
Roboforming in ISF—Characteristics, Development, and the Step Towards Industry 5.0



Abstract

1. Introduction
- Roboforming enables precise shaping of metals and other materials, minimizing waste [1].
- Thanks to its efficiency, roboforming often consumes less energy and tool material compared to traditional shaping techniques such as deep drawing [2,3]. Unlike deep drawing, ISF does not require expensive dies, allowing for faster design adjustments. Automated optimization of the process further decreases the energy footprint.
- The technology enables on-demand production of parts, reducing overproduction and storage needs. This aligns with “just-in-time” manufacturing, supporting the principles of a circular economy [4].
- ISF processes can be time-consuming. This limits their applicability for high-volume production.
- One of the major issues with ISF processes is the surface quality of formed parts, which directly affects the final product quality. This often requires additional post-processing steps such as polishing, which consumes additional energy and materials.
- ISF is a highly flexible process, but it is not typically used for mass production, especially for automotive or aerospace parts that require high volumes. Technology’s reliance on skilled operators and slow cycles is a major limitation for large-scale production.
- ISF is primarily used with metals like aluminum, titanium, and steel, but there is a growing demand for using more sustainable materials, including biodegradable or recyclable polymers, composites, and other eco-friendly materials.
Methodology
- Historical development of ISF technologies;
- Classification of ISF processes;
- Key process parameters and their effects;
- Control processes in ISF—roboforming;
- Sustainability considerations in ISF;
- Future research directions.
2. Historical Development of ISF Technologies
2.1. Early Conceptual Period (1967–1989)
2.2. Emergence of CNC Applications (1990–2000)
2.3. Expansion and Refinement (2000–2010)
2.4. Modern Era (2010–Present)
3. Classification of Incremental Forming Processes
3.1. Classification by Process Geometry in Incremental Forming
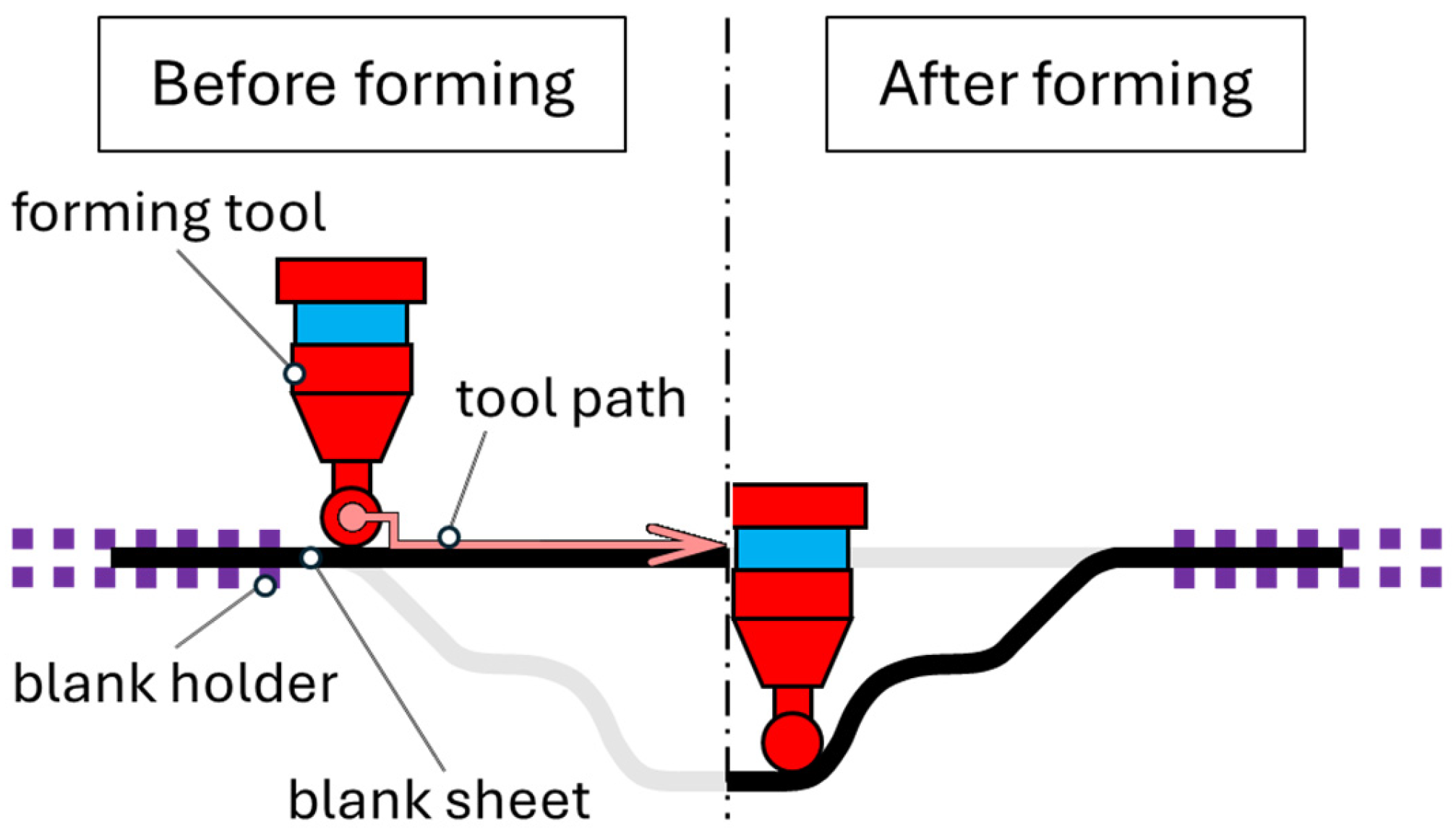
- Single Point Incremental Forming (SPIF);
- Two-Point Incremental Forming (TPIF);
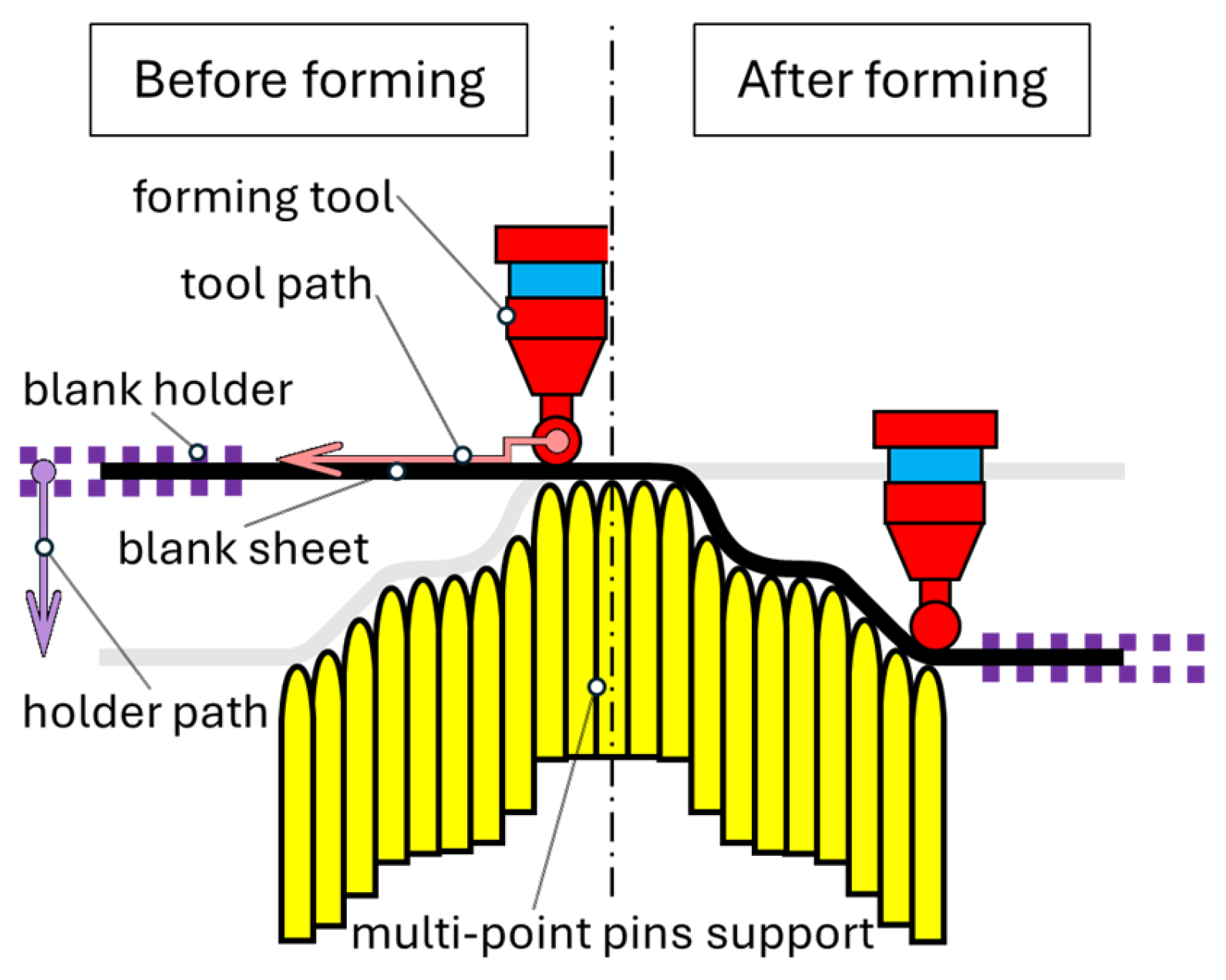
- Multi-Point Incremental Forming (MPIF);
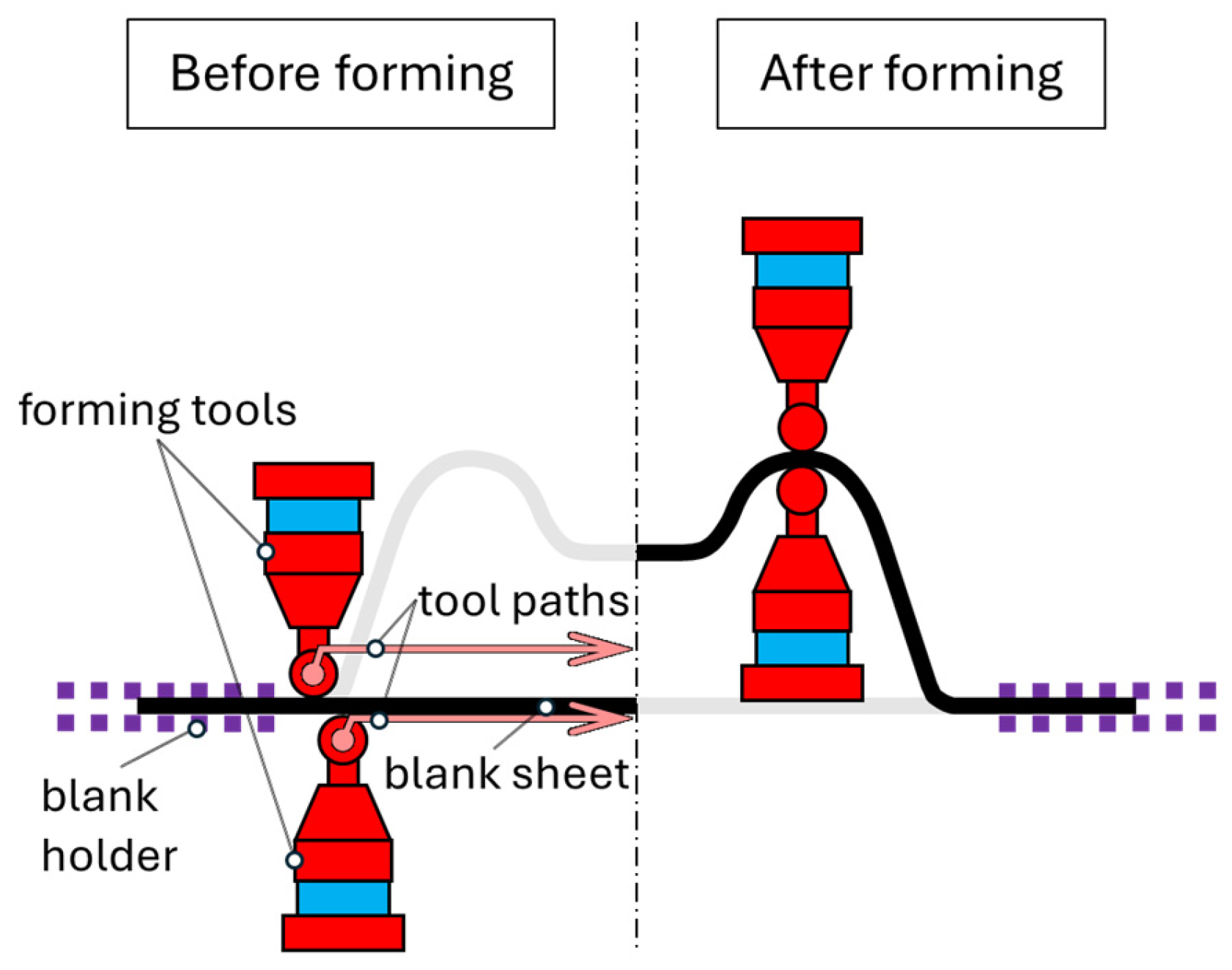
- Double-Sided Incremental Forming (DSIF).
3.2. Classification by Type of Robot and System
- Robotic Arm (Manipulator-Based Forming);
- Gantry Robotic Systems;
- Hybrid Robotic Systems.
3.3. Classification by Degree of Control
- Offline Programming;
- Online Adaptive Forming;
- Closed-Loop Forming.
3.4. Classification by Material Type and Sheet Thickness
- Forming of Thin Sheets;
- Forming of Thick Sheets;
