
Preparation and Characterization of B4C-HfB2 Composites as Material for High-Temperature Thermocouples


Abstract
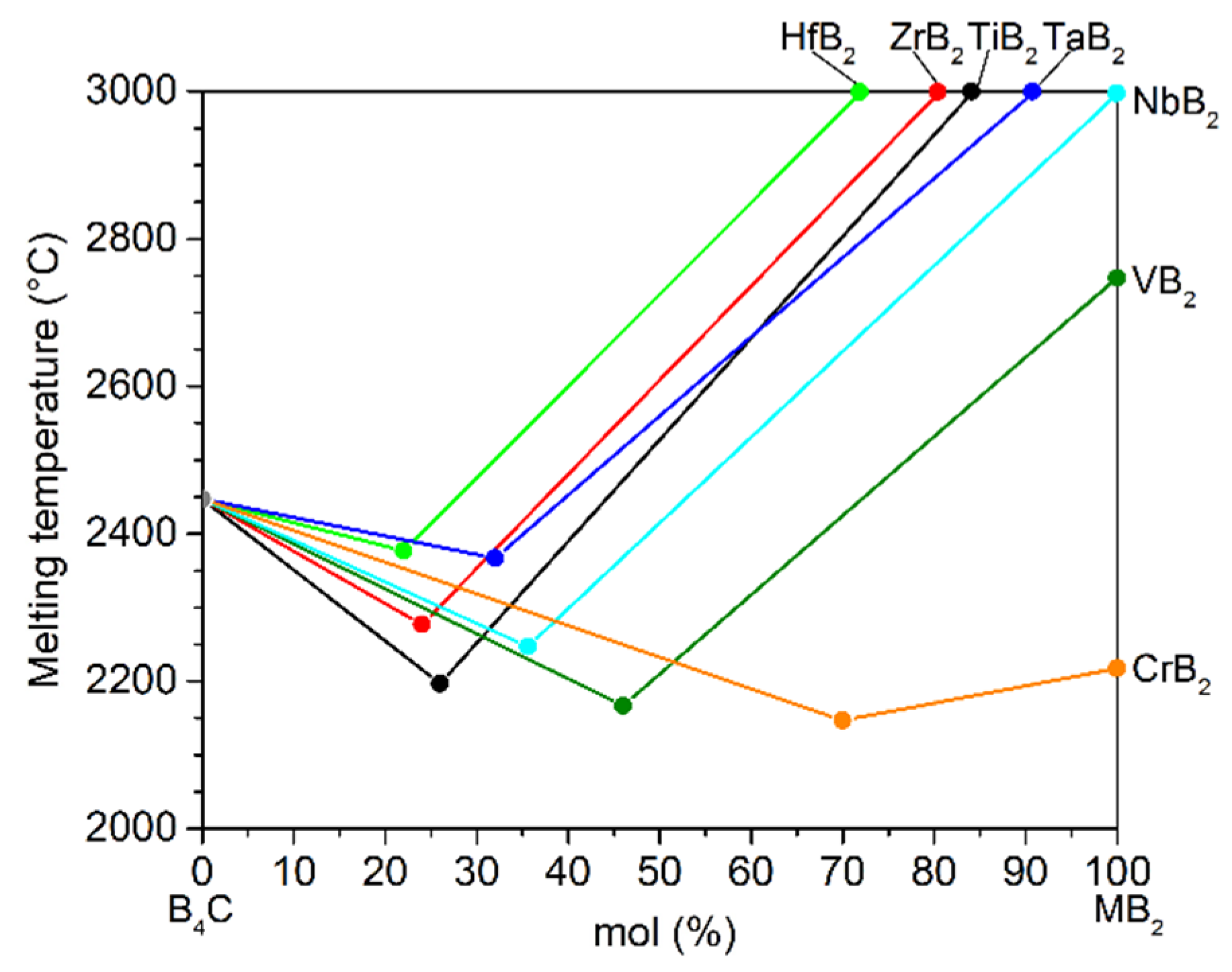
:1. Introduction
2. Experimental Procedure
2.1. Sample Preparation
2.2. Pressureless Sintering
2.3. Analytical Methods
3. Results and Discussion
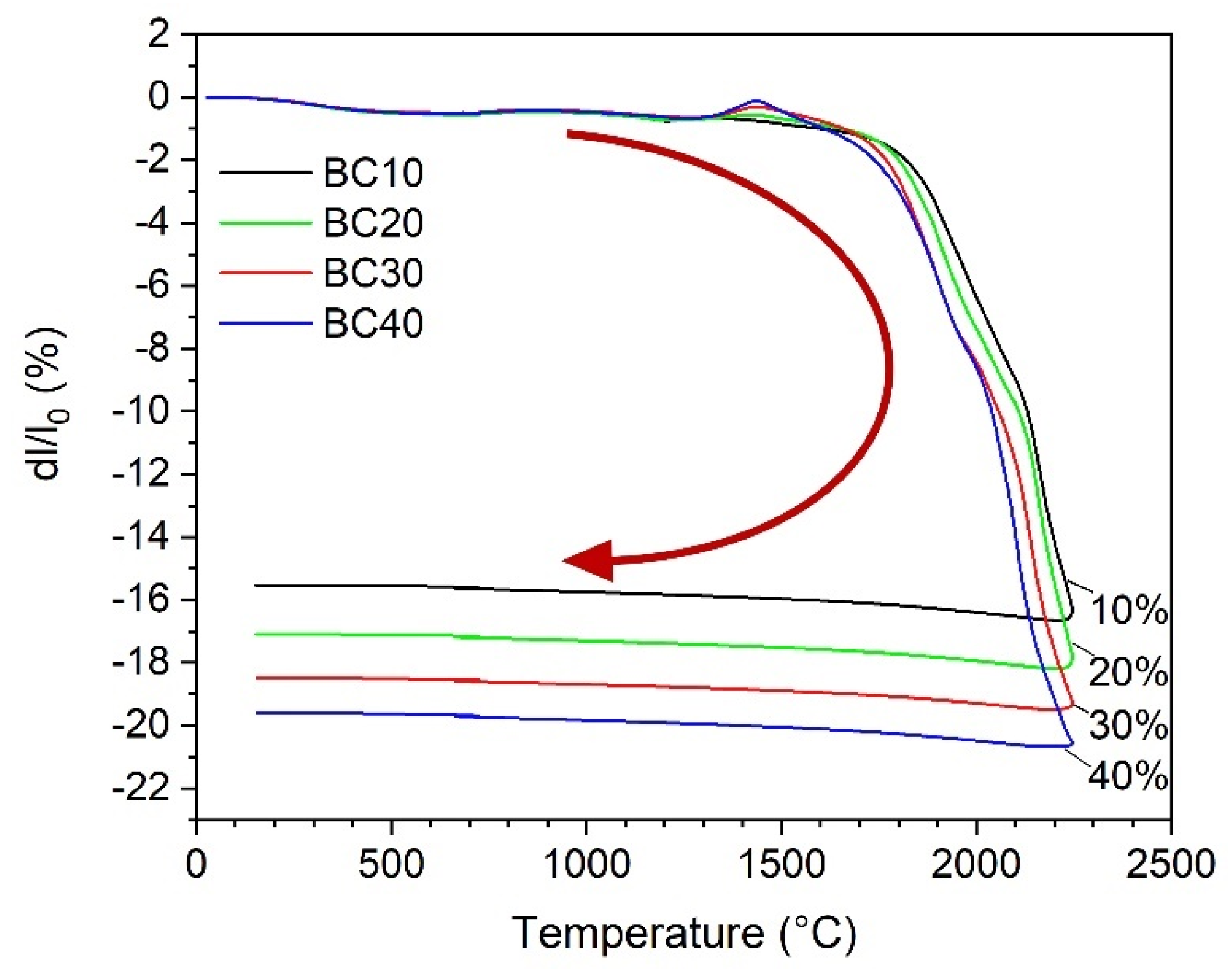
3.1. Thermodilatometry and Densification
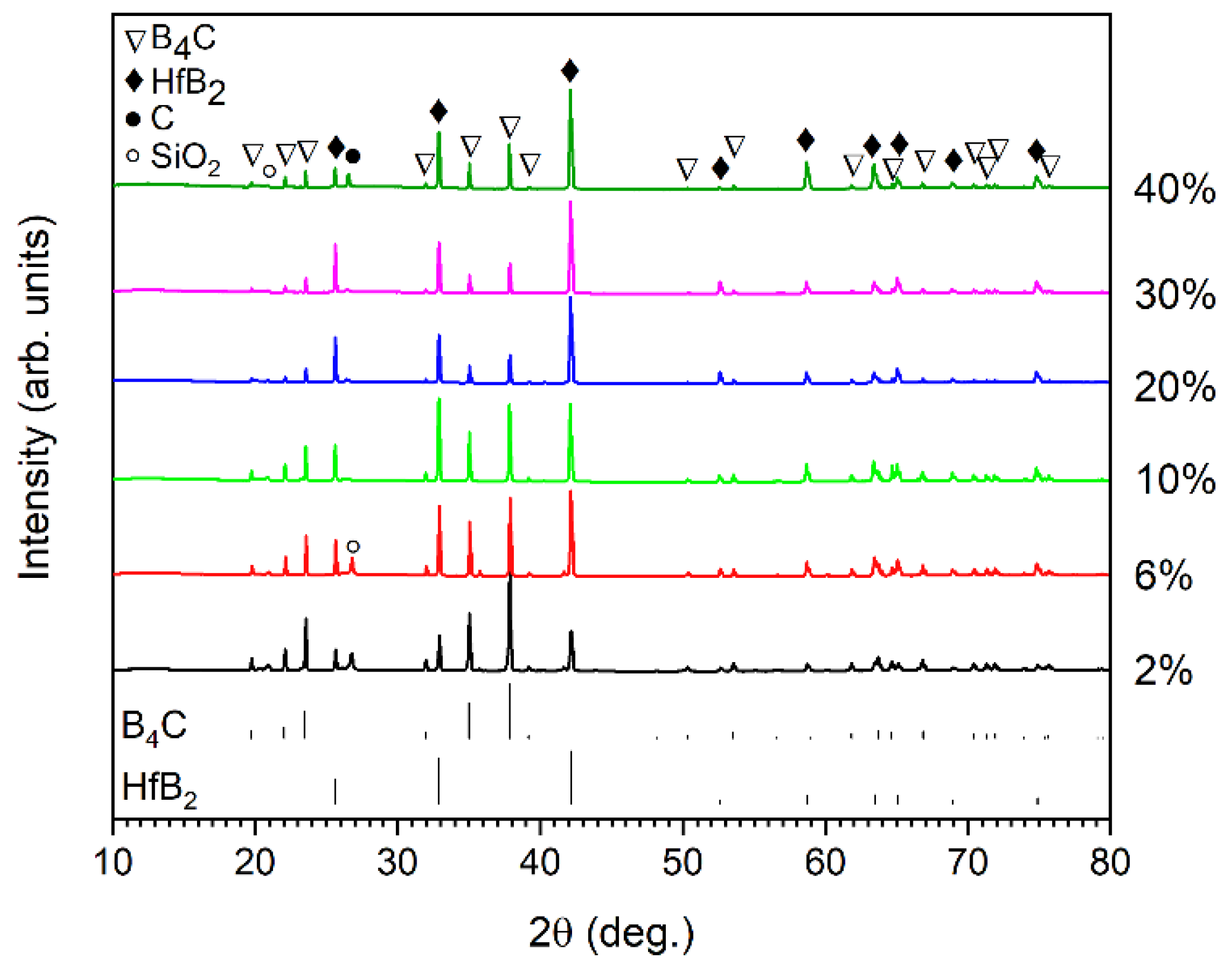
3.2. Phase Composition
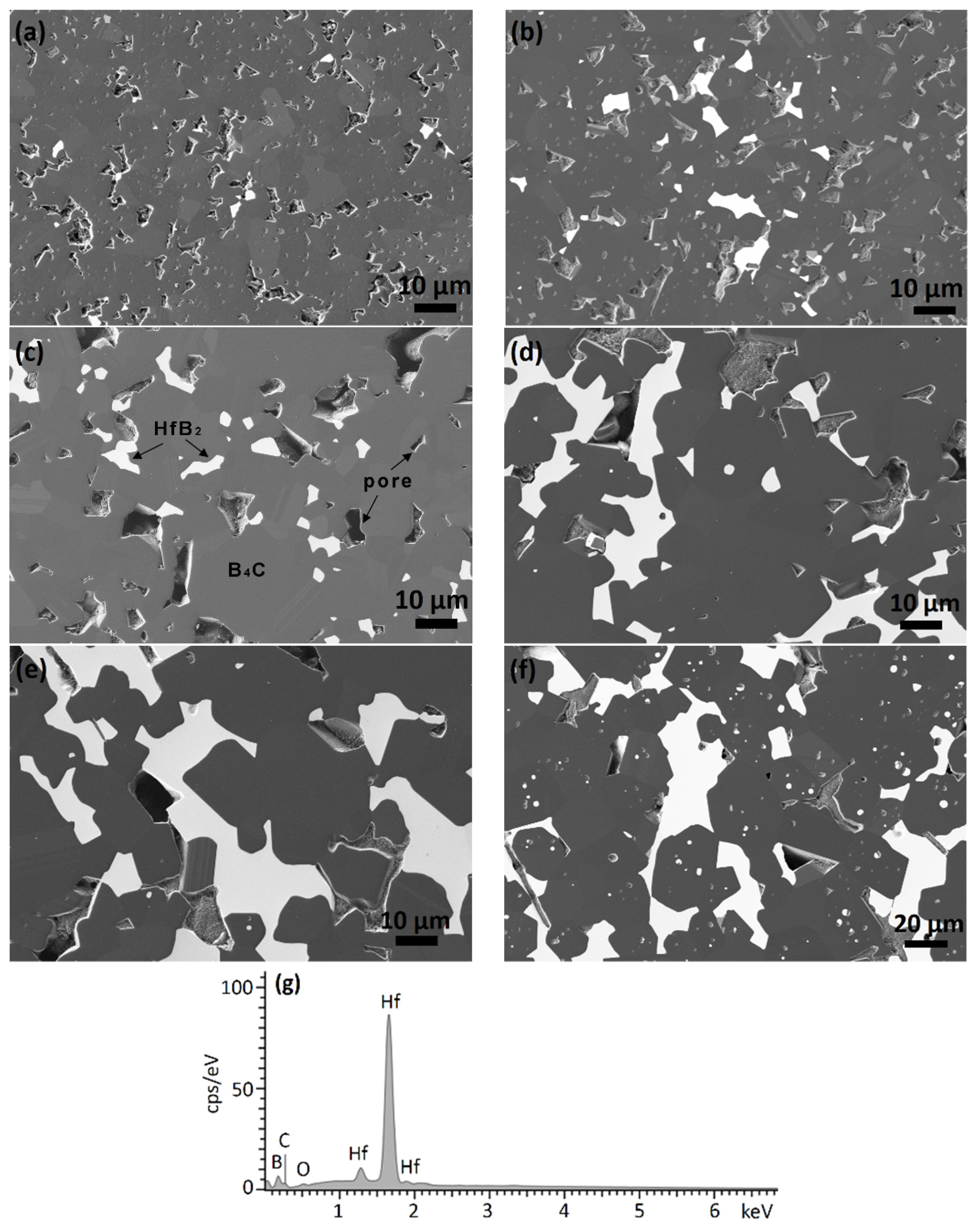
3.3. Microstructure
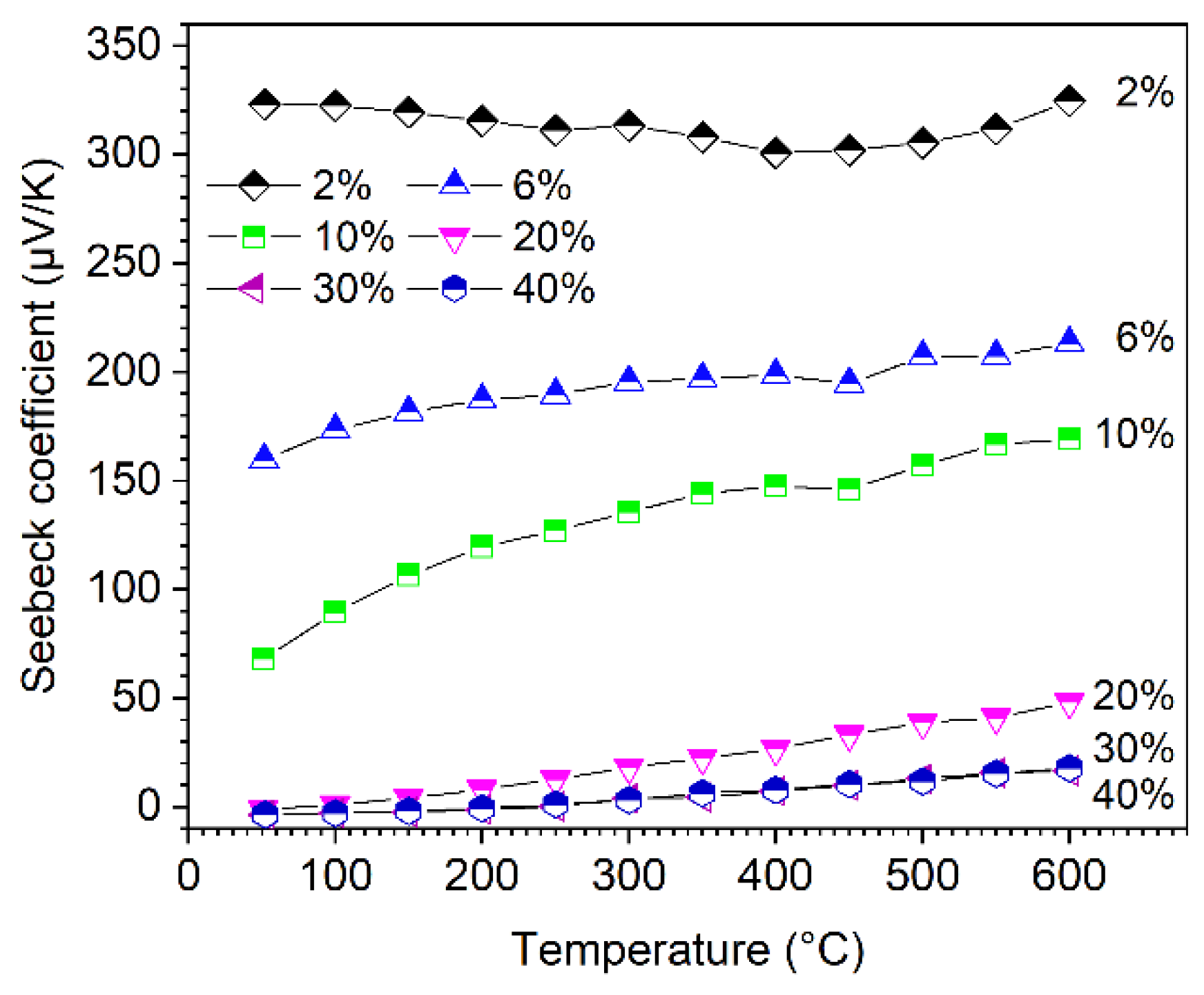
3.4. Seebeck Coefficient
3.5. Electrical Conductivity
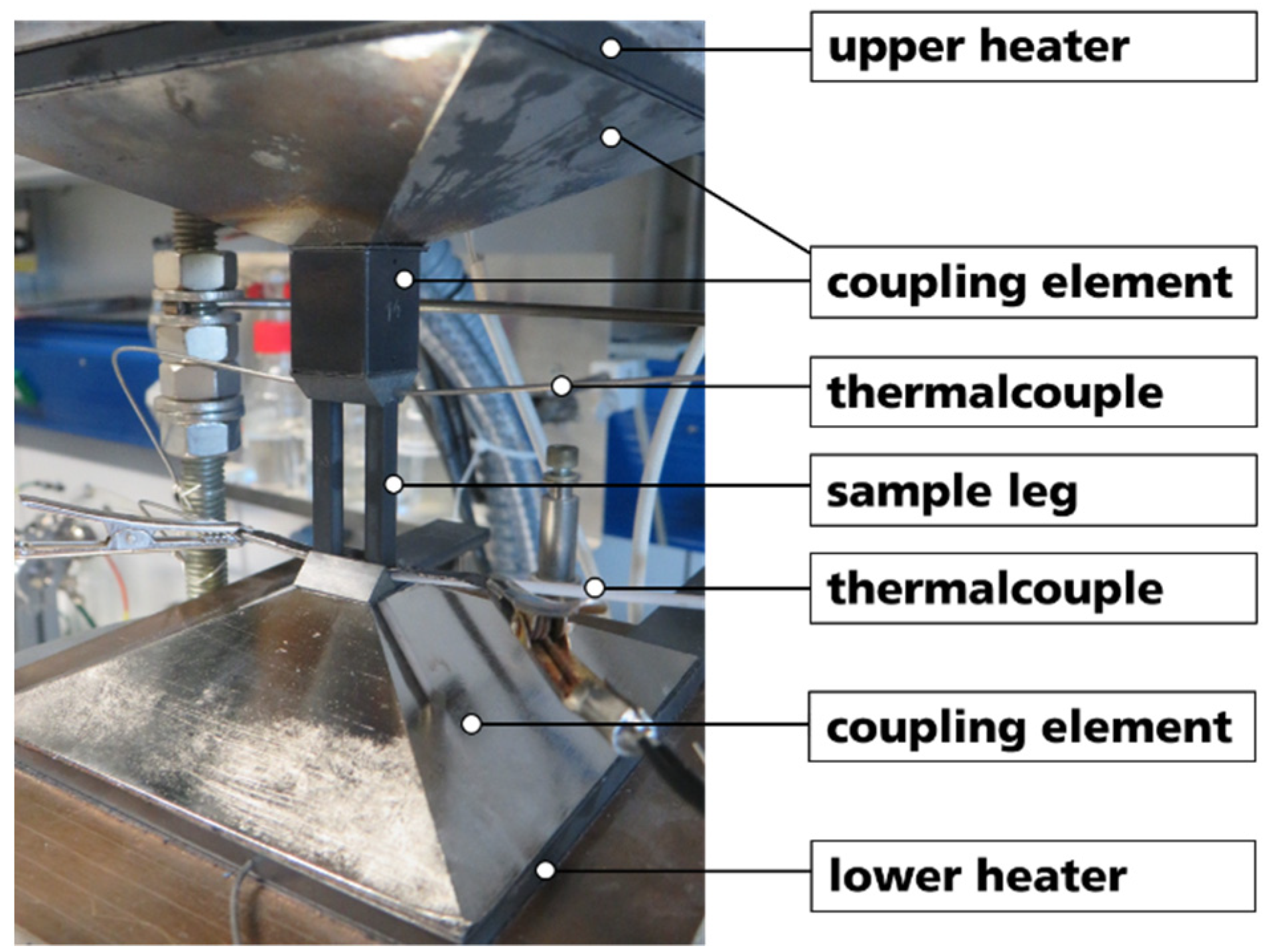
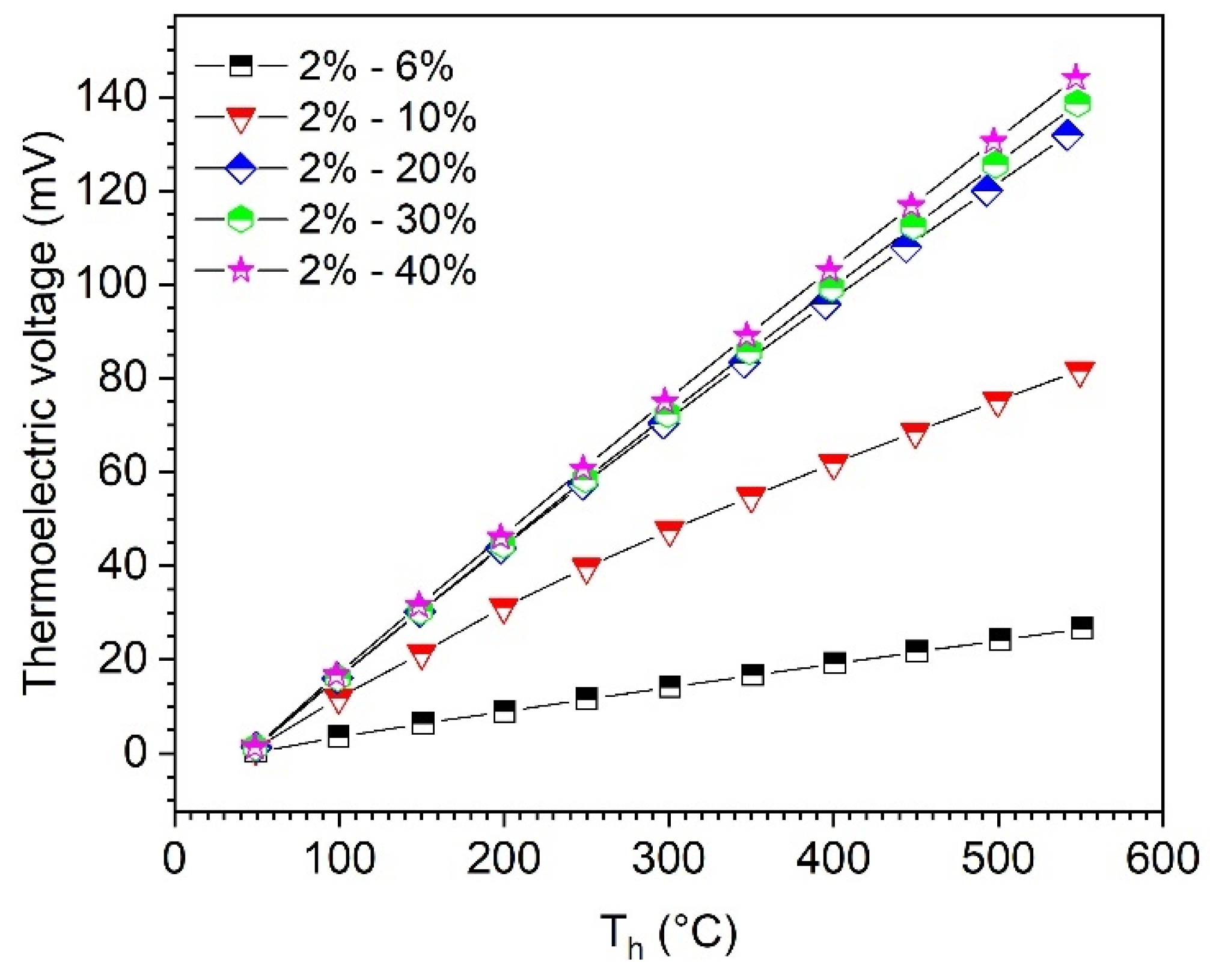
3.6. Thermoelectric Voltage Measurement
