Study about Mechanical Property and Machinability of Polyimide

Abstract
:
1. Introduction
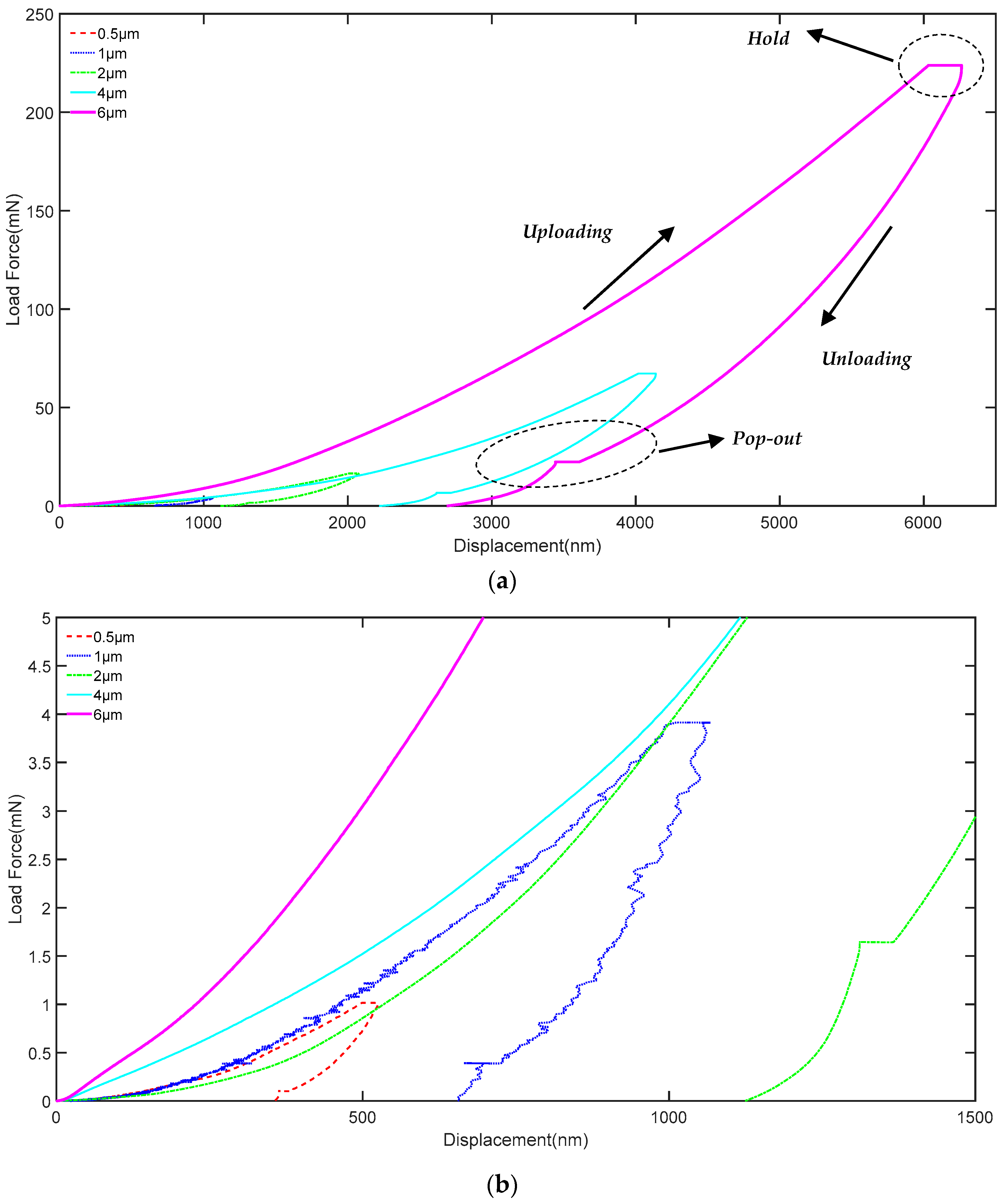
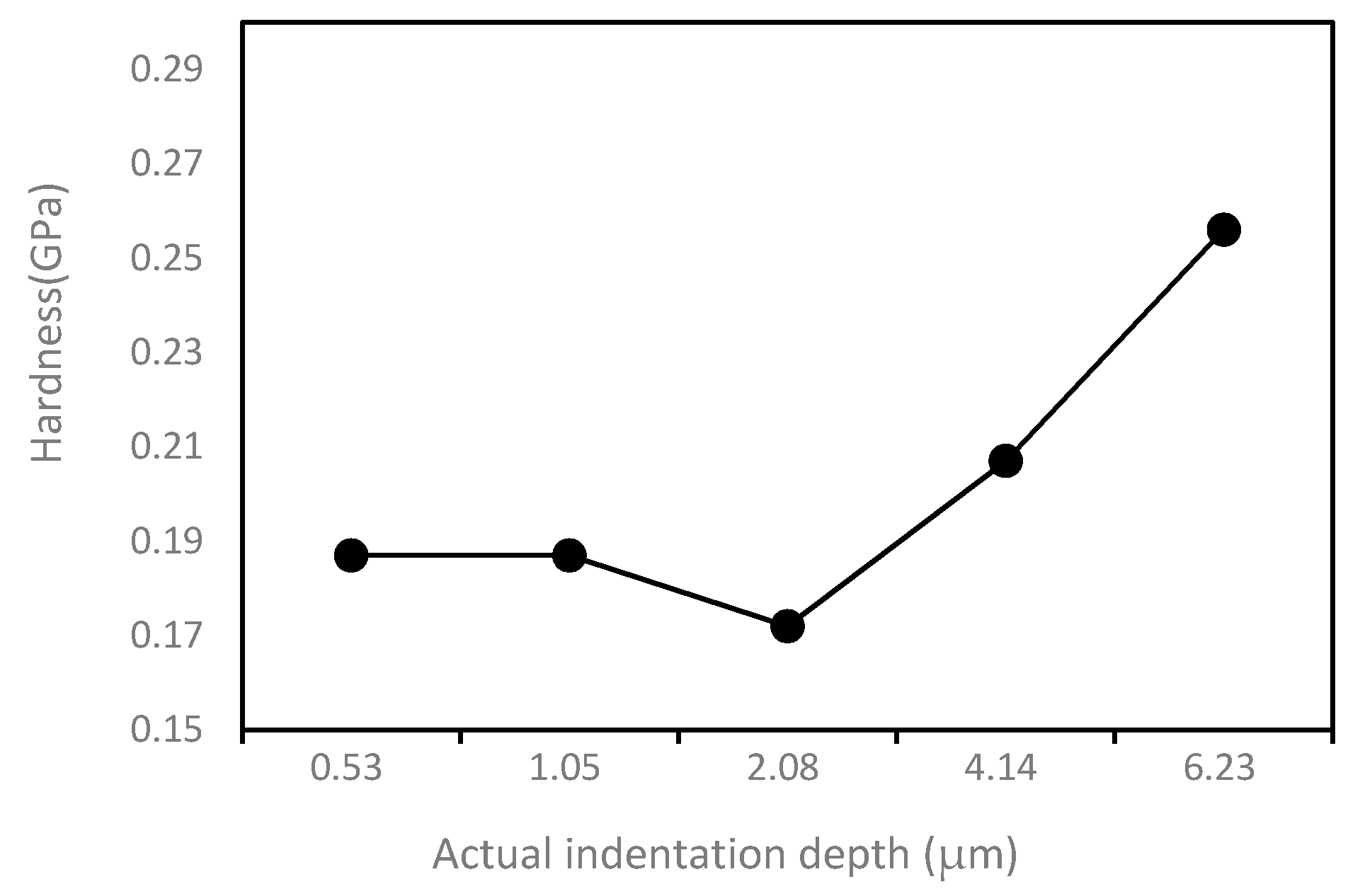
2. Nano-Indentation Experiments and Results Analysis
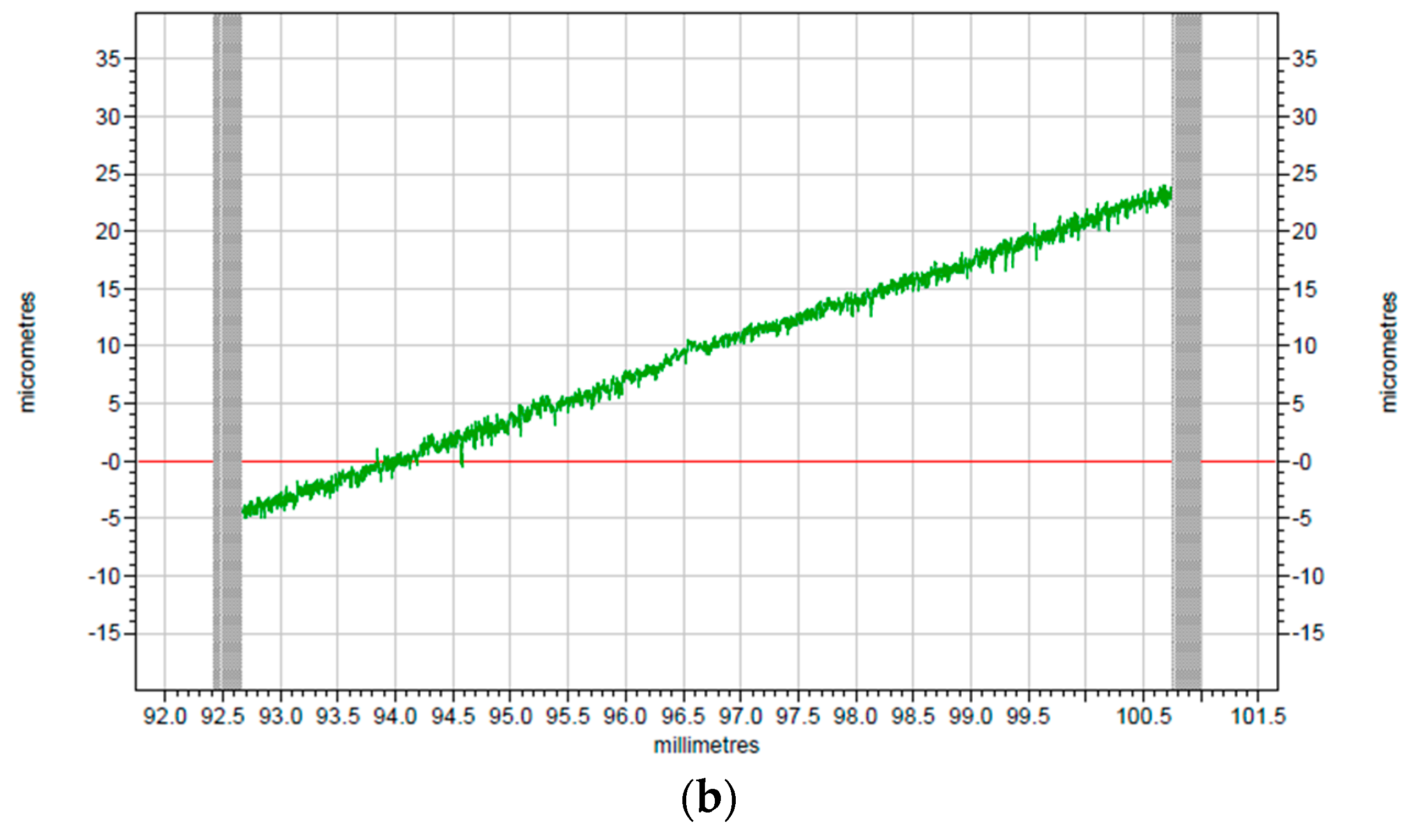
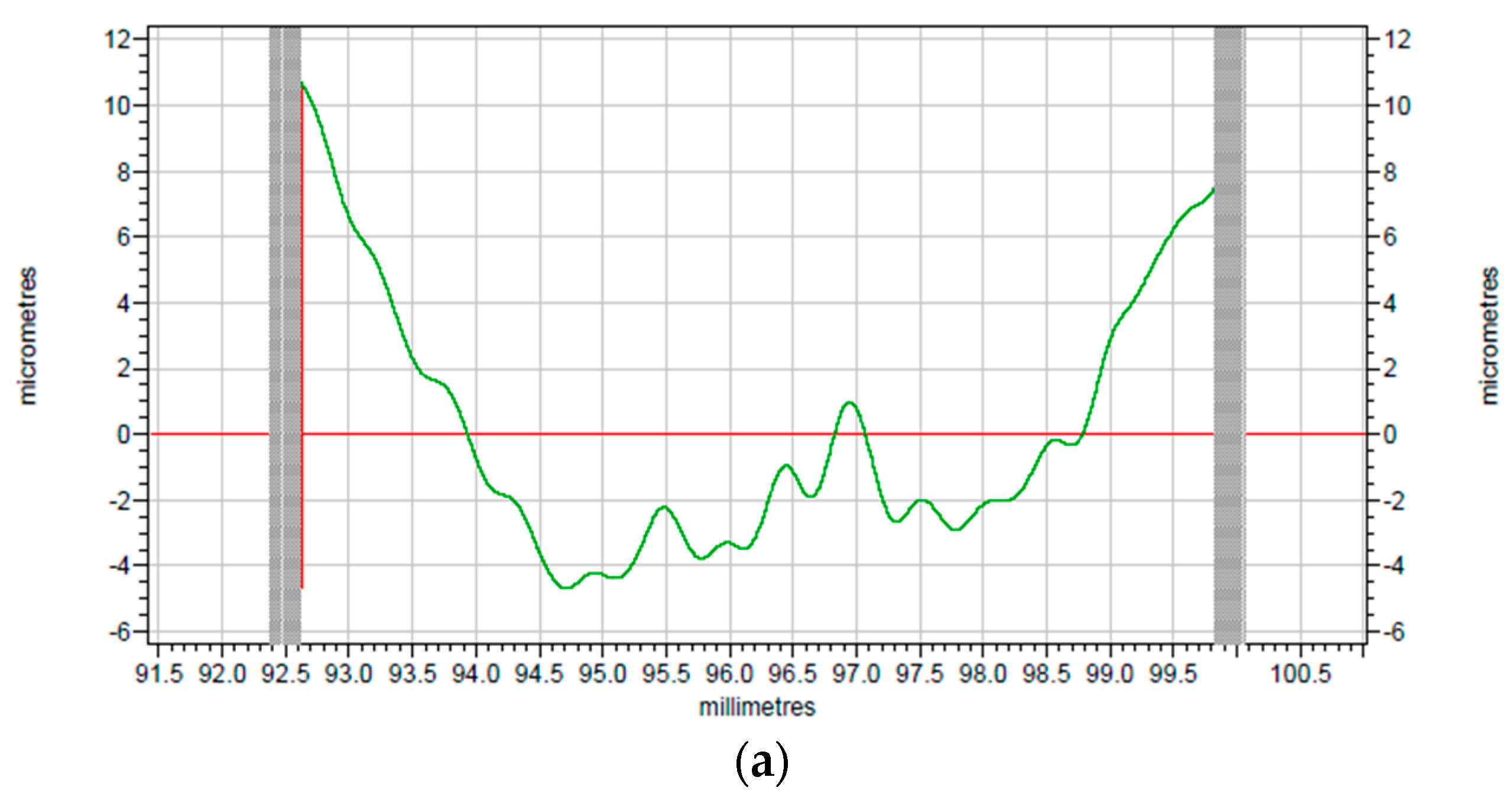
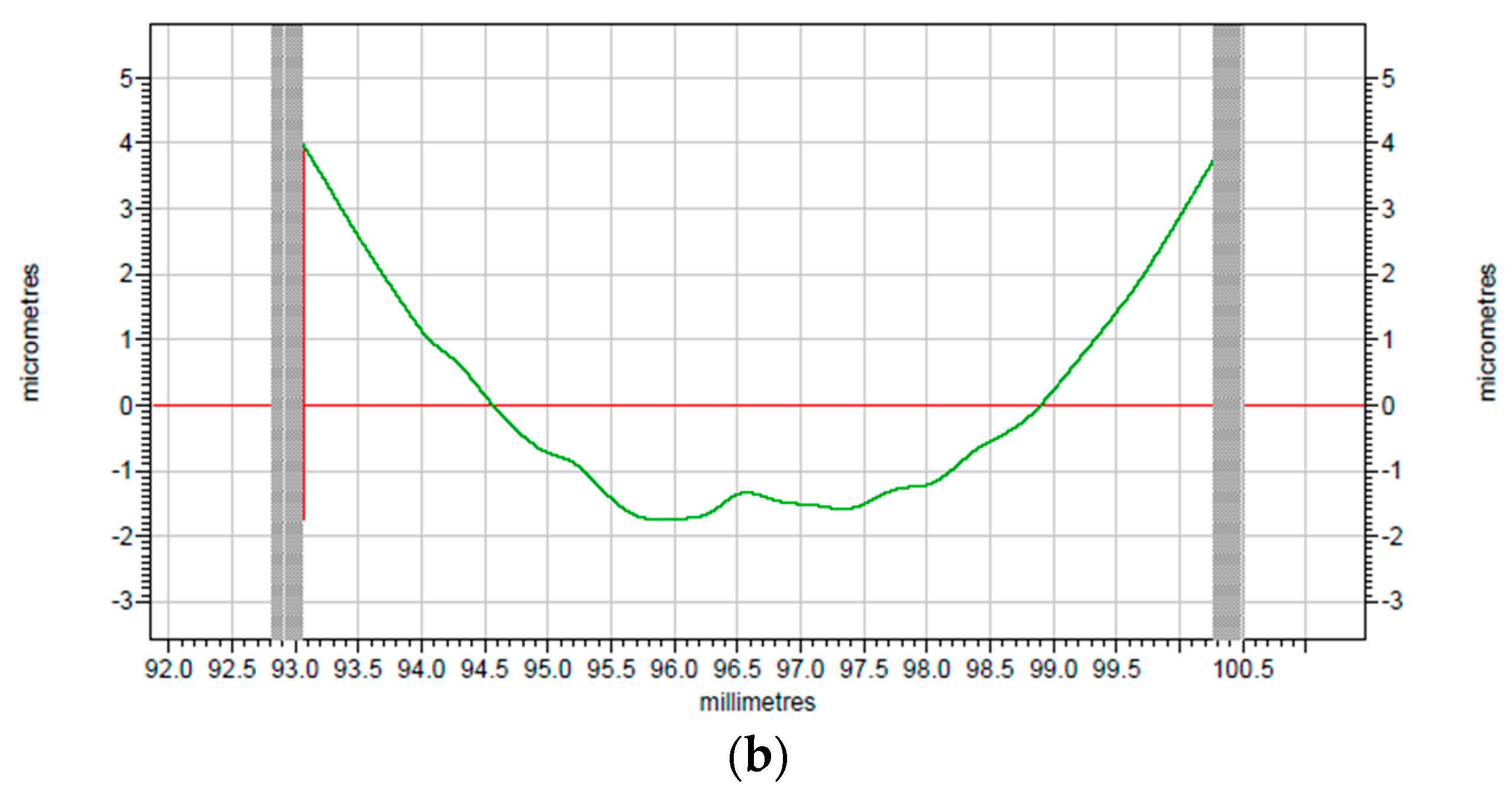
3. SPDT Experiments and Results Analysis
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ding, M.X. Polyimide: Chemistry, Relationship between Structure and Properties and Materials; Science Press: Beijing, China, 2006. [Google Scholar]
- Paşahan, A.; Koytepe, S.; Ekinci, E. Synthesis characterization of a new organosoluble polyimide and its application in development of glucose biosensor. Polym. Plast. Technol. Eng. 2011, 50, 1239–1246. [Google Scholar] [CrossRef]
- Gong, S.; Liu, M.; Xia, S.; Wang, Y. Synthesis of novel soluble polyimides containing triphenylamine groups for liquid crystal vertical alignment layers. J. Polym. Res. 2014, 21, 542. [Google Scholar] [CrossRef]
