
Influence of Active Afterheater in the Crystal Growth of Gallium Oxide via Edge-Defined Film-Fed Growing Method
 , , and
, , and
Abstract
:1. Introduction
2. Modeling and Experimental
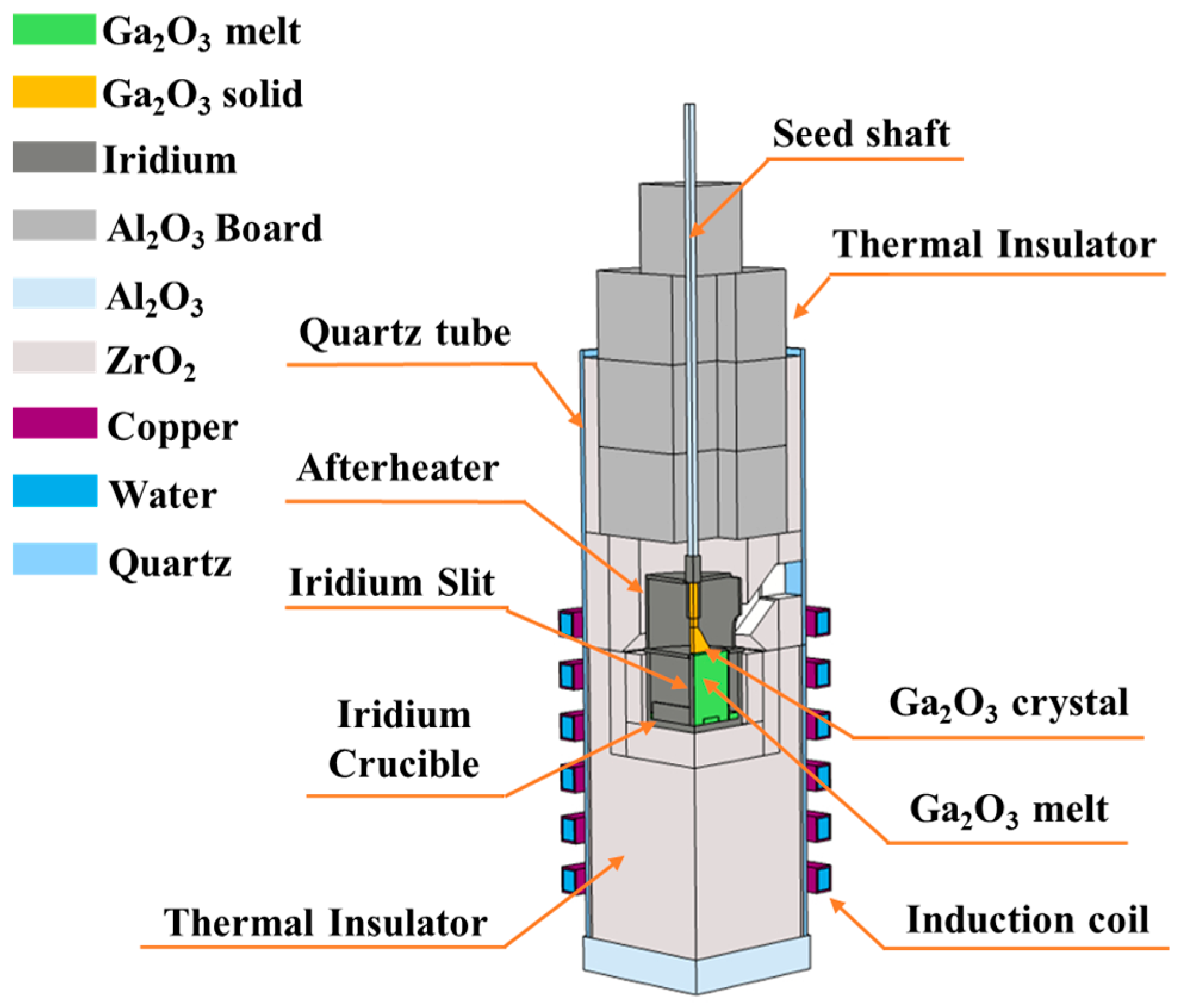
2.1. Multiphysics Modeling of the EFG System
2.2. Crystal Growth Experiments
3. Results and Discussion
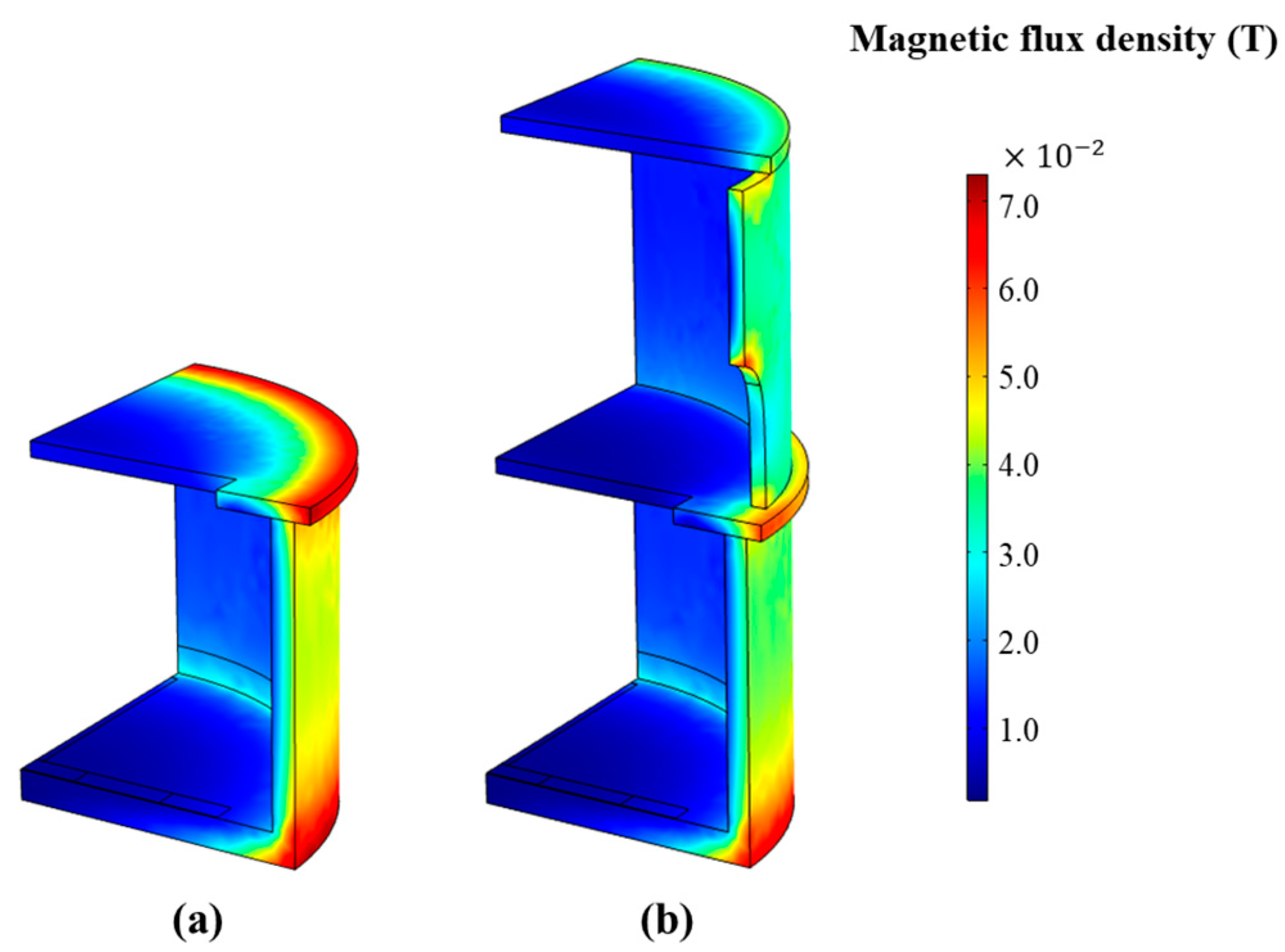
3.1. Model Validation and Temperature Distribution in the Reactor
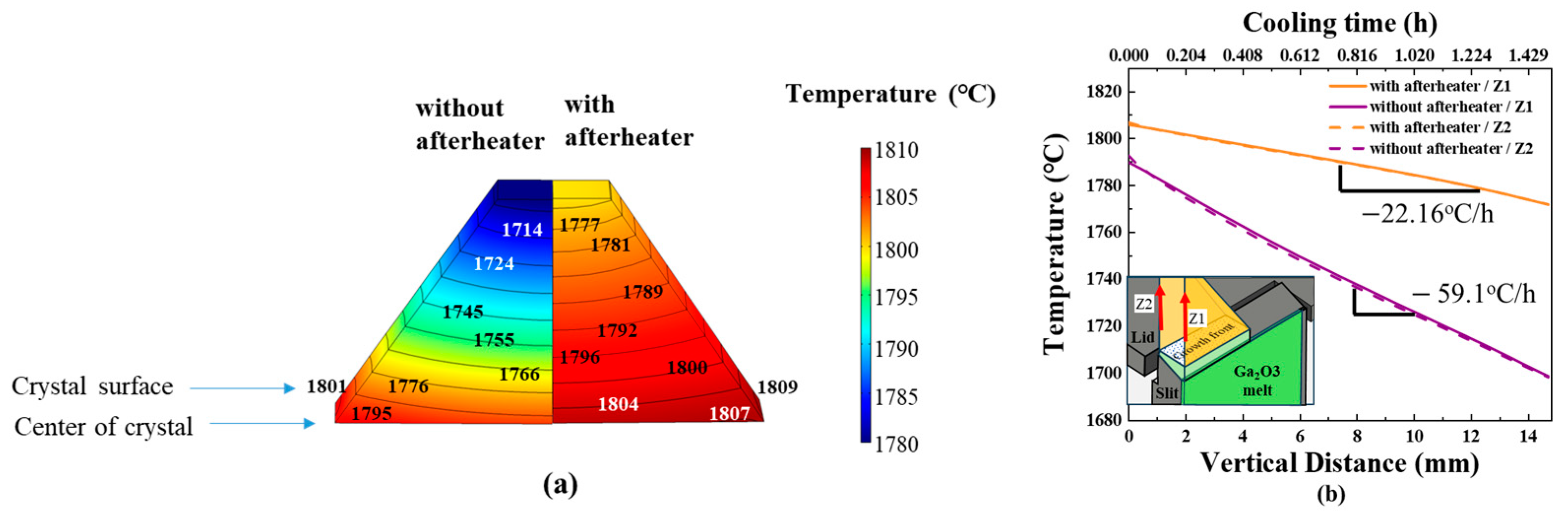
3.2. Temperature Distribution in the Crystallization
3.3. Temperature Change of Grown Crystals near the Growth Temperature
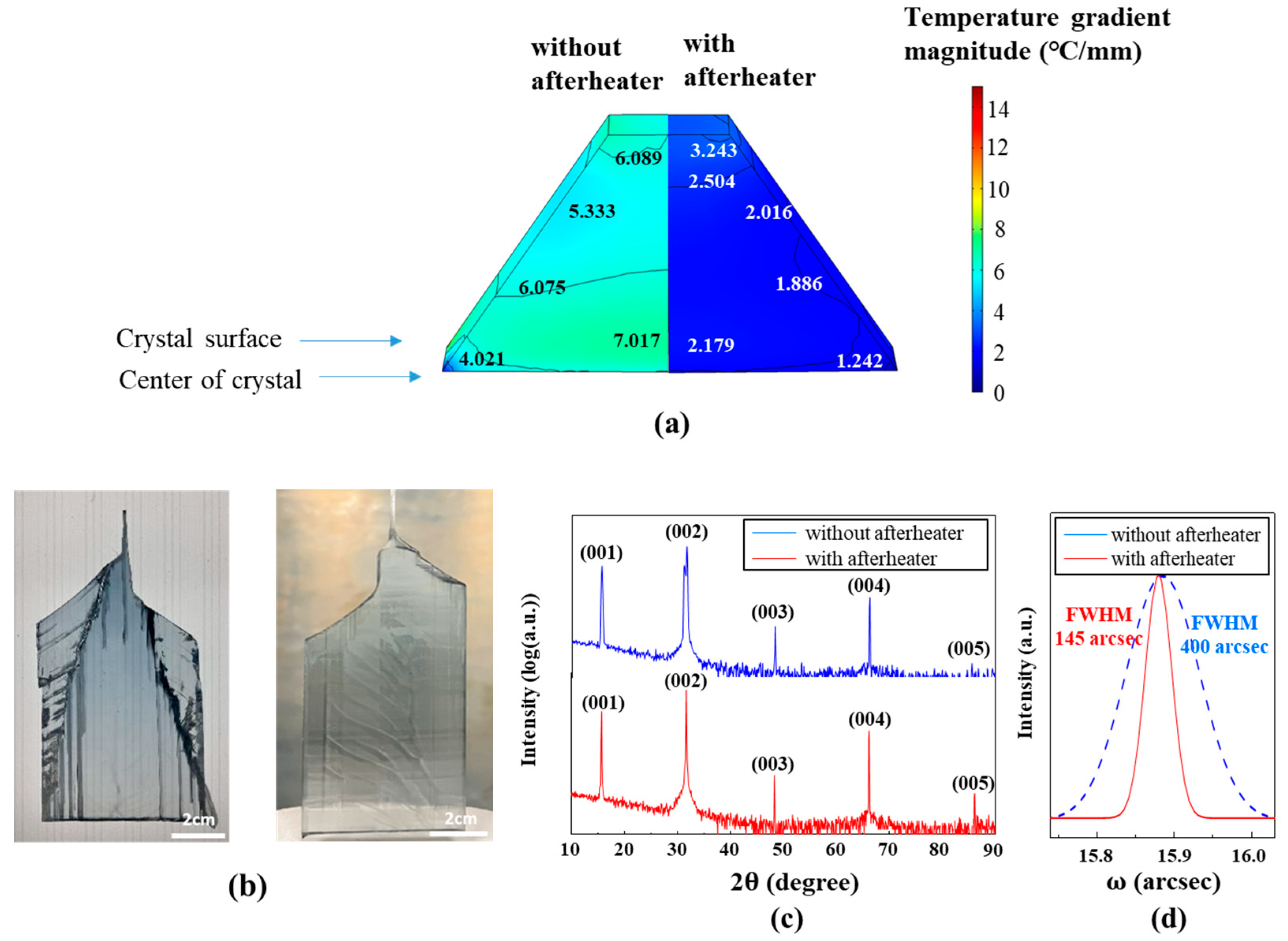
3.4. Grown Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| Variable | Description [Unit] | Variable | Description [Unit] |
| Density (kg m−3) | Heat capacity (J (kg−1 K−1)) | ||
| Surface emissivity | Pressure difference (Pa) | ||
| Electrical conductivity (S m−1) | Gradient operator | ||
| Temperature (K) | Electric field intensity (V m−1) | ||
| Divergence operator | Electric flux density (C m−2) | ||
| Curl operator | Electric current density (A m−2) | ||
| Magnetic field intensity (A m−1) | Imaginary unit | ||
| Magnetic flux density (T) | Ambient view factor | ||
| Magnetic potential vector (V s m−1) | Electromagnetic force density | ||
| ω | Angular frequency (rad s−1) | Gravity force density | |
| G | Surface irradiation (W m−2) | Ambient temperature (K) | |
| ε | Relative permittivity | Dynamic viscosity (Pa s) | |
