
Impact of Conventional and Laser-Assisted Machining on the Microstructure and Mechanical Properties of Ti-Nb-Cr-V-Ni High-Entropy Alloy Fabricated with Directed Energy Deposition



Abstract
1. Introduction
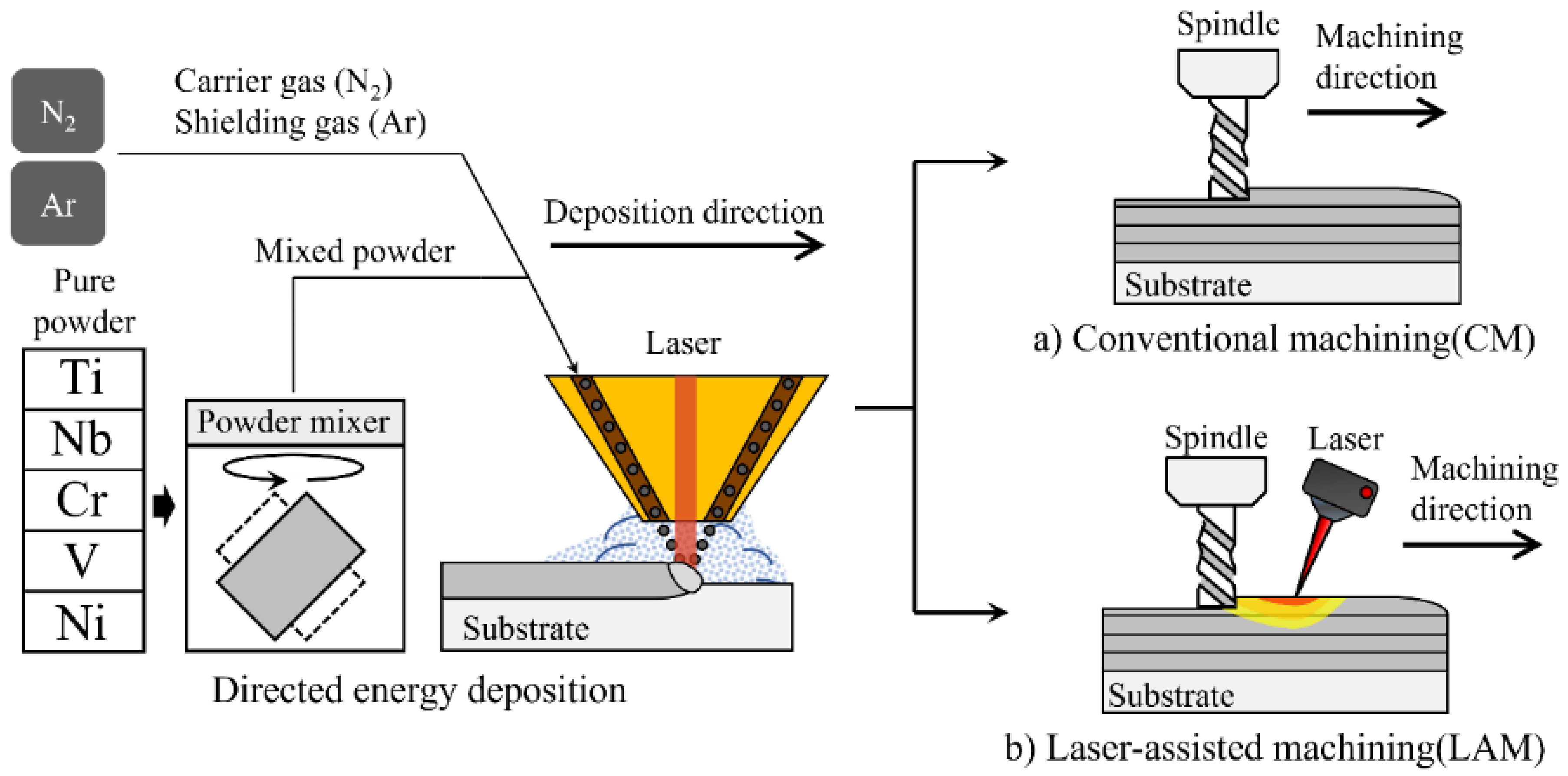
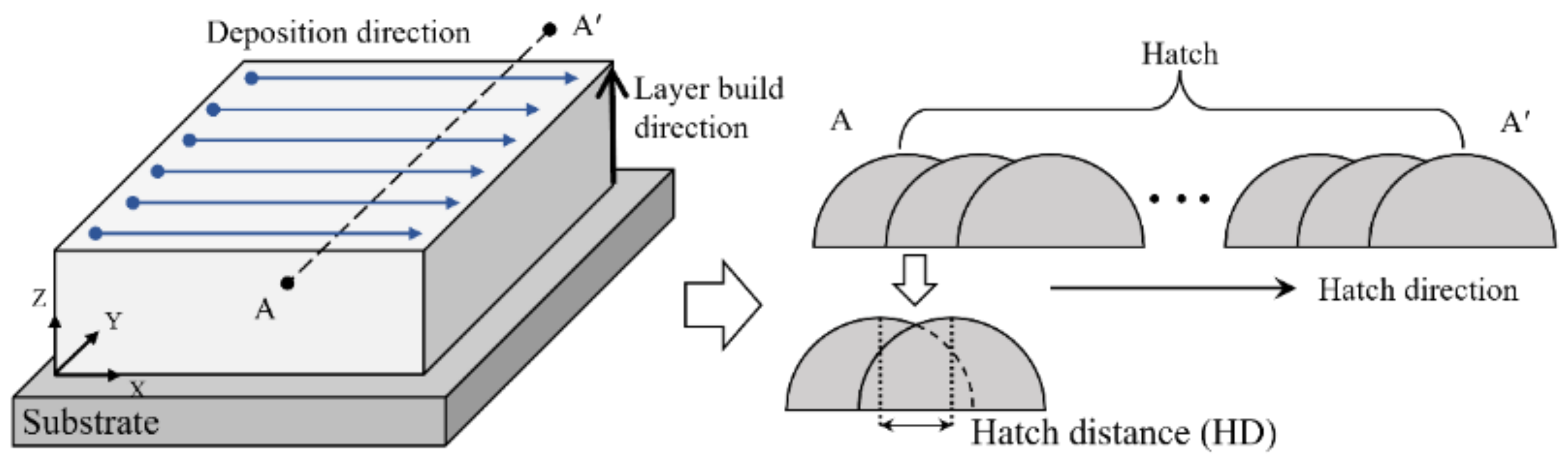
2. Materials and DED Processing
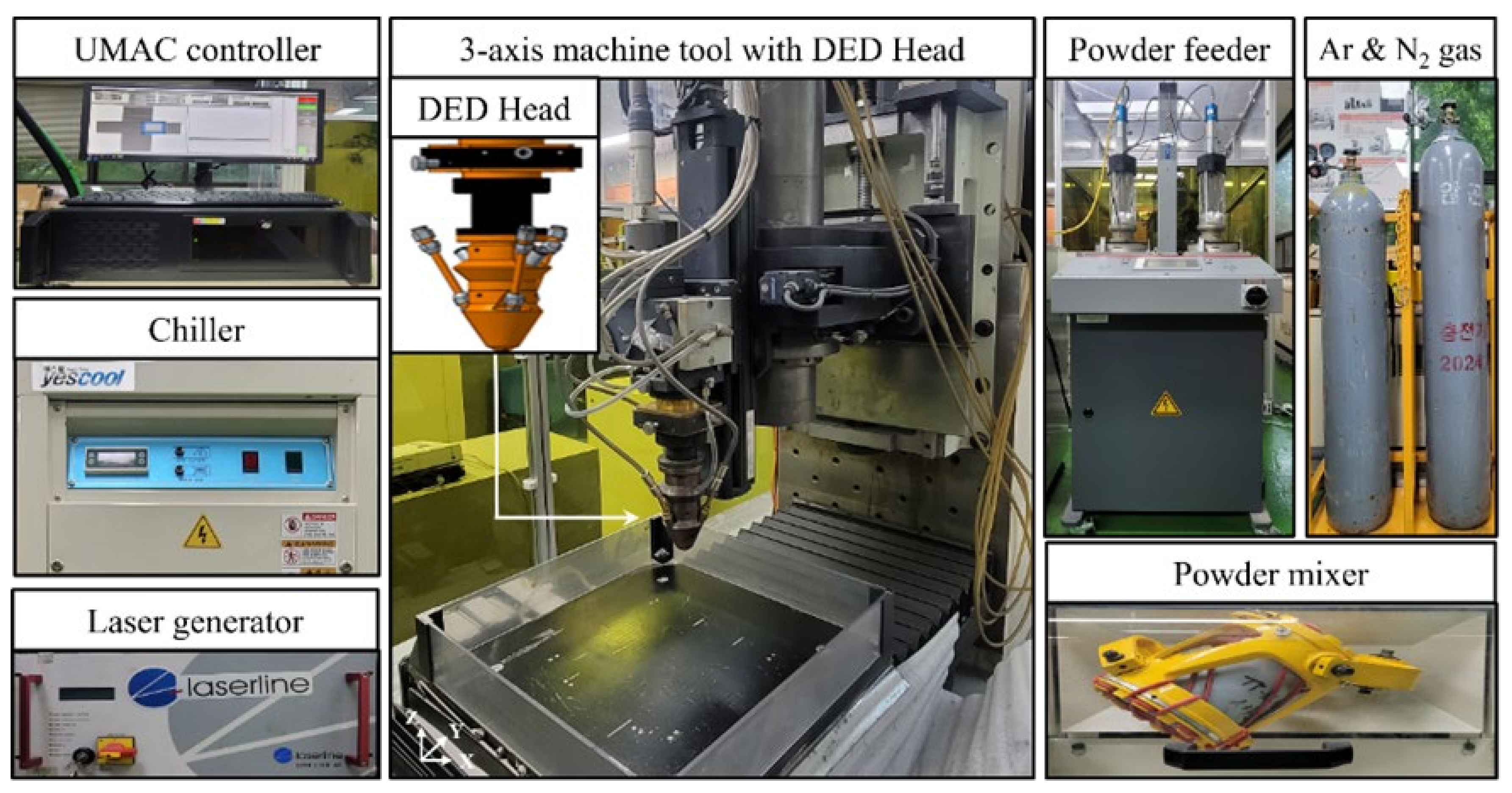
2.1. DED Equipment
2.2. Experimental Procedure of LAM
3. Results