- Forming of Composite Materials.
3.5. Classification by Industrial Application of ISF
- Prototyping;
- Batch Production;
- Customized Products.
3.6. Classification by Integration of Technologies
- Laser-Assisted Forming—Heat-Assisted ISF;
- Hybrid Additive and Incremental Processes;
- ISF-Assisted Deep Drawing;
- Ultrasonic-Assisted ISF (UAISF).
4. Key Process Parameters and Their Effects
4.1. Tool Geometry
4.2. Tool Path
4.3. Feed Speed
4.4. Tool Rotation Frequency
4.5. Vertical Step Size
4.6. Forming Angle
5. Control Processes in ISF—Roboforming
6. Sustainability Considerations in ISF
7. Process Optimization
7.1. Control System
- Continuous monitoring of forming forces and sheet thickness;
- Adaptive adjustment of tool paths based on real-time feedback;
- Predictive maintenance to minimize downtime.
7.2. Mechanical System
- Multi-axis CNC machines specifically designed for ISF allow for more complex geometries.
- Hybrid ISF systems combining traditional forming with other processes like laser heating expand its possibilities.
- Implementation of robotic arms increases flexibility and larger working envelopes.
7.3. Measurement System
- Integration of in situ 3D scanning for real-time geometry verification;
- Development of force sensors for precise control of forming pressure;
- Implementation of thermal imaging for temperature monitoring in warm/hot ISF processes.