| k | Thermal conductivity (W (m−1 K−1)) | Velocity vector (m s−1) | |
| Mutual surface irradiation (W m−2) | Gravitational acceleration constant (m s−2) |
References
- Pearton, S.J.; Yang, J.; Cary, P.H.; Ren, F.; Kim, J.; Tadjer, M.J.; Mastro, M.A. A review of Ga2O3 materials, processing, and devices. Appl. Phys. Rev. 2018, 5, 011301. [Google Scholar] [CrossRef]
- Higashiwaki, M.; Sasaki, K.; Kamimura, T.; Wong, M.H.; Krishnamurthy, D.; Kuramata, A.; Masui, T.; Yamakoshi, S. Depletion-mode Ga2O3 metal-oxide-semiconductor field-effect transistors on β-Ga2O3 (010) substrates and temperature dependence of their device characteristics. Appl. Phys. Lett. 2013, 103, 123511. [Google Scholar] [CrossRef]
- Wong, M.H.; Goto, K.; Murakami, H.; Kumagai, Y.; Higashiwaki, M. Current Aperture Vertical β-Ga2O3 MOSFETs Fabricated by N- and Si-Ion Implantation Doping. IEEE Electron Device Lett. 2019, 40, 431. [Google Scholar] [CrossRef]
- Higashiwaki, M.; Sasaki, K.; Kuramata, A.; Masui, T.; Yamakoshi, S. Gallium oxide (Ga2O3) metal-semiconductor field-effect transistors on single-crystal β-Ga2O3 (010) substrates. Appl. Phys. Lett. 2012, 100, 013504. [Google Scholar] [CrossRef]
- Higashiwaki, M. β-Ga2O3 material properties, growth technologies, and devices: A review. AAPPS Bulletin 2022, 32, 3. [Google Scholar] [CrossRef]
