
A Study on the Mechanical Properties and Hydration Process of Slag Cemented Ultrafine Tailings Paste Backfill

1
School of Civil Engineering, Qingdao University of Technology, Qingdao 266520, China
2
Cooperative Innovation Center of Engineering Construction and Safety in Shandong Blue Economic Zone, Qingdao 266520, China
*
Author to whom correspondence should be addressed.
Sustainability 2024, 16(8), 3143; https://doi.org/10.3390/su16083143
Submission received: 27 February 2024
/
Revised: 3 April 2024
/
Accepted: 9 April 2024
/
Published: 10 April 2024
Abstract
:Paste backfill prepared with ultrafine tailings often faces difficulties in meeting engineering requirements. To address the challenge of using ultrafine tailings, this work utilized a slag cemented ultrafine tailings paste backfill (SCUPB) composed of slag, Portland cement, and desulfurized gypsum as the cementitious materials, with a binder–tailing ratio of 1:4 and a solid mass concentration of 60%. The fluidity and compressive strength of the SCUPB were tested at 3 days, 7 days, and 28 days, while the microstructure and hydration process of the SCUPB were studied by scanning electron microscopy and isothermal calorimetry. The results reveal that the fluidity of the SCUPB decreases with the increase in the slag content and increases with the decrease in the c/g ratio. SCUPB attains the highest early compressive strength with a slag content of 70% and a c/g ratio of 3:2 (with the cement content at 18% and the desulfurized gypsum content at 12%). In this slag–gypsum–cement system, the combined activation of the slag by the cement and desulfurized gypsum exhibits a higher early compressive strength. This work utilized ultrafine tailings to prepare paste backfill that meets the engineering requirements, achieving the effective utilization of ultrafine tailings in mine backfilling projects.
1. Introduction
Tailings are one of the solid wastes with the largest output and the lowest comprehensive utilization rate in China [1,2]. The tailings are mostly piled on the earth’s surface, causing serious damage to the ecological environment. Moreover, with the development of mineral processing technology, the particle size of flotation tailings has become very fine, which brings a series of problems to the cemented tailings filling technology, such as the low ultrafine filling strength, the large cement consumption, the difficult transportation of the filling paste, and a further increase of filling costs [3,4,5]. Using tailings as aggregates mixed with cementitious materials for the backfilling of mined-out areas is an essential approach. However, the inherent characteristics of ultrafine tailings, such as their fine particle size and poor permeability, result in problems in mine backfilling, including difficulties in slurry settlement and concentration, a low dewatering efficiency in stope areas, and a slow strength development of the backfill. Furthermore, the stacking of ultrafine tailings often leads to the pollution of water and soil. Therefore, the effective disposal of ultrafine tailings has become an urgent issue.
Tailings are mainly used to prepare cemented filling materials for mine backfilling. Traditional cemented materials are generally cement-based [6,7,8]. However, using cement will undoubtedly increase the cost of the filling materials. Therefore, numerous scholars have studied the use of slag, fly ash, desulfurization gypsum, and other industrial solid waste instead of cement to prepare cemented filling materials [9,10,11,12,13]. Zhao et al. [14] prepared a filling material using an ultrafine tailing with an average particle size of 44.51 μm, under the conditions of a 1:10 cement–sand ratio and a 70% solid mass concentration. When the replacement of steel slag with cement is 20%, the thickness of the water film increases and the fluidity is improved; thus, the pore structure is optimized and the compressive strength is improved. Behera et al. [15] proved that the filling material prepared by lead-zinc tailings and blast furnace slag reduces the cost of filling significantly. Peng et al. [16] used gypsum composite cement clinker or lime to activate the slag and found that the strength of the slag-based cemented materials filling body was 35 times higher than that of the cement-based cemented materials filling body, and the required binder–sand ratio was lower when the same strength was acquired. Du et al. [17] used lime and gypsum as composite activators for the slag to prepare the filling cemented materials. An orthogonal experimental test was used to study the factors affecting the strength of the cemented materials, and lime was found to be very important for improving the early strength of the filling body. Wang et al. [18] studied the preparation method of alkali-activated slag cemented tailings filling materials with water glass and quicklime as the activators for the uranium tailings backfilling system. Liu et al. [19] used fly ash as the main binder material, and cement, slag, and lime as the auxiliary materials for the preparation of the cemented filling materials. They found that the proportion of the binder in the filling material and the proportion of the cement in the binder are the main factors affecting the strength of the filling body, and the high content of fly ash helps to improve the long-term strength of the filling body. Generally, the alternative binder including some solid wastes with a lower cost and a better performance can be used as a choice for the treatment of ultrafine tailings.
However, with the tailings tending to become finer, ultrafine tailings contain a large number of fine particles, which can adsorb a large amount of water, thus reducing the effective water–cement ratio and limiting the subsequent reduction of the strength of the cemented materials [20]. The fluidity of cemented paste backfill (CPB) should ensure that the paste can be transported to the designated goaf by gravity or pumping, while the specific surface area of the ultrafine tailings sand is large, which makes the fluidity of the SCUPB different from that of normal CPB [21]. Therefore, it is necessary to carry out a study on the fluidity of ultrafine tailings to prepare cemented backfill based on solid waste.
In this study, ultrafine tailings were used to prepare slag-based cemented paste backfill. Desulfurized gypsum and cement were used to activate the slag to prepare the cemented filling. The optimal mix proportion of the filling body was studied from the perspective of its mechanical properties and fluidity, and the hydration process of the SCUPB was analyzed from the perspective of its microscopic properties and hydration heat release.
2. Materials and Methods
2.1. Materials
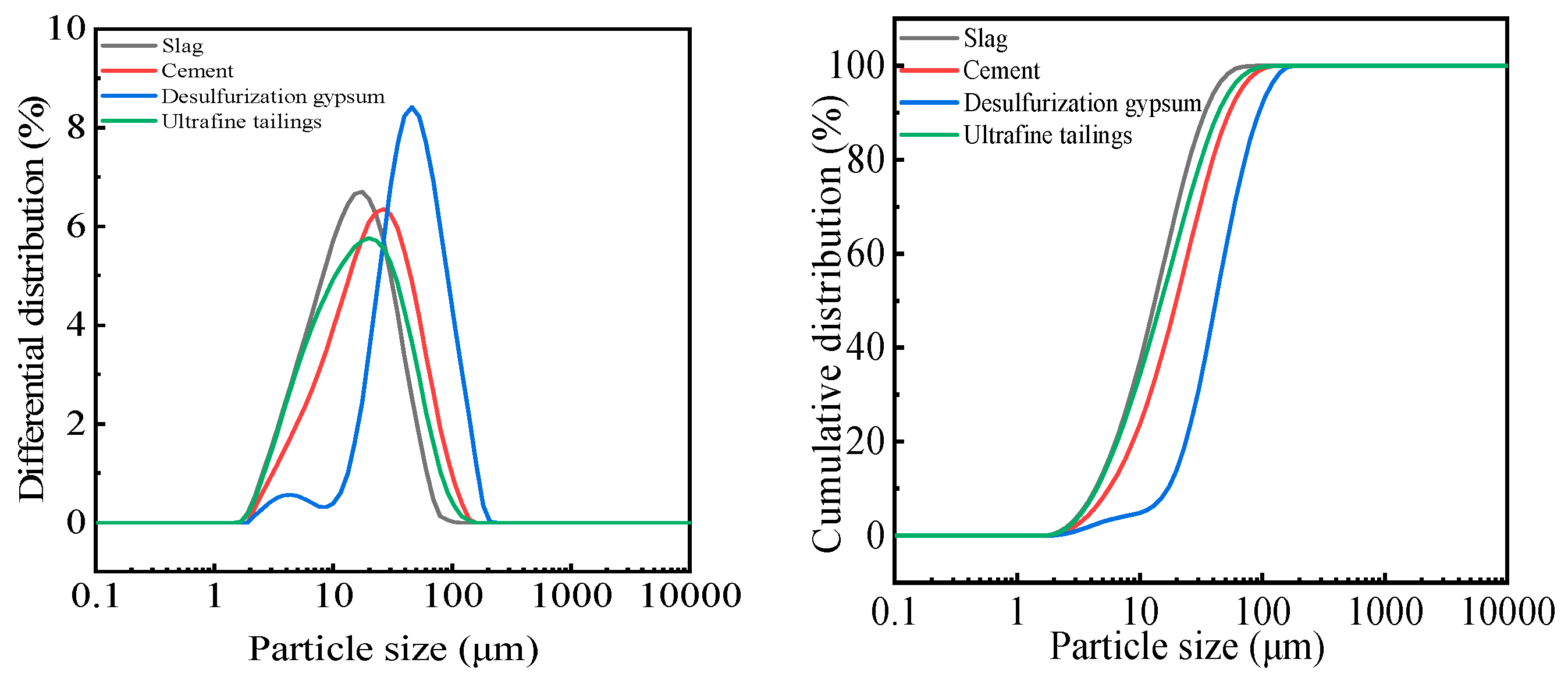
The ultrafine tailings came from the discharged point of the mineral processing plant at a gold mine in Yantai, China. A picture of the appearance and main chemical composition of the ultrafine tailings are given in Figure 1 and Table 1. According to the microstructure shown in Figure 2b, the surface of the ultrafine tailings particles is flocculent, and the particles are interlaced and bonded together. The surface is full of voids of different sizes. The average particle size of the ultrafine tailings is 15 μm and the particle size distribution is presented in Figure 3. The initial state of the ultrafine tailings is mud-like; therefore, they were dried, crushed, and sieved through a 0.6 mm sieve (Figure 1).
Three cementitious materials—a granulated blast furnace slag of S95 with a water requirement ratio of 115%, a Portland cement of P.O 42.5, and a desulfurization gypsum with a water requirement ratio of 112.5%—were used in this study. A picture of the appearance and the main chemical compositions of the three cementitious materials are given in Figure 2a and Table 1, respectively. The microstructure and particle size distribution of the cementitious materials are shown in Figure 2b and Figure 3. The water used in this study was laboratory tap water.