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Yang, L.; Zhao, Y.; Feng, C.; Zhou, H. The Influence of Size Effect on Sensitivity of Cu/CuNi Thin- film Thermocouple. Phys. Procedia 2011, 22, 95–100. [Google Scholar] [CrossRef] [Green Version]
- Childs, P.R.N.; Greenwood, J.R.; Long, C.A. Review of temperature measurement. Rev. Sci. Instrum. 2000, 71, 2959–2978. [Google Scholar] [CrossRef] [Green Version]
- The European Standard EN 60584-1; Thermocouples—Part 1: Reference Tables. Beuth Verlag: Berlin, Germany, 1995.
- Walker, B.E.; Ewing, C.T.; Miller, R.R. Instability of Refractory Metal Thermocouples. Rev. Sci. Instrum. 1965, 36, 816–825. [Google Scholar] [CrossRef]
- Edler, F. Material Problems in Using High-Temperature Thermocouples. Int. J. Thermophys. 2011, 32, 1418–1428. [Google Scholar] [CrossRef]
- Machin, G.; Anhalt, K.; Battuello, M.; Bourson, F.; Dekker, P.; Diril, A.; Edler, F.; Elliott, C.; Girard, F.; Greenen, A.; et al. The European project on high temperature measurement solutions in industry (HiTeMS)—A summary of achievements. Measurement 2016, 78, 168–179. [Google Scholar] [CrossRef]
- Elliott, C.J.; Large, M.J.; Pearce, J.V.; Machin, G. Compatibility of Materials for Use at High Temperatures with W–Re Thermocouples. Int. J. Thermophys. 2014, 35, 1202–1214. [Google Scholar] [CrossRef]
- Pearce, J.V.; Elliott, C.J.; Machin, G.; Ongrai, O. Self-validating type C thermocouples to 2300 °C using high temperature fixed points. AIP Conf. Proc. 2013, 1552, 595–600. [Google Scholar] [CrossRef]
- Ongrai, O.; Pearce, J.V.; Machin, G.; Sweeney, S. A miniature high-temperature fixed point for self-validation of type C thermocouples. Meas. Sci. Technol. 2011, 22, 105103. [Google Scholar] [CrossRef]