- Hoshikawa, K.; Kobayashi, T.; Matsuki, Y.; Ohba, E.; Kobayashi, T. 2-inch diameter (1 0 0) β-Ga2O3 crystal growth by the vertical Bridgman technique in a resistance heating furnace in ambient air. J. Cryst. Growth 2020, 545, 125724. [Google Scholar] [CrossRef]
- Hoshikawa, K.; Ohba, E.; Kobayashi, T.; Yanagisawa, J.; Miyagawa, C.; Nakamura, Y. Growth of β-Ga2O3 single crystals using vertical Bridgman method in ambient air. J. Cryst. Growth 2016, 447, 36. [Google Scholar] [CrossRef]
- Galazka, Z.; Uecker, R.; Irmscher, K.; Albrecht, M.; Klimm, D.; Pietsch, M.; Brützam, M.; Bertram, R.; Ganschow, S.; Fornari, R. Czochralski growth and characterization of β-Ga2O3 single crystals. Cryst. Res. Technol. 2010, 45, 1229–1236. [Google Scholar] [CrossRef]
- Galazka, Z. β-Ga2O3 for wide-bandgap electronics and optoelectronics. Semicond. Sci. Technol. 2018, 33, 113001. [Google Scholar] [CrossRef]
- Kuramata, A.; Koshi, K.; Watanabe, S.; Yamaoka, Y.; Masui, T.; Yamakoshi, S. Bulk crystal growth of Ga2O3. In Proceedings of the Oxide-Based Materials and Devices IX, San Francisco, CA, USA, 27 January–1 February 2018; Volume 10533, pp. 9–14. [Google Scholar] [CrossRef]
- Kuramata, A.; Koshi, K.; Watanabe, S.; Yamaoka, Y.; Masui, T.; Yamakoshi, S. High-quality β-Ga2O3 single crystals grown by edge-defined film-fed growth. Jpn. J. Appl. Phys. 2016, 55 Pt 1, 1202A2. [Google Scholar] [CrossRef]
- Kamada, K.; Sasaki, R.; Tomida, T.; Takahashi, I.; Yoshino, M.; Horiai, T.; Murakami, R.; Kochurikhin, V.; Shoji, Y.; Kakimoto, K.; et al. Crucible-Free Growth of Bulk b-Ga2O3 Single-Crystal Scintillator under Oxidizing Atmosphere. Crystals 2023, 13, 921. [Google Scholar] [CrossRef]