2.2. Sample Preparation
The cemented ultrafine tailings paste backfill (SCUPB) was prepared with tailings, slag, cement, desulfurized gypsum, and water. The effects of mixing the proportion of the binder material on the properties of the filling material were studied. Numerous studies suggest that, within cemented backfill compositions utilizing slag as the principal binding agent, the content of the slag commonly falls within the range of 60% to 80%. Based on this preliminary work on the optimization of the mix proportion, the content of the slag was 70%, 75%, and 80%, respectively, in the binder. The ratio of cement and desulfurization gypsum (c/g) under the same slag content was 4:1, 3:2, 2:3, and 1:4, respectively. The binder–tailing ratio was 1:4, and the solid mass concentration was 60%. The solid mass concentration is defined by Equation (1) and the binder–tailing ratio is expressed by b/t as Equation (2).
where is the mass of the ultrafine tailings, is the mass of the slag, is the mass of the cement, is the mass of the desulfurization gypsum, and is the mass of the water.
The SCUPB specimens were prepared according to the mix proportions in Table 2. The size of the specimens was 40 mm × 40 mm × 160 mm, curing for 3 days, 7 days, and 28 days at a temperature of 20 °C ± 2 °C and a relative humidity of no less than 90%.
2.3. Testing Methods
At the specified curing ages (3, 7, and 28 days), the SCUPB samples were taken out of the humidity room for compressive strength measurements. Three specimens were used for each set of compressive strength tests. A universal testing machine (DYE-300B-K, Qingdao Dongjiesheng New Building Materials Engineering Co., Ltd., Qingdao, China) at an operating speed of 2400 N/s ± 200 N/s after curing times of 3, 7, and 28 days was used to determine the compressive strength. Average compressive strength values were calculated according to the “Test method of cement mortar strength (ISO method)” (GB/T17671-2021) [22].
The fluidity of the SCUPB was tested based on the “Technical code for application of cementitious grout“(GB/T50448-2015) [23]. The slurry was poured into the test mold, and the surface was scraped. The test mold was lifted, and the diameter of the slurry was recorded after spreading. This was measured three times, and the average value to characterize the flow of the SCUPB was taken.
The SEM-EDS analysis of the SCUPB samples was carried out with a JEOL JSM-7500F scanning electron microscope (Japan Electron Optics Laboratory, Tokyo, Japan). The samples were first broken into flakes and then immersed in absolute ethanol to stop hydration for 7d. Afterward, the sample pieces were oven-dried at 60 °C for 48 h, then the samples were further trimmed into small pieces with less than 5 mm for testing.
The hydration heat of the SCUPB samples was analyzed by a TAM air 8-channel isothermal calorimeter (WATERS, Milford, DE, USA, 2019). For every sample, about 10 g of prepared paste was placed into the ampoule, sealed, and placed into the corresponding channel. The heat flow value was collected automatically by an isothermal calorimeter within 72 h.
3. Results
3.1. Fluidity
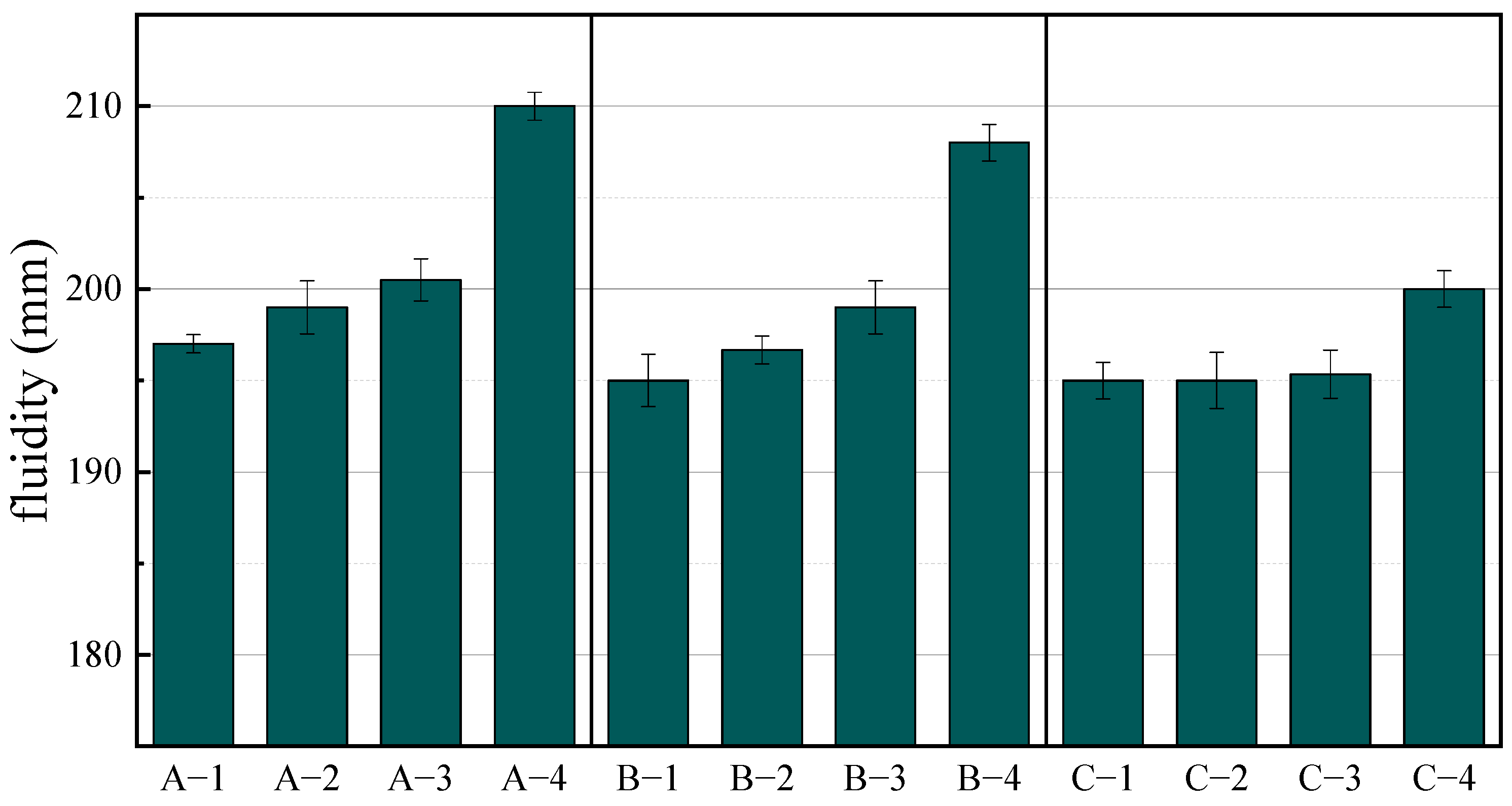
In Figure 4, the effect of the c/g ratio on the fluidity of the SCUPB was observed in groups A (where the proportion of the slag was 70%), B (where the proportion of the slag was 75%), and C (where the proportion of the slag was 80%). The fluidity of the SCUPB increased with the decrease of the c/g ratio, and the increase in the fluidity was most significant when the c/g ratio was 1:4, which indicates that desulfurization gypsum improves the fluidity of the paste. This is due to the larger particle size distribution of desulfurization gypsum. Some studies have reported that the introduction of coarse particles will reduce the attraction between the particles in the paste, and lead to the destruction of the aggregates formed by the ultrafine particles, thereby reducing the viscosity of the paste [24]. Therefore, desulfurized gypsum is helpful to improve the fluidity of the paste. In the C group (with a slag content of 80%), the fluidity of the paste does not vary significantly with the change in the c/g ratio (C-1, C-2, C-3), which may be due to the relatively small proportion of cement and desulfurized gypsum combined (20%). It is also found that the fluidity of the SCUPB paste decreases with the increase of the slag content. This is because the shape of slag is complex, the particle size is poor, and the surface is rough and porous, which increases the water requirement, thus reducing the fluidity of the SCUPB paste [25].
3.2. Compressive Strength
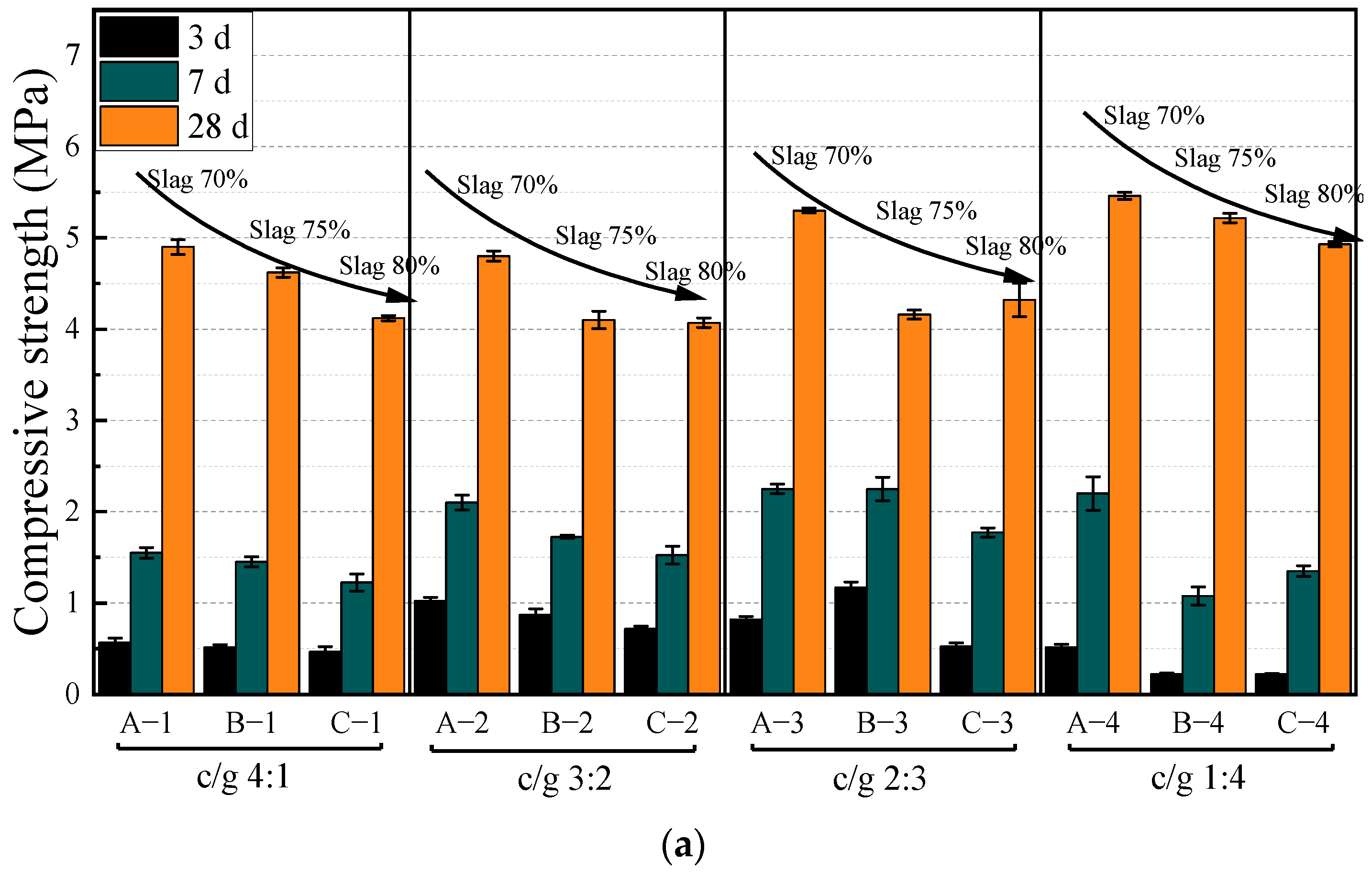
It can be found in Figure 5a that the compressive strength results decrease with the increase of slag content generally. This is because the more slag content, the total amount of cement and desulfurization gypsum decreases, and the degree of the hydration reaction decreases [26], which indicates that the cement and desulfurized gypsum play a positive role in the strength development of the SCUPB. In the slag–gypsum–cement binder system, the calcium ions and the alkaline environment provided by the formation of calcium hydroxide by cement in water break the Si-O and Al-O bonds in the slag and promote the formation of a denser C-(A)-S-H gel [27,28]. At the same time, the desulfurized gypsum provides Ca2+ and SO42− for the curing system and stimulates the hydration of the slag [29]. Slag and desulfurization gypsum generate C-S-H gel and AFm in an alkaline environment [30,31]. With the hydration reaction, the number of hydration products increases continuously, forming a dense composite structure with ultrafine tailings particles to improve the strength.
