Abstract
Machine tools are recognized as goods-generating equipment that constitute the realm of manufacturing facilities, providing the means of production for the generation of consumer products. This work explores the possibility of implementing sustainability concepts, employing criteria from a circular economy in the design and manufacturing of new equipment, using existing structural elements as the basis for the development of these machines. Stamping presses for automotive body panels were considered as the focus of this study. A quantitative evaluation of the possibilities for reusing existing components was developed using an algebraic tool, through the creation of algorithms that facilitate the comparative analysis of production costs and delivery lead times. Additionally, a case study was conducted to assess the capability of these algorithms to provide results, presented as comparative indicators that should be taken into consideration and may assist in the decision-making process regarding the implementation or not of the possibilities presented by the study. The simulation performed proved to be proficient, providing data that can guide decision making regarding the reuse of the chosen structural elements, based on their soundness verified through inspections conducted by the machine designers.
1. Introduction
The universe of machine tools is vast and serves as a productive means for various sectors of industrial activity, contributing to the manufacturing of myriad consumer products. These products range from direct consumer goods to durable or non-durable consumer goods and are essential to produce the equipment under study. From the perspective of characterizing machine tools, they can be divided into catalog products, where their functions, dimensions, and properties are defined by the manufacturer and made available in the market for use as presented, or custom-designed and manufactured with specifications defined by the consumer, also known as engineering-to-order (ETO) machines. This is the focus of this work, to use existing structures of decommissioned machine tools on new designs.
This article directs its efforts towards a circular economy, aligning with a configuration of sustainable development within the realm of capital goods production, specifically in the design and manufacturing of custom machine tools. Viewed from this perspective, the current reality is characterized by an unprecedented proliferation of pollutants associated with the depletion of natural resources, a consequence of a consumer society [1]. In the context of population growth, coupled with the excessive consumption of natural resources, sustainability actions represent a development model aiming for a balance between economic growth, quality of life, and environmental preservation in the medium and long term [2].
Within this environment, two key aspects guide the actions characterizing this research. The first involves concepts inherent to the so-called circular economy, and the second addresses sustainable development.
A circular economy strategy goes beyond mere recycling for manufacturers. It embodies a restorative system, defining itself as self-sustainable. In such a system, materials are not systematically discarded, but rather maintained and reused [3]. The concept of the circular economy has evolved through various schools of thought, such as industrial ecology, industrial symbiosis, economic performance, R-framework, blue economy, biomimicry, cradle-to-cradle processes, and more [4]. The guiding principle of this article is defined as the R-framework, also known as Imperative-R, and Systems Perspectives [5].
This paper outlines the fundamental principles of a circular economy, which include reuse, repair, remanufacturing, and recycling [6]. Within a circular economy framework, the objective is to maintain the economic and environmental value of materials for as long as feasible by either extending the lifespan of products/components or reintegrating them into the economic system [6]. The circular economy paradigm, which endeavors to complete the cycle of materials and energy flows throughout a system’s lifecycle while prolonging the usefulness of products, is progressively enhanced as a strategy to bolster sustainability [7]. According to [8], a circular economy comprises three main stakeholders: individual companies (Industry), society, and nations through their government entities. The circular economy strives to reduce solid waste, landfills, and emissions by engaging in activities such as reuse, remanufacturing, and/or recycling [9]. Within the scope of this work, this research refers to remanufacturing as a practical application of circular economy concepts.
Looking from the perspective of remanufacturing as the focus of this study and associating the concepts related to the approach presented here, the orientation towards a circular economy becomes explicit. The reinsertion of used structures in new projects demonstrates the characterization of a circular economy, with the reintroduction of these components into their usage cycle, extending their lifespan.
As the second aspect, sustainable development encompasses a holistic concept that combines environmental, social, and economic aspects, addressing two major challenges facing humanity: the ability to create and maintain [2]. This involves creating new products that improve the quality of life for the population while preserving the finite natural resources of the planet. Despite decades having elapsed since the dissemination of sustainable development concepts, a precise definition that accurately represents them is still elusive [2]. Joining these two main aspects and considering their basic concepts, the result is to focus on the reinsertion of existing structural components from decommissioned machine tools back into the design of new products. The natural consequences are less consumption of natural resources, saving energy in production operations, and avoiding the generation of discarded materials. These effects drive towards a circular economy which follows concepts of sustainable development.
This research is grounded in the global automotive industry, responsible for a vast production cycle that spans and participates in several industrial activities, including steel, petrochemicals, oil and gas, and the chemical industry. This industry propels a global economy with significant values and has been producing around ninety million vehicles of diverse types and characteristics annually in recent years, spread across more than forty countries that produce these vehicles [10]. The automotive industry is one of the largest and most complex industrial segments in the world today [11].
Despite being representative of a vital industrial segment in human activity, influencing the sustainability of the global economic system, the environmental and social performance of most vehicle manufacturers and their supply chain does not always take an initiative-taking stance towards regulations and societal expectations regarding the environment [12]. From an environmental standpoint, the overall performance of the automotive industry focuses primarily on controlling particulate and toxic gas and/or greenhouse gas emissions generated by its products during their use [13].
In this case, the machine tool used as an example was a stamping press for vehicles body parts. The central theme of this study revolves around utilizing components and/or subassemblies from existing stamping presses frames which function as supportive structures for drives, movement, control, safety, functionality, and automation components of a stamping equipment. The guiding concept of this study is to develop a sheet metal stamping press design that uses these existing items as the initial design basis, considering their physical and mechanical characteristics and properties as a starting point for the design.
Based on the configuration outlined in this section, the research question is as follows: How can we assess the feasibility of using existing structural components for the manufacturing of stamping presses for vehicles bodies, making them attractive through positive results regarding production costs and delivery times?
This article intends to develop and validate an evaluation method to use existing structural elements of decommissioned machine tools in new designs. First, it is essential to conduct a market survey among users to analyze the commercial acceptance of this purpose. After that, a qualitative analysis should be carried out to assess the technical feasibility of the proposed alternative. This analysis must be conducted by the product engineering division, which will determine whether the suggested solution can be implemented. Upon completion of the qualitative analysis, the available fabrication processes’ capabilities should be evaluated to determine if they can execute such a solution.
The main objective of this work is to develop a calculation tool for evaluating the use of existing stamping press structures in the design of new machine tools, in comparison with the traditional development of these machines from scratch. This comparative data helps characterize the outcomes of adopting or rejecting this solution, offering valuable support for an informed decision-making process.
As a specific objective, algorithms will be devised to compare production costs and delivery times between the two alternatives, facilitating an assessment of their technical and economic feasibility. Following this, the developed algorithm will be applied in a case study using mathematical equations to compare production costs and delivery terms between design and fabrication, taking into account both new components and existing ones.
To evaluate the algorithms, variables such as production costs and delivery terms should be incorporated into the equations. The outcomes derived from this process will inform the decision making regarding the adoption of the proposed alternative. These variables will be applied to a real case study to validate the efficacy of the method.
The structures to be used, referenced in this work, are manufactured from assemblies originating from steel metal plates, welding, and machining processes. The primary functions of a body press structure are to absorb forces, ensure precise movement of the upper part of the stamping die, support mechanical or hydraulic drive systems, as well as other auxiliary units [14].