7.4. Tool Head Selection
- Smaller tool diameters (e.g., 5 mm) generally produce higher geometric accuracy but increase the risk of material thinning.
- Larger tool diameters (e.g., 10 mm) reduce thinning but may compromise accuracy.
- Rotating geometry tools can improve surface finish and reduce forming forces compared to rigid tools.
7.5. Process Parameters
- Feed speed: Higher rates (e.g., 1500 mm/min) increase efficiency but may compromise surface quality.
- Vertical step size: Smaller steps (e.g., 0.2 mm) enhance surface finish but increase forming time.
- Spindle speed: Optimal speeds vary by material, with aluminum alloys performing best at 2000–3000 RPM [55].
7.6. Material Considerations
- Aluminum alloys: Commonly used due to their formability, requiring careful control of forming speed and temperature.
- Titanium alloys: May require preheating or special lubricants to prevent cracking.
- Steel sheets: Often used for industrial applications, necessitating higher forming forces [82].
7.7. Part Type Influence
- Complex shapes may require multi-stage forming strategies with varying tool paths.
- Parts with high accuracy requirements might need smaller tool diameters and step sizes.
- Large parts may benefit from robotic ISF systems for increased working volume [83].
8. Further Research Directions
- Focus research on the full integration of measurement systems with autonomous robotic platforms that will make decisions in real time.
- Develop measurement systems that will meet the requirements of flexible manufacturing in a way that will enable rapid adaptation to different materials, shapes, and production batches.
- New measurement systems should be more resistant to vibrations, temperature, and electromagnetic interference in order to maintain accuracy and precision even in demanding conditions.
- To monitor environmental impact, it is necessary to establish measurement systems that will measure emissions and other parameters related to sustainability, ensuring compliance with environmental standards.
- Develop and standardize methods for assessing measurement uncertainty in roboforming. Adopt international standards and software for assessing measurement uncertainty and implement advanced tools for uncertainty assessment and automatic inclusion in results.
9. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Meier, H.; Buff, B.; Laurischkat, R.; Smukala, V. Increasing the Part Accuracy in Dieless Robot-Based Incremental Sheet Metal Forming. CIRP Ann. 2009, 58, 233–238. [Google Scholar] [CrossRef]
- Jeswiet, J.; Geiger, M.; Engel, U.; Kleiner, M.; Schikorra, M.; Duflou, J.; Neugebauer, R.; Bariani, P.; Bruschi, S. Metal Forming Progress since 2000. CIRP J. Manuf. Sci. Technol. 2008, 1, 2–17. [Google Scholar] [CrossRef]
- Jeswiet, J. Incremental Single Point Forming. Trans. NAMRI/SME 2001, 29, 75–79. [Google Scholar]
- Toshev, R.; Bengs, D.; Helo, P.; Zamora, M. Advancing Free-Form Fabrication: Industrial Robots’ Role in Additive Manufacturing of Thermoplastics. Procedia Comput. Sci. 2024, 232, 3131–3140. [Google Scholar] [CrossRef]
- Emmens, W.C.; Sebastiani, G.; Van Den Boogaard, A.H. The Technology of Incremental Sheet Forming—A Brief Review of the History. J. Mater. Process. Technol. 2010, 210, 981–997. [Google Scholar] [CrossRef]
- Çerlek, Ö.; Akin, Y.; Tüylü, A. Incremental Sheet Metal Forming Method. In Special Issues in Material and Energy Sciences; Bridge Publications: Commerce, CA, USA, 2023; pp. 5–19. [Google Scholar]
- Edward, L. Apparatus and Process for Incremental Dieless Forming. U.S. Patent 3,342,051, 19 September 1967. [Google Scholar]
- Berghahn, W.G.; Murray, J.G.F. Method of Dielessly Forming Surfaces of Revolution. U.S. Patent 3,316,745, 2 May 1967. [Google Scholar]
- Hadoush, A. Efficient Simulation and Process Mechanics of Incremental Sheet Forming. Ph.D. Thesis, University of Twente, Enschede, The Netherlands, 2010. [Google Scholar]
- Mason, B. Sheet Metal Forming for Small Batches. Bachelor’s Thesis, University of Nottingham, Nottingham, UK, 1978. [Google Scholar]
- Pathak, J. A Brief Review of Incremental Sheet Metal Forming. Int. J. Latest Eng. Manag. Res. 2017, 2, 35–43. [Google Scholar]
- Matsubara, S. Method and Device for Forming Metal Plate. JPH07132329A, 23 May 1995. [Google Scholar]