- Luo, L.B.; Pang, Y.W.; Jiang, X.; Liu, X.Y. Preparation and characterization of novel polyimide films containing amide groups. J. Polym. Res. 2012, 19, 9783–9789. [Google Scholar] [CrossRef]
- Mehdipour-Ataei, S.; Bahri-Laleh, N. Synthesis and properties of polyimides and copolyimides containing pyridine units: A review. Iran. Polym. J. 2008, 17, 95–124. [Google Scholar]
- Huo, H.; Sun, H.; Mo, S.; Yang, S.; Fan, L. Preparation of meltable aromatic polyimides and their adhesive properties. J. Macromol. Sci. Pure Appl. Chem. 2011, 48, 880–889. [Google Scholar] [CrossRef]
- Gholam, A.K. Synthesis and characterization of new disperse-red functionalized polyimide for use as nonlinear optical. Des. Monomers Polym. 2012, 15, 275–288. [Google Scholar]
- Dorogy, J.W.E.; Clair, A.K.S. Fibers from a soluble, fluorinated polyimide. J. Appl. Polym. Sci. 1993, 49, 501–510. [Google Scholar] [CrossRef]
- Allan, P.S.; Bevis, M.J. Process for Molding Directionally-Orientatable Material Using Shear Force. U.S. Patent 4925161 A, 15 May 1990. [Google Scholar]
- Sato, S.; Gao, W.; Kiyono, S. Design of a precision rotary-linear dual-axis positioning system with a surface encoder. In Optomechatronic Systems Control; SPIE: Sapporo, Japan, 2005; Volume 6052, p. 60520J. [Google Scholar] [CrossRef]
- Yu, D.P.; Wong, Y.S.; Hong, G.S. Ultraprecision machining of micro-structured functional surfaces on brittle materials. J. Micromech. Microeng. 2011, 21, 095011. [Google Scholar] [CrossRef]
- Zhu, Z.; Zhou, X.; Liu, Q.; Lin, J.; Zhao, S. Fabrication of micro-structured surfaces on bulk metallic glasses based on fast tool servo assisted diamond turning. Sci. Adv. Mater. 2012, 4, 906–911. [Google Scholar] [CrossRef]
- Cheung, C.F.; Lee, W.B. Characterisation of nanosurface generation in single-point diamond turning. Int. J. Mach. Tool Manuf. 2001, 41, 8518–8575. [Google Scholar] [CrossRef]