This paper consists of an introduction providing context for the topic to be discussed, a description of the research problem presenting its consequent research gap, and the generation of a research question. Then, it defines the objectives to be pursued. Next, it presents the literature review undertaken to support the arguments used in the development of the article and describes the methodology used. It presents the obtained results and engages in a discussion about these results. Finally, it presents a conclusion based on the predetermined objectives.
2. Literature Review
A literature review is a methodical process aimed at gathering and integrating prior research [15]. Adhering to this approach, exclusion criteria were initially established, followed by inclusion criteria [16]. The search for scientific articles was conducted using keywords that are closely aligned with the central theme of the study: “Remanufact*” or “Circular Economy” and “Machine Tools”. The search was performed on the Scopus database, with the selected keywords applied to the fields encompassing “Article Title, Abstract, and Keywords”. The authors applied filters to include only papers written in English and implemented exclusion and inclusion criteria during the screening process.
A total of 170 articles were examined through the application of these criteria. Exclusion criteria were given precedence. The data gathering delineated articles published exclusively in international journals, thereby disregarding alternative dissemination channels. Following this delineation, 138 out of the total 170 articles failed, leaving only 32 articles that met the eligibility criteria.
The inclusion criterion took three required aspects: the article must (i) refer to machine tools, (ii) approach circular economy concepts, and (iii) address technical, economic, environmental, and/or commercial feasibility in remanufacturing projects. These aspects aim to identify a set of articles that, within the adopted criteria, are identified as representative of the central theme of this research, namely the reuse of used structural elements for the manufacture of new equipment.
Subsequently, 10 articles were curated from a pool of 170 papers. In order to capture a more comprehensive array of concepts and viewpoints pertinent to the central theme of this investigation, the snowballing method was employed, with its utilization substantiated in studies exhibiting similar outcome characteristics [17]. Consequently, an additional 12 articles were incorporated, augmenting the initial set of 10 articles. This methodology involved tracing the references contained within the initially selected 10 articles. With a cumulative count of 22 articles, the research inquiry was deemed adequately expansive.
To group the selected articles according to their characteristics and ensure their typification according to the area of interest addressed by the articles, they were organized into three categories: Group A—Development Projects for Remanufacturing, comprising 8 articles; Group B—Business Environment Characterization, featuring 5 articles; and Group C—Processes for Machine Tools Remanufacturing, encompassing 9 articles.
Group A presents articles on the analysis of economic, environmental, and social benefits from used product remanufacturing strategies [18], studies on the technical feasibility of machine tool remanufacturing [19,20,21], the redefinition of components for remanufacturing considering disassembly difficulties [22], the development of a theory of axiomatic design allied with quality function deployment (QFD) concepts for machine tool reuse projects [23], the development of a project focused on enabling future remanufacturing [24], and finally, an article that discusses machine tool projects integrated into the remanufacturing process [25].
Group B presents articles such as the application of sustainability concepts adding remaining life to machine tool components [26], the development of an integrated method for assessing remanufacturability for machine tools [27], a study on the implementation of agile remanufacturing [28], the development of a decision framework for remanufacturing in the aftermarket [29], and finally, an article that presents a state-of-the-art review for product family-based projects [30].
Group C presents articles related to remanufacturing processes such as a case study on remanufacturing a universal lathe [12], a universal cylindrical grinder [31], a discussion on the importance of the logistics network in remanufacturing processes [32], a comparison of remanufacturing with waste generated by processes without considering component reuse [33], discussions about environmental awareness [34,35], a literature review on applications of axiomatic design principles [36], research related to strategic post-sales factors in remanufacturing cases [37], and finally, the development of guidelines to support sustainable manufacturing [38].
Table 1 presents the 22 selected articles considered in this research, subdivided into three groups: Group A—Development of Design for Remanufacturing; Group B—Business Model Characterization (Engineering to Order—ETO); and Group C—Remanufacturing Processes for Machine Tools.

Table 1.
Selected articles by inclusion criteria.
The three groups delineated in this study employ a distinct methodology to curate the selected papers. The categorization is achieved through typification based on their respective domains of interest: Engineering, Commercial, and Fabrication (referred to as Groups A, B, and C, respectively). Group A focuses on project development for remanufacturing, specifically addressing engineering issues; Group B centers on characterizing the business environment, with a focus on commercial issues; Group C examines fabrication processes related to remanufacturing of machine tools.
3. Methods
A decision support system is formulated into two steps, with the first one involving checking through feasibility, using a heuristic evaluation, and the integration of the reliability of experts’ agents that are used to this purpose. The second step integrates the cost model regarding both the part and machine life cycle, together with the implementation of the method circularity into industrial application [38]. The central proposition of this work explores the quantitative aspect of research, proposing algorithms that can explicitly compare the manufacturing costs of machine tools and their respective timelines for equipment production.
To apply the developed algorithms, a case study was conducted to demonstrate the feasibility of using the suggested algorithms. In this case, a stamping press for automotive body frame was used as an example. The structure of the algorithm was defined by the research author, and the test with case study data was collected from consulted experts.
Regarding the methods used, in the quantitative portion, modeling was developed to calculate production costs and delivery times. To solidify the results of the applied methods, a sensitivity analysis was conducted with a case study, the result of which is presented in Section 4 of this work. According to [39], modeling uses mathematical techniques to describe the functioning of a production system or some of its parts.
3.1. Types of Approaches for Using Existing Structures
Various structured forms of business models can be considered to characterize remanufacturing operations in the universe of machine tools. Among the components considered available for reuse are structural elements such as machine bases, reducer or multiplier gearboxes for speed and torque, or movement systems via translation screws, to commonly used machine elements such as shafts, screws, gears, bearings, fastening elements, etc.
Remanufacturing can be considered as a process to return used products to a “like-new” functional state, with a warranty associated with this operation, and that can simultaneously be profitable and less harmful to the environment compared to conventional manufacturing [6].
The focus of this research is to define the feasibility of utilizing existing structural frames, from decommissioned machine tools, to integrate new designs on similar equipment. When addressing the subject of this article from the perspective of proposing the possibility of designing a new machine tool, with its developmental concept involving utilization of existing structural elements, no published studies or references with these characteristics were found. The literature reviewed did not present any configuration as described here, which highlights a research gap.
According to [40], there are indicative ways to assess and analyze the possibilities of remanufacturing, such as these: technical feasibility of remanufacturing; cost involved in the operation compared to the cost of a new machine (under the same technical bases); timelines involved in the remanufacturing process compared to timelines for manufacturing a new machine (under the same technical bases).