- Hollandt, J.; Hartmann, J.; Struß, O.; Gärtner, R. Radiometric temperature measurements: II. Applications. In Experimental Methods in the Physical Sciences; Zhang, Z.M., Tsai, B.K., Machin, G., Eds.; Elsevier Industrial Applications of Radiation Thermometry: Amsterdam, The Netherlands, 2010; Volume 43, pp. 1–56. [Google Scholar] [CrossRef]
- Hunold, K.; Lipp, A.; Reimuth, K.; Arnold, P. Thermoelement Comprising a Graphite/Boron Carbide Thermocouple. Patent U.S. 4,732,620, 22 March 1988. [Google Scholar]
- Hunold, K. A thermocouple for high temperatures. Adv. Mater. Process. 1986, 9, 4–5. [Google Scholar]
- Kanno, Y. Temperature control of inert gas furnace by tetraboron carbide/carbon thermocouple. Yogyo Kyokaishi 1986, 94, 449–451. [Google Scholar] [CrossRef] [Green Version]
- Feng, B.; Martin, H.-P.; Börner, F.-D.; Lippmann, W.; Schreier, M.; Vogel, K.; Lenk, A.; Veremchuk, I.; Dannowski, M.; Richter, C.; et al. Manufacturing and testing of thermoelectric modules consisting of BxC and TiOx elements. Adv. Eng. Mater. 2014, 16, 1252–1263. [Google Scholar] [CrossRef]
- Feng, B.; Martin, H.-P.; Michaelis, A. In situ preparation and thermoelectric properties of B4C1-x-TiB2 composites. J. Electron. Mater. 2013, 42, 2314–2319. [Google Scholar] [CrossRef]
- Beauvy, M. Stoichiometric limits of carbon-rich boron carbide phases. J. Less Common Met. 1983, 90, 169–175. [Google Scholar] [CrossRef]
- Gunjishima, I.; Akashi, T.; Goto, T. Characterization of directionally solidified B4C-TiB2 composites prepared by a floating zone method. Mater. Trans. 2002, 43, 712–720. [Google Scholar] [CrossRef] [Green Version]
- Demirskyi, D.; Sakka, Y.; Vasylkiv, O. High-Strength B4 C-TaB2 Eutectic Composites Obtained via In Situ by Spark Plasma Sintering. J. Am. Ceram. Soc. 2016, 99, 2436–2441. [Google Scholar] [CrossRef]
