zhang Junliang et al. analysed the reasons for the failure of downhole safety valves in high-sulphur gas wells and proposed corresponding countermeasures [11]. Rausand et al. established an exponential model and a Weibull distributed life model of downhole safety valves, respectively, and investigated the reliability of downhole safety valves as a safety barrier [12]. Busch et al. analysed the relationship between oil and gas well life and downhole safety valve reliability [4]. Zhi Zhang et al. studied the failure forms and risk factors of downhole safety valves for shale gas and established a failure probability calculation method based on the BN model [13]. However, the factors influencing the consequences of downhole safety valve failure have not been investigated, and the use of a Bayesian network model presupposes independence between failure modes and requires an a priori probability of failure based on component failure as the cornerstone of the calculation [14,15]. As a kind of normally open valve, the failure of underground safety valves can only be detected during routine maintenance and inspection, so the real failure time of its components cannot be accurately counted, which leads to the fact that both the Weibull model and the exponential model based on the a priori probability of failure are unable to portray the failure characteristics of underground safety valves in a better way. While the downhole safety valve itself is a very simple object, modelling the reliability of a downhole safety valve as a safety barrier is a complex task that requires a comprehensive understanding of the physical characteristics of the valve and its mode of operation.
In previous petrochemical equipment risk assessment studies, the failure probability or consequence identification of petrochemical equipment has been analysed separately, and very few studies study both at the same time [16,17,18,19], resulting in the inability to comprehensively identify the risk factors and the corresponding consequences of accidents. The Bow-tie method, which was proposed in 1979, integrates the fault tree analysis method and the event tree analysis method, and in recent years it has begun to be applied to risk analysis and reliability management in the field of energy safety at home and abroad and has achieved good results [19,20,21]. In most of the previous studies on quantitative risk evaluation based on expert survey methods, AHP and its improvement methods were used to reduce the subjectivity of expert scoring [22]. However, the AHP method has been questioned by some scholars due to its basic assumption that the relationship between the influence of two factors is reciprocal. In addition, the AHP method determines the reasonableness of the scoring results by consistency test, which is an empirical approach and has no reasonable scientific explanation [23,24]. Expert assessment methods also have a positive effect. The advantage of the expert assessment method is that it allows the combination of different examination methods [25]. Different groups of subjects are studied during the inspection process and different assessment methods are used. In order to achieve quantitative risk assessment, risk evaluation and decision-making models are needed. The DEMATEL method has certain advantages in portraying experts’ evaluation of complex decision-making problems, which has attracted the attention of many scholars [26,27,28]. However, the DEMATEL method has a fuzzy problem in portraying the evaluation results due to the incomplete knowledge of the experts, which makes the evaluation results somewhat subjective. There is a need to improve the traditional DEMATEL model in terms of both group decision making as well as fuzzy evaluation.
Therefore, this study starts from the common features of various types of downhole safety valves, and firstly conducts failure mode impact and hazard analyses and identifies all possible failure modes of downhole safety valves, as well as the causes and impacts of each failure mode. In order to identify the weaknesses of the tool, this study constructs a Bow-tie risk analysis model for downhole safety valves and identify the factors and consequences of downhole safety valve failures. This study constructs a group decision-making decision laboratory analysis method model to achieve quantitative evaluation of downhole safety valve failure risk factors based on fuzzy theory. According to the evaluation results, risk factor countermeasures are proposed from three aspects in combination with the actual site, providing theoretical guidance for the risk analysis and operation and maintenance management of underground safety valve failure.
2. Downhole Safety Valve FMECA Analysis
2.1. FMECA Ground Rules
With the development of the industry and the advancement of technology, the complexity of mechanical systems has increased, the cost of equipment has increased dramatically, and the cost of conducting tests has risen considerably. In addition, in order to meet market demands, while continuously improving system performance, simplifying operations, and reducing maintenance costs, product developers must also endeavour to reduce development and production costs and shorten development cycles. As a result, developers usually anticipate failures of the designed product before conducting tests and hope to discover design flaws or weaknesses in the design by similar methods and make modifications. Early accident or failure preconceptions, although they may identify some problems in the design, are not satisfactory due to the lack of a fixed procedure and systematic methodology, and the results of the preconceptions are subject to a high degree of uncertainty. From this, people, through the summary of engineering practice experience, gradually formed the current “failure mode, impact and hazard analysis” systematic failure analysis method. Failure Mode and Criticality Analysis (FMECA) is an analysis of the potential failure modes, causes of failure, and the impact on product function and the fatality of the impact on each component unit (component, assembly, subsystem, system) of a product. Each potential failure mode is categorised according to its severity, from which the weak links and critical components of the system design are identified and corresponding preventive improvement initiatives are taken to enhance product reliability.
FMECA is generally accomplished in two parts: Firstly, identification of failure modes and their effects—Failure Mode and Effects Analysis (FMEA). Secondly, a hazard analysis (CA) classifies the failure modes according to their severity and probability of occurrence. FMEA may have incompatibility issues in analysing the quality level of a product or process [28]. Such issues do not exist in FMECA. Through FMECA, a more comprehensive and systematic check of the design scheme can be carried out before the test, and improvement measures can be taken in time. Compared with the means of “test-modify-test again” to check and improve the system design, especially for the new development of a system with many parts, advanced technology, a complex structure, and high cost, an effective FMECA can play a role in reducing the development costs and shortening the design improvement cycle, thus greatly improving the efficiency of the development stage.