- Shima, A.; Yoshikawa, T.; Nakamura, K.; Suda, Y.; Suzuki, S. Formation of Successively Expanding Metallic Plate and Apparatus Therefore. JPH0985355A, 31 March 1997. [Google Scholar]
- Ueno, K.; Matsuda, F.; Nagata, T.; Yamamoto, K.; Murata, A.; Nonoyama, F. Incremental Molding Method. JPH10137858A, 26 May 1998. [Google Scholar]
- Waratani, K.; Yoshikawa, T.; Nakamura, K.; Shima, A.; Endo, H.; Tajima, Y.; Suzuki, S.; Misdeki, T. Method for Continuously and Successively Bulging Metal Sheet and Device Therefore. WO2009053323A3, 20 October 2008. [Google Scholar]
- Ueno, K.; Matasuda, F.; Nagata, T.; Yamamoto, K.; Atsunobu, M.; Nonioyama, F. Male Die Forming Method of Metal Sheet. JP 10-314855, 22 May 1997. [Google Scholar]
- Ochiai, I.; Momoiyama, K.; Onawa, T.; Suzuki, S.; Miseki, T. Formation of Metallic Plate and Forming Tool. JP 11-285741, 3 April 1998. [Google Scholar]
- Murata, A.; Matsuda, F. Incremental Pressing and Forming Device. JP 2000-153313, 16 November 1998. [Google Scholar]
- Tuominen, T. Method and Apparatus for Forming Three-Dimensional Shapes in a Sheet Metal. JP 2004-291067, 21 October 2004. [Google Scholar]
- Okada, N.; Kawamura, W. Incremental Forming Method and Apparatus for the Same. JP 2006-051547, 17 April 2001. [Google Scholar]
- Okada, N.; Ro, G.; Suzuki, Y. Method and Apparatus for Incremental Forming. JP 2004-291065, 21 October 2004. [Google Scholar]
- Callebaut, B.; Duflou, J.; Verbert, J. Asymmetric Incremental Sheet Forming System. EP 1 899 089 A2, 26 July 2011. [Google Scholar]
- Klocke, F.; Wehrmeister, T. Laser-Assisted Metal Spinning of Advanced Materials. In Proceedings of the Second International WLT-Conference on Lasers in Manufacturing, Munich, Germany, 24 June 2003; pp. 195–200. [Google Scholar]
- Park, J.G.; You, B.S.; Kim, Y.S. A parametric Study in Incremental Forming of Magnesium Alloy Sheet. Trans. Mater. Process. 2008, 17, 412–419. [Google Scholar] [CrossRef]
- Kiridena, V.S.; Xia, Z.C. Method of Incrementally Forming a Workpiece. CN102343386A, 8 February 2012. [Google Scholar]
- Johnson, C.F.; Kiridena, V.S.; Ren, F.; Xia, Z.C. System and Method for Incrementally Forming a Workpiece. US8322176B2, 4 December 2012. [Google Scholar]
- Ren, F.; Xia, Z.C. Method to Improve Geometrical Accuracy of an Incrementally Formed Workpiece. US8783078B2, 2 February 2012. [Google Scholar]
- Cao, J.; Malhotra, R. System and Method for Accumulative Double Sided Incremental Forming. US9168580B2, 25 April 2013. [Google Scholar]
- Roth, J.; Cao, J. Electrical-Assisted Double Side Incremental Forming and Processes Thereof. US20120055217A1, 8 March 2012. [Google Scholar]
- Nonomura, K.; Kurozumi, K.; Inoue, K. Incremental Forming Method. US 6,561,002 B2, 13 May 2016. [Google Scholar]
- Ndip-Agbor, E.E.; Cao, J. Automated Toolpath Generation Method for Double Sided Incremental Forming. US20170227947A1, 25 December 2018. [Google Scholar]
- Ilinich, A.; Luckey, S.G.; Gillard, A.J.; Kiridena, V.S. Method to Reduce Tool Marks in Incremental Forming. US0030585A1, 17 August 2021. [Google Scholar]
- Asano, R.; Sada, K.; Oyamada, K.; Hamano, S.; Ishizaki, S.; Nagai, K. Incremental Forming Method. JP2024137168A, 10 July 2024. [Google Scholar]
- Trzepieciński, T.; Najm, S.M.; Oleksik, V.; Vasilca, D.; Paniti, I.; Szpunar, M. Recent Developments and Future Challenges in Incremental Sheet Forming of Aluminium and Aluminium Alloy Sheets. Metals 2022, 12, 124. [Google Scholar] [CrossRef]
- Lu, B.; Fang, Y.; Xu, D.K.; Chen, J.; Ou, H.; Moser, N.H.; Cao, J. Mechanism Investigation of Friction-Related Effects in Single Point Incremental Forming Using a Developed Oblique Roller-Ball Tool. Int. J. Mach. Tools Manuf. 2014, 85, 14–29. [Google Scholar] [CrossRef]
- Strano, M. Technological Representation of Forming Limits for Negative Incremental Forming of Thin Aluminum Sheets. J. Manuf. Process. 2005, 7, 122–129. [Google Scholar] [CrossRef]
- Schafer, T.; Schraft, R. Incremental Sheet Metal Forming by Industrial Robots. Rapid Prototyp. J. 2005, 11, 278–286. [Google Scholar] [CrossRef]
- Trzepieciński, T.; Krasowski, B.; Kubit, A.; Wydrzyński, D. Possibilities of Application of Incremental Sheet-Forming Technique in Aircraft Industry. Adv. Mech. Mater. Eng. 2018, 35, 87–100. [Google Scholar] [CrossRef]