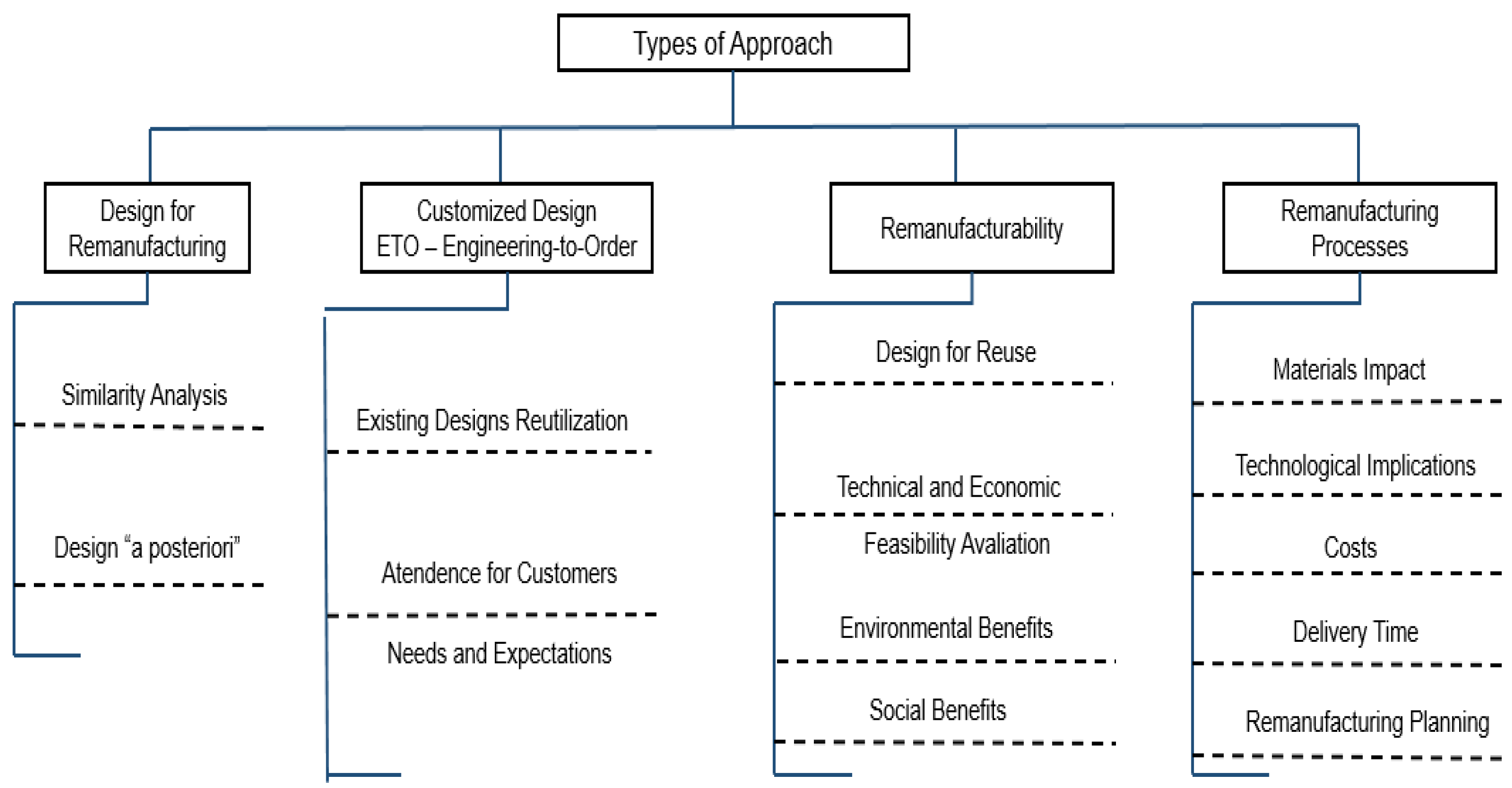
In this work, four types of approaches are presented: projects focused on remanufacturing, projects for engineering-to-order equipment (ETO), remanufacturability, and processes for remanufacturing. These types of approaches are represented in Figure 1.
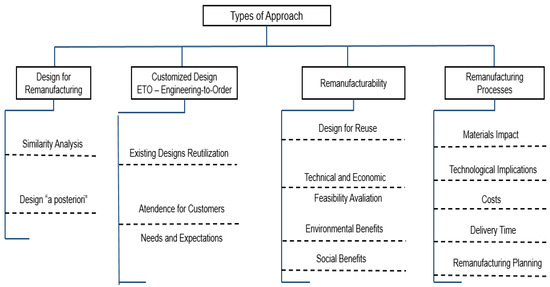
Figure 1.
Types of approaches on selected articles for the research subject.
3.2. Systematic Method Approach
3.2.1. Method for Cost Evaluation from Ground Zero
A set of equations were developed using common practices on machine tools original manufacturers, considering their cost estimations with the focus on the administration of the production system. These criteria were used based on the authors’ expertise in this specific area. The equations took the sum of the portions of different costs related to productions operations applied on the equipment production. The sales price is out of this calculation due to diverse aspects involved in commercial negotiations. The elements that form these equations are the same as usually applied on day-by-day operations in the sector of such industrial activity. In the quantitative portion of this research, two algorithms were developed to assess the variables of production costs, and one algorithm is to evaluate the manufacturing lead times involved in the production of machine tools, as described in the objectives of this study.
The production costs and manufacturing lead times models mentioned were developed for two situations described here and are presented as follows: design and manufacturing of new equipment with no previous reference base, or design and manufacturing of new equipment using structures from existing machine tools. These two situations are identified in the figures below as design from ground zero and component reutilization.
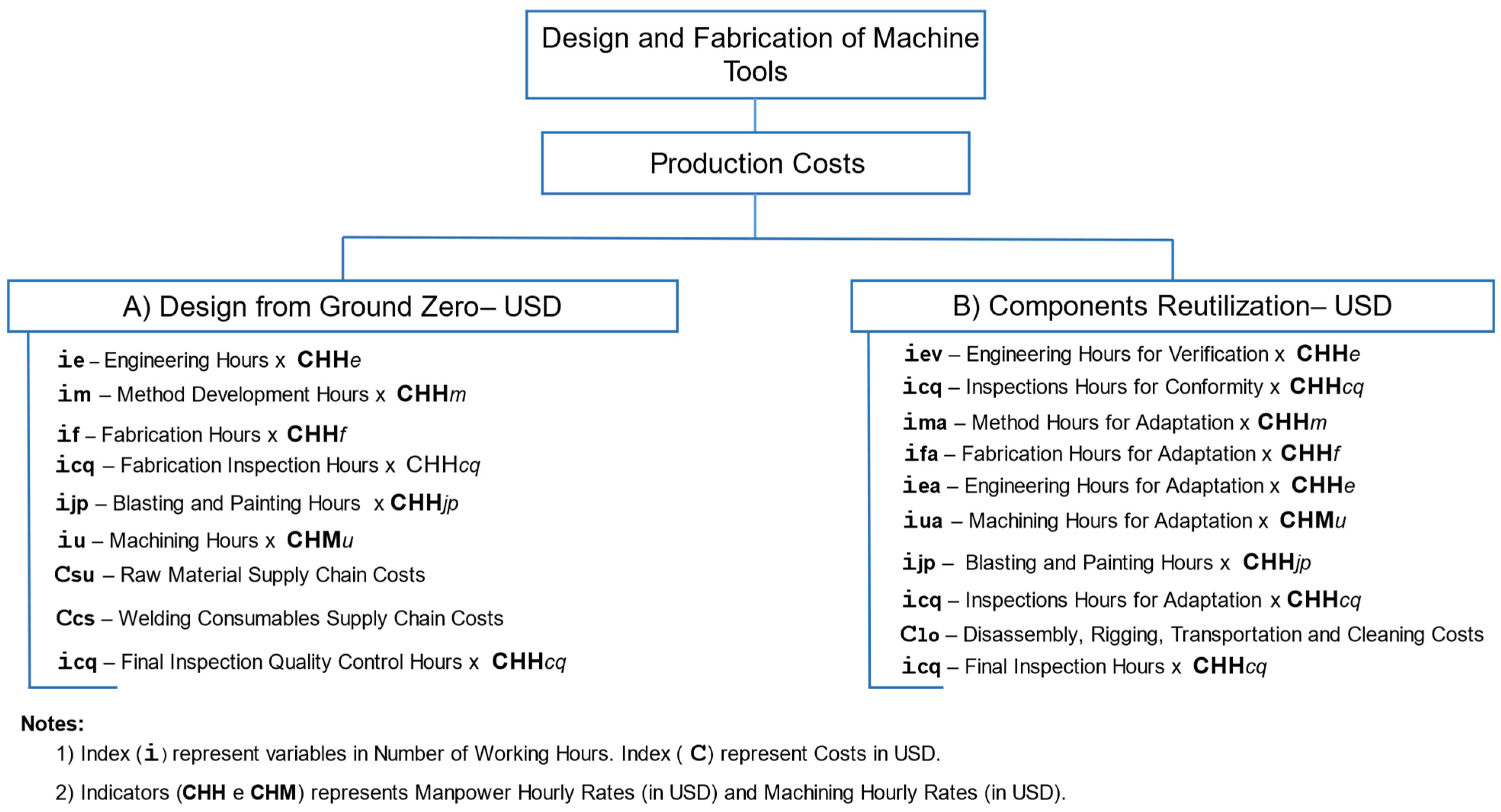
A structured framework for algorithm development is shown in Figure 2, designed to facilitate comprehensive evaluations aimed at enabling definitive comparisons of production costs.
