
A Visualized Microstructure Evolution Model Integrating an Analytical Cutting Model with a Cellular Automaton Method during NiTi Smart Alloy Machining

 ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Experimental
2.1.1. Experimental Material
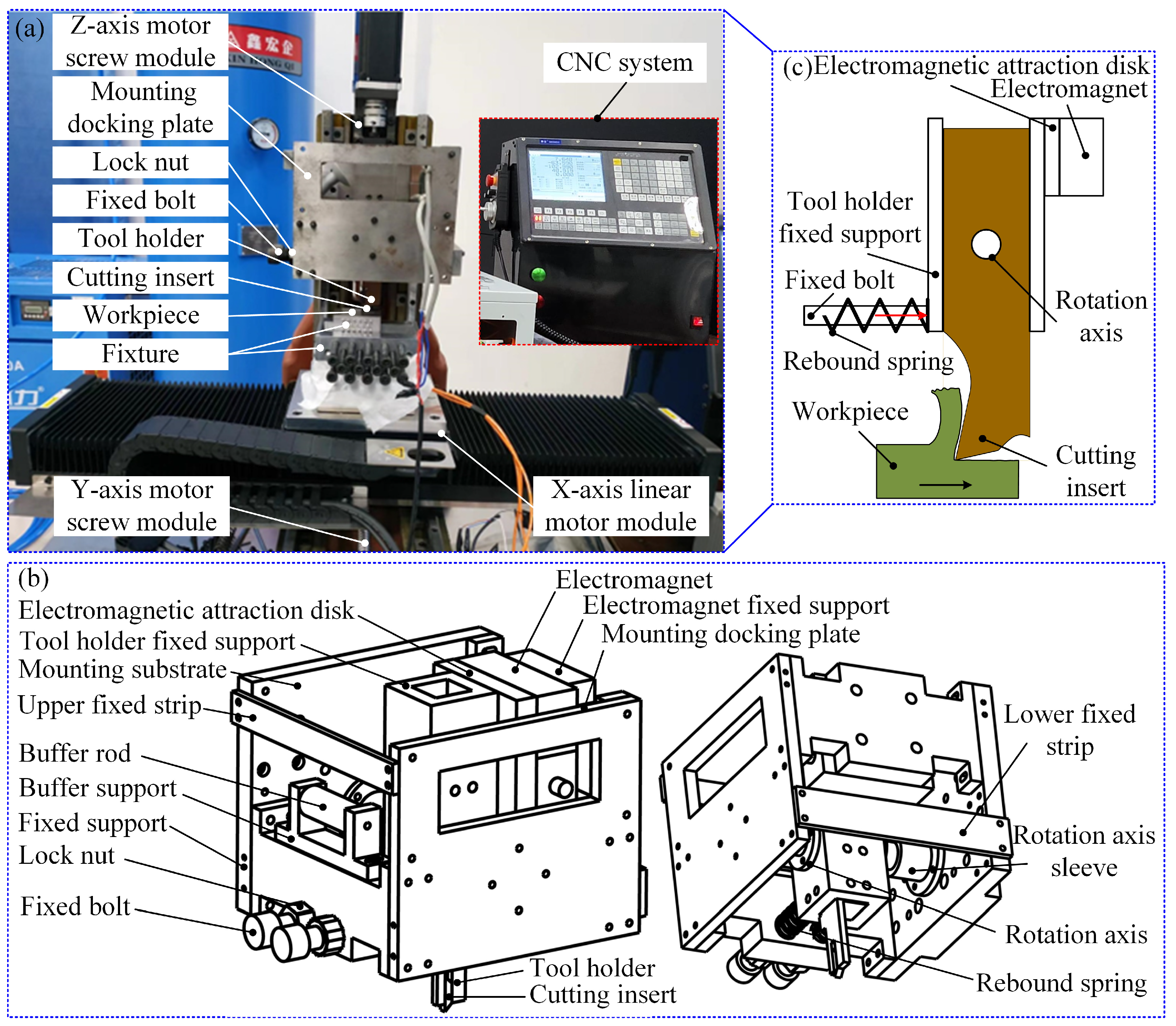
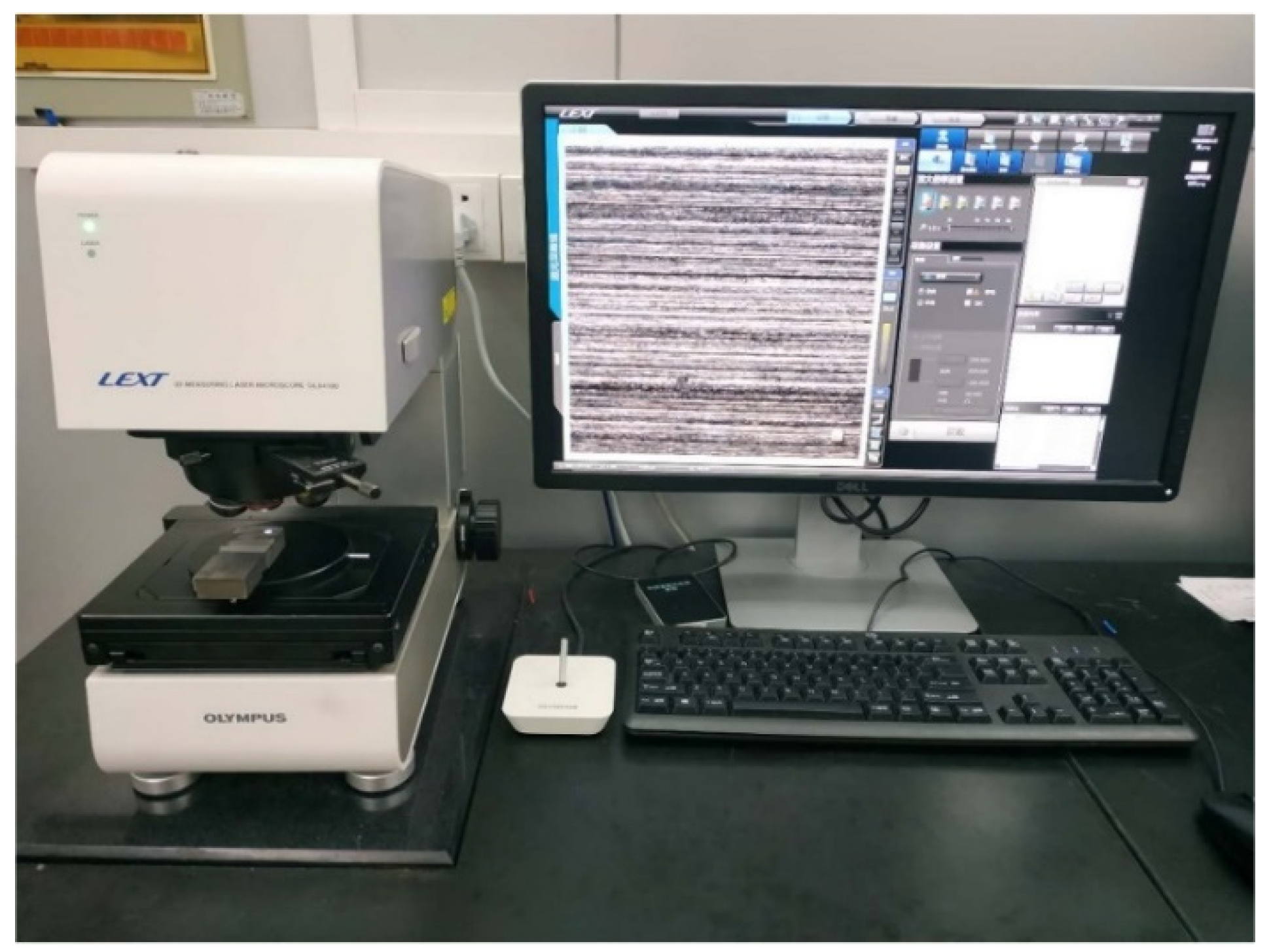
2.1.2. Experimental Device
2.2. Cutting Model
2.2.1. Constitutive Model
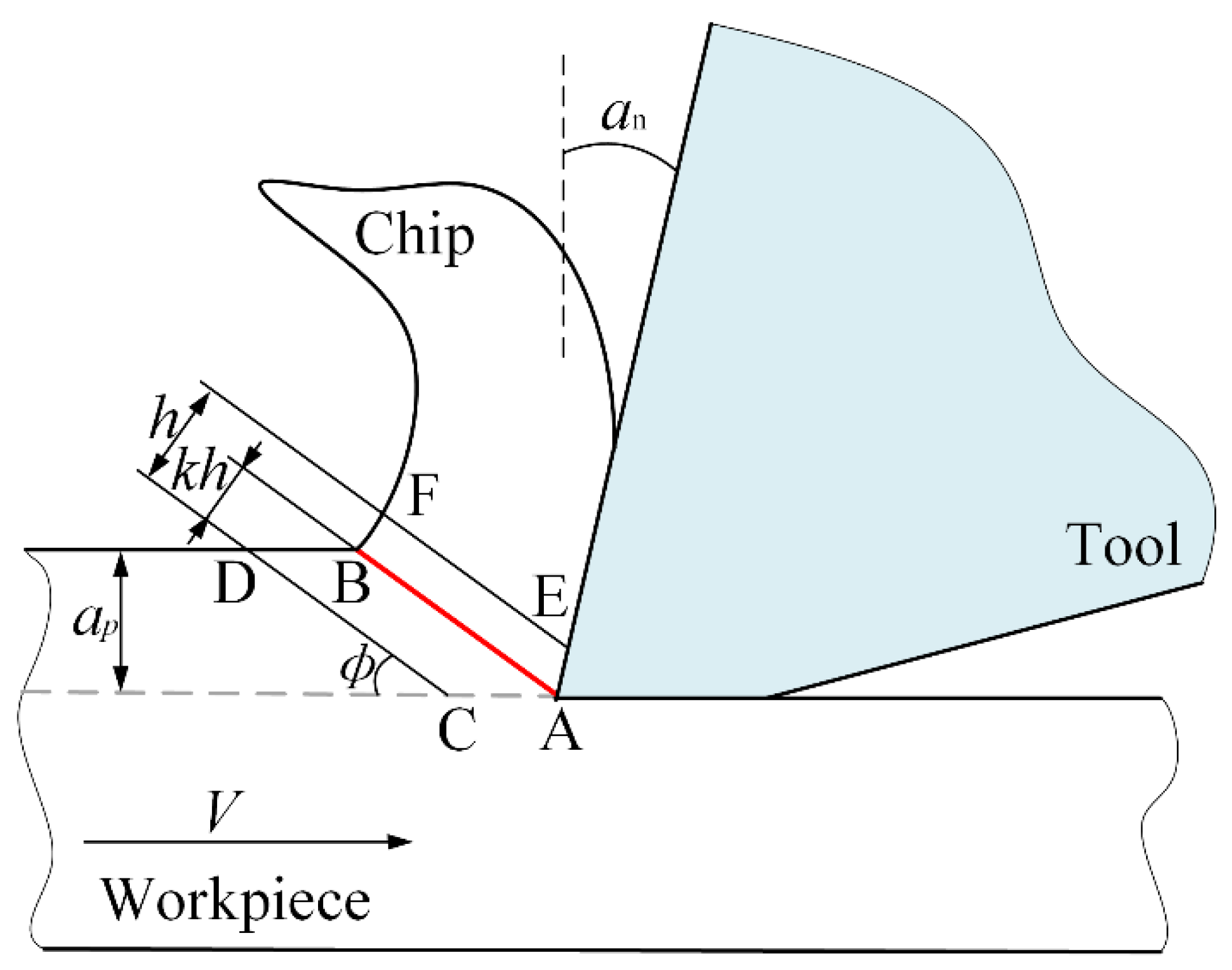