- Ordan’yan, S.S. Rules for the Reactions in B4C-MeIV–VIB2 Systems. Refractories 1993, 34, 268–271. [Google Scholar] [CrossRef]
- Radev, D.D. Pressureless Sintering of Boron Carbide-Based Superhard Materials. Solid State Phenom. 2010, 159, 145–148. [Google Scholar] [CrossRef]
- Suri, A.K.; Subramanian, C.; Sonber, J.K.; Murthy, T.S.R.C. Synthesis and consolidation of boron carbide: A review. Int. Mater. Rev. 2010, 55, 4–40. [Google Scholar] [CrossRef]
- Dole, S.L.; Prochazka, S.; Doremus, R.H. Microstructural Coarsening During Sintering of Boron Carbide. J. Am. Ceram. Soc. 1989, 72, 958–966. [Google Scholar] [CrossRef]
- Innocent, J.-L.; Portehault, D.; Gouget, G.; Maruyama, S.; Ohkubo, I.; Mori, T. Thermoelectric properties of boron carbide/HfB2 composites. Mater. Renew. Sustain. Energy 2017, 6, 6. [Google Scholar] [CrossRef] [Green Version]
- Roszeitis, S.; Feng, B.; Martin, H.-P.; Michaelis, A. Reactive sintering process and thermoelectric properties of boron rich boron carbides. J. Eur. Ceram. Soc. 2014, 34, 327–336. [Google Scholar] [CrossRef]
- Asamoto, R.R.; Novak, P.E. Tungsten-Rhenium Thermocouples for Use at High Temperatures. Rev. Sci. Instrum. 1967, 38, 1047–1052. [Google Scholar] [CrossRef] [Green Version]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Starting Powder Composition | Sample Density | Rel. Density | Phases after Sintering | |
|---|---|---|---|---|---|
| B4C (wt.%) | HfC (wt.%) | g/cm3 | % | ||
| BC2 | 98 | 2 | 2.26 | 88.6 | B4C, HfB2 |
| BC6 | 94 | 6 | 2.33 | 89.5 | B4C, HfB2 |
| BC10 | 90 | 10 | 2.48 | 90.8 | B4C, HfB2, C |
| BC20 | 80 | 20 | 2.80 | 93.8 | B4C, HfB2, C |
| BC30 | 70 | 30 | 3.13 | 94.7 | B4C, HfB2, C |
| BC40 | 60 | 40 | 3.51 | 95.4 | B4C, HfB2, C |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Feng, B.; Martin, H.-P.; Michaelis, A. Preparation and Characterization of B4C-HfB2 Composites as Material for High-Temperature Thermocouples. Crystals 2022, 12, 621. https://doi.org/10.3390/cryst12050621
Feng B, Martin H-P, Michaelis A. Preparation and Characterization of B4C-HfB2 Composites as Material for High-Temperature Thermocouples. Crystals. 2022; 12(5):621. https://doi.org/10.3390/cryst12050621
Chicago/Turabian StyleFeng, Bing, Hans-Peter Martin, and Alexander Michaelis. 2022. "Preparation and Characterization of B4C-HfB2 Composites as Material for High-Temperature Thermocouples" Crystals 12, no. 5: 621. https://doi.org/10.3390/cryst12050621