FMECA, with its simple principle, easy operation, and good results, has become one of the most important methods used by the military and other scientific and technological industries for reliability analysis in the product development process. FMECA is one of the main reliability projects specified in the development cycle of many key products in China. Effective FMECA can also promote the development of other reliability work. In addition, the analysis technique based on FMECA technology is also applied to the analysis and assessment of the safety, maintainability, and other related technical fields.
In this report, FMECA is used to perform a reliability analysis of downhole safety valves.
2.2. Hierarchy of Appointments
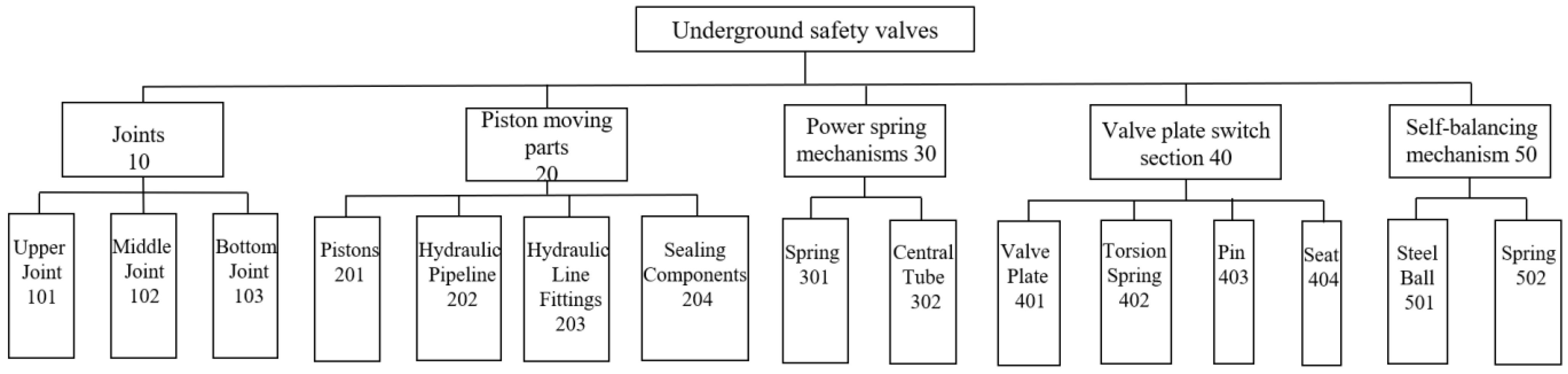
Considering the working principle of the underground safety valve and the specific functions of the components, the underground safety valve is divided into the agreed levels according to the principle of facilitating FMECA analysis. The “initial engagement level” is the downhole safety valve. The “agreed level” is the subsystems of the downhole safety valve, including the connector part, piston movement part, power spring mechanism, gate switch part, and self-balancing mechanism, and the “lowest agreed level” is the components of the subsystems. The detailed levels of agreement are shown in Figure 1.
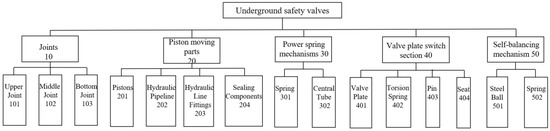
Figure 1.
Hierarchical diagram of FMECA analysis conventions for downhole safety valves.
2.3. FMECA Risk Evaluation Indicators
2.3.1. Classification of Failure Consequences
Consequence of failure is a measure prescribed for the worst potential consequences of a product failure, and each failure mode and each product analysed can be categorised according to the following expressions for the degree of loss and for the classification of consequences of failure of downhole safety valve components, as shown in Table 1.

Table 1.
Classification of consequences of failure of underground safety valve components.
2.3.2. Failure Probability Classification
Based on the probability of occurrence of safety valve component failures, the components are classified into five classes, which are Frequent, Likely, Occasional, Rarely, and Extremely Unlikely. The probability classification of the failure of downhole safety valve components using FMECA is shown in Table 2.
Table 2.
Failure probability classification of downhole safety valve components using FMECA.
2.3.3. Risk Evaluation Index Matrix
According to the risks associated with the failure of safety valve components, the risk severity is divided into four levels. The possibility of risk occurrence is divided into five levels to establish a 5 × 4 risk matrix. The risk evaluation index is generated by the combined weighing of both failure severity and failure probability. The matrix is shown in Table 3.
Table 3.
Risk index matrix.
According to the risk index of the safety valve parts obtained from the risk matrix, the corresponding processing principle is established. The treatment principles of downhole safety valves for different values of the risk index are shown in Table 4.
Table 4.
Treatment principles corresponding to risk indexes.
2.4. Analysing Results
By performing FMECA on the safety valves, we clarified the consequences caused by each failure mode and the severity of the consequences. Also, based on the repairability of the failure, we categorised the failure modes in order to design improvement measures.
By analysing the evaluation of the consequences of failure, probability of failure, and risk index of safety valve components and the principles of treatment, the FMECA table of safety valve components was obtained. It is shown in Table 5, Table 6, Table 7, Table 8, Table 9, Table 10, Table 11, Table 12 and Table 13.
Table 5.
FMECA for upper joint.
Table 6.
FMECA for middle joint.
Table 7.