2.2.2. Unequal Shear Zone Model
2.2.3. Solution of the Strain Rate and Strain Distributions in the PZ
2.2.4. Solution of the Temperature and Shear Stress Distributions in the PZ
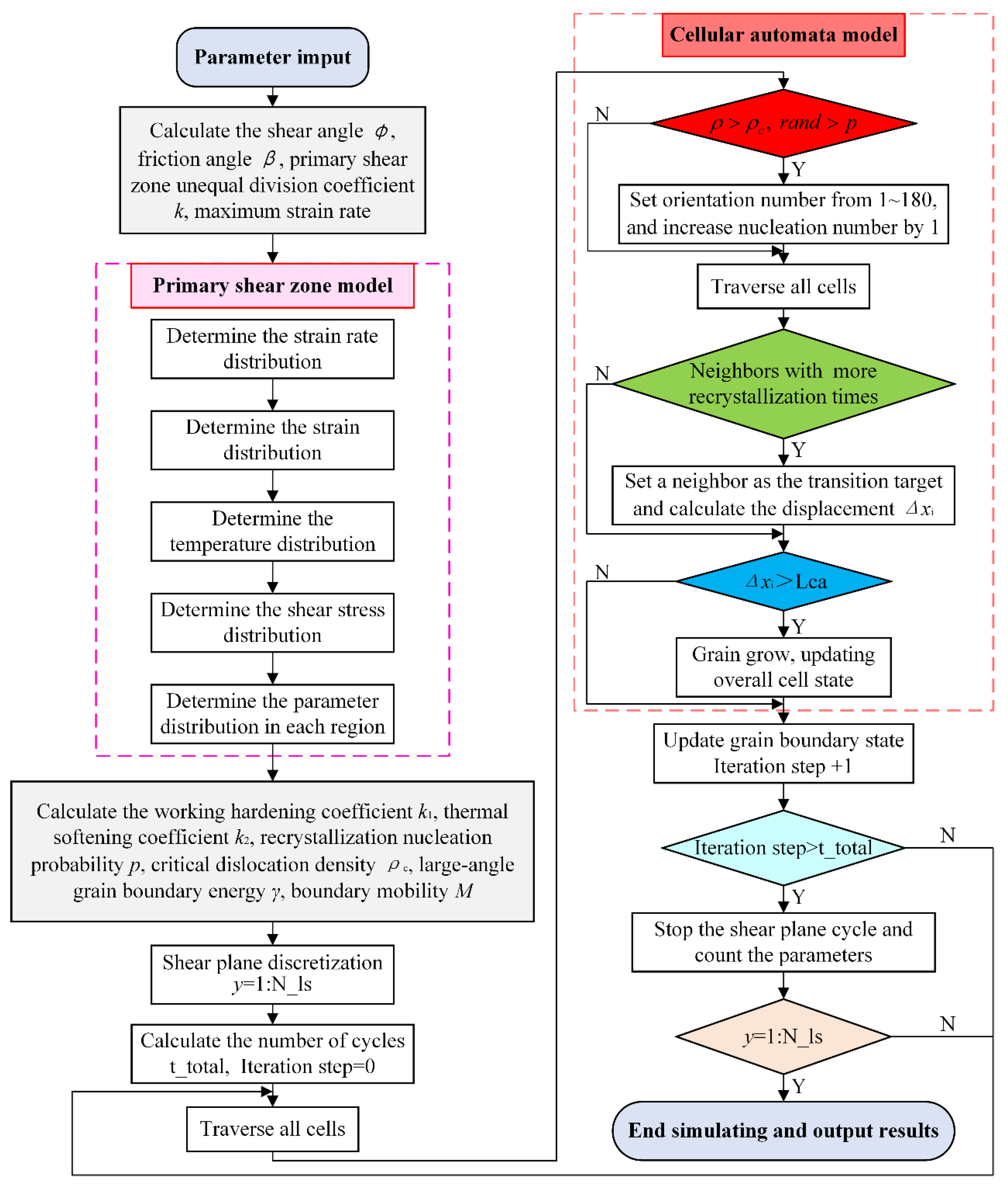
2.3. CA Model
2.3.1. Simulation Conditions
- (1)
- Dislocation density variable was used to record the dislocation density of cells, and the initial dislocation density was uniformly set to 1 × 1010 m−2 [31].