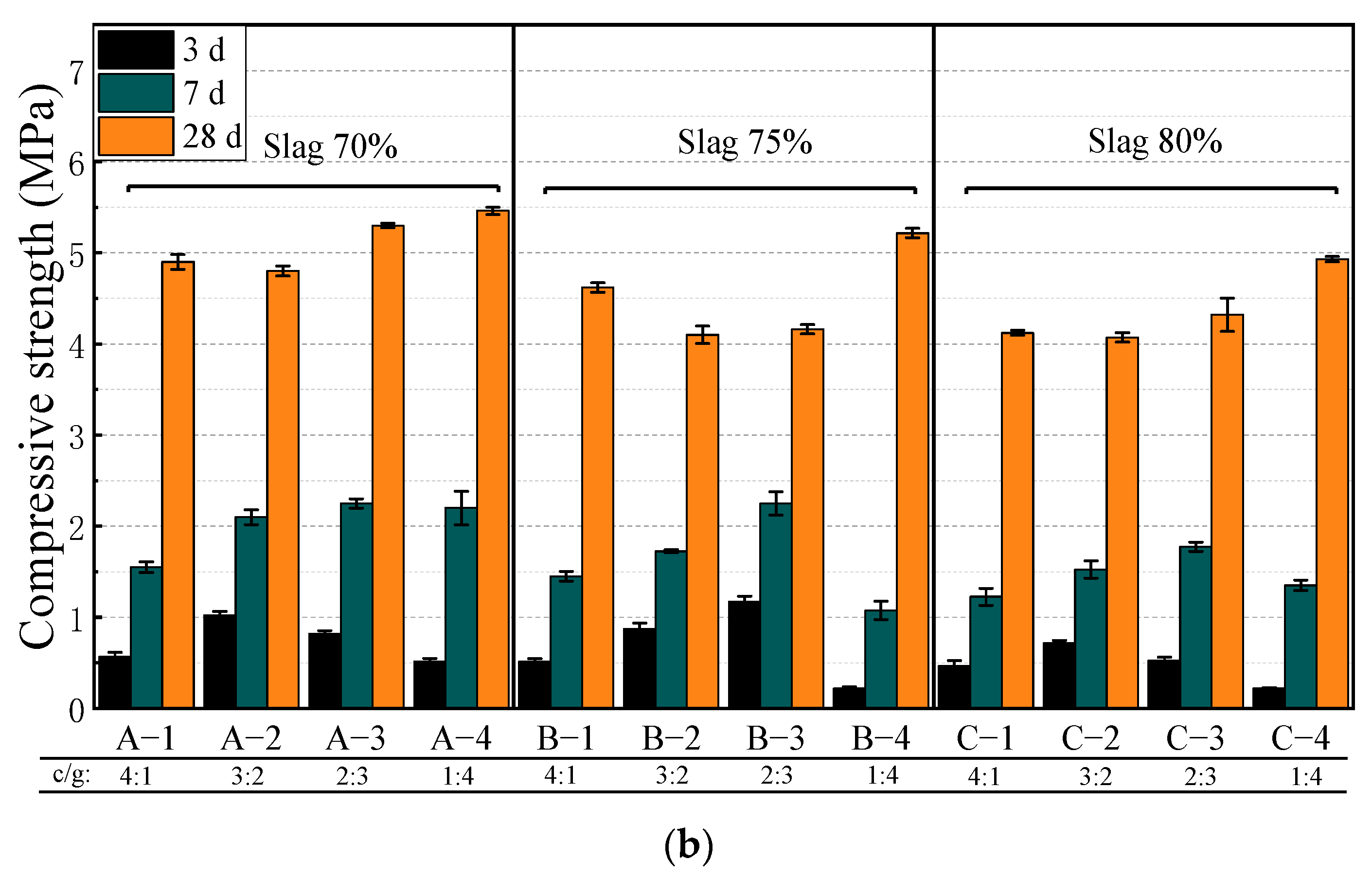
It also can be found in Figure 5b that, with the decrease of the c/g ratio, both the 3 days and 7 days compressive strength of the SCUPB first increases and then decreases. This is because in the slag–gypsum–cement system, in addition to the reaction of cement–desulfurization gypsum to activate the slag, the cement or desulfurization gypsum can also stimulate the hydration reaction of slag alone. With the constant total amount of cement and desulfurization gypsum, when the c/g ratio is 4:1 or 1:4, the content of the desulfurization gypsum or cement reduces. Therefore, after the composite activation of the slag by both the cement and gypsum, the hydration reaction quickly converts to a single activation by the cement or desulfurization gypsum. In contrast, when the c/g ratio is 3:2 or 2:3, the composite activation of the slag is the dominant reaction, so the compressive strength is higher, which is also similar to the report of Li et al. [32].
3.3. SEM Analysis
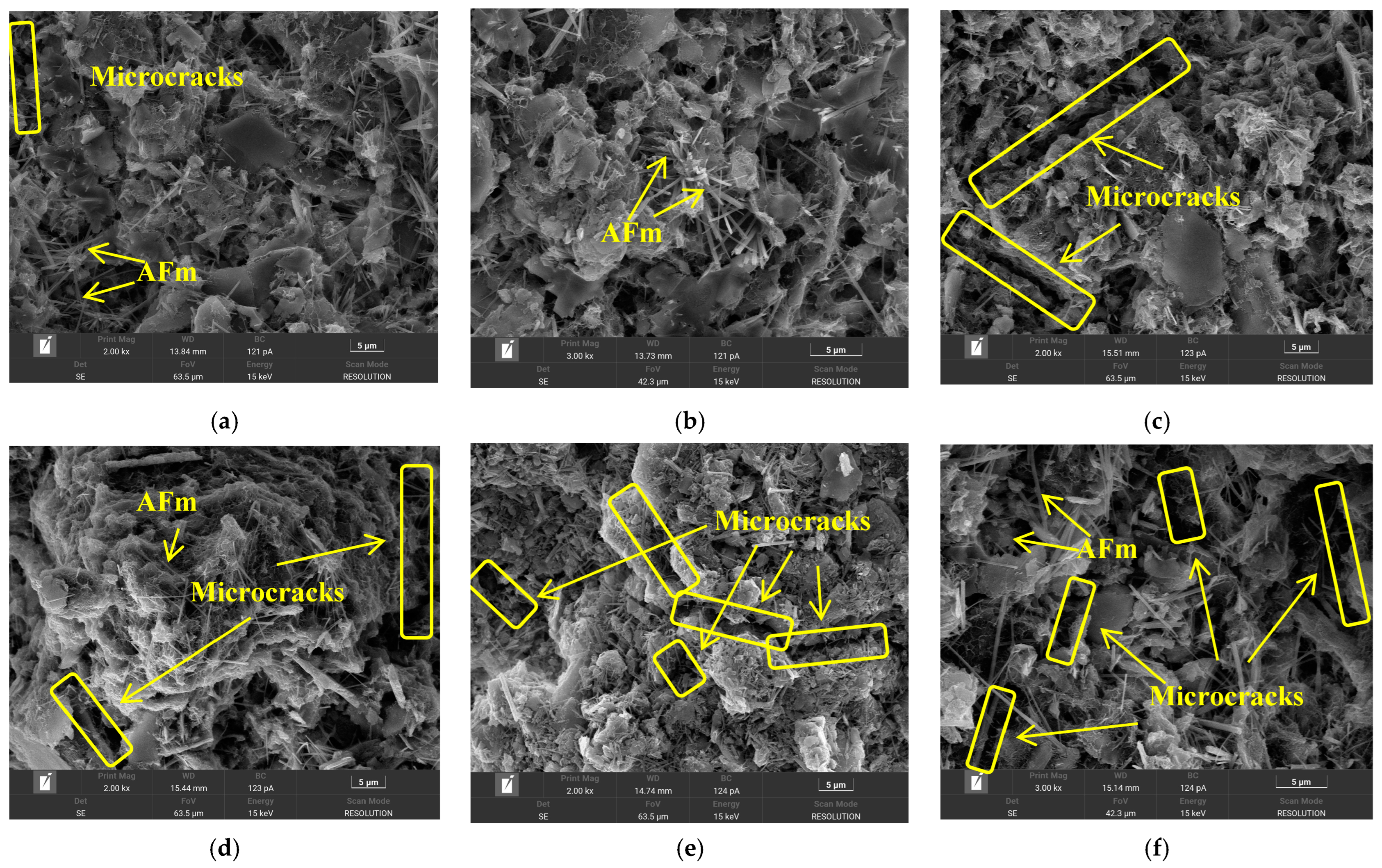
From the SEM images of the SCUPB after 28 days in Figure 6, it can be observed that there are lots of needle-like and flake-like hydration products around the ultrafine tailings particles. It can be observed that the structure of the SCUPB is relatively loose with a slag content of 80% (C-4), and there are a large number of micro-cracks near the tailings particles (Figure 6e,f). Furthermore, it can be observed from Figure 6 that as the slag content increases, the number of micro-cracks also increases. The possible reason is that, with the increase of the slag content, the total amount of cement and desulfurization gypsum decreases, resulting in a decrease in the amount of hydration products. This is consistent with the results of the tests on the compressive strength of the SCUPB, which decreases with the increase of slag content.