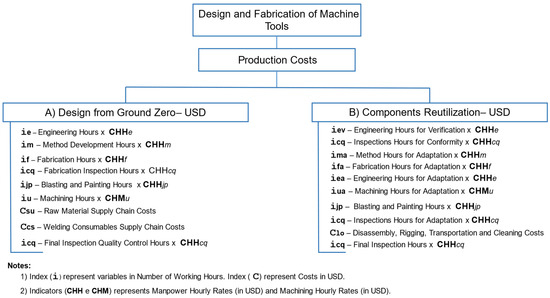
Figure 2.
Production cost variables.
It should be noted that the fabrication man-power hourly cost may, in some cases, be different from the welding man-power hourly cost. In this evaluation, they were considered equal. Another aspect, quality control costs are shared throughout the manufacturing process, with this equation considering 70% of the hours spent on inspection of fabrication and welding, and machining, and 30% on final approval control of structures.
The equation representing the production costs for design from ground zero is composed of six multiplier elements representing costs, and two components cost including raw material and welding consumable supply operations. Thus, a total of 8 calculation elements are described in Equation (1):
where the following are defined:
in = number of hours worked in the areas of product engineering, manufacturing methods, manufacturing (fabrication and welding), blasting and painting, machining, and quality control.
CHn can be CHHn or CHMn = man-power hourly cost or machining hourly cost.
3.2.2. Method for Assessing the Cost of Component Reutilization
The algorithm for calculating the production cost for a design based on component utilization is composed of six multiplier elements representing production costs, and a component representing the logistics cost to make the structures available for use in this production format. It should be noted that costs listed as derived from adaptation operations are considered only when they are necessary. Otherwise, the number of hours should be “zero”. The variables involved in this note are (iea × CHHe), (ima × CHHm), and (ifa × CHHf) e (iua × CHMu). Also, quality control costs are shared throughout the production process of the structures and subdivided as follows: 35% of the hours considered are used in checking the soundness of the parts; 35% of the hours are considered used in inspections during the manufacturing of required adaptations, and 30% are considered used in final approval control. If no adaptations are necessary, 35% of the hours for checking the soundness of the parts plus 10% for final inspection for approval of the structures should be considered. Moreover, an eventual selling price of used machines was not considered because, in most cases, the original owner of equipment typically pays for their removal and disposal. The production cost for design from component reutilization is calculated by Equation (2):
where the following are defined:
in = number of hours worked in the areas of product engineering, manufacturing methods, manufacturing (sheet metal and welding), sandblasting and painting, machining, and quality control.
CHn can be CHHn or CHMn = man-power hourly cost or machine hourly cost.
To universalize the comparison equations, differences between distinct definitions regarding costs that are presented differently between companies must be considered. Variables are treated differently among companies, and these determinations depend on the definitions of their characteristics, following the accounting concept of each company.
For example, companies consider methodization and programming hours as allocated in the CHM or CHH to which this task refers. Therefore, in this case, the im index should be considered zero—similarly for CHHm. This same effect is valid for companies that consider the cost of quality control embedded in man-power hourly cost (CHH) or machine hourly cost (CHM). In this way, and for these situations, the icq index and CHHcq are also considered equal to zero.
Delivery times are represented in weeks by the developed algorithm. To unify the units of time, it should be considered that a week is represented by 5 working days for the purpose of summing the total time of a detailed operation. Thus, the base unit of calculation to be used in the algorithms should be “week”.
Considering the sequence of activities, the production schedule should ensure uniform intervals between essential operations and minimize non-value-added activities such as waiting and movement. The times to be considered for both situations will be the same, both for Group A (design from ground zero) and Group B (design with component reutilization). This means that these times do not interfere with the results obtained by applying the algorithm for the timelines to which this evaluation is subject.