- (2)
- Orientation number variable was used to distinguish recrystallized grains with an orientation number ranging from 1 to 180.
- (3)
- Grain boundary variable was used to identify cells on the grain boundaries.
- (4)
- Recrystallization state variable was used to differentiate between initial tissue cells and recrystallized cells.
- (5)
- Recrystallization times variable was used to record the number of cell recrystallization times.
2.3.2. Formation of the Initial Austenite Microstructure
2.3.3. Dislocation Density Evolution Model
2.3.4. Critical Dislocation Density
2.3.5. Nucleation and Growth Model of the Recrystallized Grains
2.3.6. Flow Stress Model
2.4. Three-Dimensional Cellular Automata Model
2.5. Summary
3. Results and Discussion
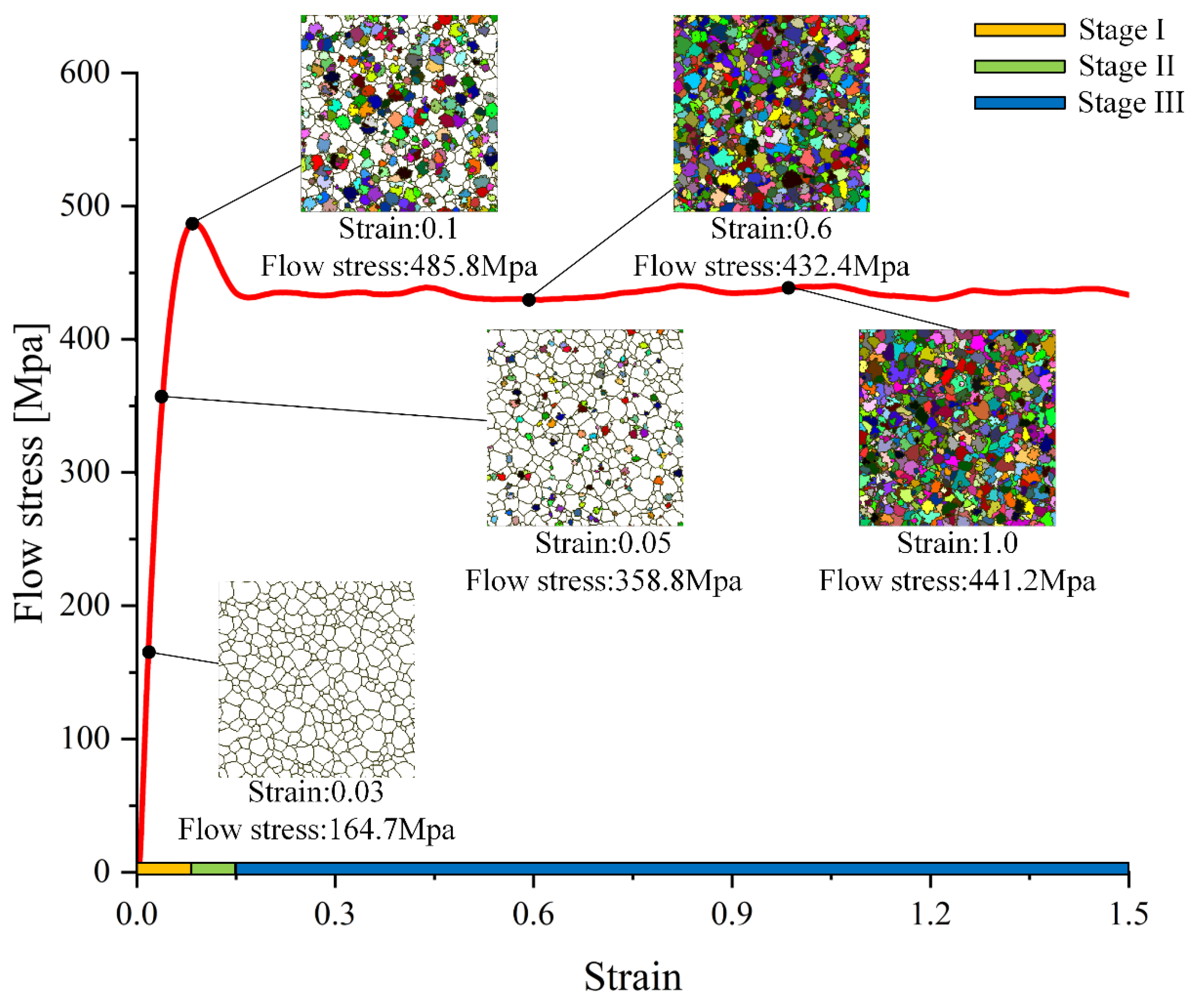