- Safari, M. Two point incremental forming of a complicated shape with negative and positive dies. Iran. J. Mater. Form. 2017, 4, 51–61. [Google Scholar] [CrossRef]
- Jeswiet, J.; Duflou, J.R.; Szekeres, A. Forces in Single Point and Two Point Incremental Forming. Adv. Mater. Res. 2005, 6–8, 449–456. [Google Scholar] [CrossRef]
- Li, X.J.; Li, M.Z.; Liu, C.G.; Cai, Z.Y. Principle and Simulation Study on Multi Point-Single Point Incremental Combined Forming for Sheet Metal. Mater. Sci. Forum 2009, 626–627, 273–278. [Google Scholar] [CrossRef]
- Nourmohammadi, A.A.; Elyasi, M.; Mirnia, M.J. Flexibility Improvement in Two-Point Incremental Forming by Implementing Multi-Point Die. Int. J. Adv. Manuf. Technol. 2019, 102, 2933–2952. [Google Scholar] [CrossRef]
- Ramkumar, K.; Baskar, N.; Elangovan, K.; Narayanan, C.S.; Selvarajan, K.A.; Jesuthanam, C.P. Comparison of Multi Point Incremental Forming Tool with Single Point Incremental Forming Tool Using FLD, Fractography and 3D-Surface Roughness Analysis on Cr/Mn/Ni/Si Based Stainless Steel. Silicon 2021, 13, 487–494. [Google Scholar] [CrossRef]
- Ramkumar, K.; Selvarajan, K.A.; Narayanan, C.S.; Bejaxhin, A.B.H. Performance Analysis of Multi-Point Incremental Forming Tool Using Martensitic AISI 420 Sheet Metals. Arch. Metall. Mater. 2024, 69, 326–366. [Google Scholar] [CrossRef]
- Boudhaouia, S.; Gahbiche, M.A.; Ayed, Y.; Giraud, E.; Ben Salem, W.; Dal Santo, P. Experimental and Numerical Study of a New Hybrid Process: Multi-Point Incremental Forming (MPIF). Int. J. Mater. Form. 2018, 11, 815–827. [Google Scholar] [CrossRef]
- Zhao, X.; Ou, H. A New Flexible Multi-Point Incremental Sheet Forming Process with Multi-Layer Sheets. J. Mater. Process. Technol. 2023, 322, 118214. [Google Scholar] [CrossRef]
- Peng, W.; Ou, H.; Becker, A. Double-Sided Incremental Forming: A Review. J. Manuf. Sci. Eng. 2019, 141, 050802. [Google Scholar] [CrossRef]
- Moser, N.; Leem, D.; Ehmann, K.; Cao, J. A High-Fidelity Simulation of Double-Sided Incremental Forming: Improving the Accuracy by Incorporating the Effects of Machine Compliance. J. Mater. Process. Technol. 2021, 295, 117152. [Google Scholar] [CrossRef] [PubMed]
- Mohanty, S.; Regalla, S.P.; Daseswara Rao, Y.V. Robot-Assisted Incremental Sheet Metal Forming under the Different Forming Condition. J Braz. Soc. Mech. Sci. Eng. 2019, 41, 74. [Google Scholar] [CrossRef]
- Antonov, A. Parallel–Serial Robotic Manipulators: A Review of Architectures, Applications, and Methods of Design and Analysis. Machines 2024, 12, 811. [Google Scholar] [CrossRef]
- Belchior, J.; Guillo, M.; Courteille, E.; Maurine, P.; Leotoing, L.; Guines, D. Off-Line Compensation of the Tool Path Deviations on Robotic Machining: Application to Incremental Sheet Forming. Robot. Comput.-Integr. Manuf. 2013, 29, 58–69. [Google Scholar] [CrossRef]
- Thiery, S.; Zein El Abdine, M.; Heger, J.; Ben Khalifa, N. Closed-Loop Control of Product Geometry by Using an Artificial Neural Network in Incremental Sheet Forming with Active Medium. Int. J. Mater. Form. 2021, 14, 1319–1335. [Google Scholar] [CrossRef]
- Nallagundla, V.R.; Lingam, R.; Cao, J. Incremental Sheet Metal Forming Processes. In Handbook of Manufacturing Engineering and Technology; Nee, A., Ed.; Springer: London, UK, 2014; pp. 1–37. ISBN 978-1-4471-4976-7. [Google Scholar]
- Tisza, M. General Overview of Sheet Incremental Forming. J. Achiev. Mater. Manuf. Eng. 2012, 55, 113–120. [Google Scholar]
- Popp, G.-P.; Racz, S.-G.; Breaz, R.-E.; Oleksik, V.S.; Popp, M.-O.; Morar, D.-E.; Chicea, A.-L.; Popp, I.-O. State of the Art in Incremental Forming: Process Variants, Tooling, Industrial Applications for Complex Part Manufacturing and Sustainability of the Process. Materials 2024, 17, 5811. [Google Scholar] [CrossRef]
- Schuh, G.; Bergweiler, G.; Fiedler, F.; Bickendorf, P.; Colag, C. A Review on Flexible Forming of Sheet Metal Parts. In Proceedings of the 2019 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Macao, China, 15–18 December 2019; pp. 1221–1225. [Google Scholar]
- Bhoyar, P.K.; Borade, A.B. The Use of Single Point Incremental Forming for Customized Implants of Unicondylar Knee Arthroplasty: A Review. Res. Biomed. Eng. 2015, 31, 352–357. [Google Scholar] [CrossRef]