FMECA for lower joint.
Table 8.
FMECA for piston and hydraulic control line.
Table 9.
FMECA for hydraulic control line joints.
Table 10.
FMECA for spring and switchboard.
Table 11.
FMECA for switch and torsion spring.
Table 12.
FMECA for pin and valve seat.
Table 13.
FMECA for steel ball springlets.
3. Failure Analysis of Downhole Safety Valve Based on Bow-Tie
Firstly, through FMECA analysis, data on the failure modes, impacts, and severity of safety valve components are obtained, and the corresponding risk evaluation is also carried out. However, there is no effective model to explain the relationship between failure modes and failure effects, and between risk assessment and preventive measures. There are relatively few studies on the failure risk of downhole safety valves. In order to explore the failure risk factors and failure consequences of downhole safety valves, this study categorises the downhole safety valve composition structure into five subsystems. These include the joint part, the piston movement part, the power spring mechanism, the gate switch part, and the self-balancing mechanism.
3.1. Bow-Tie Method
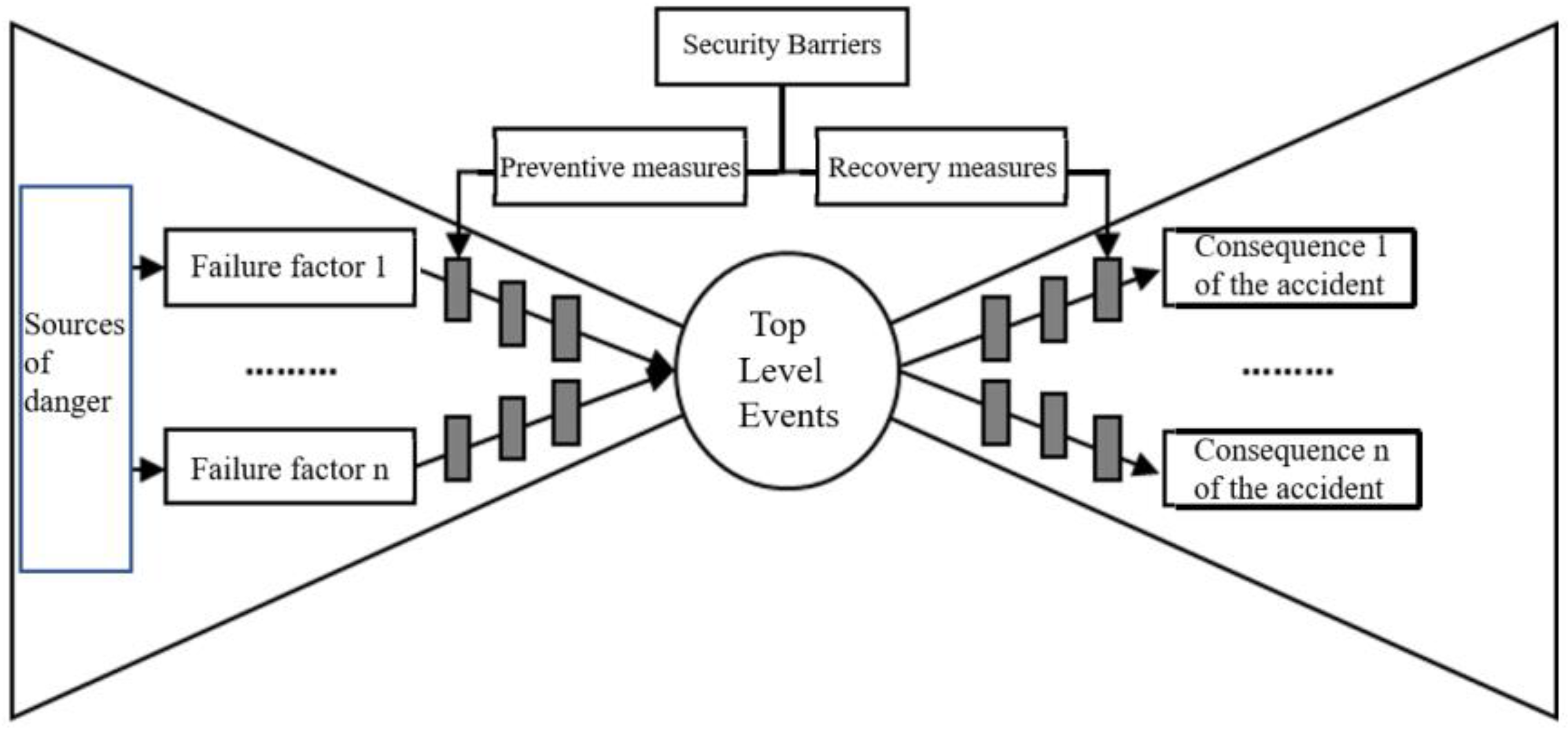
The Bow-tie method uses a combination of accident tree (FTA) and event tree (ETA) [21]. It consists of five main components, which are accident hazard sources, preventive measures, top-level events, recovery measures, and accident consequences. Figure 2 shows the structure of the model. In the model, preventive measures refer to the measures set up in advance to prevent the occurrence of downhole safety valve failure events. The top-level event is the downhole safety valve failure, and the recovery measures refer to the emergency rescue measures taken after the failure occurs, as well as the approaches taken in order to return to normal. The consequences of the incident are the multifaceted effects of the failure. The combination of preventive and restorative measures forms a safety barrier to reduce the overall risk and consequences of the risk, and both realise the reduction in the probability of failure and the impact of consequences from the source of failure to the end. The model can clearly obtain the specific factors that lead to the failure of downhole safety valves and the corresponding consequences, and organically combine the accident prevention and recovery measures to ensure the safety of downhole safety valve operations. Therefore, this study applies the model to the failure risk factor analysis of downhole safety valves.