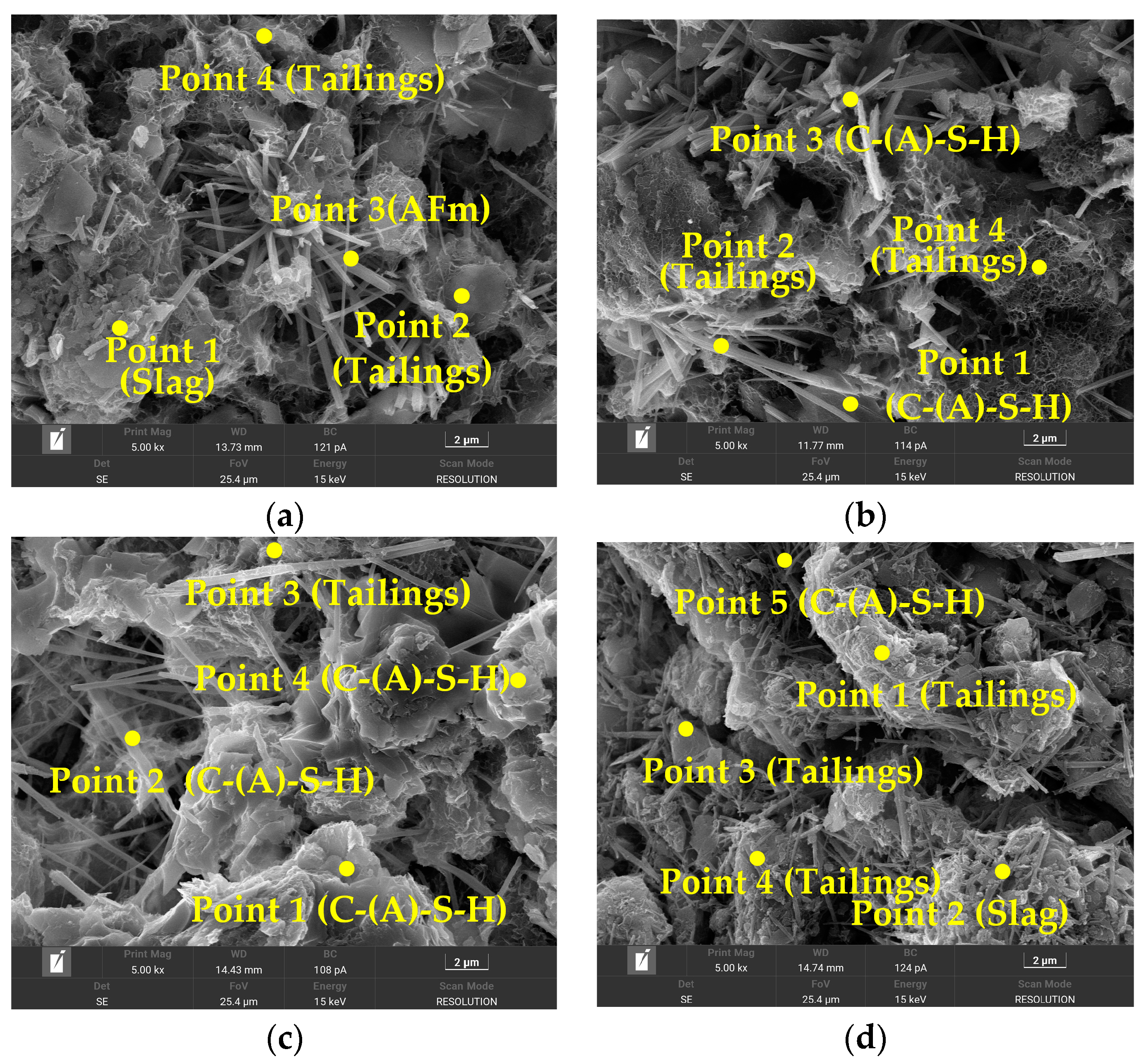
The SEM image and EDS results of the SCUPB A-4, B-1, B-4, and C-4 at 28 days are present in Figure 7 and Table 3. It can be found that the needle-like crystal of Afm, amorphous C-A-S-H, and C-S-H are dispersed in the system, and the hydration products are intertwined with the ultrafine tailings to form a dense cluster structure. Additionally, the main elements of Point 1 in sample A-4 (Figure 7a) and Point 2 in sample C-4 (Figure 7d) are Si, Al, O, and Mg, which can be judged as slag. It can be found that there are still raw materials with incomplete hydration reactions in the hardened paste, which may be related to the large number of ultrafine tailings particles in the system. Although the ultrafine tailings particles are intertwined with the hydration products, they will wrap the raw cementitious materials with an incomplete reaction and limit the development of the later strength [27]. This is also the reason for the slow growth of the later strength when the c/g ratio is 2:3 and 3:2.
Compared with the microstructure of B-1 (Figure 7b), it can be found that the hydration products of B-4 (Figure 7c) have a large amount of monosulphate, and the ultrafine tailings particles are closely combined with monosulphate. The SEM image of B-1(Figure 7b) observed a large number of ultrafine tailings particles, which occupy the growth space of the hydration products around the unreacted raw materials. Since more desulfurized gypsum does not fully participate in the early hydration reaction, resulting in a lower early strength of SCUPB, the unhydrated desulfurized gypsum releases excess SO42− in the latter stages and generates monosulphate with the aluminosilicate materials from the slag to increase strength. It further validates the above compressive strength results. However, through the 28-day compressive strength, it can be found that the 28-day compressive strength law has changed compared with the early strength law, which will be further explained in the discussion.
3.4. Hydration Heat Analysis
After mixing with water, SCUPB will undergo a series of physical and chemical changes and release a large amount of heat, which is related to the hydration process of the binder materials [33]. Studies have verified that the hydration process of cemented paste backfill can be divided into five stages: (1) the dissolution stage, (2) the induction stage, (3) the acceleration stage, (4) the deceleration stage, and (5) the slow reaction stage [34,35,36].
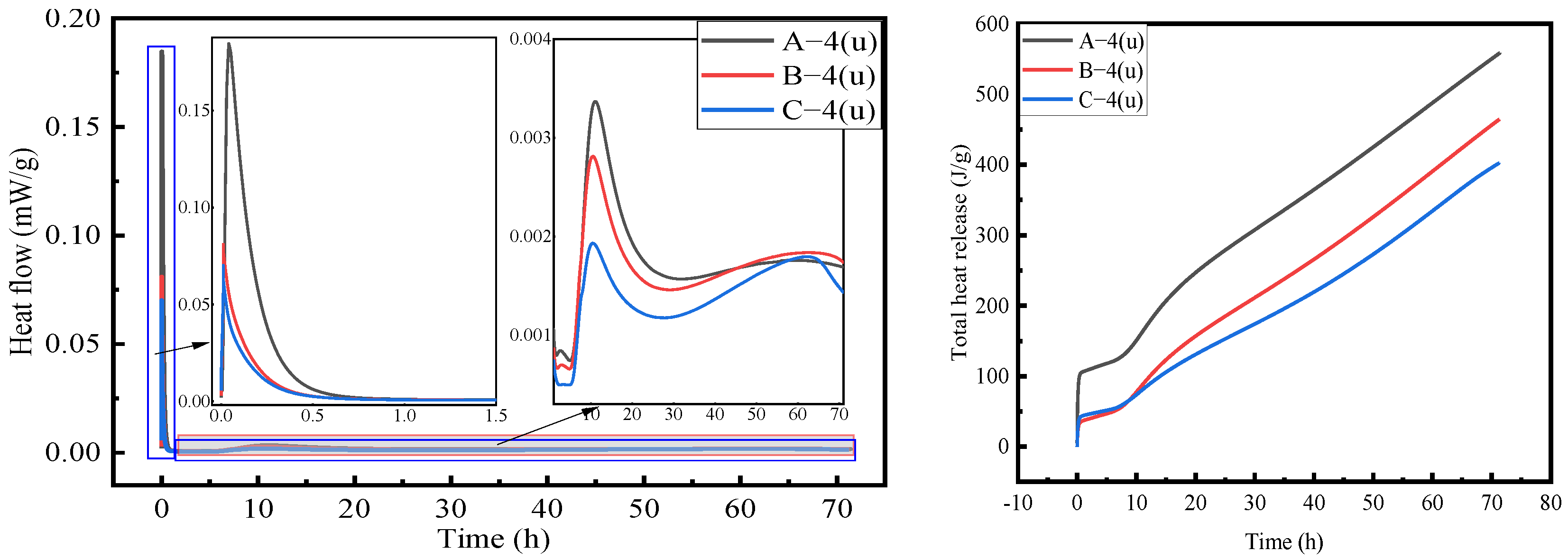
Three groups of A-4 (with a slag content of 70%), B-4 (a slag content of 75%), and C-4 (a slag content of 80%) were selected to observe the effect of the slag content on the hydration heat of the SCUPB (Figure 8). It can be found that the dissolution stage is 0–0.5 h, and the heat release rate in the dissolution stage gradually decreases with the increase of the slag content. Similarly, the peaks in the 5–15 h acceleration phase are also lowered with the increase of the slag content. As shown in Figure 8, the total amount of the 3 days heat release of SCUPB decreases with the increase of slag content, which corresponds to the results of the compressive strength tests.