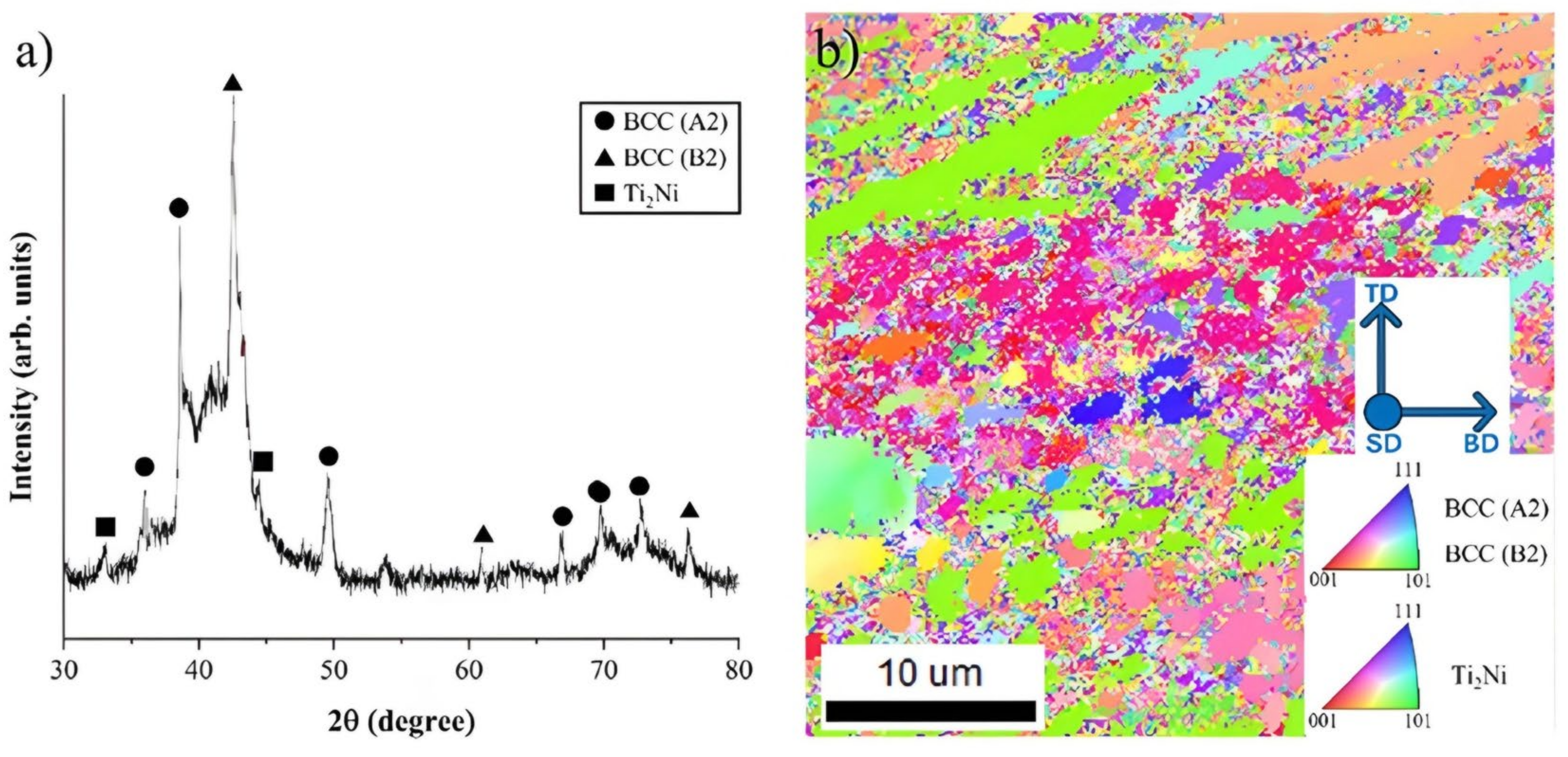
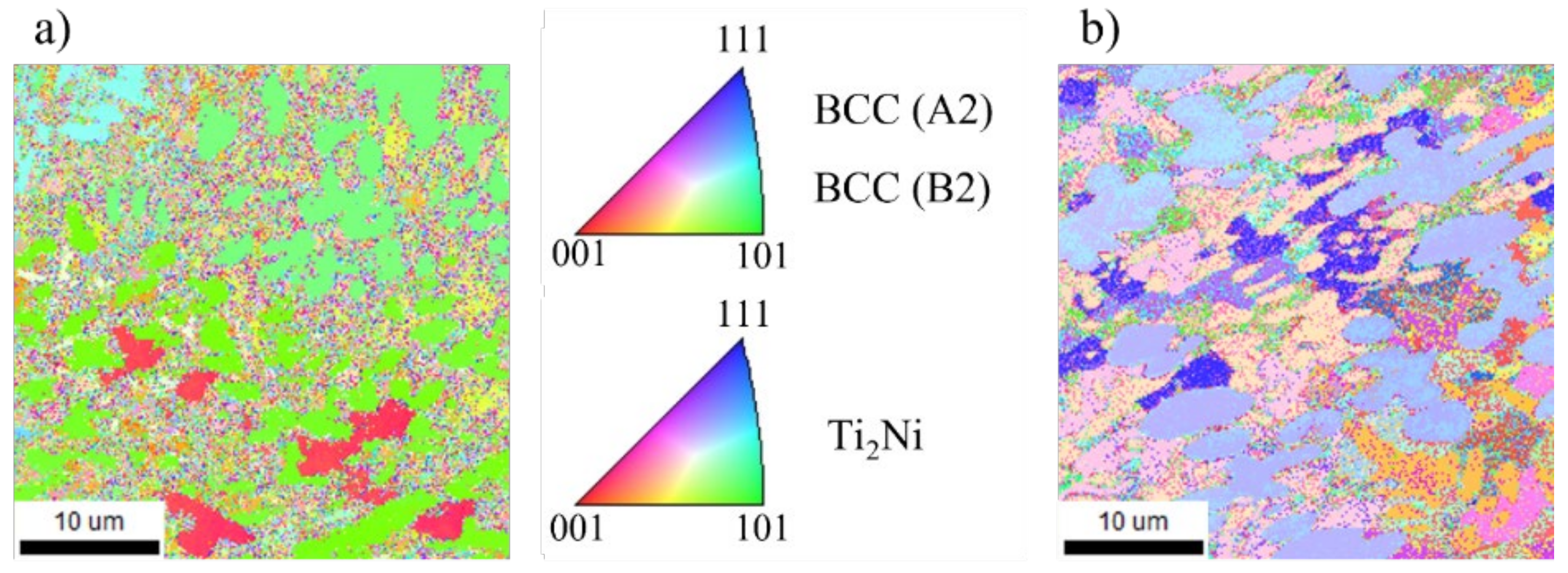
3.1. Microstructural Analysis
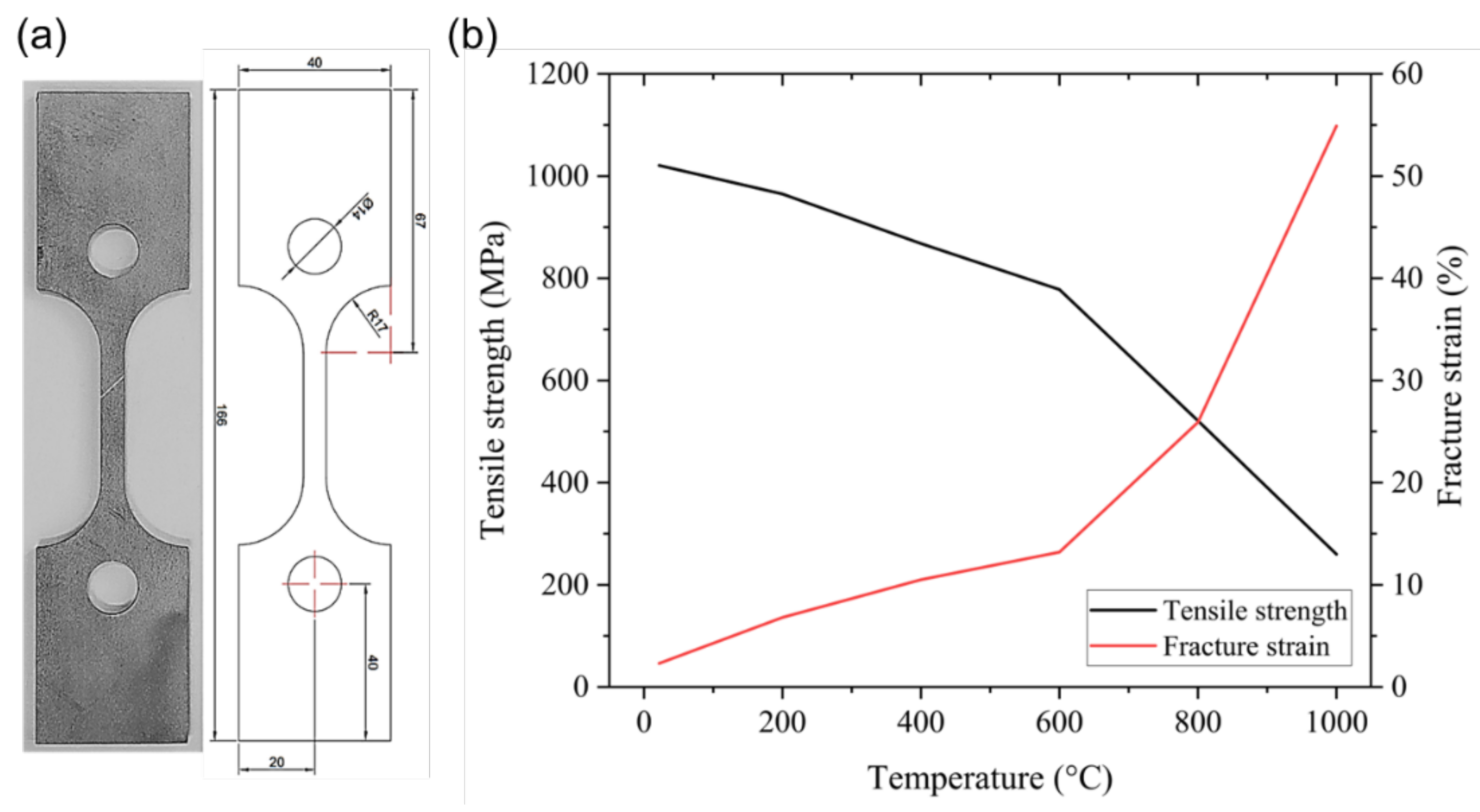
3.2. Mechanical Properties
3.3. Thermal Conductivity