3.2.3. Delivery Time Evaluation
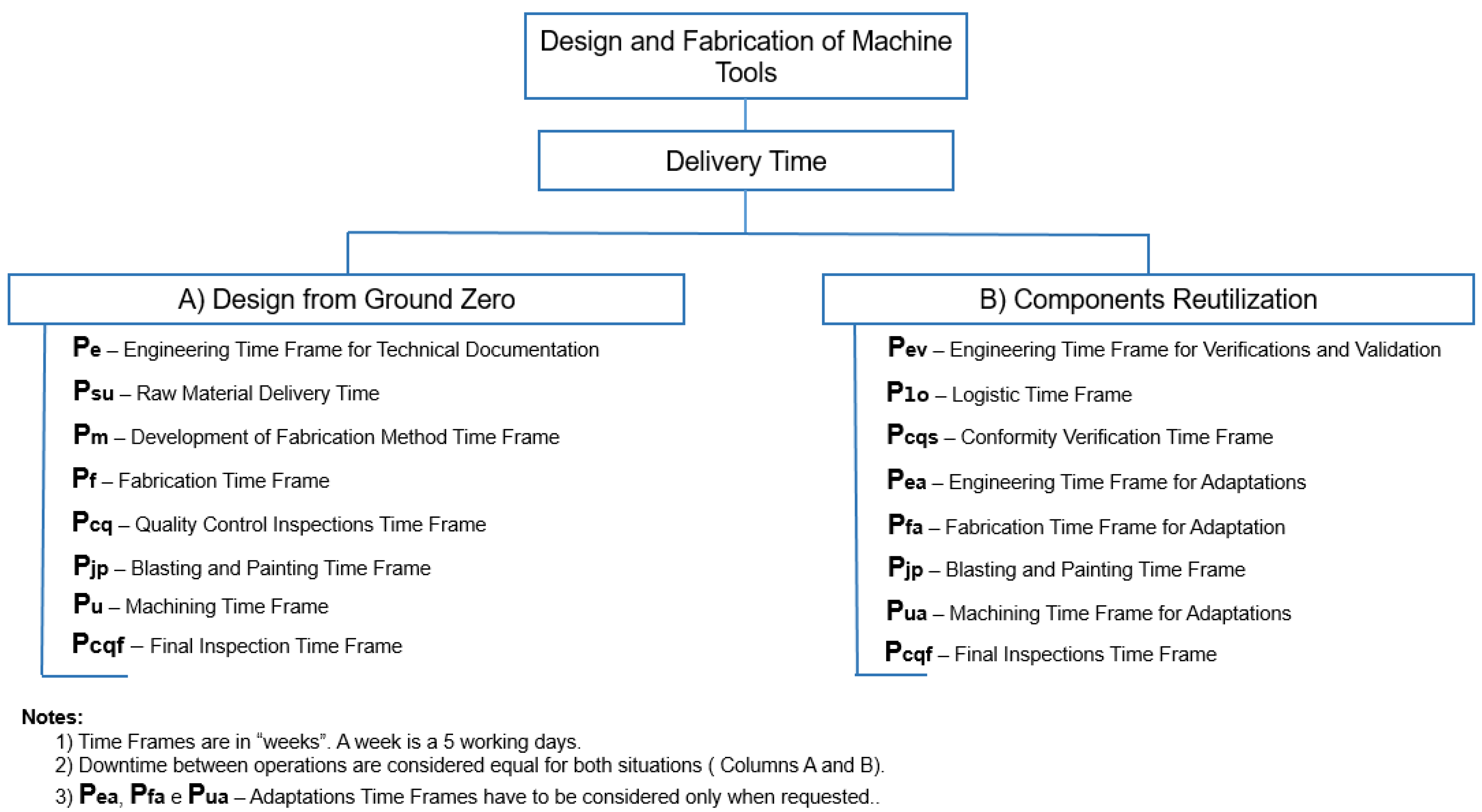
Figure 3 illustrates the configuration of the algorithm’s development, offering components for conducting evaluations to facilitate a conclusive comparison regarding delivery time.
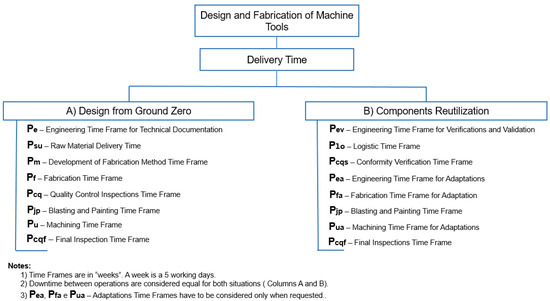
Figure 3.
Delivery time variables.
The calculation of delivery time consists of eight variables representing the necessary timelines for the operations defined by product engineering and methods and processes engineering. The timeline equation is formatted as a simple summation and is represented in Equation (3):
Delivery time for projects from ground zero and with component reutilization.
where the following is defined:
Pn = time frame for completion of operations listed.
Like the evaluation of production costs, for delivery times, if adaptation operations are not necessary, these timelines should be considered as “zero”. These variables are Pea; Pfa e Pua.
For quality control timelines, for Group A, it should be considered that 50% of the time is allocated to in-process quality control operations, and 50% for final inspections. For Group B, it should be considered 40% of the time will be allocated for checking the integrity of chosen structures for reuse, 30% of the time will be allocated for inspections of the manufacturing processes of adaptations, if any, and 30% of the time will be allocated for final approval inspection of the component. If no adaptations are required, the percentage of inspections to evaluate these operations should be disregarded, reducing the time allocated to quality control.
Both in the formulation of production costs and in the evaluation of delivery time, there are various variables that behave in a way to meet the assumptions of each user. These differences should be considered when applying the algorithms for comparing production costs and delivery times.
4. Results
A case study was employed to elucidate a production characteristic pertinent to the design and fabrication of a car body press by leveraging pre-existing structures derived from comparable used equipment, as opposed to the construction of a new machine from scratch. Data were acquired in accordance with prevailing market practices for the design and production of machine tools. The focal point of this study is the comprehensive process encompassing the design, fabrication, assembly, and commissioning of a press tailored for stamping sheet metal components crucial to vehicle body manufacturing. The intended application of this equipment is within the automotive industry.
The case study was undertaken via semi-structured interviews involving ten managers and experts affiliated with a large press manufacturing firm situated in São Paulo, Brazil. The study encompassed observations and analyses pertaining to product engineering, sales strategies, and manufacturing processes. Initially, the technical viability of repurposing structural press components was evaluated. Encouraged by the favorable feedback received from the product engineering division, subsequent inquiries were directed towards customer perceptions of this innovative business model, engaging sales specialists. Further investigation ensued with the manufacturing department elucidating the technical feasibility and requisite parameters for the remanufacturing of structural press components on a large scale.
The assessment of structural integrity of current stamping press systems, which serves as a foundational element for new designs, prioritizes cost-effectiveness and timely delivery when utilizing these components. The two algorithms proposed by this study encompass production variables typically associated with production costs and delivery time, facilitating a comparative analysis between different models.
This study evaluated two situations described here: (i) design and manufacture of new equipment without a previous reference base; (ii) design and manufacture of new equipment with the use of used structures from existing machine tools that will serve as a reference for the project. When necessary, these structures will be supplemented with the necessary adaptations for this new project. The variables that impact production costs are detailed in Figure 2. These variables represent the production operations necessary for the design and manufacturing tasks of machine tool structures from scratch. Similarly, the variables affecting production costs, in the situation where one intends to utilize existing components in similar machines, were also indicated in Figure 2. These variables represent the production operations necessary for the utilization of these components, including, if necessary, the development of adaptations required for utilizing existing structures.
To analyze the corresponding result in terms of delivery time evaluation, a third equation was developed which represents the behavior of the fabrication timeline in front of the two possibilities under consideration. Also, two situations will be considered here: design from ground zero, and design with component reutilization. The timelines are represented in weeks. To standardize time units, consider that one week is represented by five working days for the total time calculation of a specified operation. Thus, the basic calculation unit used in the algorithm should be a “week”. A quantity of hours spent on a particular operation that reaches up to 4 h is not considered a worked day. This criterion is due to the low significance of this number of hours compared to the total operation time for this type of product. Project and manufacturing lead times for this type of product typically have a duration of months, classifying this activity as having a long “lead time”.
When using the presented algorithm, production planning that approximates the reality of equipment development and manufacturing should be considered. Looking at the flow of activities to be performed, production scheduling should acknowledge that wait times, or intervals between necessary operations for established tasks, or the time spent on operations without value addition, such as waiting and movement, should be considered equally for both situations represented here.