3.1. Flow Stress
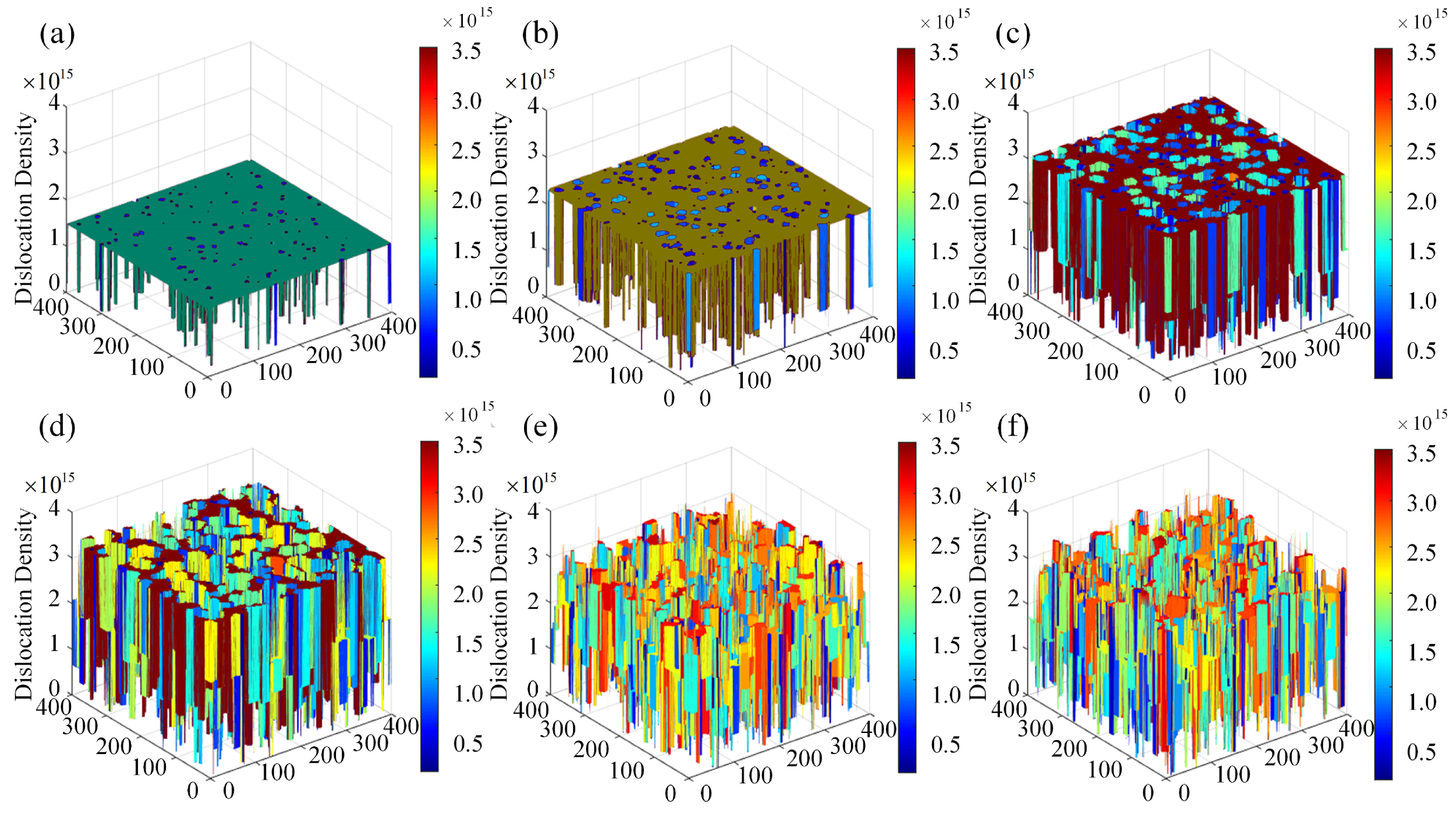
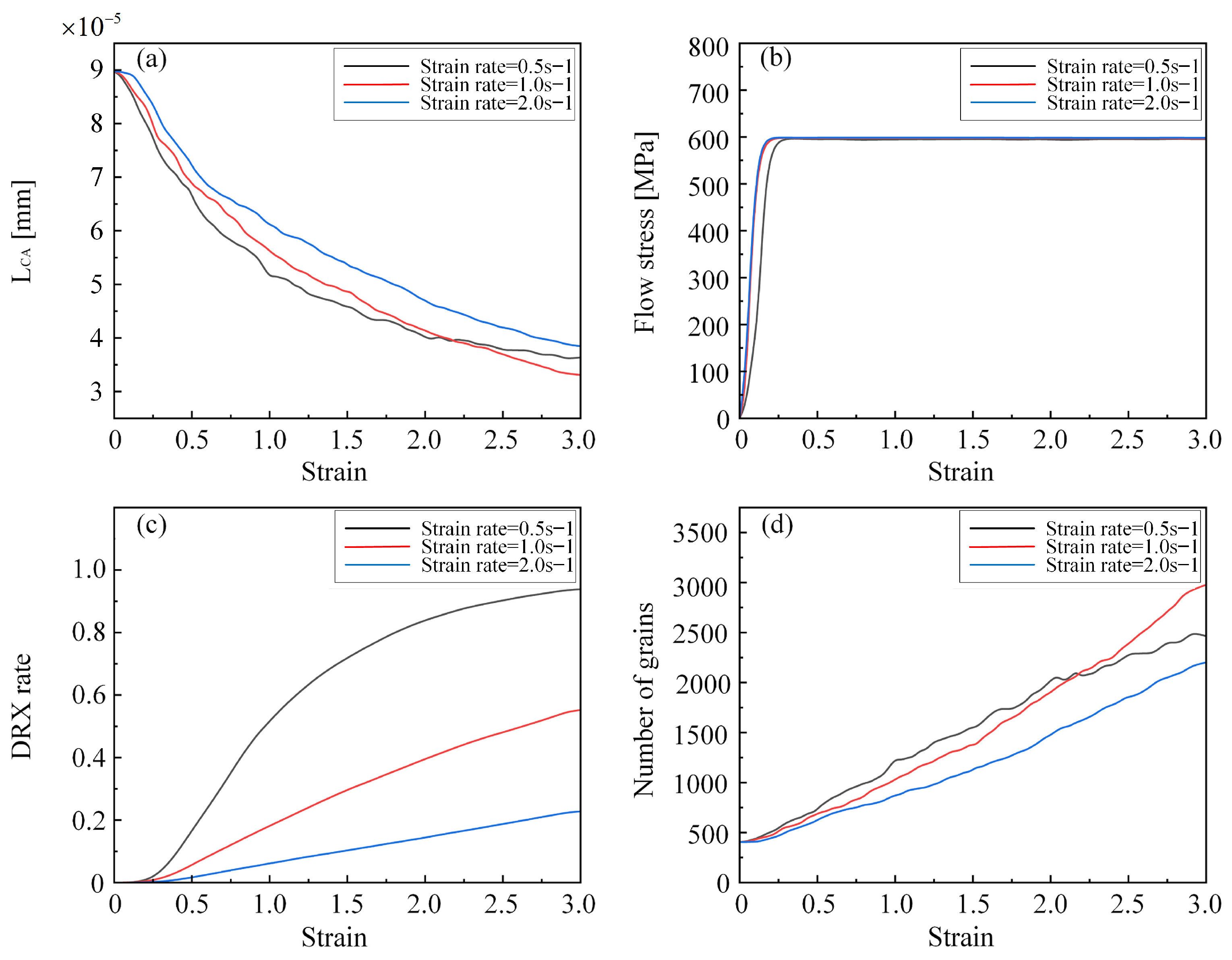
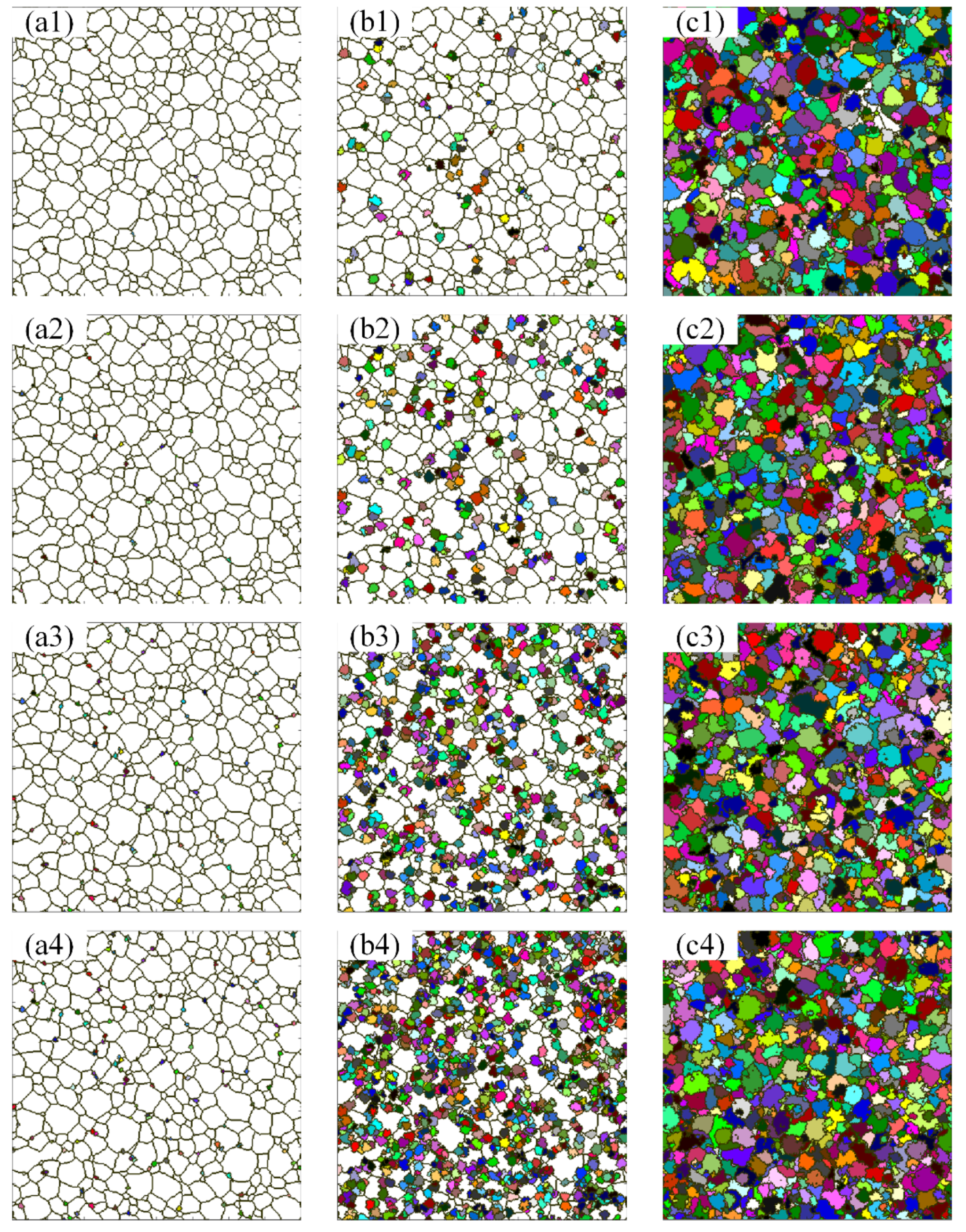
3.2. Impacts of the Strain, Strain Rate, and Temperature on DRX
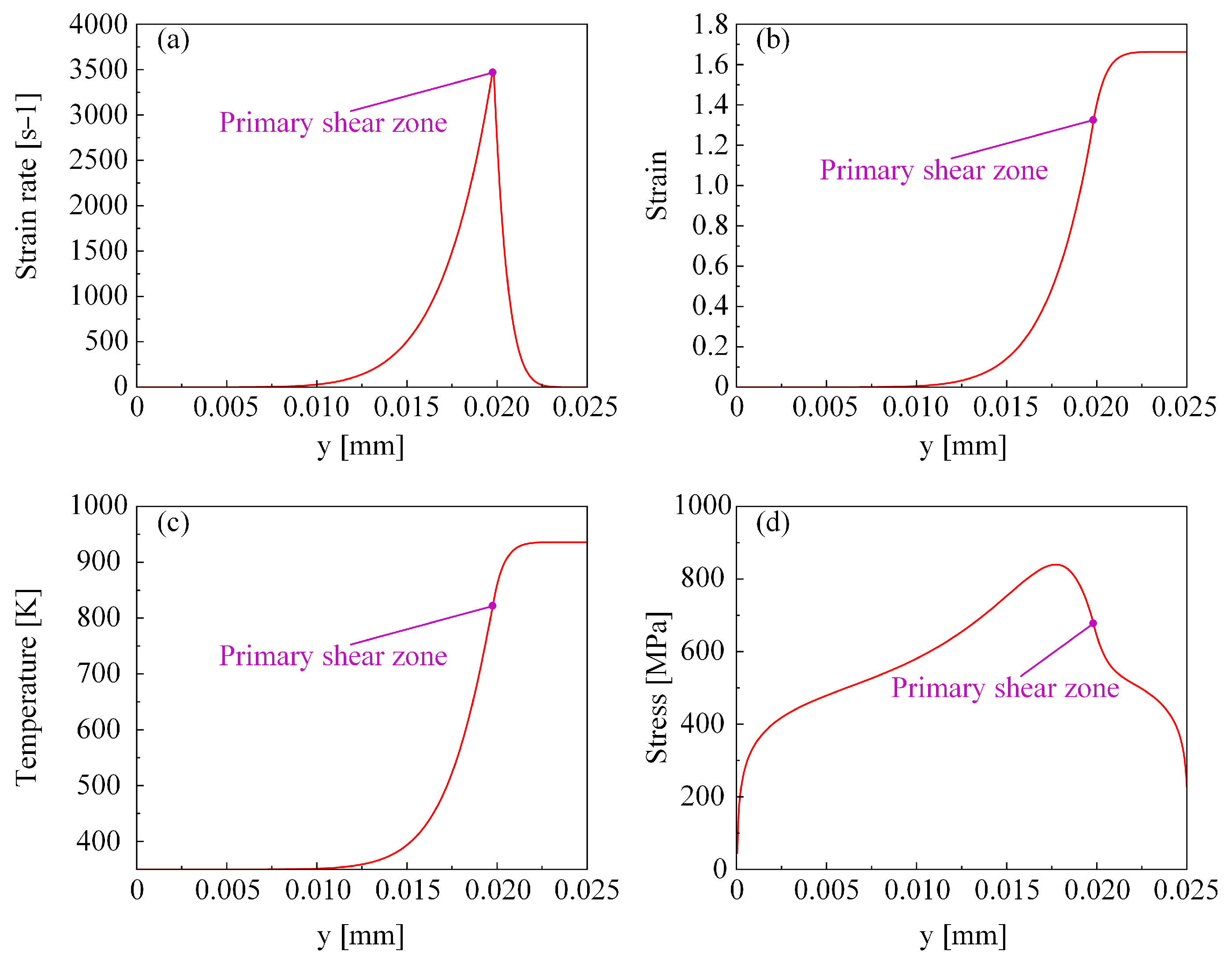
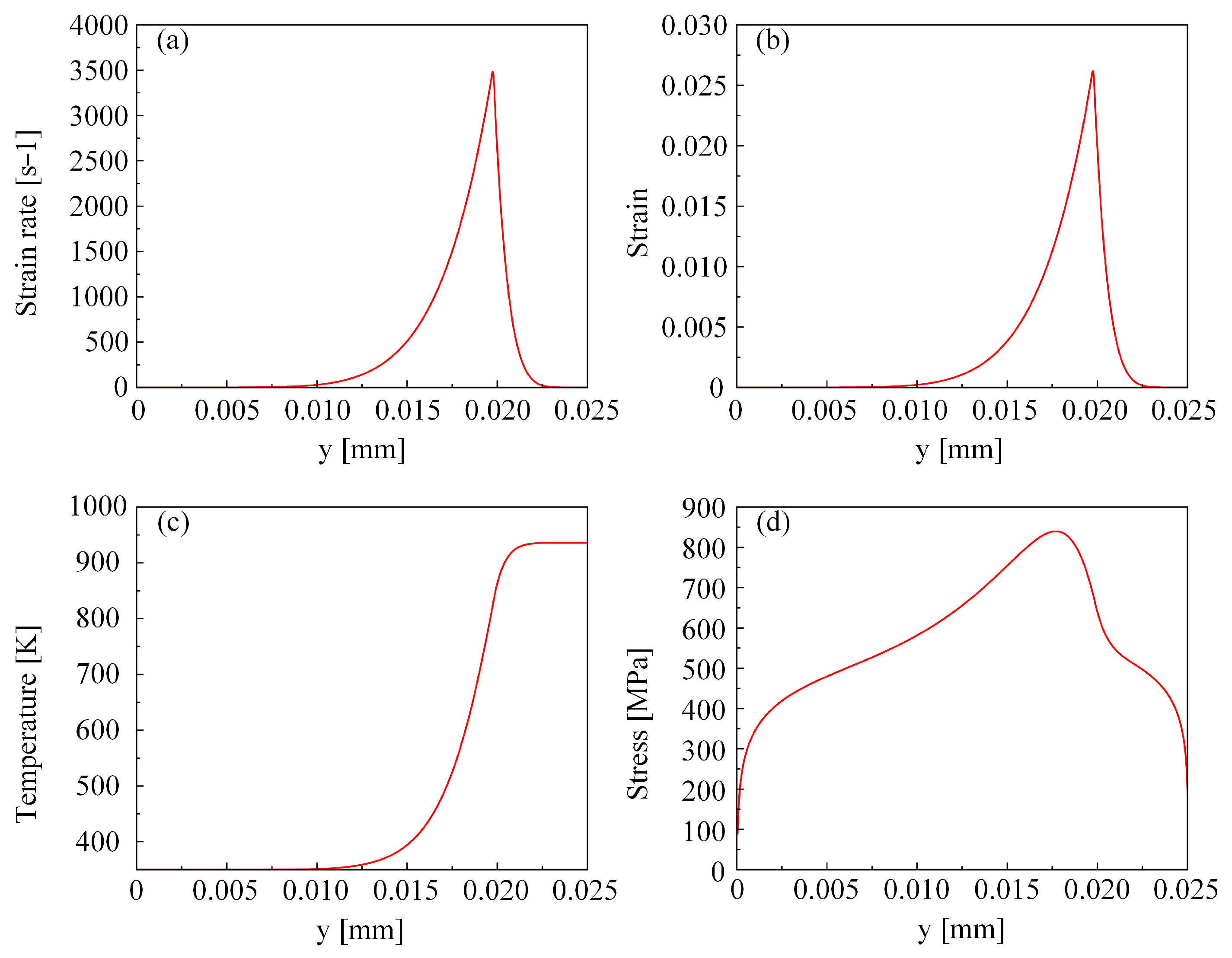
3.3. Research on DRX in the PZ
4. Conclusions
- (1)
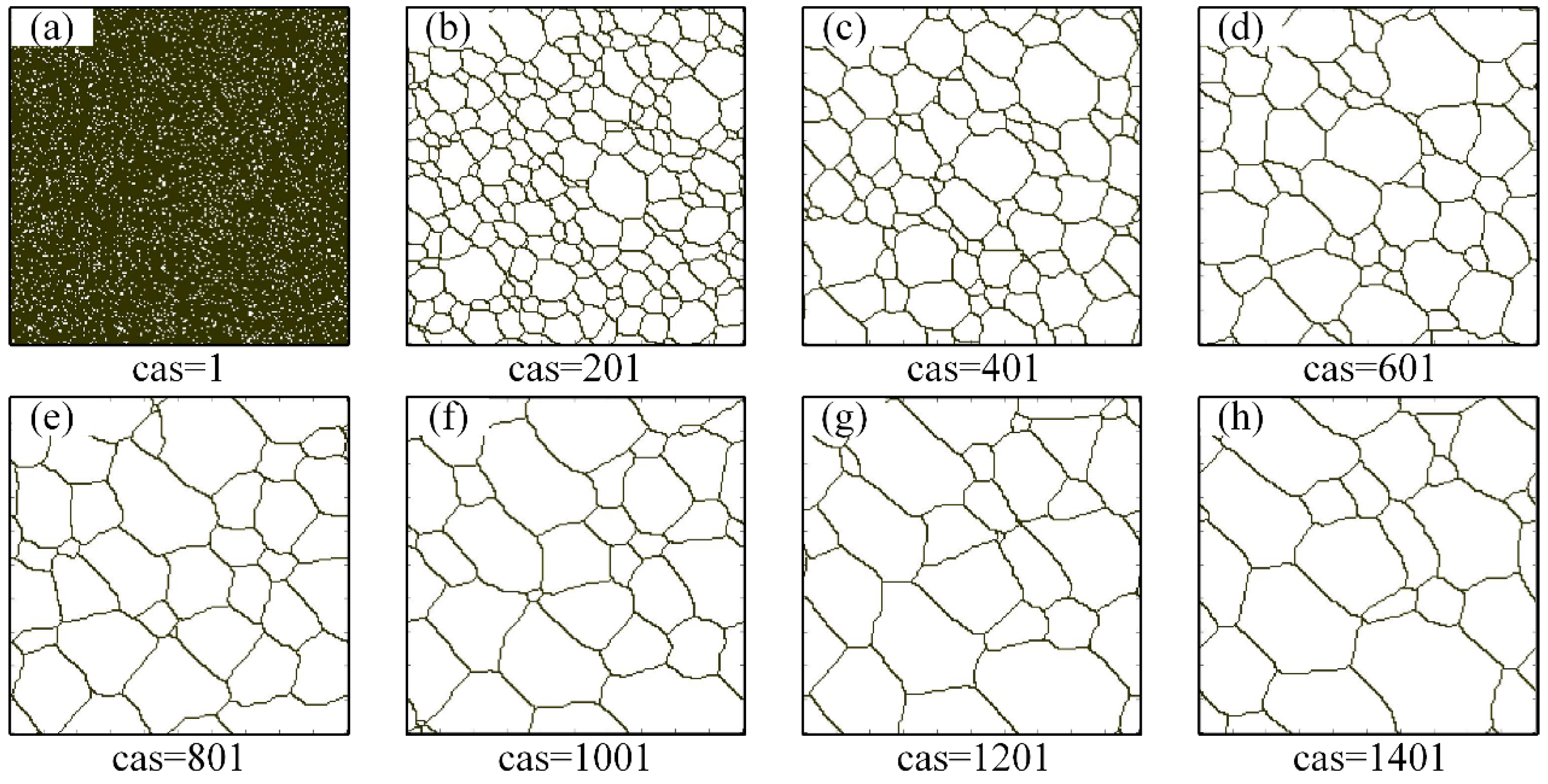
- The PZ model was established to simulate the distribution of strain, strain rate, temperature, and stress during orthogonal cutting. Additionally, a CA model was developed to simulate the dynamic recrystallization of the NSA during high-temperature cutting. This model can predict the grain morphology, flow stress, recrystallization conversion rate, and average grain radius during a dynamic recrystallization process and can also visualize the dynamic recrystallization process.
- (2)
- The flow stress curve during the dynamic recrystallization was simulated and analyzed. Increasing the temperature promoted dynamic recrystallization, thereby decreasing the flow stress. Meanwhile, under a constant strain, higher temperatures reduced the dynamic recrystallization time, leading to an increase in flow stress.
- (3)
- Dynamic recrystallization at different shear planes within the PZ during cutting was simulated and analyzed. No dynamic recrystallization occurred at the initial shear line where strain was zero. From the initial shear line to the main shear plane, both the strain rate and temperature gradually increased. Dynamic recrystallization initiated once critical temperature values were reached, resulting in a decrease in the average grain size. Subsequently, as the grain size decreased, the average grain size tended to stabilize. After verification experiments, the maximum error between the simulation and experimental results was 11.26%, being within an acceptable range. This proved that the model established in this study had a certain degree of accuracy.
- (4)
- The effects of strain, strain rate, and temperature on dynamic recrystallization were explored through a simulation and analysis. Higher strain rates decreased the degree of dynamic recrystallization while promoting grain refinement. A higher temperature facilitated dynamic recrystallization but led to the coarsening of recrystallized grains.