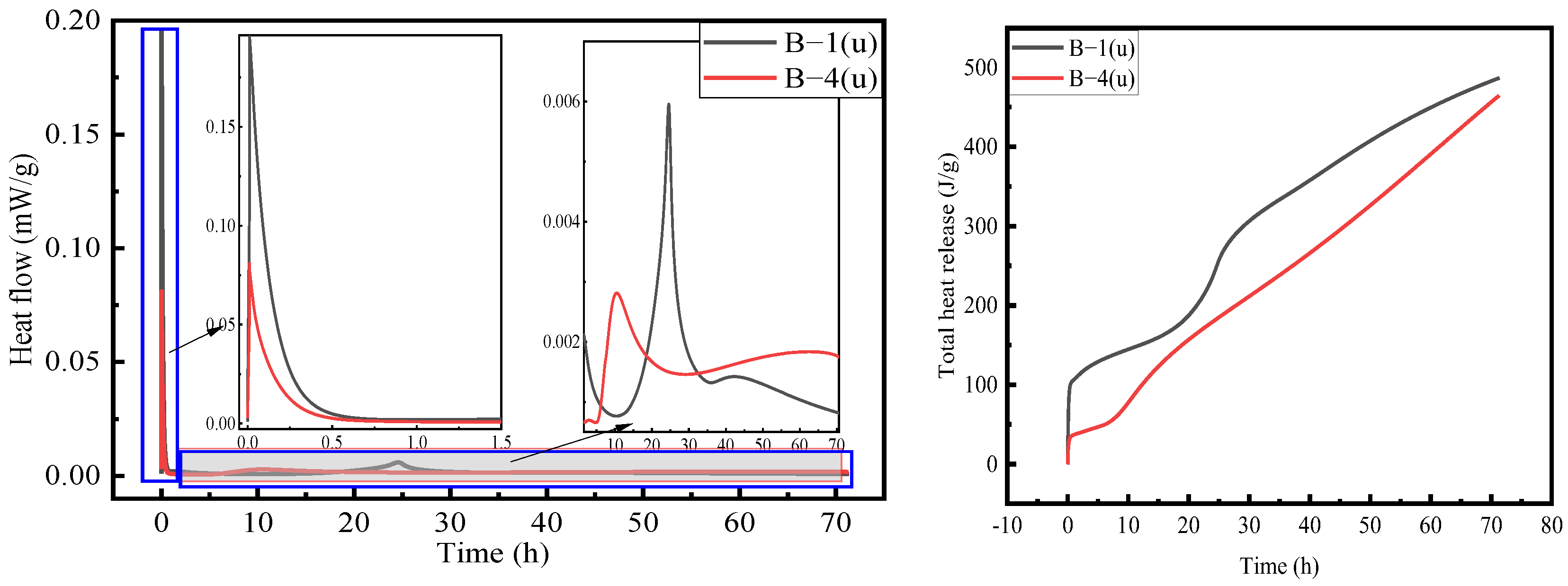
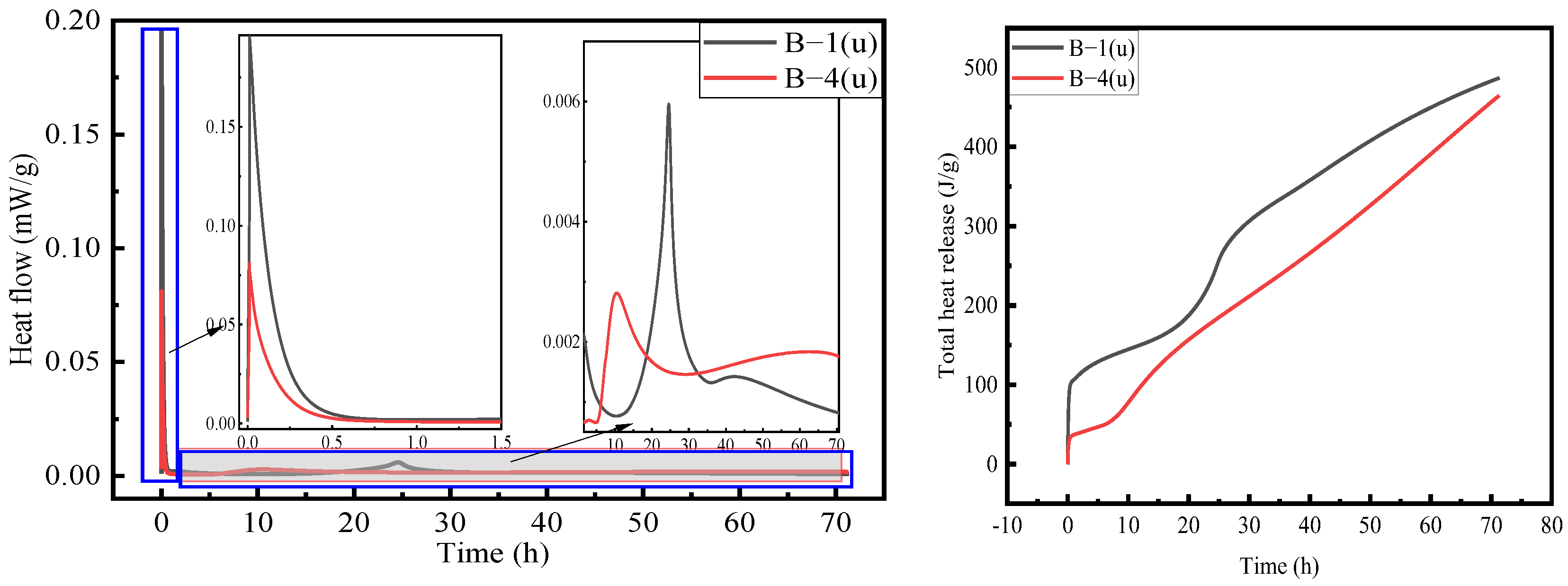
Samples B-1 (c/g = 4:1) and B-4 (c/g = 1:4) were selected to observe the effect of the c/g ratio on the hydration heat process of SCUPB (Figure 9). It can be found that, in the dissolution stage from 0–0.5 h, the maximum heat release rate of B-1 (u) is higher than that of B-4 (u). This is because the heat release rate of cement in the dissolution stage is higher than that of desulfurized gypsum. Thus, B-4 (u) enters the acceleration period earlier. However, when the dissolution reaction is carried out to a certain extent, the cementitious material particles are separated by the ultrafine tailings particles and wrapped by the hydration film, which hinders the hydration reaction and reduces the hydration reaction rate of UCPB, and the hydration reaction enters the induction period. Over some time, the encapsulated and isolated cementitious material particles continue to dissolve and slowly participate in the response, the concentration of the hydration product (C-S-H) or calcium hydroxide (CH) increases, and the pressure difference between the inside and outside of the hydration film increases. Then the hydration film breaks, and the hydration reaction enters the accelerated stage [36]. The B-1 (u) sample with more cement produces more hydration products in the dissolution stage, and the formation of the hydration film is takes longer, so the acceleration period is relatively slow. However, Figure 9 shows that the total amount of the 3 days heat release of B-1 (u) is higher than that of B-4 (u), which corresponds to the 3 days compressive strength results.
4. Discussion
4.1. Fluidity
The particle size distribution directly affects the fluidity of the cementitious paste. It has been verified that too many coarse or fine particles are adverse to the fluidity of the paste. When there are more coarse particles in the paste, the voids between the coarse particles will wrap a part of the free water, thereby reducing the fluidity [37]. However, when there are more fine particles, the fine particles with a large specific surface area and high content are easy to agglomerate due to the van der Waals force and electrostatic interaction, which significantly reduces the fluidity. In addition, due to the high specific surface area of fine particles, water molecules are easily attracted to fine particles. The thickness of the water film decreases with the increase of the fine particles, which leads to an increase in the friction between the two solid particles, making it more difficult for the solid particles to slide against each other [38]. In this study, the desulfurized gypsum particles are coarser compared with the other raw materials used, and the increase of the desulfurized gypsum content increases the fluidity of the SCUPB. The possible reasons for this phenomenon may be twofold. Firstly, it may be due to the variation in the proportion of cementitious materials, resulting in different hydration reaction rates, which generate nonlinear effects, thereby significantly increasing the fluidity. However, according to the hydration heat release process of SCUPB, the hydration of cementitious materials has a low initial heat release rate, so the effect of hydration on fluidity can be neglected. On the other hand, it may be due to the change in particle size distribution affecting the thickness of the water film. Under this ratio, the thickness of the water film has the greatest impact on the fluidity, resulting in the largest increase in fluidity. However, the decrease in the SCUPB fluidity caused by the increase in the slag content cannot be attributed to the particle size distribution. Since the surface of the slag is rough and porous, the water demand of slag increases and thus the fluidity is reduced [39].
4.2. Mechanical Properties and Hydration Mechanism
The 28-day compressive strength results show that the compressive strength is the highest with the c/g ratio of 1:4, and the compressive strength was relatively low when the c/g was 3:2 and 2:3. Due to the large amount of desulfurized gypsum with a c/g of 1:4 in the early stage of the hydration reaction, the CaSO4·2H2O will wrap on the surface of the C-S-H to prevent it from reacting with the water, thus playing a retarding effect, and the early compressive strength is low. As the hydration reaction proceeds, the slag reacts with the CaSO4·2H2O in the desulfurized gypsum to form hydrated calcium sulphoaluminate, and the retarding effect gradually disappears. At the same time, Ca2+ diffuses into the slag particles and reacts with the internal active SiO2 and active Al2O3 to form a C-S-H gel or hydrated calcium aluminate, which greatly improves the structural compactness and promotes the later strength growth of the sample.
In the early stage of the hydration reaction, the hydration products C-(A)-S-H and AFm are rapidly formed when the c/g ratio is 2:3 and 3:2. Although the hydration products are closely combined with the ultrafine tailings particles to improve the strength, the unreacted aluminosilicate raw materials will also be wrapped by hydration products and flocculent ultrafine tailings particles, delaying the entry of the water, making the reaction in the geopolymer system inefficient [29], affecting the strength growth. When the c/g ratio is 4:1 and 1:4, the hydration reaction rate dominated by cement or desulfurized gypsum single-activating slag is slower, the hydration is relatively complete, and the strength is relatively high.
In this study, the application of desulfurization gypsum and slag optimizes the flowability of ultrafine tailings paste. Cement and desulfurization gypsum positively impact strength development, promoting the formation of a dense gel. Additionally, c/g ratios significantly affect the SCUPB’s early compressive strength. Therefore, ultrafine tailings were successfully applied in mine backfilling by optimizing the proportions of cementitious materials.