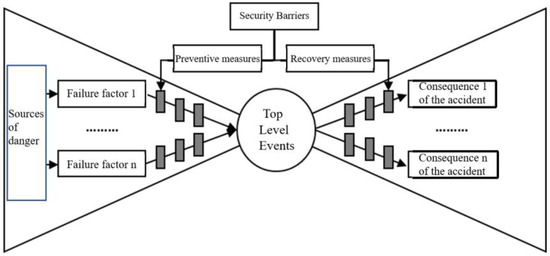
Figure 2.
Structure of the Bow-tie model.
3.2. Bow-Tie Failure Model for Downhole Safety Valves
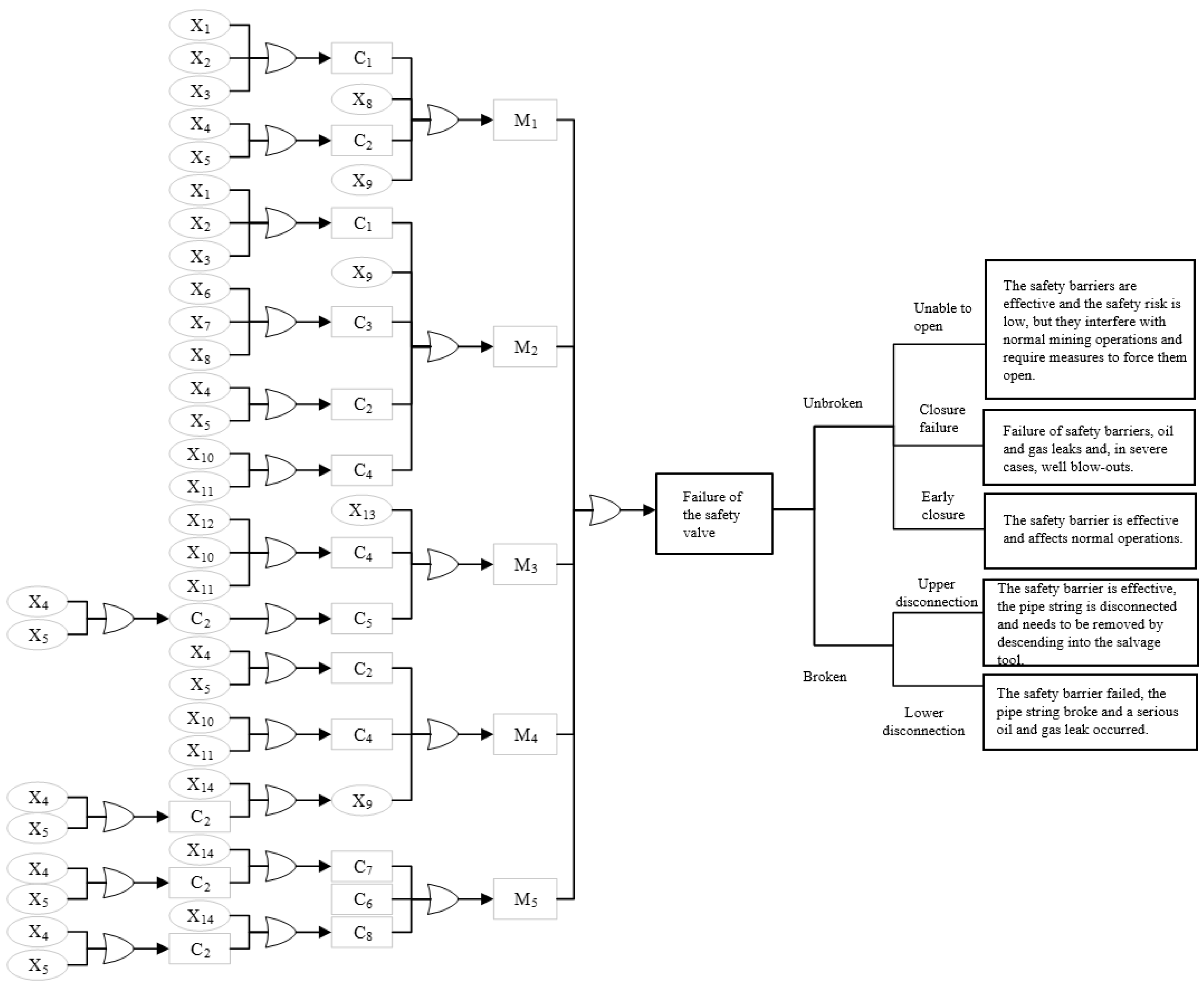
In previous studies, most of the failure consequences of underground safety valves have been classified into four categories, which are failure to open, closure failure, premature closure, and seal leakage. However, seal leakage is essentially a consequence of closure failure. In addition, since downhole safety valves are mostly installed in shallow locations downhole, the weight of the pipe string hanging below the valve body is high. This places high demands on the reliability of the threads at the joints. Not only do they need to meet structural reliability but they also need to be corrosion resistant, as well as have high sealing performance. Therefore, this paper classifies the consequences of downhole safety valve failure into four types: inability to open, closure failure, early closure, and disconnection. The Bow-tie model of different types of downhole safety valves with common causes of failure is established, as shown in Figure 3.