4. Analysis of LAM Processing
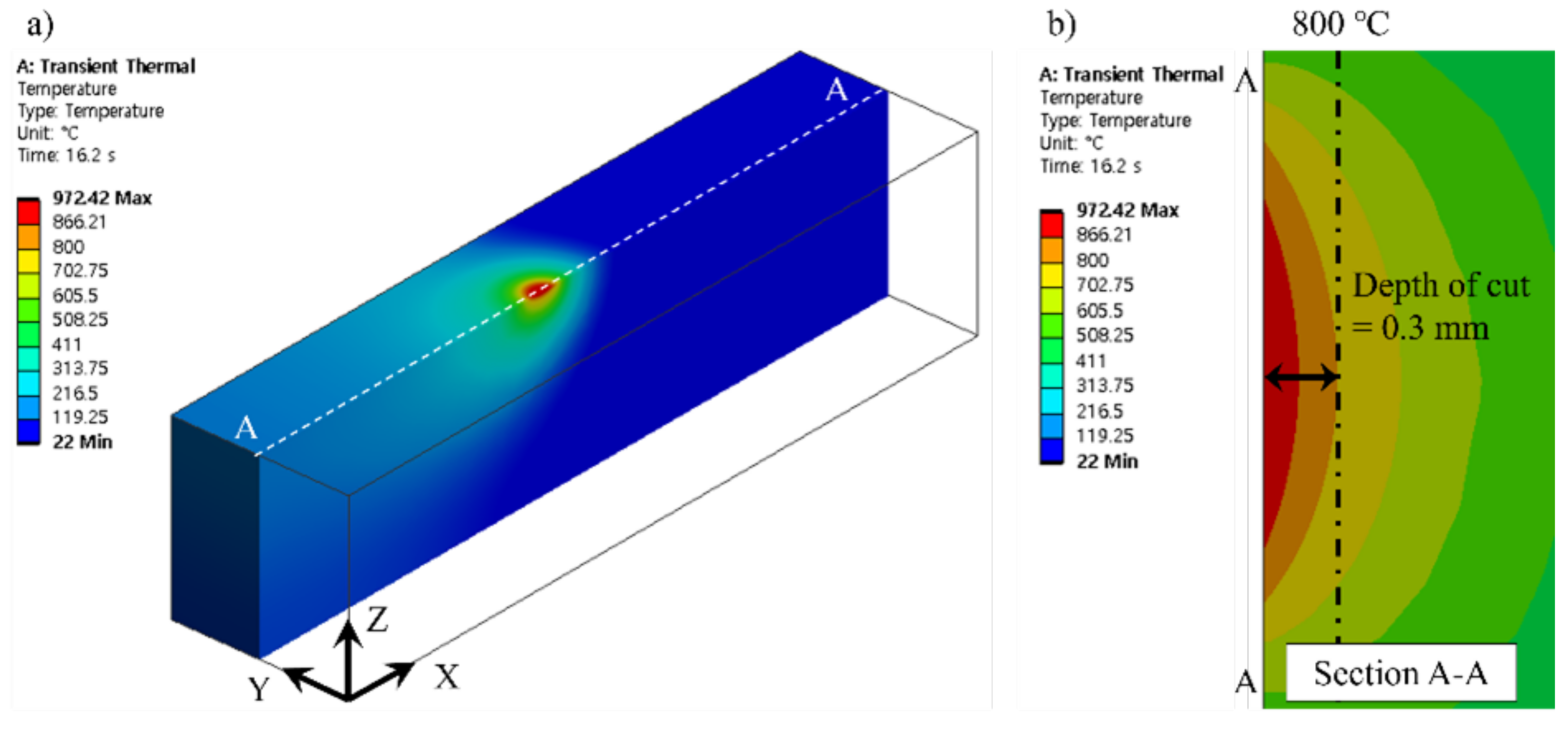
5. Analysis of Thermally Simulated Process
6. Conclusions
- The deposited Ti-Nb-Cr-V-Ni alloy showed BCC A2 and BCC B2 phases and a precipitated Ti2Ni phase.