The case study is based on a single-action press with a pressing force of 1000 tons and a table area of 4.5 m × 2.25 m. A typical single-action press has its structural frame formed by five main structures: one crown; one pair of columns; one slide; two moving bolsters, and one base or bed. The investigation was conducted with a structure called “a pair of uprights”, which are part of the structural elements supporting the drive systems and other auxiliary units, ensuring physical support for the equipment. This choice is significant as this component broadly represents a structural element and is present in most bodywork presses. It is fabricated from heavy steel plates using a cutter and is welded to shape, then blasted, painted, machined, and controlled against its specification’s topology and dimensions.
For algorithm application purposes, data on engineering and manufacturing hours for these structures, as well as timelines for relevant operations in the production processes, were considered. These estimates, adopted from market practices, are generic and serve only to evaluate the accuracy of the calculation system. The values were defined according to best practices on production for customized design and fabrication of Machine Tools.
4.1. Production Cost Calculation for Design from Ground Zero
The number of manufacturing hours (fabrication and welding) was considered based on the hours per ton indicator (hours/ton) for the piece to be produced. For a weight of 35 tons for the pair of uprights (17.5 tons each) and an index of 45 h/ton, a total of 1575 h of fabrication—fabrication and welding—was considered. Therefore, the “if” value of the indicator to be considered is 1575 h.
The following were considered: 300 h of project engineering—“ie”; 75 h of methodization—“im”; 120 h of Quality Control—“icq”; 150 h of shot blasting + painting—“ijp”; 35 h of Heavy Machining—“iu”.
For the raw material purchase cost (Csu), the following were considered: Price of steel plate purchased from the steel mill supplier—USD 1000.00/ton. A net cutting yield of 70% was also considered. A purchasing administration fee of 5% was included. Finally, the cost of receiving raw material, storage, and quality control upon receipt was 4% of the purchase value. Thus, “Csu” was USD 49,686.00 per upright set (one pair).
For the welding consumables cost—(Ccs) (electrodes, welding wires, submerged arc flux, gases for arc protection and cutting, etc.), a quantity of deposited material equivalent to 7% of the final weight of the component was considered. An average cost of USD 2.88/kg of consumable material was also considered. Thus, the welding consumable material cost “Ccs” was USD 7067.00.
The following Man-Power Hourly Cost and Machining Hourly Cost were considered to complete the data needed for application in Equation (1): Engineering product cost (CHHe) is USD 31.75/h; Methodization cost (CHHm) is USD 24.04/h; Fabrication and welding cost (CHHf) is USD 17.70/h; Quality control cost (CHHcq) is USD 23.08/h; Shot blasting and painting cost (CHHjp) is USD 13.08/h; and Heavy machining Cost (CHMu) is USD 86.54/h.
To enhance the practical application of the algorithm, we have constructed Table 2, delineated herein, which encapsulates a concise overview of the requisite parameters for utilization within Equation (1).
Table 2.
Production costs for design from ground zero.
Applying the values shown in the Table 2 to Equation (1), the result is as follows:
Production Cost for design from ground zero = (300 h × USD 31.75) + (75 h × USD 24.04) + (1575 h × USD 17.70) + (120 h × USD 23.08) + (150 h × USD 13.08) + (35 h × USD 86.54) + USD 49,700.00 + USD 7100.00 = USD 103,766.00.
4.2. Production Cost Calculation for Design with Component Reutilization
As a criterion for defining the fabrication hours—“ifa” allocated to adaptations of components to be reused, if necessary, 15% of the hours spent on a new piece was considered. Therefore, the fabrication hours indicator for adaptations is 240 h.
It was considered 80 h of Project Engineering—“iev” for verifying Project Engineering, to be applied in the evaluations of the applicability of components to be reused to ensure they can meet the needs and technical requirements of the new equipment to be manufactured, 30 h of methodization for potential adaptations—“ima”, 120 h of Quality Control—“icq”, subdivided into 50% of the hours for checking the soundness of the pieces to be reused, 20% for checking the required adaptations, and 30% for final checks for approvals, 150 h of shot blasting + painting—“ijp” e 15 h of Heavy Machining– “iua”.
For the variable “Dismantling, Removal, Transportation, and Cleaning Costs” (Referred to as Logistics—Clo), a total cost of $13,462.00 was considered. These costs should cover expenses related to the mobilization of disassembly and removal teams at the source, transportation to the factory where the new machine will be manufactured, cleaning, and preparation for adaptations, if necessary.
The man-power hourly cost (CHH) and machine hourly cost (CHM) are the same as those used for Design from Ground Zero. To enhance the accessibility of the algorithm, a concise overview of the parameters required for Equation (2) is shown in Table 3.
Table 3.
Production Costs from component reutilization.
Applying the values shown in the Table 3 to Equation (2), the result is as follows:
Production cost from component reutilization = (80 h × USD 31.75) + (30 h × USD 24.04) + (240 h × USD 17.70) + (100 h × USD 31.75) + (15 h × USD 86.54) + (150 h × USD 13.08) + (120 h × USD 23.08) + USD 13,500.00 = USD 30,213.90.
Then, the production cost from component reutilization is USD 30,213.90. The comparison between both conditions indicated an economic advantage for component reutilization, USD 30,213.90 against USD 103,766.00. Looking at the presented values, the major difference lies in the purchase of raw materials, which represents approximately 50% of the total cost of the product under consideration.
4.3. Calculation of Delivery Time
The characteristics of the time variables that reproduce the reality of production timelines and that influence the final delivery time show small variations, offering more consistent possibilities for control and planning, considering the differences between the possible companies involved in the development of the project and manufacturing for the two studied groups, design from ground zero and component reutilization. The time variables are shown in Table 4.
Table 4.
Delivery time schedule.
Applying the algorithm described in Equation (4), the results obtained are as follows:
Delivery Time for design from ground zero = 6 + 10 + 2 + 4 + 1 + 1 + 1 + 1 = 26 weeks
Delivery Time from component reutilization = 2 + 7 + 1 + 2 + 2 + 1 + 1 + 1 = 17 weeks
Similarly to the situation of production costs, delivery times also showed significant gains in lead time, which in practice represents a valuable incentive towards considering the use of existing structural elements. A gain of 9 weeks in the delivery time, representing around a 30% reduction in the delivery time of the component, will have a positive impact on decision making. Undoubtedly, this gain should be highly appreciated. Usually, delivery times carry valuable consequences for both the equipment manufacturer and the user.
5. Discussion
The manuscript presents a novel approach to evaluate the feasibility of remanufacturing machine tools. This innovative algorithm addresses two crucial aspects, economic viability and delivery time, which are often pivotal considerations in corporate decision making. The study introduces a more comprehensive remanufacturing analysis that encompasses diverse factors such as engineering verification, quality inspections, adaptations, and logistics, in terms of cost and delivery time. The factors of the proposed algorithm corroborate the findings of [18] that considered/mentioned a method of linear regression to identify the extension of benefits in terms of economic, environmental, and social results in the remanufacturing analysis of machine tools. In addition, it must be considered that products including machine tools, in general, have not been designed to be remanufacturable [25].