- Ferencz, R.; Sanchez, J.; Blümich, B.; Herrmann, W. AFM nanoindentation to determine Young’s modulus for different EPDM elastomers. Polym. Test. 2012, 31, 425–432. [Google Scholar] [CrossRef]
- Jee, A.Y.; Lee, M. Comparative analysis on the nanoindentation of polymers using atomic force microscopy. Polym. Test. 2010, 29, 95–99. [Google Scholar] [CrossRef]
- Liao, Q.; Huang, J.; Zhu, T.; Xiong, C.; Fang, J. A hybrid model to determine mechanical properties of soft polymers by nanoindentation. Mech. Mater. 2010, 42, 1043–1047. [Google Scholar] [CrossRef]
- Aldousiri, B.; Dhakal, H.; Onuh, S.; Zhang, Z.; Bennett, N. Nanoindentation behavior of layered silicate filled spent polyamide-12 nanocomposites. Polym. Test. 2011, 30, 688–692. [Google Scholar] [CrossRef]
- Jia, X.L.; Zhang, Q. Dramatic enhancements in toughness of polyimide nanocomposite via long-CNT-induced long-range creep. J. Mater. Chem. 2012, 14, 7050–7056. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designed Depth | Hardness | Mean Hardness | Mean Actual Depth | |||||