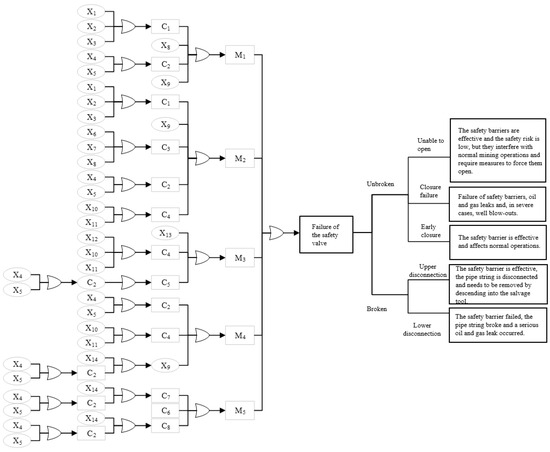
Figure 3.
Bow-tie model of downhole safety valve.
The event codes for these are shown in Table 14.
Table 14.
Downhole safety valve fault tree event table.
4. Quantitative Assessment of Downhole Safety Valve Failure Risk
The causes and consequences of downhole safety valve failures were effectively identified by the Bow-tie method, and in order to identify the key failure factors, this section carries out a quantitative downhole safety valve failure risk assessment based on the Decision-making Trial and Evaluation Laboratory (DEMATEL) method. The method obtains the degree of influence of each factor on other factors and the degree of being influenced by analysing the logical relationship and direct influence relationship between each factor so as to obtain the centrality and causality of each factor [27]. The method uses expert experience and knowledge to analyse and judge the interaction relationship between risk factors in the system, which can achieve a deterministic analysis of the risk factor relationships of downhole safety valves.
4.1. Improving the DEMATEL Method
4.1.1. Modelling the Cluster Decision
Let the set of indicators be . n represents the total number of risks of failure. The group of experts involved in decision making are . The number of experts is represented. A rubric set is an ordered set of linguistic variables consisting of multiple elements representing the criteria for expert evaluation, whose mathematical expression is , where represents the language variable corresponding to the rth element. The five linguistic variables of no influence, little influence, little influence, great influence, and great influence are used in this study to indicate the interaction between the factors, so g is taken as 5.
In order to understand the problem of fuzziness and uncertainty in deterministic evaluation methods, based on fuzzy theory, this study fuzzified the qualitative evaluation by means of triangular fuzzy numbers. The linguistic variable can be calculated by the following equation.
The fuzzy numbers obtained are shown in Table 15.
Table 15.
Linguistic variables corresponding to triangular fuzzy numbers.
In summary, the proposed cluster decision model can be characterized by .
4.1.2. Group Decision DEMATEL Modelling
Using Equation (1) above to fuzzify each linguistic variable in , a fuzzified initial judgement matrix can be obtained as follows:
where each element in is expressed in terms of the triangular fuzzy number .
In order to clarify the fuzzy numbers, the CFCS method proposed by Opricovic et al. is introduced in this study [29]. The initial judging matrix clarification processing steps are
Step 1: Standardized methods
Step 2: Matrix standardization
Step 3: Upper and lower border whitening values
Step 4: Calculate whitening values for each element
When combining expert opinions, this study defaults to the expert opinions with the same weight and uses the method of taking the average to obtain combined multi-expert opinions. When the objective factors such as experts’ experience, education, and knowledge level differ greatly, different weight values can be assigned according to the actual situation. In summary, the method of obtaining the direct influence matrix is
4.1.3. Building a Comprehensive Impact Matrix
The sum of each row of the direct matrix and its maximum value, divided by each element of , gives the regularization matrix . The combined impact matrix can be created from the following equation:
where E is the unit matrix.
4.1.4. Calculation of the Fourth Degree
Based on the combined influence matrix, the combined influence of each risk factor in the course of the failure event can be obtained from Equations (9) and (10), as well as the degree of influence , the degree of being influenced , the degree of centrality , and the degree of cause .
The centrality represents the importance of the risk factor in the failure of the subsurface safety valve, and the causality is used to distinguish whether the risk factor is a cause or effect factor in the system. A comprehensive analysis of the degree of influence of each risk factor on the failure of the subsurface safety valve based on the four aspects of influence, affectedness, centrality, and causality enables a ranking of the importance of the set of risk factors for the failure of the subsurface safety valve and a causal classification.
4.2. Quantitative Assessment of the Failure Risk of Subsurface Safety Valves
In order to linguistically evaluate the degree of influence between risk factors for subsurface safety valve failure, six relevant professionals from research units and drilling and production sites were invited to form an expert decision-making group. Table 16 shows the results of the evaluation by one of the experts, where the data in row and column indicate the degree of influence of risk on risk .
Table 16.
Results of an expert evaluation.
Each member of the expert group completed a linguistic evaluation result form for each of the 14 risk factors. The six evaluation result forms were processed according to the group decision method proposed above, and Python was used to program the data, while the ranking order numbers of the centrality and cause degrees of each risk factor were calculated. The results of the calculation of the four degrees of risk factor indicators are shown in Table 17, from which it can be seen that the degree of influence and logical relationship of each factor is clearly represented.