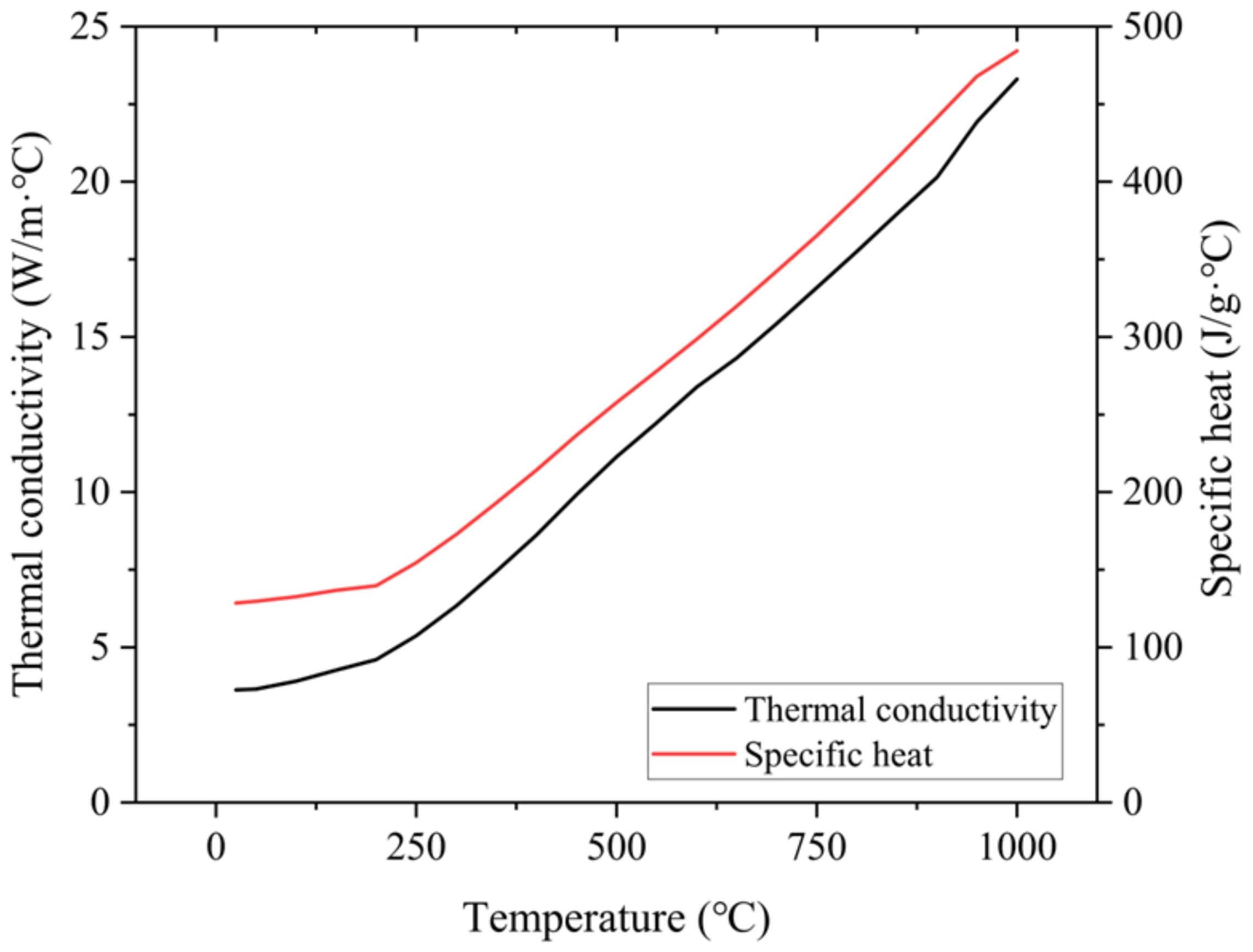
- The alloy indicated improved tensile strength and brittleness, with significant softening occurring above 800 °C, significantly reducing tensile strength. In addition, the thermal conductivity and specific heat rose with temperature, whereas tensile strength also dropped.
- According to thermally simulated processes, the ideal preheating temperature for LAM was 800 °C, and the cutting depth was set at 0.3 mm.