- Tadjer, M.J.; Lyons, J.L.; Nepal, N.; Freitas, J.A.; Koehler, A.D.; Foster, G.M. Editors’ Choice—Review—Theory and Characterization of Doping and Defects in β-Ga2O3. ECS J. Solid State Sci. Technol. 2019, 8, Q3187. [Google Scholar] [CrossRef]
- Tavakoli, M.H.; Samavat, F.; Baiepour, M. Influence of active afterheater on the induction heating process in oxide Czochralski systems. Cryst. Res. Technol. 2008, 43, 145–151. [Google Scholar] [CrossRef]
- Roy, A.; Zhang, H.; Prasad, V.; Mackintosh, B.; Ouellette, M.; Kalejs, J.P. Growth of large diameter silicon tube by EFG technique: Modeling and experiment. J. Cryst. Growth 2001, 230, 224–231. [Google Scholar] [CrossRef]
- Lasloudji, I.; Mokhtari, F.; Nehari, A.; Goget, G.A.; Lebbou, K. Experimental and numerical effects of active afterheater addition on the growth of langatate (La3Ga5.5Ta0.5O14) crystals by the Czochralski method. CrystEngComm 2018, 20, 1110–1115. [Google Scholar] [CrossRef]
- Galazka, Z. Growth of bulk β-Ga2O3 single crystals by the Czochralski method. J. Appl. Phys. 2022, 131, 031103. [Google Scholar] [CrossRef]
- Ha, M.-T.; Yu, Y.-J.; Shin, Y.-J.; Bae, S.-Y.; Lee, M.-H.; Kim, C.-J.; Jeong, S.-M. Flow modification enhancing the growth rate in top seeded solution growth of SiC crystals. RSC Adv. 2019, 9, 26327. [Google Scholar] [CrossRef]