Table 17.
Four-degree indicators of risk factors.
The centrality portrays the importance of each risk factor in the use of the subsurface safety valve. In ascending order of magnitude, spring failure , failure of corrosion protection , overload or substandard performance , material defects , corrosive environment , and improper operation during installation all have a centrality greater than 3.0 and are ranked in the top six. The results obtained were verified with the field staff of the Mill Creek project in the Southwest Oil and Gas Field in Chuanzhong Oil and Gas Mine and were basically in line with the current statistics of risk factors for subsurface safety valve failure. Also, the findings of this study are in general agreement with those of Zhang Zhi et al. [13]. These risk factors seriously threaten the normal opening and closing function of subsurface safety valves. These high-risk factors need to be eliminated or reduced during the design, processing, installation and operation, and maintenance phases of safety valves. For some key risk factors that cannot be eliminated due to the design principle of the subsurface safety valve system itself, such as ball failure , spring failure ,overload or substandard performance , etc., it is necessary to focus on the dynamic change trend of key risk factors during the operation and maintenance phase, formulate a reasonable health monitoring plan and maintenance and repair system for the subsurface safety valve, and take reasonable disposal measures before the risk factors occur to avoid the occurrence of subsurface safety valve failures, which can have serious consequences.
The degree of causality reflects the interaction between the risk factors of the subsurface safety valve. Positive values indicate causative factors such as material defects , corrosive environment , corrosion protection failure , etc. Negative values indicate consequential factors, whose probability of occurrence is influenced by other factors, which often occur together with causal factors in the event of failure of a safety valve, leading to more severe failure and consequences.
4.3. Critical Failure Factor Prevention
Analysis of failure factors of downhole safety valves: Firstly, the failure modes of key components are obtained through FMECA, and the failure severity level is formulated; maintenance decisions are formulated for subsequent maintenance; then, the failure modes of each component are brought into the Bow-tie model to screen out the failure causes with the greatest impact; and finally, the causes of failure are quantitatively evaluated through the DEMATEL method. The results of the quantitative evaluation of failure risk are crucial for improving the reliability of downhole safety valves. For the key failure risk factors screened in the previous section, effective measures should be taken to prevent and respond to them in the operation and maintenance management of downhole safety valves. In order to improve the reliability of downhole safety valves, the following aspects should be improved and strengthened:
- (1)
- From the results of the four-degree calculation in the DEMATEL method, it can be seen that the factor that has the greatest influence on the degree of centrality is spring failure. Existing safety valve designs have technical objective defects, resulting in downhole safety valves not meeting the design life indicators. Most of the existing designs rely only on the spring to push the centre tube to open the safety valve, and there is no corresponding redundancy design; once the spring fails, it will directly lead to the failure of the downhole safety valve. Therefore, optimising the structural design of downhole safety valves and improving the manufacturing process have the greatest impact on the service life of safety valves. Design and manufacturing determines the upper limit of the reliability of the downhole safety valve. Underground safety valve design and manufacturing involves: mechanical, hydraulic, sealing, fluid, materials, and other professional disciplines; determining the impact of complex factors; consideration of the sealing and reliability of the piston movement part with high temperature and high pressure; and a need to solve the gate switch part of the hard sealing problem. Also, the joint part of the thread machining accuracy has a direct impact on the performance indicators of the underground safety valve. At present, there is still a big gap between domestic downhole safety valve design experience and proprietary inspection equipment and that of foreign countries, and further research and development efforts are needed.
- (2)
- Based on the analysis results of the Bow-tie method, it can be seen that the main failure modes of downhole safety valves are opening failure and closing failure. It is necessary to set up a high-efficiency field management team, continuously carry out equipment operation and maintenance management training, and establish a field failure response mechanism. In case of failure to open, it is necessary to strictly implement opening operation procedures and, at the same time, ensure the pressure balance between the top and bottom of the safety valve, and if necessary, cooperate with the fracturing pump to balance the oil pressure. For the failure of closure, on the one hand, it is necessary to cancel the operation in the tubing and carry out well risk assessment, and at the same time, it is necessary to formulate monitoring measures, so as to avoid major catastrophic accidents due to the failure of the safety barrier. Field research found that tubing leakage and tubing gas stringing are also two common failure modes in the field. Pipeline cascading is caused by sealing problems in the piston dynamic sealing components, resulting in the leakage of sulphur-containing natural gas in the pipeline through the piston sealing components to the control pipeline and the sulphur-containing natural gas displacing the hydraulic oil and then entering the control cabinet tank or the manual pump on the ground. In view of these failure modes, field management personnel should actively modify the equipment and establish corresponding management countermeasures; at the same time, they should continue to carry out training on downhole safety valves and ancillary systems and continuously improve the field operation level and emergency response capability.
- (3)
- An intelligent operation and maintenance management platform for downhole safety valves should be established. As the downhole safety valve arrangement needs to be lowered into the wellhead, it can not be detected by manual inspection the first time a fault occurs. At present, the field mainly relies on control pressure and oil pressure monitoring data to manually judge the operation status of downhole safety valves. This is a very traditional and inefficient way of equipment management. The rapid development of computers in recent years has provided a new solution for the health monitoring of mechanical equipment. When the downhole safety valve fails, relying on artificial intelligence algorithms to process the signal data, the mechanical failure hidden in the weak signal fluctuations can be detected in time. The application of information technology in the intelligent operation and maintenance management of underground safety valves should be actively explored to achieve visual, scientific, and intelligent management of underground safety valves.