Another finding addresses the advantages of remanufacturing shown in the case study. Remanufacturing machine tools offer advantages from both economic and delivery time perspectives in the industrial context. Remanufacturing denoted a cost-effective alternative to purchasing new equipment. By refurbishing existing machine tools, the focal company can significantly reduce capital expenditure compared to buying brand-new machinery. This cost-saving aspect is particularly beneficial for businesses operating within constrained budgets or seeking to maximize their return on investment. Considering the characteristics mentioned above, there are several aspects to be considered when deciding on investments in production means. Possibilities like in-service machine tool remanufacturing [19], studies about the evaluation of remanufacturing showing its feasibility and benefits achieved [31], and the evaluation of remanufacturability of used machines tools [27] can all be mentioned. Those aspects drive decision makers to take a path of safety in considering investments.
Furthermore, remanufacturing machine tools can lead to shorter delivery times when compared to purchasing new equipment. The refurbishment process typically requires less time than the production of new machinery since it involves restoring existing components rather than manufacturing them from scratch. This expedited turnaround time can be advantageous for companies aiming to minimize downtime, maintain operational efficiency, and anticipate payback, which is usually desirable in terms of financial administration. Additionally, remanufactured machine tools may be readily available from suppliers or specialized remanufacturing facilities, further streamlining the procurement process and reducing lead times. According to [28], the idea of expediting fabrication and delivering production equipment as early as possible adds value to the customers.
This study validates the proposed algorithm and highlights its implications for industry, which opens new possibilities for research and practical fields. The proposed approach fosters sustainable actions for industries transitioning towards circular economy practices.
6. Conclusions
This study achieved its objective by presenting a calculation tool to support decision makers to consider the possibility to use existing structural elements from decommissioned machine tools to be the starting point for new designs. By analyzing the outcomes derived from various parameters applied to the presented case study, it is evident that the set objectives have been met. This approach not only facilitates savings in raw material consumption and energy usage but also fosters the integration of components into a production cycle, aligning with the principles of a circular economy. The achievement of this aim is realized through the development and validation of a suite of algorithms, as demonstrated within the confines of a specific case study outlined in this paper. The presented algorithms proved useful when fed with variables representing the proposed conditions. The developed equations were found to be applicable and were tested through a case study. The results demonstrated, in a simple and direct manner, that the collected responses serve for decision making and are linked to easily identifiable valid outcomes. The presented algorithms lead to a decision-making process based on proven results, where all stakeholders can gain economic, environmental, and social benefits.
The possibility of reusing these components is expected to bring environmental benefits by inhibiting waste generation for disposal, saving energy, and contributing to the control and reduction in environmental pollution in general. From a technological perspective, there is an opportunity to develop machine tool projects with a differentiated approach compared to common practices, considering a circular economy approach. As presented, the results are limited to exclusive application in the design and manufacturing of custom-designed order-produced machine tools. The main challenges and limitations are the lack of reliable figures from production operations which, if not available, will make it difficult to reach a useful answer.
As a suggestion for future studies, there is potential for further exploration within the domain of serial machine tools, commonly categorized as catalog products. Additionally, avenues for research could extend to encompass equipment and infrastructure installations, along with broader considerations within the realm of general construction.
Author Contributions
Conceptualization, P.C. and L.F.R.P.; methodology, P.C. and L.F.R.P.; validation, P.C. and L.F.R.P.; formal analysis, P.C. and L.F.R.P.; investigation, P.C.; resources, P.C. and L.F.R.P.; data curation P.C.; writing—original draft preparation, P.C.; writing—review and editing, L.F.R.P.; visualization, P.C.; supervision, L.F.R.P.; project administration, P.C. and L.F.R.P.; funding acquisition, L.F.R.P. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
The data that support the findings of this study are available from the corresponding author, upon reasonable request.
Acknowledgments
The authors would like to thank the Nove de Julho University, and the Coordination for the Improvement of Higher Education Personnel (CAPES) for their support.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Panchal, R.; Singh, A.; Diwan, H. Does Circular Economy Performance Lead for Sustainable Development?—A Systematic Literature Review. J. Environ. Manag. 2021, 293, 112811. [Google Scholar] [CrossRef]
- Duran, D.C.; Artene, A.; Gogan, L.M.; Duran, U. The Objectives of Sustainable Development—Ways to Achieve Welfare. Procedia Econ. Financ. 2015, 26, 812–817. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Spetsieris, A.; Papacharalampopoulos, A. A Circular Economy based Decision Support System for the Assembly/Disassembly of Multi-Material Components. Procedia CIRP 2019, 85, 49–54. [Google Scholar] [CrossRef]
- Saavedra, Y.M.B.; Iritani, D.R.; Pavan, A.L.R.; Ometto, A.R. Theoretical Contribution of Industrial Ecology to Circular Economy. J. Clean. Prod. 2018, 170, 1514–1522. [Google Scholar] [CrossRef]
- Kirchherr, J.; Reike, D.; Hekkert, M. Conceptualizing the Circular Economy: An Analysis of 114 Definitions. Resour. Conserv. Recycl. 2017, 127, 221–232. [Google Scholar] [CrossRef]
- Reike, D.; Vermeulen, W.J.V.; Witjes, S. The Circular Economy: New or Refurbished as CE 3.0?—Exploring Controversies in the Conceptualization of the Circular Economy through a Focus on History and Resource Value Retention Options. Resour. Conserv. Recycl. 2018, 135, 246–264. [Google Scholar] [CrossRef]
- Esteva, L.C.A.; Kasliwal, A.; Kinzle, M.S.; Kim, H.C.; Keoleian, G.A. Circular Economy Framework for Automobiles: Closing Energy and Material Loops. J. Ind. Ecol. 2020, 25, 877–889. [Google Scholar] [CrossRef]