5. Conclusions
This work utilized ultrafine tailings to prepare paste backfill that meets the requirements, achieving the effective utilization of ultrafine tailings in mine backfilling projects.
- The fluidity of SCUPB decreases with the increase of slag content and increases with the increase of desulfurized gypsum. This is because the surface roughness of the slag particles increases the water–demand ratio. The particle size of the desulfurization gypsum is relatively large, which plays an important role in driving the flow of the SCUPB paste.
- The early compressive strength of SCUPB is the highest when the slag content is 70% and the c/g ratio is 3:2. With the increase of the slag content, the effect of the cement and desulfurization gypsum compound activating the slag is weakened.
- In the slag–gypsum–cement cementitious system, the cement and desulfurization gypsum compositely activate the slag with a higher early compressive strength, which is stronger than the cement or desulfurization gypsum singly activating the slag, and the macroscopic performance is a higher early compressive strength.
- The utilization of SCUPB reduces the accumulation of ultrafine tailings, facilitating resource recycling and promoting sustainable development within the mining field. Under the premise of the full utilization of solid waste, further enhancing the strength of the paste backfill materials and reducing the economic costs are the directions for future research.
Author Contributions
Conceptualization, X.W.; methodology, X.W.; investigation, H.L.; writing—original draft, H.L., Y.C. (Yunzheng Cui) and Y.C. (Ya Chen); writing—review & editing, X.W. and Z.J.; supervision, X.W.; funding acquisition, X.W. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (grant number 51878365) and the Natural Science Foundation of Shandong Province (grant number ZR2023ME030).
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Data Availability Statement
All data, model, or code that support the findings of this study are available from the corresponding author upon reasonable request.
Conflicts of Interest
The authors declare no conflicts of interest. The funder had no role in the design of this study; in the collection, analyses, or interpretation of the data; in the writing of this manuscript; or in the decision to publish the results.
References
- Peng, Y.; Liu, Z.; Liu, X.; Sheng, M.; Li, H.; Xu, X.; Ai, L.; Yan, Q.; Yang, Y. Preparation of composite micro-slag based on the application of tailings slag in cement and concrete. Constr. Build. Mater. 2022, 322, 126515. [Google Scholar] [CrossRef]
- Chen, W.; Yin, S.; Zhou, G.; Li, Z.; Song, Q. Copper recovery from tailings through bioleaching and further application of bioleached tailings residue: Comprehensive utilization of tailings. J. Clean. Prod. 2022, 332, 130129. [Google Scholar] [CrossRef]
- Wang, X.; Wan, W.; Liu, Y.; Gao, R.; Lu, Z.; Tang, X. Analysis of Factors Influencing the Flow Characteristics of Paste Backfill in Pipeline Transportation. Sustainability 2023, 15, 6904. [Google Scholar] [CrossRef]
- Famakinwa, T.E.; Su, Y.; Wang, J.; Gates, I.D. An in-situ process to consolidate oil sands mine tailings. J. Environ. Chem. Eng. 2018, 6, 3295–3305. [Google Scholar] [CrossRef]
- Consoli, N.C.; Tomasi, L.F.; Veloso Marques, S.F. Cement-enhancing mechanical behavior of tailings behind upstream tailings dam for safe decommissioning. J. Mater. Civ. Eng. 2023, 35, 06023001. [Google Scholar] [CrossRef]
- Yang, L.; Li, J.; Liu, H.; Jiao, H.; Yin, S.; Chen, X.; Yu, Y. Systematic review of mixing technology for recycling waste tailings as cemented paste backfill in mines in China. Int. J. Miner. Metall. Mater. 2023, 30, 1430–1443. [Google Scholar] [CrossRef]
- Raffaldi, M.J.; Seymour, J.B.; Richardson, J.; Zahl, E.; Board, E. Cemented paste backfill geomechanics at a narrow-vein underhand cut-and-fill mine. Rock Mech. Rock Eng. 2019, 52, 4925–4940. [Google Scholar] [CrossRef]
- Singh, P.; Ghosh, C.N.; Behera, S.K.; Mishra, K.; Kumar, D.; Buragohain, J.; Mandal, P.K. Optimisation of binder alternative for cemented paste fill in underground metal mines. Arab. J. Geosci. 2019, 12, 462. [Google Scholar] [CrossRef]
- Miao, C.; Liang, L.; Zhang, F.; Chen, S.; Shang, K.; Jiang, J.; Zhang, Y.; Ouyang, J. Review of the fabrication and application of porous materials from silicon-rich industrial solid waste. Int. J. Miner. Metall. Mater. 2022, 29, 424–438. [Google Scholar] [CrossRef]
- Yang, F.; Wu, F.; Yang, B.; Li, L.; Gao, Q. Preparation and performance of composite activated slag-based binder for cemented paste backfill. Chemosphere 2022, 309, 136649. [Google Scholar] [CrossRef]
- Zhang, F.; Li, Y.; Zhang, J.; Gui, X.; Zhu, X.; Zhao, C. Effects of slag-based cementitious material on the mechanical behavior and heavy metal immobilization of mine tailings based cemented paste backfill. Heliyon 2022, 8, e10695. [Google Scholar] [CrossRef]
- Jiang, H.; Ren, L.; Zhang, Q.; Zheng, J.; Cui, L. Strength and microstructural evolution of alkali-activated slag-based cemented paste backfill: Coupled effects of activator composition and temperature. Powder Technol. 2022, 401, 117322. [Google Scholar] [CrossRef]
- Lv, H.; Chen, Y.; Xie, Q.; Wu, P.; Chen, Y.; Gu, J.; Wu, H. Performance optimization and characterization of loess-slag-based geopolymer composite: A new sustainable green material for backfill. Constr. Build. Mater. 2022, 354, 129103. [Google Scholar] [CrossRef]
- Zhao, Y.; Ma, Z.; Qiu, J.; Sun, X.; Gu, X. Experimental study on the utilization of steel slag for cemented ultra-fine tailings backfill. Powder Technol. 2020, 375, 284–291. [Google Scholar]
- Behera, S.K.; Ghosh, C.N.; Mishra, K.; Mishra, D.P.; Singh, P.; Mandal, P.K.; Buragohain, J.; Sethi, M.K. Utilisation of lead–zinc mill tailings and slag as paste backfill materials. Environ. Earth Sci. 2020, 79, 389. [Google Scholar] [CrossRef]
- Peng, X.; Wang, C.; Zhou, Y. Application of a new high-strength cementitious materials in cemented backfill with full tailings. Min. Res. Dev. 2021, 41, 51–54. (In Chinese) [Google Scholar]
- Du, J.; Gao, Q.; Nan, S.; Dong, L. Develop on a new cementing material of full tailings backfilling first. Metal Mine 2012, 5, 152–155. (In Chinese) [Google Scholar]
- Wang, F.; Chen, G.; Ji, L.; Yuan, Z. Preparation and mechanical properties of cemented uranium tailing backfill based on alkali-activated slag. Adv. Mater. Sci. Eng. 2020, 2020, 6345206. (In Chinese) [Google Scholar] [CrossRef]
- Liu, Y.; Wang, H.; Guo, H.; Wang, K.; Wu, H. Proportion optimization and performance of filling materials with large-content of fly ash. Min. Res. Dev. 2020, 40, 56–61. (In Chinese) [Google Scholar]
- Thompson, B.D.; Bawden, W.F.; Grabinsky, M.W. In situ measurements of cemented paste backfill at the Cayeli Mine. Can. Geotech. J. 2012, 49, 755–772. [Google Scholar] [CrossRef]
- Deng, X.J.; Klein, B.; Hallbom, D.J.; de Wit, B.; Zhang, J.X. Influence of particle size on the basic and time-dependent rheological behaviors of cemented paste backfill. J. Mater. Eng. Perform. 2018, 27, 3478–3487. [Google Scholar] [CrossRef]
- GB/T17671-2021; Test Method of Cement mortar Strength (ISO Method). China Standards Press: Beijing, China, 2021.
- GB/T50448-2015; Technique Code for Application of Cementitious Grout. China Architecture & Building Press: Beijing, China, 2015.
- Vlasak, P.; Chara, Z.; Stern, P. Drag reduction of dense fine-grained slurries. Hydrol. Hydromech. 2010, 58, 261–270. [Google Scholar] [CrossRef]
- Ye, H. Flocculation Characteristics and Rheological Properties of Different Cementitious Material Systems. Doctoral Dissertation, Harbin Institute of Technology, Harbin, China, 2021. (In Chinese). [Google Scholar]
- Liu, R. Hydration Mechanism and Long-Term Performance of Cement-Slag Composite Cementitious Materials. Doctoral Dissertation, Tsinghua University, Beijing, China, 2015. (In Chinese). [Google Scholar]
- Gao, X.; Yao, X.; Yang, T.; Zhou, S.; Wei, H.; Zhang, Z. Calcium carbide residue as auxiliary activator for one-part sodium carbonate-activated slag cements: Compressive strength, phase assemblage and environmental benefits. Constr. Build. Mater. 2021, 308, 125015. [Google Scholar] [CrossRef]
- Zhou, S.; Tan, C.; Gao, Y.; Li, Y.; Guo, S. One-part alkali activated slag using Ca(OH)2 and Na2CO3 instead of NaOH as activator: More excellent compressive strength and microstructure. Mater. Res. Express 2021, 8, 085501. [Google Scholar] [CrossRef]
- Li, Y.; Wu, B.H.; Ni, W.; Mu, X.L. Synergies in early hydration reaction of slag-steel slag-gypsum system. J. Northeast. Univ. (Nat. Sci.) 2020, 41, 581–586. [Google Scholar]
- Zhang, J.; Li, G.; Yang, X.; Ren, S.; Song, Z. Study on a high strength ternary blend containing calcium sulfoaluminate cement/calcium aluminate cement/ordinary Portland cement. Constr. Build. Mater. 2018, 191, 544–553. [Google Scholar] [CrossRef]
- Zhu, G.; Zhu, W.; Qi, Z.; Yan, B.; Jiang, H.; Hou, C. One-part alkali-activated slag binder for cemented fine tailings backfill: Proportion optimization and properties evaluation. Environ. Sci. Pollut. Res. Int. 2022, 29, 73865–73877. [Google Scholar] [CrossRef]
- Li, S.; Guo, B.; Wen, Z.; Wang, L.; Gao, Q.; Tu, G. Development of slag-based cementitious material and study on strength and rheological properties of filling body. Min. Res. Dev. 2021, 41, 40–43. (In Chinese) [Google Scholar]
- Zhang, Z. Study on the Hydration Kinetics Model of Cement-Slag Composite Cementitious Materials; Tsinghua University: Beijing, China, 2018. (In Chinese) [Google Scholar]
- Liu, J.; An, S.; Zhang, Y. Mechanism of regulating the mechanical properties and paste structure of supersulfated cement through ultrafine iron tailings powder. Cem. Concr. Compos. 2023, 140, 105061. [Google Scholar] [CrossRef]
- Yin, B.; Kang, T.; Kang, J.; Chen, Y.; Wu, L.; Du, M. Investigation of the hydration kinetics and microstructure formation mechanism of fresh fly ash cemented filling materials based on hydration heat and volume resistivity characteristics. Appl. Clay Sci. 2018, 166, 146–158. [Google Scholar] [CrossRef]
- Liu, L.; Yang, P.; Zhang, B.; Huan, C.; Guo, L.; Yang, Q.; Song, K.-I. Study on hydration reaction and structure evolution of cemented paste backfill in early-age based on resistivity and hydration heat. Constr. Build. Mater. 2021, 272, 121827. [Google Scholar] [CrossRef]
- Luo, T.; Wang, Q.; Zhuang, S.Y. Effects of ultra-fine ground granulated blast-furnace slag on initial setting time, fluidity and rheological properties of cement pastes. Powder Technol. 2019, 345, 54–63. [Google Scholar]
- Deng, X.; Klein, B.; Tong, L.; de Wit, B. Experimental study on the rheological behavior of ultra-fine cemented backfill. Constr. Build. Mater. 2018, 158, 985–994. [Google Scholar] [CrossRef]
- Shang, Y.; Zhang, D.; Yang, C.; Liu, Y.; Liu, Y. Effect of graphene oxide on the rheological properties of cement pastes. Constr. Build. Mater. 2015, 96, 20–28. [Google Scholar] [CrossRef]
Figure 1.