5. Conclusions and Discussion
5.1. Conclusions
Downhole safety valves provide essential safety barriers for oil and gas extraction, and downhole safety valve failure risk analysis is crucial to ensure the safety of oil and gas production operations. In this study, we firstly completed the FMECA and obtained the failure modes, failure impacts, and severity levels of the 15 components of the safety valve, determined based on the Bow-tie method. Quantitative failure risk assessment of downhole safety valves was carried out by improving the DEMATEL model. Finally, from the perspective of design and manufacturing and operation and maintenance management, a method of preventing the failure factors of downhole safety valves was proposed. The main conclusions are as follows:
- (1)
- Based on the FMECA method, the failure modes, failure impacts, and severity levels were obtained for five subsystems and fifteen components, including the safety valve connector part, the piston movement part, the power spring mechanism, the gate switching part, and the self-balancing mechanism. The FMECA table (shown in Table 5, Table 6, Table 7, Table 8, Table 9, Table 10, Table 11, Table 12 and Table 13) was obtained to classify the failure modes and facilitate the design of improvement measures.
- (2)
- The Bow-tie method clearly revealed the causes of failure and the consequences of accidents caused by downhole safety valves, laying the foundation for quantitative risk analysis. When a failure occurs, site managers can quickly locate the cause of the failure and take appropriate measures according to the Bow-tie model of the downhole safety valve.
- (3)
- The group DEMATEL model based on fuzzy theory was improved, the language scoring method was adopted, the evaluation results of multiple experts were integrated, and the subjectivity of the expert evaluation results was eliminated. We identified six high-risk failure influencing factors of downhole safety valves such as spring failure, failure of corrosion control measures, overloading or substandard performance, material defects, corrosive environments, improper operation at the time of installation, and so on, which provides theoretical guidance to the formulation of on-site management measures.
- (4)
- In order to eliminate or minimise the risk of failure of downhole safety valves, risk prevention measures were proposed from the perspectives of designing and manufacturing, as well as operation and maintenance management, which provide certain references for further improving the design theory of downhole safety valves, as well as improving the integrity management level.
5.2. Discussion
There are many types of downhole safety valves which are affected by different working conditions, different types of products in the failure mechanism, and failure risk factors on the existence of a certain degree of variability. Therefore, the failure factors summarised in this study inevitably have limitations and need to be further improved and optimised in different use scenarios. The significance of this study is to provide theoretical guidance for the failure risk analysis and operation and maintenance management of downhole safety valves.
Author Contributions
Writing—original draft, M.G. and Y.T.; Writing—review & editing, G.Y., Y.W., X.Y., Y.F., R.M. and K.N. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by Major scientific research/field test project of key core technologies of CNPC: development of sulfur-resistant downhole safety valve and packer at 200 °C/105 MPa grant number [2021ZG11] and National key research and development plan project topic: multi-gas layered production and control mechanism [2021YFC28000903].
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Informed consent was obtained from all subjects involved in the study. Written informed consent has been obtained from the patients to publish this paper.
Data Availability Statement
The data presented in this study are available on request from the corresponding author.
Conflicts of Interest
Authors Guohai Yuan, Yonghong Wang, Yexin Fang, Rutao Ma and Kun Ning were employed by the company CNPC Engineering Technology R&D Co., Ltd.; Author Xingguo Yang was employed by Eastern Jilin Oil and Gas New Energy Company, Petrochina Jilin Oilfield Company. The remaining authors declare that the research was conducted in the absence of any commercial or financial relationships that could be construed as a potential conflict of interest.