- Ha, M.-T.; Lich, L.V.; Shin, Y.-J.; Bae, S.-Y.; Lee, M.-H.; Jeong, S.-M. Improvement of SiC Crystal Growth Rate and Uniformity via Top-Seeded Solution Growth under External Static Magnetic Field: A Numerical Investigation. Materials 2020, 13, 651. [Google Scholar] [CrossRef]
- Shin, Y.-J.; Lim, S.-M.; Jeong, W.-H.; Cho, S.-H.; Choi, M.-H.; Lee, W.-J.; Jeong, S.-M.; Bae, S.-Y. Growth of (100) β-Ga2O3 single crystal by controlling the capillary behaviors in EFG system. Jpn. J. Appl. Phys. 2023, 62, SF1022. [Google Scholar] [CrossRef]
- Le, C.; Li, Z.; Mu, W.; Jia, Z.; Liu, L. 3D numerical design of the thermal field before seeding in an edge-defined film-fed growth system for β-Ga2O3 ribbon crystals. J. Cryst. Growth 2019, 506, 83. [Google Scholar] [CrossRef]
- Tavakoli, M.H.; Omid, S.; Mohammadi-Manesh, E. Influence of active afterheater on the fluid dynamics and heat transfer during Czochralski growth of oxide single crystals. CrystEngComm 2011, 13, 5088–5093. [Google Scholar] [CrossRef]
- Amodeo, J.; Merkel, S.; Tromas, C.; Carrez, P.; Korte-Kerzel, S.; Cordier, P.; Chevalier, J. Dislocations and Plastic Deformation in MgO Crystals: A Review. Crystals 2018, 8, 240. [Google Scholar] [CrossRef]
- Fu, B.; Jian, G.; Mu, W.; Li, Y.; Wang, H.; Jia, Z.; Li, Y.; Long, S.; Shi, Y.; Tao, X. Crystal growth and design of Sn-doped β-Ga2O3: Morphology, defect and property studies of cylindrical crystal by EFG. J. Alloys Comp. 2022, 896, 162830. [Google Scholar] [CrossRef]