- (5)
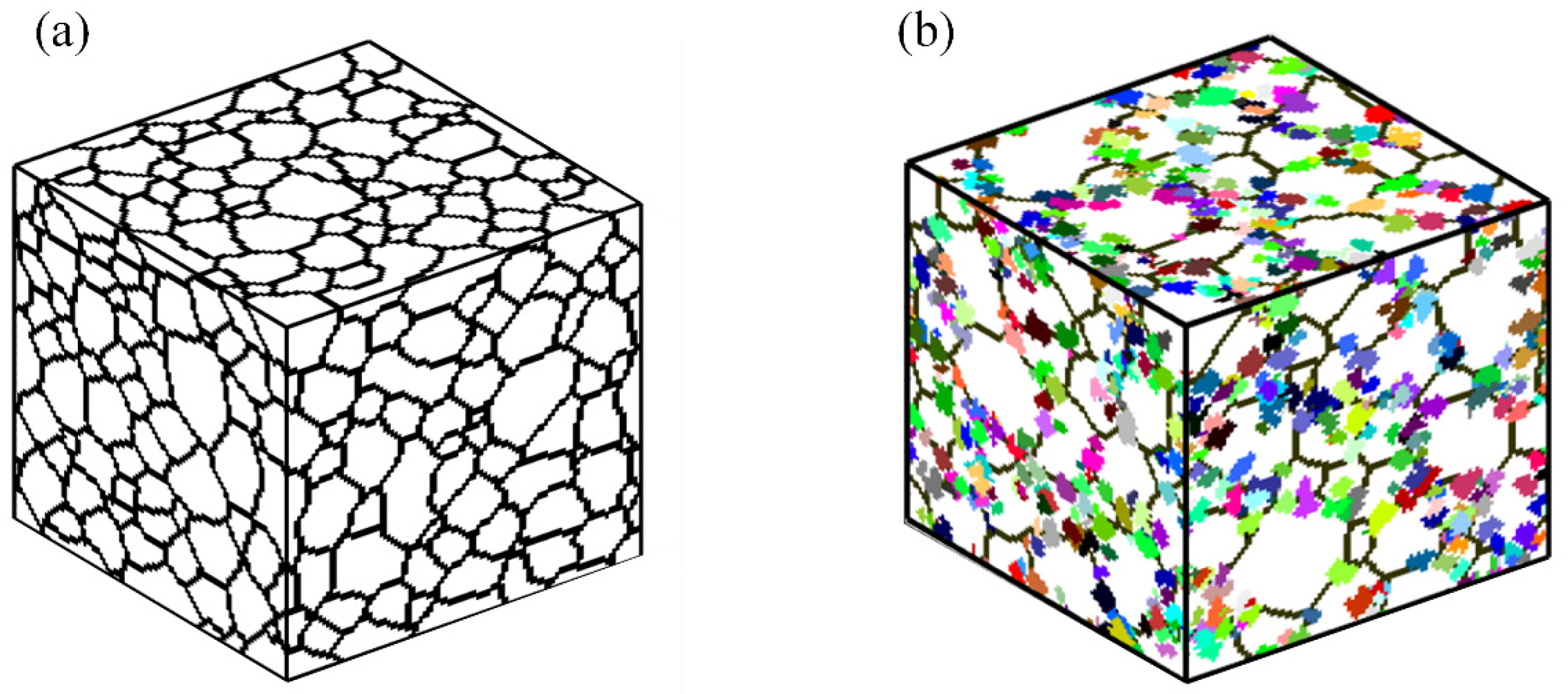
- A successful extension of the two-dimensional cellular automaton model to three dimensions was achieved by adjusting boundary conditions and neighbor types. Grain size in the three-dimensional model was statistically analyzed using cross-sectional methods.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ao, S.; Cheng, M.; Zhang, W.; Oliveira, J.; Manladan, S.; Zeng, Z.; Luo, Z. Microstructure and mechanical properties of dissimilar NiTi and 304 stainless steel joints produced by ultrasonic welding. Ultrasonics 2022, 121, 106684. [Google Scholar] [CrossRef] [PubMed]
- Mwangi, J.W.; Nguyen, L.T.; Bui, V.D.; Berger, T.; Zeidler, H.; Schubert, A. Nitinol manufacturing and micromachining: A review of processes and their suitability in processing medical-grade nitinol. J. Manuf. Process. 2019, 38, 355–369. [Google Scholar] [CrossRef]
- Bertagne, C.L.; Cognata, T.J.; Sheth, R.B.; Dinsmore, C.E.; Hartl, D.J. Testing and analysis of a morphing radiator concept for thermal control of crewed space vehicles. Appl. Therm. Eng. 2017, 124, 986–1002. [Google Scholar] [CrossRef]
- Behera, A.; Sahoo, A.K.; Mohapatra, S.S. Nickel–titanium smart hybrid materials for automotive industry. In Nickel-Titanium Smart Hybrid Materials; Elsevier: Amsterdam, The Netherlands, 2022; pp. 271–295. [Google Scholar]
- Kaynak, Y.; Manchiraju, S.; Jawahir, I.; Biermann, D. Chip formation and phase transformation in orthogonal machining of NiTi shape memory alloy: Microstructure-based modelling and experimental validation. CIRP Ann. 2020, 69, 85–88. [Google Scholar] [CrossRef]
- Piquard, R.; d’Acunto, A.; Laheurte, P.; Dudzinski, D. Micro-end milling of NiTi biomedical alloys, burr formation and phase transformation. Precis. Eng. 2014, 38, 356–364. [Google Scholar] [CrossRef]
- Zhao, Y.; Li, J.; Guo, K.; Sivalingam, V.; Sun, J. Study on chip formation characteristics in turning NiTi shape memory alloys. J. Manuf. Process. 2020, 58, 787–795. [Google Scholar] [CrossRef]
- Zhao, Y.; Sun, J. Study on the characteristics of phase in turning NiTi shape memory alloy. J. Manuf. Process. 2023, 98, 277–284. [Google Scholar] [CrossRef]
- Rosnan, R.; Murad, M.N.; Azmi, A.I.; Shyha, I. Effects of minimal quantity lubricants reinforced with nano-particles on the performance of carbide drills for drilling nickel-titanium alloys. Tribol. Int. 2019, 136, 58–66. [Google Scholar] [CrossRef]
- Zailani, Z.A.; Mativenga, P.T. Effects of Chilled Air on Machinability of NiTi Shape Memory Alloy. Procedia CIRP 2016, 45, 207–210. [Google Scholar] [CrossRef]
- Kaynak, Y.; Karaca, H.; Jawahir, I. Surface Integrity Characteristics of NiTi Shape Memory Alloys Resulting from Dry and Cryogenic Machining. Procedia CIRP 2014, 13, 393–398. [Google Scholar] [CrossRef]
- Wang, G.; Liu, Z.; Niu, J.; Huang, W.; Wang, B. Effect of electrochemical polishing on surface quality of nickel-titanium shape memory alloy after milling. J. Mater. Res. Technol. 2019, 9, 253–262. [Google Scholar] [CrossRef]
- Kaya, E.; Kaya, I. Tool wear progression of PCD and PCBN cutting tools in high speed machining of NiTi shape memory alloy under various cutting speeds. Diam. Relat. Mater. 2020, 105, 107810. [Google Scholar] [CrossRef]
- Kaynak, Y.; Robertson, S.W.; Karaca, H.E.; Jawahir, I.S. Progressive tool-wear in machining of room-temperature austenitic NiTi alloys: The influence of cooling/lubricating, melting, and heat treatment conditions. J. Mater. Process. Technol. 2015, 215, 95–104. [Google Scholar] [CrossRef]
- Kaynak, Y.; Manchiraju, S.; Jawahir, I. Modeling and Simulation of Machining-induced Surface Integrity Characteristicsof NiTi Alloy. Procedia CIRP 2015, 31, 557–562. [Google Scholar] [CrossRef]
- Kaynak, Y.; Karaca, H.E.; Jawahir, I.S. Cutting Speed Dependent Microstructure and Transformation Behavior of NiTi Alloy in Dry and Cryogenic Machining. J. Mater. Eng. Perform. 2014, 24, 452–460. [Google Scholar] [CrossRef]
- Du, Z.; Li, L.; Li, M. Heterogeneous dynamic recrystallization in the isothermal compression of Ti55-TiBw composite in α + β region. Mater. Charact. 2024, 207, 113574. [Google Scholar] [CrossRef]
- Huang, K.; Zhang, Y.-M.; Zhou, Y.-J.; Yang, R.; Meng, X.-P.; Chen, J.-D.; Zhang, X.-B.; Jiang, K.-X.; Liu, D.-D. Evolution of grain characteristics and dynamic recrystallization behavior of Cu–15Ni–8Sn alloy under different extrusion ratios. J. Mater. Res. Technol. 2024, 28, 2887–2897. [Google Scholar] [CrossRef]
- Liu, G.; Zhang, D.; Yao, C. Investigation of the grain refinement mechanism in machining Ti-6Al-4V: Experiments and simulations. J. Manuf. Process. 2023, 94, 479–496. [Google Scholar] [CrossRef]
- Goetz, R.; Seetharaman, V. Modeling Dynamic Recrystallization Using Cellular Automata. Scr. Mater. 1998, 38, 405–413. [Google Scholar] [CrossRef]
- Ding, R.; Guo, Z. Coupled quantitative simulation of microstructural evolution and plastic flow during dynamic recrystallization. Acta Mater. 2001, 49, 3163–3175. [Google Scholar] [CrossRef]
- Li, H.; Sun, X.; Yang, H. A three-dimensional cellular automata-crystal plasticity finite element model for predicting the multiscale interaction among heterogeneous deformation, DRX microstructural evolution and mechanical responses in titanium alloys. Int. J. Plast. 2016, 87, 154–180. [Google Scholar] [CrossRef]