The treatment process of ultrafine tailings.

Figure 2.
The ultrafine tailings and cementitious materials and the microstructure of the ultrafine tailings and cementitious materials. (a) The ultrafine tailings and cementitious materials, and (b) the microstructure of the ultrafine tailings and cementitious materials.
Figure 2.
The ultrafine tailings and cementitious materials and the microstructure of the ultrafine tailings and cementitious materials. (a) The ultrafine tailings and cementitious materials, and (b) the microstructure of the ultrafine tailings and cementitious materials.

Figure 3.
Particle size distribution of the ultrafine tailings and cementitious materials.
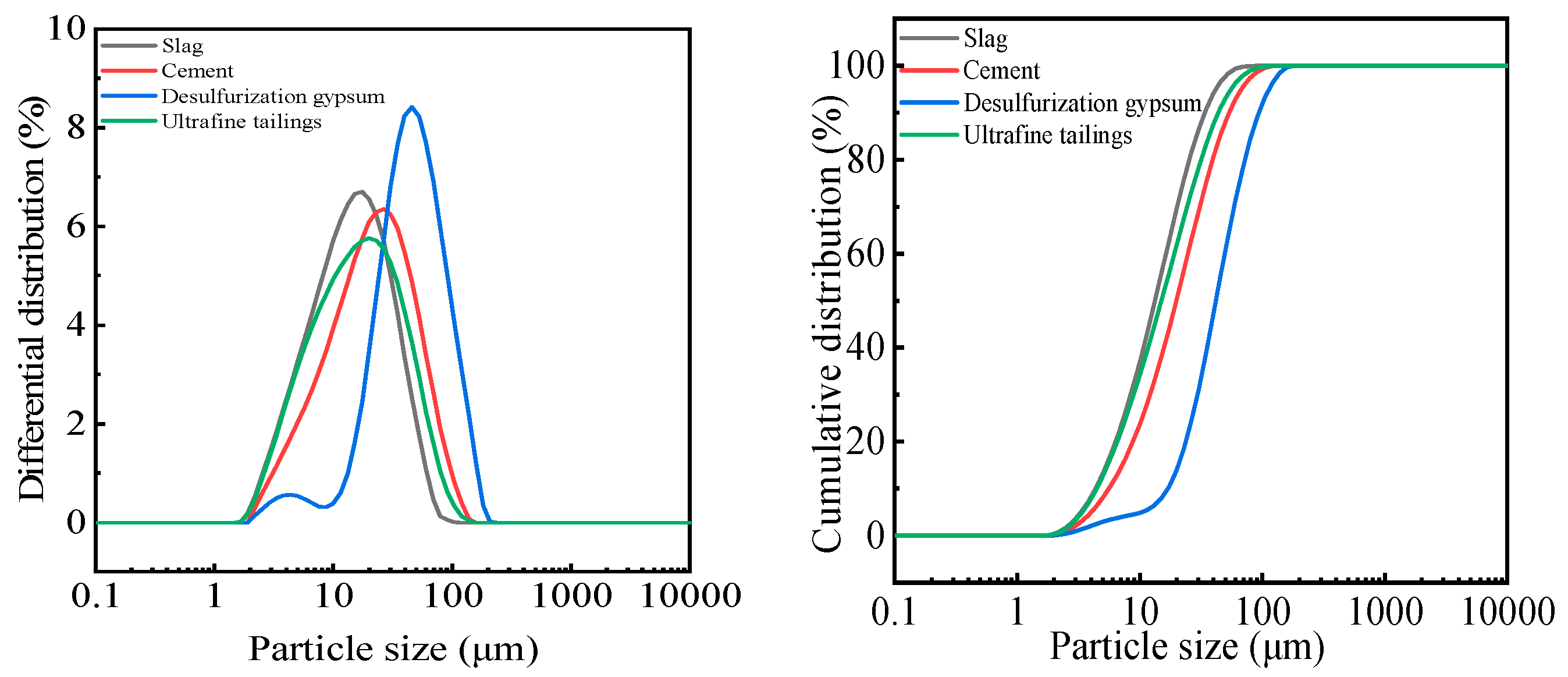
Figure 4.
Fluidity of SCUPB of different mix proportions.
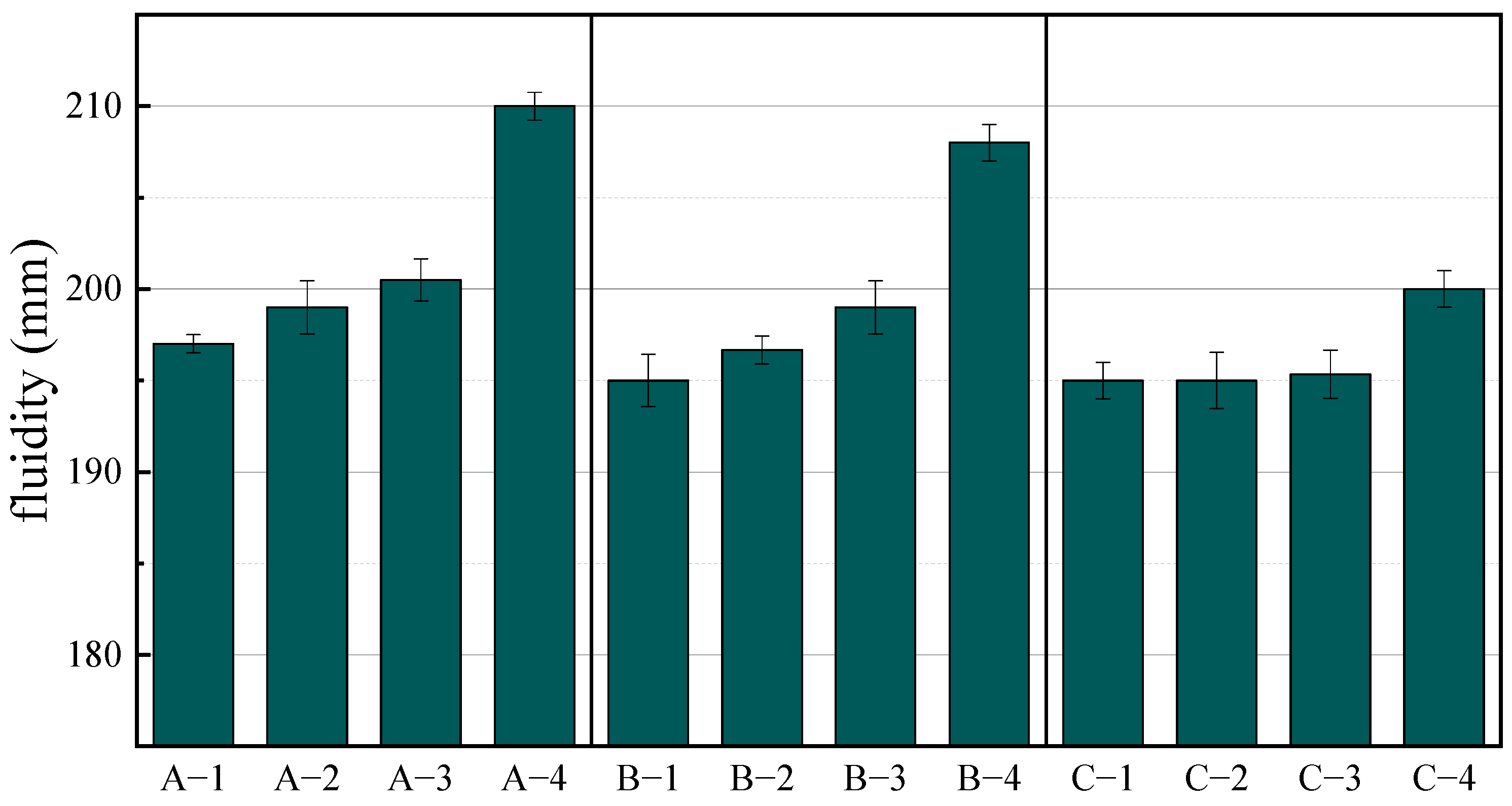
Figure 5.
Compressive strength of SCUPB of different mix proportions. (a) Compressive strength of SCUPB with various slag content, and (b) compressive strength of SCUPB with various c/g.
Figure 5.
Compressive strength of SCUPB of different mix proportions. (a) Compressive strength of SCUPB with various slag content, and (b) compressive strength of SCUPB with various c/g.