- Richter, J. The Influence of Temperature on Slip Behaviour of Molybdenum Single Crystals Deformed in Tension in the Range from 293 to 573 °K. II. Slip Geometry and Structure of Slip Bands. Phys. Status Solidi b 1971, 46, 203–215. [Google Scholar] [CrossRef]
- Billing, E. Some defects in crystals grown from the melt—I. Defects caused by thermal stresses. Proc. R. Soc. Lond. 1956, 235, 37–55. [Google Scholar] [CrossRef]
- Ren, S.; Tan, Y.; Jiang, D.; Li, P.; Li, J. Effect of temperature gradient on the diffusion layer thickness of impurities during directional solidification process. Mater. Sci. Semicond. Process. 2018, 74, 102–108. [Google Scholar] [CrossRef]
- He, G.; Gao, X.; Han, Y.; Li, J.; Liu, J. Effect of temperature gradient on microstructure and properties of GaSb crystals grown with Bridgman method. Mater. Res. Express. 2020, 7, 055902. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | ) | Iridium (s) | Zirconia (s) | Al2O3 (s) |
|---|---|---|---|---|
| Density [kg m−3] | 5700 (s), 4837 () | 22,400 | 6040 | 3965 |
| Thermal conductivity [W/m K] | 11 (s), 17 () | 147 | 2.14 | 35 |
| Heat capacity [J/kg K] | 560 (s), 800 () | 130 | 419 | 730 |
| Dynamic viscosity [kg/m s] | 0.1 () | - | - | - |
| Melting point [degC] | 1800 | - | - | - |
| Surface tension [N/m] | 0.65 () | - | - | - |
| Surface emissivity | 0 (s), 0.3 () | 0.5 | 0.4 | 0.75 |
| Refractive index | 1.9 (s) | - | - | - |
| Absorption coefficient [m−1] | 400 (s) | - | - | - |