- Microhardness
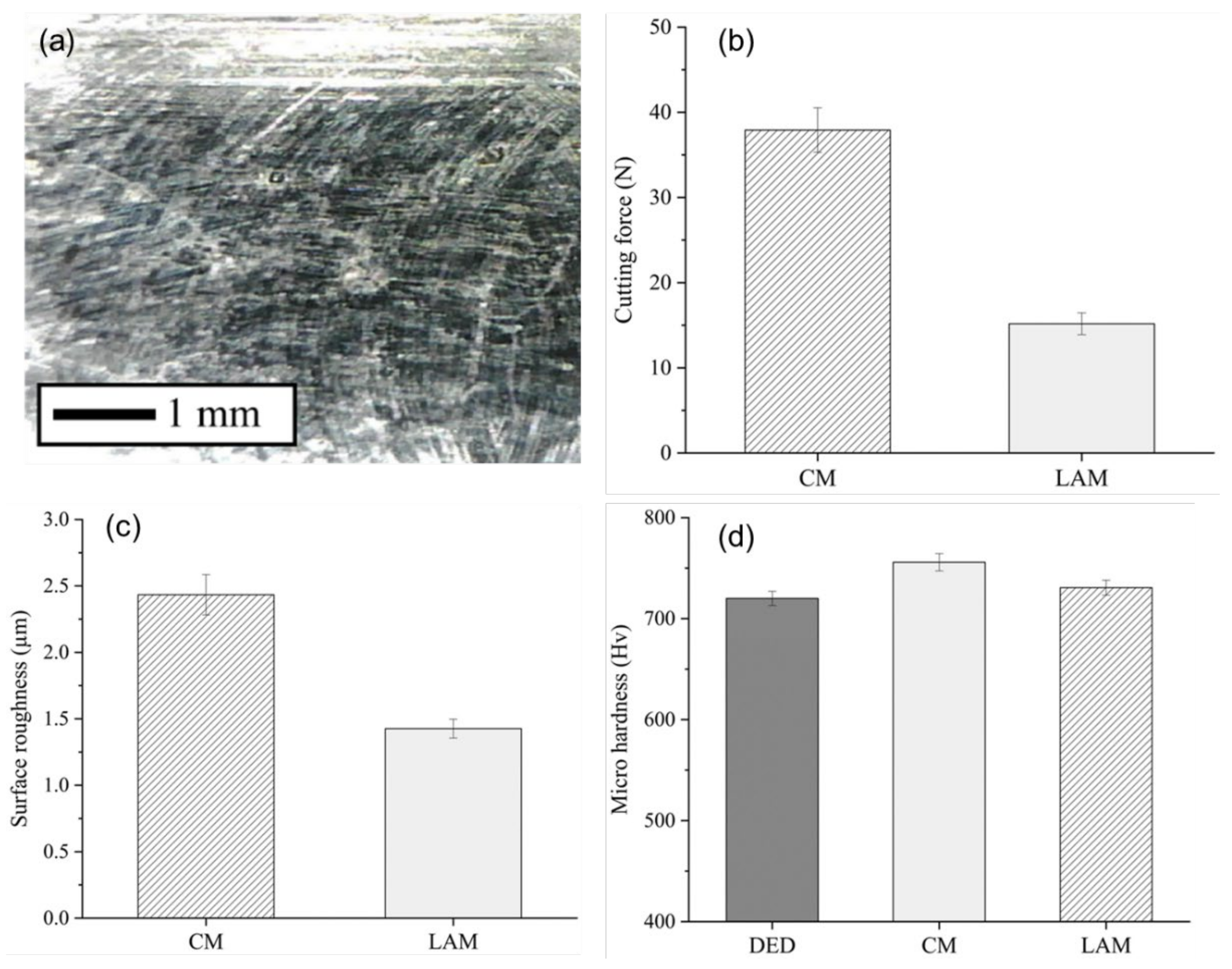
- Increased by 1.48% for LAM and 4.98% for CM, corresponding to a reduction in grain size from 3.66 μm to 2.20 μm following CM and 3.18 μm after LAM. This decrease is associated with work hardening due to machining heat.
- In LAM, machining eliminated the majority of heat-affected zones (HAZ), leading to negligible work hardening due to a 60.0% decrease in cutting force relative to conventional machining (CM) that elevated loads induced more significant changes in mechanical properties and additional grain size reduction.
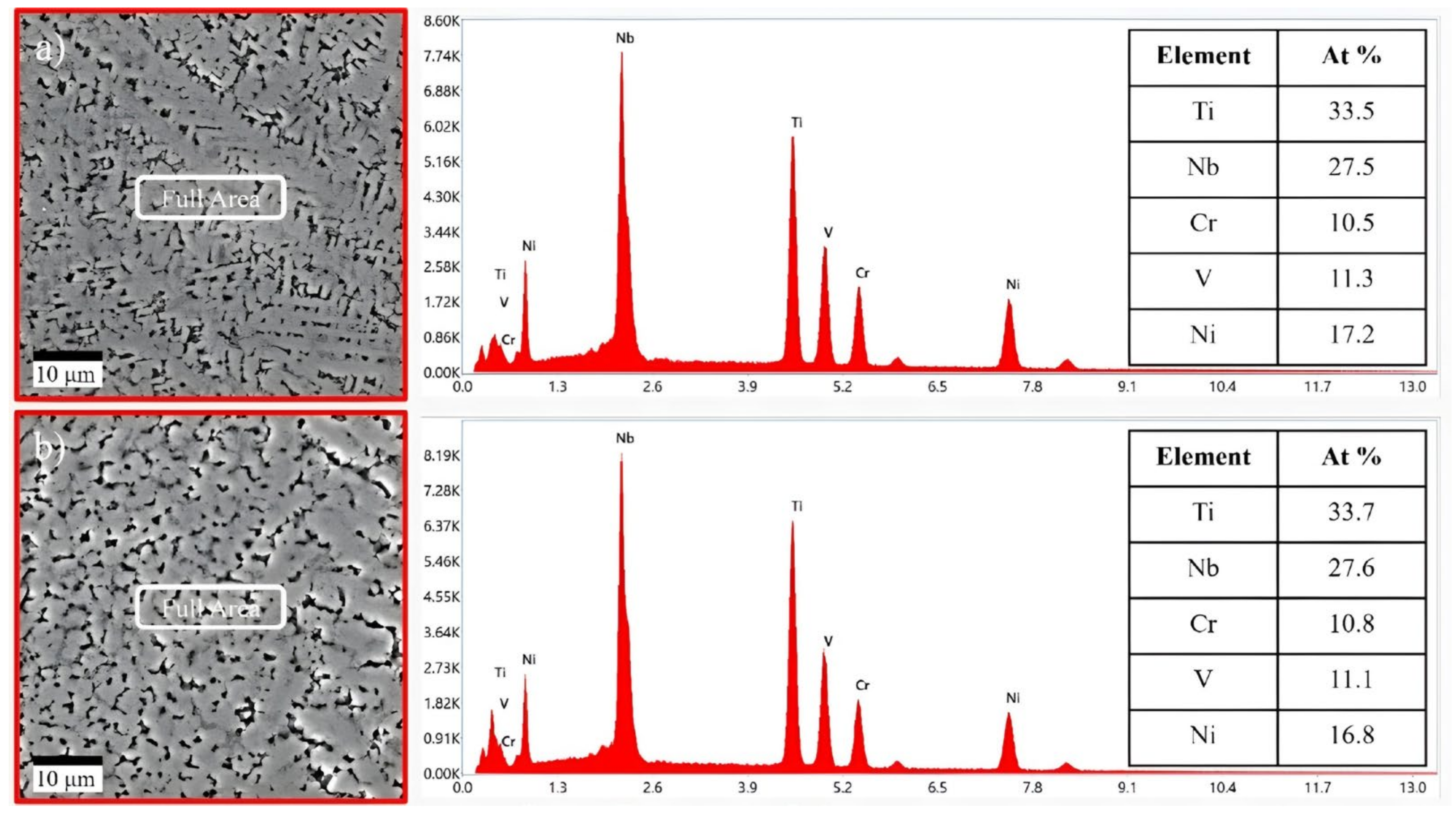
- LAM’s surface roughness improved by 41.4% compared to CM, but the chemical composition of Ti-Nb-Cr-V-Ni remained unaffected following post-processing with both.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhang, L.S.; Ma, G.L.; Fu, L.C.; Tian, J.Y. Recent Progress in High-Entropy Alloys. Adv. Mat. Res. 2013, 631–632, 227–232. [Google Scholar] [CrossRef]
- Ye, Y.F.; Wang, Q.; Lu, J.; Liu, C.T.; Yang, Y. High-Entropy Alloy: Challenges and Prospects. Mater. Today 2016, 19, 349–362. [Google Scholar] [CrossRef]
- Senkov, O.N.; Wilks, G.B.; Miracle, D.B.; Chuang, C.P.; Liaw, P.K. Refractory High-Entropy Alloys. Intermetallics 2010, 18, 1758–1765. [Google Scholar] [CrossRef]
- Jeong, H.-I.; Lee, C.-M.; Kim, D.-H. Manufacturing of Ti-Nb-Cr-V-Ni-Al Refractory High-Entropy Alloys Using Direct Energy Deposition. Materials 2022, 15, 6570. [Google Scholar] [CrossRef] [PubMed]
- Ahn, D.G. Directed Energy Deposition (DED) Process: State of the Art. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 8, 703–742. [Google Scholar] [CrossRef]
- Chen, S.; Tong, Y.; Liaw, P.K. Additive Manufacturing of High-Entropy Alloys: A Review. Entropy 2018, 20, 937. [Google Scholar] [CrossRef]
- Yadroitsev, I.; Smurov, I. Surface Morphology in Selective Laser Melting of Metal Powders. Phys. Procedia 2011, 12, 264–270. [Google Scholar] [CrossRef]
- Yadollahi, A.; Shamsaei, N. Additive Manufacturing of Fatigue Resistant Materials: Challenges and Opportunities. Int. J. Fatigue 2017, 98, 14–31. [Google Scholar] [CrossRef]
- Ge, J.; Pillay, S.; Ning, H. Post-Process Treatments for Additive-Manufactured Metallic Structures: A Comprehensive Review. J. Mater. Eng. Perform. 2023, 32, 7073–7122. [Google Scholar] [CrossRef]
- Flynn, J.M.; Shokrani, A.; Newman, S.T.; Dhokia, V. Hybrid Additive and Subtractive Machine Tools—Research and Industrial Developments. Int. J. Mach. Tools Manuf. 2016, 101, 79–101. [Google Scholar] [CrossRef]
- Venkatesan, K.; Ramanujam, R.; Kuppan, P. Laser-Assisted Machining of Difficult to Cut Materials: Research Opportunities and Future Directions—A Comprehensive Review. Procedia Eng. 2014, 97, 1626–1636. [Google Scholar] [CrossRef]
- Sun, S.; Brandt, M.; Dargusch, M.S. Thermally Enhanced Machining of Hard-to-Machine Materials—A Review. Int. J. Mach. Tools Manuf. 2010, 50, 663–680. [Google Scholar] [CrossRef]
- Lee, C.M.; Woo, W.S.; Kim, D.H.; Oh, W.J.; Oh, N.S. Laser-Assisted Hybrid Processes: A Review. Int. J. Precis. Eng. Manuf. 2016, 17, 257–267. [Google Scholar] [CrossRef]
- Erdenechimeg, K.; Jeong, H.I.; Lee, C.M. A Study on the Laser-Assisted Machining of Carbon Fiber Reinforced Silicon Carbide. Materials 2019, 12, 2061. [Google Scholar] [CrossRef] [PubMed]