References
- Aldridge, D. Improving subsurface safety valve reliability: A problem/solution approach. Offshore 1997, 57, 82. [Google Scholar]
- Li, M.; Yang, K.; Zhao, J.; Luo, J.; Li, N. One-way fluid-solid coupling analysis of subsurface safety valve plate. Int. J. Heat Technol. 2018, 36, 433–438. [Google Scholar] [CrossRef]
- Alisjabana, J.M.M.; Shoushtari, M.A.; Ismail, A.; Saaid, M. Improved Lifetime Pressure Drop Management for Subsurface Safety Valves in Oil and Gas Wells. Res. J. Appl. Sci. Eng. Technol. 2013, 5, 727–737. [Google Scholar] [CrossRef]
- Busch, J.M. Subsurface Safety Valves: Safety Asset or Safety Liability? J. Pet. Technol. 1985, 37, 1813–1818. [Google Scholar] [CrossRef]
- Ali, M.A.; Abdulrahman, A.S. Large-bore, HP tubing-retrievable safety valves Qualified for gas wells. World Oil 2013, 234, 85–94. [Google Scholar]
- Champion, B.P.; Gandini, G.; Gabbiani, A. Development and qualification of a new wirelessly controlled retrofit safety valve: An alternative to well work-over that enhances well safety and maximizes production uptime. SPE Prod. Oper. 2010, 26, 111–119. [Google Scholar] [CrossRef]
- Hill, T.H.; Gordon, J.R.; Warner, D.G. A New Completion System for Surface-Controlled Subsurface Safety Valves. J. Pet. Technol. 1974, 26, 331–336. [Google Scholar] [CrossRef]
- Imbò, P.; Gandini, G. Electro Magnetic Wireline Retrievable-Surface Controlled Subsurface Safety Valve: A New Backup For Surface Controlled Subsurface Safety Valve To Avoid Workover. J. Pet. Res. Stud. 2011, 278, 1–21. [Google Scholar] [CrossRef]
- Yuan, G.; Wang, Y.; Fang, Y.; Ma, R.; Ning, K.; Tang, Y. High-Temperature and Pressure Downhole Safety Valve Performance Envelope Curve Study. Processes 2023, 11, 2525. [Google Scholar] [CrossRef]
- Luo, H.; Hu, S.; Lei, Z.; Li, H.; Yang, H.; Tang, H. Analysis on Failure cause of downhole safety valve. Pet. Petrochem. Mater. Procure. 2020, 8, 52. [Google Scholar]
- Zhang, J.; Shao, Y.; Jia, C.; Nie, Z.; Xiao, C.; Lan, H. Countermeasures and Field Practice for the Failure of Downhole Safety Valves in High Sour Gas Wells. Nat. Gas Technol. Econ. 2018, 1, 32–34. [Google Scholar]
- Rausand, M.; Vatn, J. Reliability modeling of surface controlled subsurface safety valves. Reliab. Eng. Syst. Saf. 1998, 61, 159–166. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhao, Y.; Wu, Y.; Deng, H.; Lu, Q. Integrity of Subsurface Safety Valve in Shale Gas Well. Pet. Tubul. Goods Instrum. 2020, 4, 56–62. [Google Scholar]
- Pang, J.; Pu, C.; Wang, W.; Wang, Z. Probability analysis of urban underground sewage pipeline failure based on Bayesian network. Water Supply Drain. 2018, 44, 129–133. [Google Scholar]
- Wang, H.; Zhao, D.; Meng, Y.; Ji, C. Dynamic Risk Assessment of Tank Oil Spill Based on Leading Events and Bayesian Networks. J. Saf. Environ. 2018, 18, 446–450. [Google Scholar]
- He, H. Risk assessment of wellbore integrity based on multi factor coupling. Sci. Technol. Work. Saf. China 2017, 13, 168–172. [Google Scholar]
- Geng, X.; Zhang, Y. Improved FMEA risk assessment method based on hesitant Fuzzy set. Comput. Integr. Manuf. Syst. 2017, 23, 340–348. [Google Scholar]
- Qiu, Z.; Liang, W.; Wang, X.; Lin, Y.; Zhang, M. Real time quantitative risk assessment model for oil and gas transportation equipment. Chin. J. Saf. Sci. 2020, 30, 106–112. [Google Scholar]
- Chen, L.; Jin, L.; Huang, B.; Cao, W.; Wang, X. Bow tie Quantitative Analysis of Tank Leakage Risk Based on a 2D Cloud Model. J. Saf. Environ. 2020, 20, 809–815. [Google Scholar]
- Yu, X.; Jia, P.; Zhang, X. Quantitative risk assessment of urban gas pipeline leakage based on fuzzy BOW-TIE model. Nat. Gas Ind. 2013, 134–139. [Google Scholar]
- Chen, Y.; Jiang, H.; Wu, Y.; Yao, X. Research on risk assessment method of urban Oil pipeline based on Bow tie model. China Sci. Technol. Work. Saf. 2016, 12, 148–152. [Google Scholar]
- Chen, J. Research on the Application of Analytic Hierarchy Process in Safety Evaluation of Petrochemical Enterprises. China High Tech Zone 2019, 258–259. [Google Scholar]
- Zhu, Y.; Meng, Z.; Kan, S. Calculate weights using Analytic Hierarchy Process. J. Beijing Jiaotong Univ. 1999, 119–123. [Google Scholar]
- Li, J.; Xiang, H.; Yan, Y.; Li, Z. A Combination Weighting Evaluation Method Based on Maximizing Deviation and Its Application. Firepower Command. Control. 2020, 45, 18–23. [Google Scholar]
- Karetnikov, V.; Danilov, O.; Kosyak, Y.V.; Rudiyh, S.V. Application of the expert assessment method in developing a navigation safety system for unmanned vessels. J. Physics Conf. Ser. 2021, 2032, 012084. [Google Scholar] [CrossRef]
- Song, S.; Left, Z. Weight analysis of social risk assessment indicators based on DEMATEL-ANP and entropy weight. J. Dalian Jiaotong Univ. 2016, 37, 1–5. [Google Scholar]
- Li, Q.; Duan, W.; Xu, G. Research on Risk Factors of Comprehensive Pipe Corridor Operation and Maintenance Management Based on DEMATEL. Tunn. Constr. 2019, 39, 31–39, (In Chinese and English). [Google Scholar]
- Pacana, A.; Siwiec, D. Method of Fuzzy Analysis of Qualitative-Environmental Threat in Improving Products and Processes (Fuzzy QE-FMEA). Materials 2023, 16, 1651. [Google Scholar] [CrossRef] [PubMed]
- Opricovic, S.; Tzeng, G.-H. Defuzzification within a multicriteria decision model. Int. J. Uncertain. Fuzziness Knowl.-Based Syst. 2003, 11, 635–652. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).