| Electrical conductivity [S m−1] | 5000 (s, ) | 1.8868 × 107 | - | - |
| ➀ Top Edge of Crucible Lid Temperature (°C) | ➁ Crucible Bottom Temperature (°C) | Temperature Difference (➀–➁) (°C) | Error | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Experimental | Simulations | Experimental | Simulations | Experimental | Simulations | |||||
| Afterheater O | 1811 | 1815 | 1465 | 1483 | 346 | 332 | 4.05% | |||
| Afterheater X | 1818 | 1820 | 1520 | 1522 | 298 | 308 | 3.35% | |||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jeong, W.-H.; Choi, S.-M.; Lim, S.-M.; Shin, Y.-J.; Bae, S.-Y.; Kang, J.-K.; Lee, W.-J.; Kwon, S.-H.; Jeong, S.-M. Influence of Active Afterheater in the Crystal Growth of Gallium Oxide via Edge-Defined Film-Fed Growing Method. Crystals 2023, 13, 1591. https://doi.org/10.3390/cryst13111591
Jeong W-H, Choi S-M, Lim S-M, Shin Y-J, Bae S-Y, Kang J-K, Lee W-J, Kwon S-H, Jeong S-M. Influence of Active Afterheater in the Crystal Growth of Gallium Oxide via Edge-Defined Film-Fed Growing Method. Crystals. 2023; 13(11):1591. https://doi.org/10.3390/cryst13111591
Chicago/Turabian StyleJeong, Woon-Hyeon, Su-Min Choi, Su-Min Lim, Yun-Ji Shin, Si-Young Bae, Jin-Ki Kang, Won-Jae Lee, Se-Hun Kwon, and Seong-Min Jeong. 2023. "Influence of Active Afterheater in the Crystal Growth of Gallium Oxide via Edge-Defined Film-Fed Growing Method" Crystals 13, no. 11: 1591. https://doi.org/10.3390/cryst13111591