- Lee, H.; Lim, C.H.J.; Low, M.J.; Tham, N.; Murukeshan, V.M.; Kim, Y.J. Lasers in Additive Manufacturing: A Review. Int. J. Precis. Eng. Manuf. Green Technol. 2017, 4, 307–322. [Google Scholar] [CrossRef]
- Zhai, C.; Xu, J.; Hou, Y.; Sun, G.; Zhao, B.; Yu, H. Effect of Fiber Orientation on Surface Characteristics of C/SiC Composites by Laser-Assisted Machining. Ceram. Int. 2022, 48, 6402–6413. [Google Scholar] [CrossRef]
- Anderson, M.; Patwa, R.; Shin, Y.C. Laser-Assisted Machining of Inconel 718 with an Economic Analysis. Int. J. Mach. Tools Manuf. 2006, 46, 1879–1891. [Google Scholar] [CrossRef]
- Feng, Y.; Hung, T.P.; Lu, Y.T.; Lin, Y.F.; Hsu, F.C.; Lin, C.F.; Lu, Y.C.; Lu, X.; Liang, S.Y. Surface Roughness Modeling in Laser-Assisted End Milling of Inconel 718. Mach. Sci. Technol. 2019, 23, 650–668. [Google Scholar] [CrossRef]
- Wang, Y.; Yang, L.J.; Wang, N.J. An Investigation of Laser-Assisted Machining of Al2O3 Particle Reinforced Aluminum Matrix Composite. J. Mater. Process Technol. 2002, 129, 268–272. [Google Scholar] [CrossRef]
- Woo, W.S.; Kim, E.J.; Jeong, H.I.; Lee, C.M. Laser-Assisted Machining of Ti-6Al-4V Fabricated by DED Additive Manufacturing. Int. J. Precis. Eng. Manuf. Green Technol. 2020, 7, 559–572. [Google Scholar] [CrossRef]
- Kim, E.J.; Lee, C.M.; Kim, D.H. The Effect of Post-Processing Operations on Mechanical Characteristics of 304L Stainless Steel Fabricated Using Laser Additive Manufacturing. J. Mater. Res. Technol. 2021, 15, 1370–1381. [Google Scholar] [CrossRef]
- Kim, J.-H.; Lee, C.-M.; Kim, D.-H. The Effect of Plasma-Assisted Machining and Additive Path Strategies of Inconel 718 Manufactured with Directed Energy Deposition. J. Mater. Res. Technol. 2022, 19, 1658–1672. [Google Scholar] [CrossRef]
- Lee, Y.H.; Lee, C.M. A Study on Optimal Machining Conditions and Energy Efficiency in Plasma Assisted Machining of Ti-6Al-4V. Materials 2019, 12, 2590. [Google Scholar] [CrossRef]
- Cai, Z.; Jin, G.; Cui, X.; Liu, Z.; Zheng, W.; Li, Y.; Wang, L. Synthesis and Microstructure Characterization of Ni-Cr-Co-Ti-V-Al High Entropy Alloy Coating on Ti-6Al-4V Substrate by Laser Surface Alloying. Mater. Charact. 2016, 120, 229–233. [Google Scholar] [CrossRef]
- Jeong, H.I.; Kim, D.H.; Lee, C.M. Multi-Material Deposition of Inconel 718 and Ti–6Al–4V Using the Ti–Nb–Cr–V–Ni High Entropy Alloy Intermediate Layer. J. Mater. Res. Technol. 2024, 29, 3217–3227. [Google Scholar] [CrossRef]
- Sheng, L.; Yang, Y.; Xi, T. Effect of Heat Treatment on Morphology Evolution of Ti2Ni Phase in Ti-Ni-Al-Zr Alloy. In Proceedings of the IOP Conference Series: Materials Science and Engineering, Bangkok, Thailand, 24–26 February 2018; Institute of Physics Publishing: Bristol, UK, 2018; Volume 322. [Google Scholar]
- Menou, E.; Tancret, F.; Toda-Caraballo, I.; Ramstein, G.; Castany, P.; Bertrand, E.; Gautier, N.; Rivera Díaz-Del-Castillo, P.E.J. Computational Design of Light and Strong High Entropy Alloys (HEA): Obtainment of an Extremely High Specific Solid Solution Hardening. Scr. Mater. 2018, 156, 120–123. [Google Scholar] [CrossRef]