- Milutinović, M.; Lenđel, R.; Potran, M.; Vilotić, D.; Skakun, P.; Plančak, M. Application of Single Point Incremental Forming for Manufacturing of Denture Base. Adv. Technol. Mater. 2014, 39, 15–24. [Google Scholar]
- Li, W.; Attallah, M.M.; Essa, K. Heat-Assisted Incremental Sheet Forming for High-Strength Materials—A Review. Int. J. Adv. Manuf. Technol. 2023, 124, 2011–2036. [Google Scholar] [CrossRef]
- Göttmann, A.; Diettrich, J.; Bergweiler, G.; Bambach, M.; Hirt, G.; Loosen, P.; Poprawe, R. Laser-Assisted Asymmetric Incremental Sheet Forming of Titanium Sheet Metal Parts. Prod. Eng. Res. Dev. 2011, 5, 263–271. [Google Scholar] [CrossRef]
- Ge, T.; Li, Y.; Gao, D.; Yang, C.; Li, F. Hybridizing Additive Manufacturing and Sheet Forming Process to Manufacture Complex Components with Multi-Features: A Review. J. Manuf. Process. 2024, 124, 345–364. [Google Scholar] [CrossRef]
- Cherukupally, S.; Nagallapati, V.; Konka, P.; Simhambhatla, S.; Nallagundla, V.R. Brief Paper: Judicious Hybridization of Incremental Forming and Additive Manufacturing to Enhance Product Complexity Through Non-Planar Substrate/Deposition. In Proceedings of the International Manufacturing Science and Engineering Conference, Knoxville, TN, USA, 17–21 June 2024. [Google Scholar]
- Ambrogio, G.; Gagliardi, F.; Muzzupappa, M.; Filice, L. Additive-Incremental Forming Hybrid Manufacturing Technique to Improve Customised Part Performance. J. Manuf. Process. 2019, 37, 386–391. [Google Scholar] [CrossRef]
- Cheng, R. Investigation of Acoustic Softening and Its Application in Ultrasonic Assisted Incremental Sheet Forming. Ph.D. Thesis, University of Michigan, Ann Arbor, MI, USA, 2022. [Google Scholar]
- Kim, Y.H.; Park, J.J. Effect of Process Parameters on Formability in Incremental Forming of Sheet Metal. J. Mater. Process. Technol. 2002, 130–131, 42–46. [Google Scholar] [CrossRef]
- Patel, D.; Gandhi, A. A Review Article on Process Parameters Affecting Incremental Sheet Forming (ISF). Mater. Today Proc. 2022, 63, 368–375. [Google Scholar] [CrossRef]
- Ai, S.; Lu, B.; Chen, J.; Long, H.; Ou, H. Evaluation of Deformation Stability and Fracture Mechanism in Incremental Sheet Forming. Int. J. Mech. Sci. 2017, 124–125, 174–184. [Google Scholar] [CrossRef]
- Ghazi, S.K.; Salloom, M.Y.; Bedan, A.S. Experimental Evaluation of a System to Control the Incremental Forming of Aluminum Alloy Type 1050. Eng. Technol. Appl. Sci. Res. 2024, 14, 16943–16949. [Google Scholar] [CrossRef]
- Ham, M.; Jeswiet, J. Single Point Incremental Forming and the Forming Criteria for AA3003. CIRP Ann. 2006, 55, 241–244. [Google Scholar] [CrossRef]
- Crina, R. Determination of the Maximum Forming Angle of Some Carbon Metal Sheets. J. Eng. Stud. Res. 2011, 17, 71. [Google Scholar]
- Ambrogio, G.; Costantino, I.; De Napoli, L.; Filice, L.; Fratini, L.; Muzzupappa, M. Influence of Some Relevant Process Parameters on the Dimensional Accuracy in Incremental Forming: A Numerical and Experimental Investigation. J. Mater. Process. Technol. 2004, 153–154, 501–507. [Google Scholar] [CrossRef]
- Lingam, R.; Bansal, A.; Reddy, N.V. Analytical Prediction of Formed Geometry in Multi-Stage Single Point Incremental Forming. Int. J. Mater. Form. 2016, 9, 395–404. [Google Scholar] [CrossRef]
- Gatea, S.; Ou, H.; McCartney, G. Review on the Influence of Process Parameters in Incremental Sheet Forming. Int. J. Adv. Manuf. Technol. 2016, 87, 479–499. [Google Scholar] [CrossRef]
- Paul, E.; Bharti, S.; Uthama, A.; Boby, R.A.; Krishnaswamy, H.; Klimchik, A. Evaluation of Deviations Due to Robot Configuration For Robot-Based Incremental Sheet Metal Forming. In Proceedings of the 2023 6th International Conference on Advances in Robotics, Rupnagar, India, 5–8 July 2023; Association for Computing Machinery: New York, NY, USA, 2023; pp. 1–6. [Google Scholar]
- Bharti, S.; Paul, E.; Uthaman, A.; Krishnaswamy, H.; Klimchik, A.; Abraham Boby, R. Systematic Analysis of Geometric Inaccuracy and Its Contributing Factors in Roboforming. Sci. Rep. 2024, 14, 20291. [Google Scholar] [CrossRef]
- JCGM. International Vocabulary of Metrology—Basic and General Concepts and Associated Terms. Chem. Int. Newsmag. IUPAC 2008, 30, 21–22. [Google Scholar]