|---|---|---|---|---|---|---|---|---|
| Point 1 | Point 2 | Point 3 | Point 4 | Point 5 | Point 6 | |||
| 0.5 μm | 0.197 | 0.209 | 0.102 | 0.21 | 0.214 | 0.191 | 0.187 | 0.527 μm |
| 1 μm | 0.178 | 0.195 | 0.179 | 0.22 | 0.202 | 0.148 | 0.187 | 1.054 μm |
| 2 μm | 0.152 | 0.162 | 0.143 | 0.208 | 0.193 | 0.176 | 0.172 | 2.079 μm |
| 4 μm | 0.198 | 0.229 | 0.208 | 0.234 | 0.217 | 0.153 | 0.207 | 4.135 μm |
| 6 μm | 0.196 | 0.187 | 0.243 | 0.23 | 0.328 | 0.351 | 0.256 | 6.233 μm |
| Designed Depth | Modulus | Mean Modulus | Mean Actual Depth | |||||
|---|---|---|---|---|---|---|---|---|
| Point 1 | Point 2 | Point 3 | Point 4 | Point 5 | Point 6 | |||
| 0.5 μm | 3.524 | 4.53 | 2.29 | 3.823 | 3.505 | 3.933 | 3.601 | 0.527 μm |
| 1 μm | 3.331 | 3.272 | 3.314 | 3.494 | 2.993 | 2.833 | 3.206 | 1.054 μm |
| 2 μm | 2.984 | 3.496 | 2.77 | 3.718 | 3.531 | 3.405 | 3.317 | 2.079 μm |
| 4 μm | 3.387 | 3.942 | 3.601 | 3.751 | 3.697 | 2.98 | 3.56 | 4.135 μm |
| 6 μm | 3.367 | 3.255 | 3.731 | 3.485 | 4.257 | 4.399 | 3.749 | 6.233 μm |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ji, S.; Yang, J.; Zhao, J.; Hu, Y.; Gao, H. Study about Mechanical Property and Machinability of Polyimide. Polymers 2018, 10, 173. https://doi.org/10.3390/polym10020173
Ji S, Yang J, Zhao J, Hu Y, Gao H. Study about Mechanical Property and Machinability of Polyimide. Polymers. 2018; 10(2):173. https://doi.org/10.3390/polym10020173
Chicago/Turabian StyleJi, Shijun, Jilong Yang, Ji Zhao, Yanjuan Hu, and Hong Gao. 2018. "Study about Mechanical Property and Machinability of Polyimide" Polymers 10, no. 2: 173. https://doi.org/10.3390/polym10020173
APA StyleJi, S., Yang, J., Zhao, J., Hu, Y., & Gao, H. (2018). Study about Mechanical Property and Machinability of Polyimide. Polymers, 10(2), 173. https://doi.org/10.3390/polym10020173