- Zhou, F.; Guo, J.; Zhao, Y.; Chu, X.; Liu, L.; Zhou, C.; Zhao, Z. An improved cellular automaton model of dynamic recrystallization and the constitutive model coupled with dynamic recrystallization kinetics for microalloyed high strength steels. J. Mater. Res. Technol. 2023. [Google Scholar] [CrossRef]
- Xu, J.; He, Q.; Jin, X.; Bian, S.; Shan, D.; Wu, H.; Xu, W. A 3D cellular automaton with inhomogeneous nucleation for simulating dynamic recrystallization of low-alloy steel with mixed-grain microstructure. J. Mater. Process. Technol. 2023, 322, 118171. [Google Scholar] [CrossRef]
- Park, J.; Rout, M.; Min, K.M.; Chen, S.F.; Lee, M.G. A fully coupled crystal plasticity-cellular automata model for predicting thermomechanical response with dynamic recrystallization in AISI 304LN stainless steel. Mech. Mater. 2022, 167, 104248. [Google Scholar] [CrossRef]
- Gao, S.; Sang, Y.; Li, Q.; Sun, Y.; Wu, Y.; Wang, H. Constitutive modeling and microstructure research on the deformation mechanism of Ti-6Al-4V alloy under hot forming condition. J. Alloys Compd. 2021, 892, 162128. [Google Scholar] [CrossRef]
- Zhao, Y.; Guo, K.; Sui, X.; Jia, X.; Sun, J. Nonlinear Deformation Mechanism of Ni50.8Ti Shape Memory Alloy at Different Temperatures and Strain Rates. J. Mater. Eng. Perform. 2023, 1–11. [Google Scholar] [CrossRef]
- Astakhov, V.P.; Osman, M.O.M.; Hayajneh, M.T. Re-evaluation of the basic mechanics of orthogonal metal cutting: Velocity diagram, virtual work equation and upper-bound theorem. Int. J. Mach. Tools Manuf. 2001, 41, 393–418. [Google Scholar] [CrossRef]
- Tounsi, N.; Vincenti, J.; Otho, A.; Elbestawi, M. From the basic mechanics of orthogonal metal cutting toward the identification of the constitutive equation. Int. J. Mach. Tools Manuf. 2002, 42, 1373–1383. [Google Scholar] [CrossRef]
- Zhang, F.; Liu, D.; Yang, Y.; Wang, J.; Zheng, Y. Study of factors affecting simulation of static recrystallization of Ni-based superalloy through cellular automaton model. Procedia Eng. 2017, 207, 2131–2136. [Google Scholar] [CrossRef]
- Jin, Z.; Cui, Z. Modelling the Effect of Initial Grain Size on Dynamic Recrystallization Using a Modified Cellular Automata and a Adaptive Response Surface Method. J. Mater. Sci. Technol. 2010, 26, 1063–1070. [Google Scholar] [CrossRef]
- Zhang, Y.; Jiang, S.; Liang, Y.; Hu, L. Simulation of dynamic recrystallization of NiTi shape memory alloy during hot compression deformation based on cellular automaton. Comput. Mater. Sci. 2013, 71, 124–134. [Google Scholar] [CrossRef]
- Cao, Z.-H.; Sun, Y.; Zhou, C.; Wan, Z.-P.; Yang, W.-H.; Ren, L.-L.; Hu, L.-X. Cellular automaton simulation of dynamic recrystallization behavior in V-10Cr-5Ti alloy under hot deformation conditions. Trans. Nonferrous Met. Soc. China 2019, 29, 98–111. [Google Scholar] [CrossRef]
- Takaki, T.; Yoshimoto, C.; Yamanaka, A.; Tomita, Y. Multiscale modeling of hot-working with dynamic recrystallization by coupling microstructure evolution and macroscopic mechanical behavior. Int. J. Plast. 2014, 52, 105–116. [Google Scholar] [CrossRef]
- Zhang, J.; Li, Z.; Wen, K.; Huang, S.; Li, X.; Yan, H.; Yan, L.; Liu, H.; Zhang, Y.; Xiong, B. Simulation of dynamic recrystallization for an Al-Zn-Mg-Cu alloy using cellular automaton. Prog. Nat. Sci. 2019, 29, 477–484. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Variable | Value |
|---|---|
| Density (kg/m3) | 6450 |
| Thermal conductivity (W/m·°C) | 18 |
| Poisson’s ratio | 0.3 |
| Melting temperature (°C) | 1240 |
| Thermal expansion coefficients (×10−6) | 11.3 |
| Specific heat capacity (J/kg·°C) | 837.36 |
| Variable | Value |
|---|---|
| Cutting depth (mm) | 0.02 |
| Cutting width (mm) | 0.04 |
| Cutting velocity (m/min) | 650 |
| Rake angle (deg) | 18 |
| Variable | Value |
|---|---|
| Yield strength A (MPa) | 1004 |
| Thermal softening coefficient m | 1.64 |
| Strain rate sensitivity coefficient C | 0.22 |
| Reference strain rate (s−1) | 2000 |
| Melting point temperature Tm (K) | 1240 |
| Reference temperature Tr (K) | 350 |
| Variable | Value |
|---|---|
| Grain boundary migration energy Qb (kJ·mol−1) | 297 |
| Shear modulus μ1 (MPa) | 7.89 × 104 |
| Poisson’s ratio v | 0.3 |
| Burgers vector b (m) | 2.49 × 10−10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, J.; Li, M.; Li, Q.; Pan, X.; Wang, Z.; Jia, J.; Liu, R.; Zhou, Y.; Ma, L.; Yu, T. A Visualized Microstructure Evolution Model Integrating an Analytical Cutting Model with a Cellular Automaton Method during NiTi Smart Alloy Machining. Crystals 2024, 14, 672. https://doi.org/10.3390/cryst14080672
Wang J, Li M, Li Q, Pan X, Wang Z, Jia J, Liu R, Zhou Y, Ma L, Yu T. A Visualized Microstructure Evolution Model Integrating an Analytical Cutting Model with a Cellular Automaton Method during NiTi Smart Alloy Machining. Crystals. 2024; 14(8):672. https://doi.org/10.3390/cryst14080672
Chicago/Turabian StyleWang, Jiaqi, Ming Li, Qingguang Li, Xianchao Pan, Zixuan Wang, Jing Jia, Renti Liu, Yunguang Zhou, Lianjie Ma, and Tianbiao Yu. 2024. "A Visualized Microstructure Evolution Model Integrating an Analytical Cutting Model with a Cellular Automaton Method during NiTi Smart Alloy Machining" Crystals 14, no. 8: 672. https://doi.org/10.3390/cryst14080672
APA StyleWang, J., Li, M., Li, Q., Pan, X., Wang, Z., Jia, J., Liu, R., Zhou, Y., Ma, L., & Yu, T. (2024). A Visualized Microstructure Evolution Model Integrating an Analytical Cutting Model with a Cellular Automaton Method during NiTi Smart Alloy Machining. Crystals, 14(8), 672. https://doi.org/10.3390/cryst14080672