- Alves, J.; Lima, T.M.; Gaspar, P.M. Is Industry 5.0 a Human-Centred Approach? A Systematic Review. Processes 2023, 11, 193. [Google Scholar] [CrossRef]
- Ingarao, G.; Ambrogio, G.; Gagliardi, F.; Di Lorenzo, R. A Sustainability Point of View on Sheet Metal Forming Operations: Material Wasting and Energy Consumption in Incremental Forming and Stamping Processes. J. Clean. Prod. 2012, 29–30, 255–268. [Google Scholar] [CrossRef]
- Torres, S.; Caldeŕon, E.; Ortega, R.; Acosta, P. Sustainability in Terms of Energy Consumption in Processes of Incremental Forming and Stamping. Mater. Today Proc. 2022, 49, 175–180. [Google Scholar] [CrossRef]
- Liu, F.; Li, Y.; Ghafoor, S.; Cheng, Z.; Li, F.; Li, J. Sustainability Assessment of Incremental Sheet Forming: A Review. Int. J. Adv. Manuf. Technol. 2022, 119, 1385–1405. [Google Scholar] [CrossRef]
- Riaz, A.A.; Hussain, G.; Iqbal, A.; Esat, V.; Alkahtani, M.; Khan, A.M.; Ullah, N.; Xiao, M.; Khan, S. Energy Consumption, Carbon Emissions, Product Cost, and Process Time in Incremental Sheet Forming Process: A Holistic Review from Sustainability Perspective. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2022, 236, 1683–1705. [Google Scholar] [CrossRef]
- Nasulea, D.; Oancea, G. Incremental Deformation: A Literature Review. MATEC Web Conf. 2017, 121, 03017. [Google Scholar] [CrossRef]
- Paniti, I.; Somló, J. Novel Incremental Sheet Forming System with Tool-Path Calculation Approach. Acta Polytech. Hung. 2014, 11, 43–60. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aspect | Previous Reviews | This Review |
|---|---|---|
| Historical coverage | Limited to specific periods | Comprehensive from 1960s to present |
| Process classification | Basic categorization | Detailed classification including emerging hybrid methods |
| Sustainability analysis | Often overlooked | In-depth discussion of energy efficiency and material waste |
| Future directions | General suggestions | Specific research gaps identified |
| Industry 5.0 alignment | Not typically addressed | Explicit connection to Industry 5.0 principles |
| Key Advancements in Functionality | Description | |
|---|---|---|
| 1 | Increased precision and complexity of shapes | Development of CNC-controlled processes enabled more precise and complex forming |
| 2 | Improved surface quality of formed parts | Introduction of rolling tools to decrease friction |
| 3 | Reduced forming forces and spring-back effect | Integration of localized heating methods like electrically-assisted and laser-assisted ISF |
| 4 | Increased maximum forming angle | Multi-stage forming techniques allow for steeper wall angles, approaching 90° |
| 5 | Expanded application to harder-to-form materials | Heat-assisted methods improve formability of difficult materials |
| 6 | Integration with other manufacturing technologies | Combination with additive manufacturing and laser heating processes |
| 7 | Automation and process optimization | Development of robotic ISF systems and advanced control algorithms |
| 8 | Improved energy efficiency and sustainability | ISF requires less material and energy compared to traditional forming methods |
| 9 | Enhanced formability | ISF processes generally achieve higher formability than conventional deep drawing |
| 10 | Increased flexibility and cost-effectiveness for small batches | Elimination of specialized dies reduces costs for low production runs |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Keran, Z.; Runje, B.; Piljek, P.; Razumić, A. Roboforming in ISF—Characteristics, Development, and the Step Towards Industry 5.0. Sustainability 2025, 17, 2562. https://doi.org/10.3390/su17062562
Keran Z, Runje B, Piljek P, Razumić A. Roboforming in ISF—Characteristics, Development, and the Step Towards Industry 5.0. Sustainability. 2025; 17(6):2562. https://doi.org/10.3390/su17062562
Chicago/Turabian StyleKeran, Zdenka, Biserka Runje, Petar Piljek, and Andrej Razumić. 2025. "Roboforming in ISF—Characteristics, Development, and the Step Towards Industry 5.0" Sustainability 17, no. 6: 2562. https://doi.org/10.3390/su17062562
APA StyleKeran, Z., Runje, B., Piljek, P., & Razumić, A. (2025). Roboforming in ISF—Characteristics, Development, and the Step Towards Industry 5.0. Sustainability, 17(6), 2562. https://doi.org/10.3390/su17062562