- Banaitė, D.; Tamošiūnienė, R. Sustainable Development: The Circular Economy Indicators’ Selection Model. J. Secur. Sustain. Issues 2016, 6, 315–323. [Google Scholar] [CrossRef] [PubMed]
- Lieder, M.; Rachid, A. Toward Circular Economy Implementation: A Comprehensive Review in Context of Manufacturing Industry. J. Clean. Prod. 2016, 115, 36–51. [Google Scholar] [CrossRef]
- OICA. International Organization of Motor Vehicles Manufacturers; Annual Report; OICA: Paris, Franch, 2023. [Google Scholar]
- Szász, L.; Csíki, O.; Rácz, B.-G. Sustainability Management in the Global Automotive Industry: A Theoretical Model and Survey Study. Int. J. Prod. Econ. 2021, 235, 108085. [Google Scholar] [CrossRef]
- Zhang, X.; Xu, L.; Zhang, H.; Jiang, Z.; Cai, W. Emergy based Intelligent Decision-making Model for Remanufacturing Process Scheme Integrating Economic and Environmental Factors. J. Clean. Prod. 2021, 291, 125247. [Google Scholar] [CrossRef]
- Orsato, R.J.; Wells, P. U-turn: The Rise and Demise of the Automotive Industry. J. Clean. Prod. 2007, 15, 994–1006. [Google Scholar] [CrossRef]
- Schuler. Fundamentals of Press Design. In Metal Forming Handbook, 1st ed.; Springer: Berlin/Heidelberg, Germany, 1998; Volume 1, pp. 33–34. ISBN 3-540-61185-1. [Google Scholar]
- Oliveira Neto, G.C.; Pinto, L.F.R. Drivers to promote sustainability as operational strategy: Cross content analysis. J. Environ. Account. Manag. 2019, 7, 395–408. [Google Scholar] [CrossRef]
- Moher, D.; Liberati, A.; Tetzlaff, J.; Altman, D.G.; The PRISMA Group. Preferred Reporting Items for Systematic Reviews and Meta-Analyses: The Prisma Statement. Int. J. Surg. 2010, 8, 336–341. [Google Scholar] [CrossRef] [PubMed]
- den Hollander, M.C.; Bakker, C.A.; Hunthik, E.J. Product Design in a Circular Economy: Development of a Typology of Key Concepts and Terms. J. Ind. Ecol. 2017, 21, 517–525. [Google Scholar] [CrossRef]
- Gong, Q.; Xiong, Y.; Jiang, Z.; Zhang, X.; Hu, M.; Cao, Z. Economic, Environmental and Social Benefits Analysis of Remanufacturing Strategies for Used Products. Mathematics 2022, 10, 3929. [Google Scholar] [CrossRef]
- Du, Y.; He, G.; Li, B.; Zhou, Z.; Wu, G. In-Service Machine Tool Remanufacturing: A Sustainable Resource-Saving and High-Valued Recovery Approach. Environ. Dev. Sustain. 2022, 24, 1335–1358. [Google Scholar] [CrossRef]
- Wang, P.; Liu, Y.; Ong, S.K.; Nee, A.Y.C. Modular Design of Machine Tools to Facilitate Design for Disassembly and Remanufacturing. Procedia CIRP 2014, 15, 443–448. [Google Scholar] [CrossRef]
- Wang, H.; Jiang, Z.; Zhang, H.; Wang, Y. A Dynamic Information Transfer and Feedback Model for Reuse-Oriented Redesign of Used Mechanical Equipment. Procedia CIRP 2019, 80, 15–20. [Google Scholar] [CrossRef]
- Cong, L.; Zhao, F.; Sutherland, J.W. Product Redesign for Improved Value Recovery via Disassembly Bottleneck Identification and Removal. Procedia CIRP 2017, 61, 81–86. [Google Scholar] [CrossRef]
- Du, Y.; Cao, H.; Chen, X.; Wang, B. Reuse-oriented Redesign Method of Used Products based on Axiomatic Design Theory and QFD. J. Clean. Prod. 2013, 39, 79–86. [Google Scholar] [CrossRef]
- Hatcher, G.D.; Ijomah, W.L.; Windmill, J.F.C. Integrating Design for Remanufacture into the Design Process: The Operational Factors. J. Clean. Prod. 2013, 39, 200–208. [Google Scholar] [CrossRef]
- Zwolinski, P.; Lopez-Ontiveros, M.-A.; Brissaud, D. Integrated Design of Remanufacturable Products based on Product Profiles. J. Clean. Prod. 2006, 14, 1333–1345. [Google Scholar] [CrossRef]
- Song, B.; Jiang, X.; Wang, S.; Liu, Q.; Yu, T. The Promotion and Application of Green Remanufacturing: A Case Study in a Machine Tool Plant. Environ. Sci. Pollut. Res. 2023, 30, 40870–40885. [Google Scholar] [CrossRef] [PubMed]
- Du, Y.; Cao, H.; Liu, F.; Li, C.; Chen, X. An Integrated Method for Evaluating the Remanufacturability of Used Machine Tool. J. Clean. Prod. 2012, 20, 82–91. [Google Scholar] [CrossRef]
- Gunasekaran, A. Agile Manufacturing: Enablers and an Implementation Framework. Int. J. Prod. Res. 1998, 36, 1223–1247. [Google Scholar] [CrossRef]
- Subramonian, R.; Huisingh, D.; Chinnam, R.B. Aftermarket Remanufacturing Strategic Planning Decision-making Framework. J. Clean. Prod. 2010, 18, 1575–1586. [Google Scholar] [CrossRef]
- Jiao, J.; Simpson, T.W.; Siddique, Z. Product Family Design Platform-based Product Development: A State-of-the-art Review. J. Intell. Manuf. 2007, 18, 5–29. [Google Scholar] [CrossRef]
- Ling, T.; He, Y. The Remanufacturing Evaluation for Feasibility and Comprehensive Benefit of Retired Grinding Machine. PLoS ONE 2020, 15, e0234603. [Google Scholar] [CrossRef] [PubMed]
- Jiang, X.; Song, B.; Li, L.; Dai, M.; Zhang, H. The Customer Satisfaction-Oriented Planning Method for Redesign Parameters of Used Machine Tools. Int. J. Prod. Res. 2017, 57, 1146–1160. [Google Scholar] [CrossRef]
- Wang, H.; Jiang, Z.; Zhang, X.; Wang, Y.; Wang, Y. A Fault Feature Characterization based Method for Remanufacturing Process Planning Optimization. J. Clean. Prod. 2017. [Google Scholar] [CrossRef]
- Hutchins, M.J.; Sutherland, J.W. An Exploration of Measures of Social Sustainability and their Application to Supply Chain Decisions. J. Clean. Prod. 2008, 16, 1688–1698. [Google Scholar] [CrossRef]
- Ilgin, M.A.; Gupta, S.M. Environmentally Conscious Manufacturing and Product Recovery (ECMPRO): A Review of the State of Art. J. Environ. Manag. 2010, 91, 563–591. [Google Scholar] [CrossRef] [PubMed]
- Kulak, O.; Cebi, S.; Kahraman, C. Applications of Axiomatic Design Principles: A Literature Review. Expert Syst. Appl. 2010, 37, 6705–6717. [Google Scholar] [CrossRef]
- Subramonian, R.; Huisingh, D.; Chinnam, R.B. Remanufacturing for the Automotive Aftermarket-strategic Factors: Literature Review and Future Research Needs. J. Clean. Prod. 2009, 17, 1163–1174. [Google Scholar] [CrossRef]
- Ijomah, W.L.; McMahon, C.A.; Hammond, G.P.; Newman, S.T. Development of Design for Remanufacturing. Guidelines to Support Sustainable Manufacturing. Robot. Comput.—Integr. Manuf. 2007, 23, 712–719. [Google Scholar] [CrossRef]
- Stavropoulos, P.; Papacharalampopoulos, A.; Michail, C.; Vassilopoulos, V.; Alexopoulos, K.; Perlo, P. A two-stage decision support system for manufacturing processes integration in microfactories for electric vehicles. Procedia Manuf. 2021, 54, 106–111. [Google Scholar] [CrossRef]
- Nakano, D.N. Métodos de Pesquisa Adotados na Engenharia de Produção e Gestão de Operações. In Metodologia de Pesquisa em Engenharia de Produção e Gestão de Operações, 2nd ed.; Mundial Editora, ABEPRO—Associação Brasileira de Engenharia de Produção; Elsevier: São Paulo, Brazil, 2012; Volume 1, pp. 66–68. [Google Scholar]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).