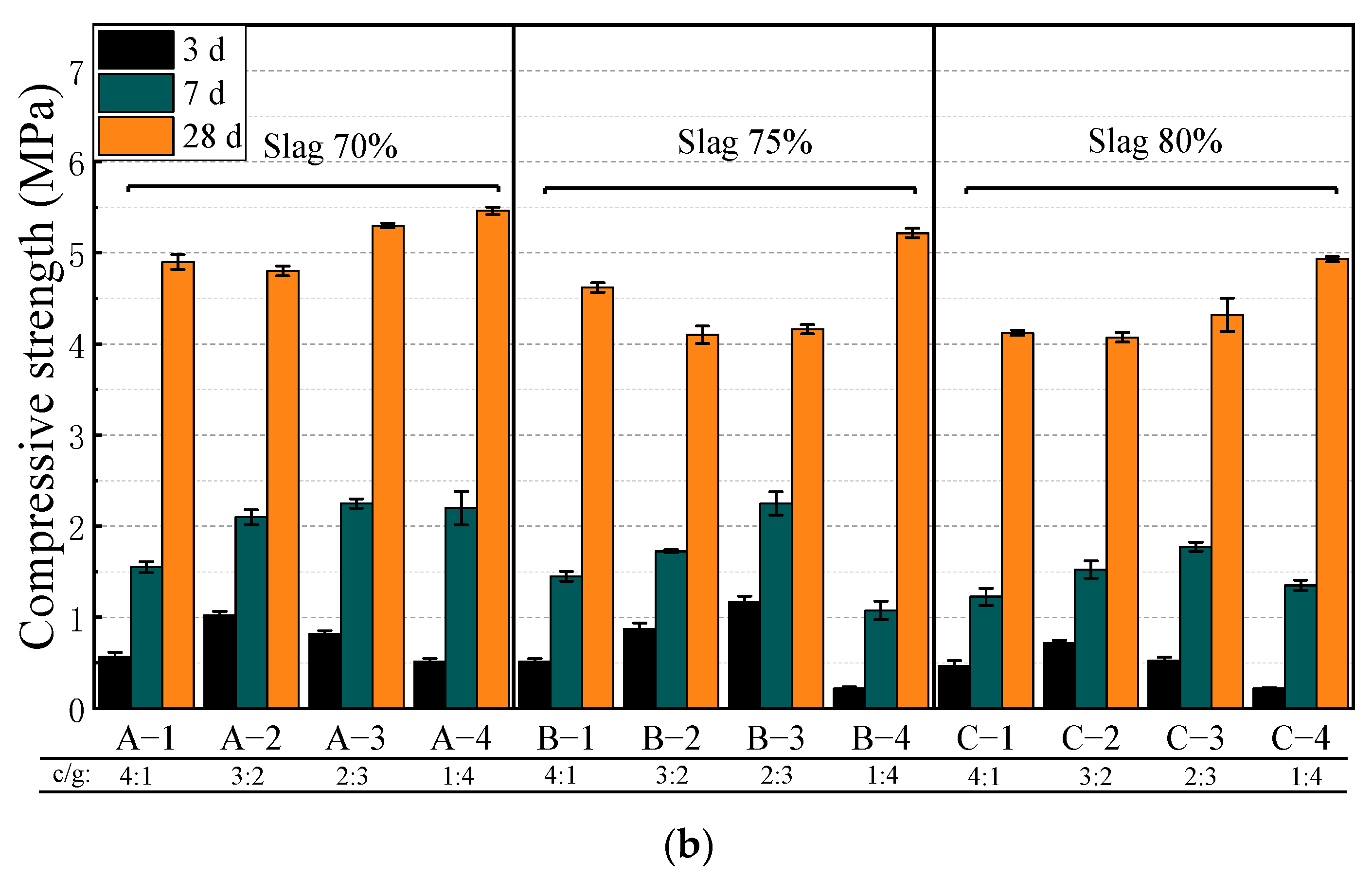
Figure 6.
SEM images of SCUPB hydration for 28 d. ((a,b) is sample A-4 × 2000, (c,d) is sample B-4 × 2000, and (e,f) is sample C-4 × 2000).
Figure 6.
SEM images of SCUPB hydration for 28 d. ((a,b) is sample A-4 × 2000, (c,d) is sample B-4 × 2000, and (e,f) is sample C-4 × 2000).

Figure 7.
SEM-EDS images of SCUPB hydration for 28 d. ((a) is sample A-4, (b) is sample B-1, (c) is sample B-4, and (d) is sample C-4).
Figure 7.
SEM-EDS images of SCUPB hydration for 28 d. ((a) is sample A-4, (b) is sample B-1, (c) is sample B-4, and (d) is sample C-4).

Figure 8.
The effect of slag content on the early hydration exothermic process and total amount of early hydration heat release of SCUPB.
Figure 8.
The effect of slag content on the early hydration exothermic process and total amount of early hydration heat release of SCUPB.

Figure 9.
The effect of c/g ratio on the early hydration exothermic process and total amount of early hydration heat release of SCUPB.
Figure 9.
The effect of c/g ratio on the early hydration exothermic process and total amount of early hydration heat release of SCUPB.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Chemical compositions of the ultrafine tailings and cementitious materials, mass%.
| Na2O | MgO | Al2O3 | SiO2 | SO3 | K2O | CaO | TiO2 | MnO | Fe2O3 | Others | |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Ultrafine tailings | 1.94 | 1.17 | 32.09 | 43.44 | 0.50 | 9.54 | 4.08 | 0.35 | 0.50 | 5.81 | 0.59 |
| Slag | 0.84 | 11.43 | 17.47 | 32.11 | 2.17 | 0.57 | 32.17 | 1.41 | 0.56 | 0.78 | 0.49 |
| Cement | 1.04 | 5.41 | 11.08 | 25.25 | 4.00 | 0.91 | 45.63 | 0.51 | 0.36 | 5.06 | 0.77 |
| Desulfurization gypsum | 0.35 | 0.39 | 0.55 | 0.75 | 47.47 | 0.20 | 49.09 | <0.01 | <0.01 | 0.28 | 0.92 |
Table 2.
Mix proportions of SCUPB specimens.
| No. | Binder Material | |
|---|---|---|
| Proportion of Slag/% | Cement/Desulfurization Gypsum (c/g) | |
| A-1 | 70 | 4:1 |
| A-2 | 3:2 | |
| A-3 | 2:3 | |
| A-4 | 1:4 | |
| B-1 | 75 | 4:1 |
| B-2 | 3:2 | |
| B-3 | 2:3 | |
| B-4 | 1:4 | |
| C-1 | 80 | 4:1 |
| C-2 | 3:2 | |
| C-3 | 2:3 | |
| C-4 | 1:4 | |
Table 3.
EDS results of the samples at 28 days (atom %).
| Samples | Code | Composition (wt. %) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Na | Mg | Al | Si | S | Ca | Others | |||
| A-4 | Point 1 | 0.74 | 5.89 | 10.45 | 14.81 | 2.35 | 9.24 | 56.52 | Slag |
| Point 2 | 0.54 | 0.49 | 9.32 | 24.75 | 1.60 | 6.26 | 57.04 | Ultrafine tailings | |
| Point 3 | 0.34 | 0.67 | 8.35 | 12.66 | 5.40 | 15.48 | 57.1 | AFm | |
| Point4 | 0.37 | 0.73 | 17.58 | 24.73 | 1.07 | 5.37 | 50.15 | Ultrafine tailings | |
| B-1 | Point 1 | 0.48 | 0.47 | 3.88 | 6.29 | 1.08 | 24.69 | 63.11 | C-(A)-S-H |
| Point 2 | 0.15 | 0.63 | 3.64 | 25.27 | 1.78 | 7.83 | 60.7 | Ultrafine tailings | |
| Point 3 | 0.35 | 1.84 | 9.61 | 16.44 | 4.43 | 15.79 | 51.54 | C-(A)-S-H | |
| Point 4 | 0.17 | 0.43 | 1.16 | 34.98 | 0.41 | 1.60 | 61.25 | Ultrafine tailings | |
| B-4 | Point 1 | 0.19 | 0.59 | 5.17 | 8.24 | 0.33 | 51.28 | 34.2 | C-(A)-S-H |
| Point 2 | 0.09 | 0.54 | 12.76 | 31.90 | 1.96 | 37.28 | 15.47 | C-(A)-S-H | |
| Point 3 | 5.60 | 0.33 | 10.35 | 26.51 | 0.53 | 3.91 | 52.77 | Ultrafine tailings | |
| Point 4 | 0.27 | 0.73 | 8.66 | 17.71 | 2.24 | 20.58 | 49.81 | C-(A)-S-H | |
| C-4 | Point 1 | 5.03 | 0.41 | 8.05 | 21.98 | 1.41 | 5.75 | 57.37 | Ultrafine tailings |
| Point 2 | 0.14 | 10.73 | 9.39 | 7.79 | 2.91 | 9.19 | 59.85 | Slag | |
| Point 3 | 1.67 | 0.68 | 10.49 | 17.38 | 0.97 | 6.55 | 62.26 | Ultrafine tailings | |
| Point 4 | 3.91 | 0.72 | 8.32 | 18.63 | 1.06 | 5.21 | 62.15 | Ultrafine tailings | |
| Point 5 | 0.22 | 0.84 | 8.33 | 15.68 | 3.29 | 27.24 | 44.4 | C-(A)-S-H | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Li, H.; Wan, X.; Jin, Z.; Cui, Y.; Chen, Y. A Study on the Mechanical Properties and Hydration Process of Slag Cemented Ultrafine Tailings Paste Backfill. Sustainability 2024, 16, 3143. https://doi.org/10.3390/su16083143
AMA Style
Li H, Wan X, Jin Z, Cui Y, Chen Y. A Study on the Mechanical Properties and Hydration Process of Slag Cemented Ultrafine Tailings Paste Backfill. Sustainability. 2024; 16(8):3143. https://doi.org/10.3390/su16083143
Chicago/Turabian StyleLi, Hui, Xiaomei Wan, Zuquan Jin, Yunzheng Cui, and Ya Chen. 2024. "A Study on the Mechanical Properties and Hydration Process of Slag Cemented Ultrafine Tailings Paste Backfill" Sustainability 16, no. 8: 3143. https://doi.org/10.3390/su16083143
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.