- Miracle, D.B.; Senkov, O.N. A Critical Review of High Entropy Alloys and Related Concepts. Acta Mater. 2017, 122, 448–511. [Google Scholar] [CrossRef]
- Ahn, D.; Kweon, J.H.; Kwon, S.; Song, J.; Lee, S. Representation of Surface Roughness in Fused Deposition Modeling. J. Mater. Process. Technol. 2009, 209, 5593–5600. [Google Scholar] [CrossRef]
- Turner, B.N.; Gold, S.A. A Review of Melt Extrusion Additive Manufacturing Processes: II. Materials, Dimensional Accuracy, and Surface Roughness. Rapid Prototyp. J. 2015, 21, 250–261. [Google Scholar] [CrossRef]
- Kaynak, Y.; Kitay, O. The Effect of Post-Processing Operations on Surface Characteristics of 316L Stainless Steel Produced by Selective Laser Melting. Addit. Manuf. 2019, 26, 84–93. [Google Scholar] [CrossRef]
- Woo, W.S.; Lee, C.M. Innovative Use of Multi-Heat Sources for Improvement of Tool Life in Thermally Assisted Machining of High-Strength Material. J. Manuf. Process 2019, 38, 30–37. [Google Scholar] [CrossRef]
- Jeong, H.I.; Lee, C.M. A Study on Improvement of Tool Life Using a Heat Shield in Laser Assisted Machining to Inconel 718. Opt. Laser Technol. 2021, 142, 107208. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element (at%) | Ti | Nb | Cr | V |
|---|---|---|---|---|
| 33.0 | 28.0 | 11.0 | 11.0 |
| Parameter | Value | Parameter | Value |
|---|---|---|---|
| Laser power (W) | 2000 | Machining method | CM, LAM |
| Laser scanning speed (mm/s) | 10 | Preheating temperature (°C) | 930 |
| Powder feed rate (g/min) | 13 | Feed rate (mm/min) | 100 |
| Hatch spacing (mm) | 1.34 | Depth of cut (mm) | 0.3 |
| Shield gas flow rate (L/min) | 15 | Spindle speed (rpm) | 10,000 |
| Element, at% | Ti | Nb | Cr | V | Ni |
|---|---|---|---|---|---|
| BCC A2 phase | 34.5 | 27.1 | 9.2 | 10.9 | 18.3 |
| BCC B2 phase | 31.8 | 22.0 | 8.3 | 11.6 | 26.3 |
| Ti2Ni phase | 31.1 | 22.2 | 9.3 | 10.6 | 26.8 |
| Ti-Nb-Cr-V-Ni area | 34.1 | 26.2 | 10.2 | 12.8 | 16.7 |
| Designed composition | 33 | 28 | 11 | 11 | 17 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeong, H.-I.; Salem, O.; Jung, D.-W.; Lee, C.-M.; Lee, J.-H. Impact of Conventional and Laser-Assisted Machining on the Microstructure and Mechanical Properties of Ti-Nb-Cr-V-Ni High-Entropy Alloy Fabricated with Directed Energy Deposition. Micromachines 2024, 15, 1457. https://doi.org/10.3390/mi15121457
Jeong H-I, Salem O, Jung D-W, Lee C-M, Lee J-H. Impact of Conventional and Laser-Assisted Machining on the Microstructure and Mechanical Properties of Ti-Nb-Cr-V-Ni High-Entropy Alloy Fabricated with Directed Energy Deposition. Micromachines. 2024; 15(12):1457. https://doi.org/10.3390/mi15121457
Chicago/Turabian StyleJeong, Ho-In, Osama Salem, Dong-Won Jung, Choon-Man Lee, and Jeung-Hoon Lee. 2024. "Impact of Conventional and Laser-Assisted Machining on the Microstructure and Mechanical Properties of Ti-Nb-Cr-V-Ni High-Entropy Alloy Fabricated with Directed Energy Deposition" Micromachines 15, no. 12: 1457. https://doi.org/10.3390/mi15121457
APA StyleJeong, H.-I., Salem, O., Jung, D.-W., Lee, C.-M., & Lee, J.-H. (2024). Impact of Conventional and Laser-Assisted Machining on the Microstructure and Mechanical Properties of Ti-Nb-Cr-V-Ni High-Entropy Alloy Fabricated with Directed Energy Deposition. Micromachines, 15(12), 1457. https://doi.org/10.3390/mi15121457