1. Introduction
Injection molding has been broadly used to fabricate components in many industries, such as in automobiles, electronics, sports goods, medical devices, and optical lenses. Injection molding is a cyclic process that comprises of four stages: (1) mold closing and clamping; (2) filling, compressing, and holding; (3) cooling and concurrently plasticizing for the next cycle; and (4) mold opening and ejecting. In stages 2 and 3, the filling, compressing, holding and cooling of molten polymer within cavities have been paid much attention in past studies, since they determine the quality of the injection molding parts [
1,
2,
3]. Particularly, this includes main process parameters such as injection speed and pressure, holding pressure and time, melt and mold temperatures dominate the injection molding qualities, e.g., part appearance, geometrical dimensions, mechanical properties, etc. The behaviors of molten polymer within cavities can be observed by investigating the cavity pressure profiles [
4].
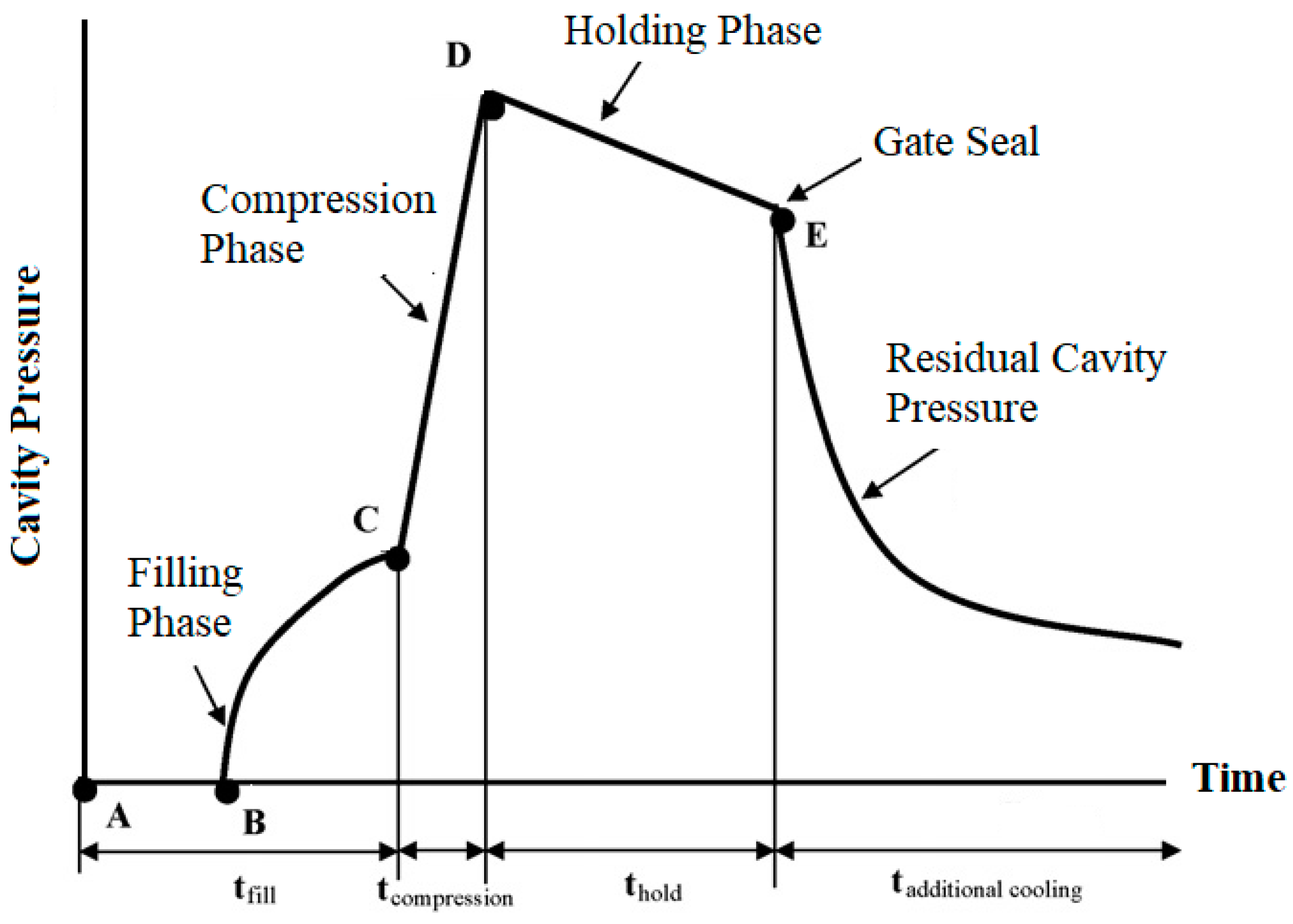
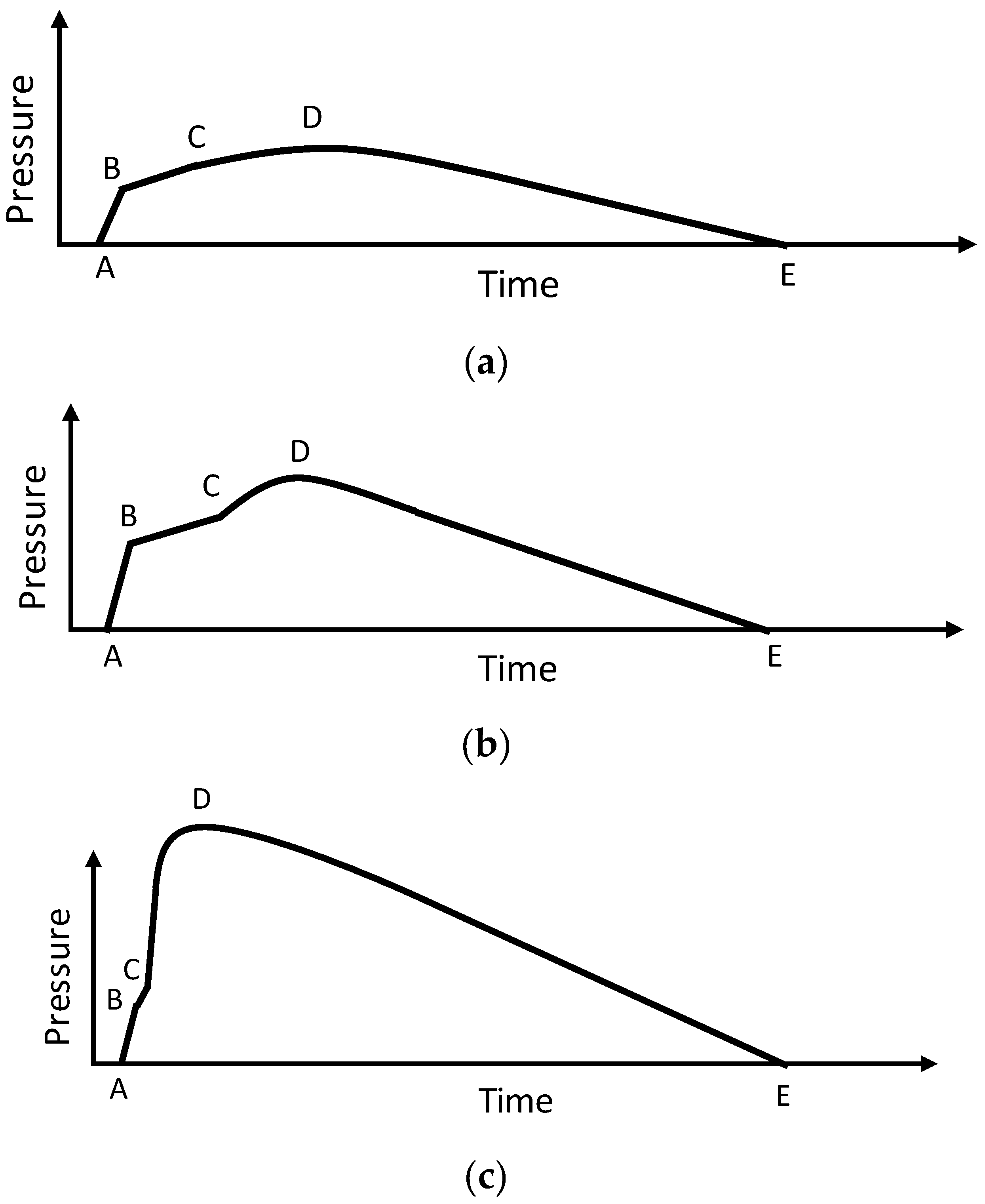
Figure 1 shows a typical cavity pressure profile, the pattern from Point A to C represents the filling stage, in which molten polymer enters the mold cavities, following this the cavity pressure is gradually increased based on the injection pressure applied. The filling phase is completed at Point C, where the cavity is only volumetrically filled by the molten polymer without being compressed. The compression process then begins, and the pressure increases rapidly to its peak value at Point D, which has the greatest impact on the resisting mold clamping force introduced by the clamping mechanism in the whole injection molding process. The molten polymer within the cavity is then maintained at a set pressure during the holding phase. Additional molten polymer can be packed into the cavity to compensate for the plastic shrinkage caused by cooling, thus ensuring that the mold is completely filled. This process continues until the gate is frozen, as shown at Point E. This is followed by the final cooling phase, and it continues until the end of the cycle. During this phase, the melt solidifies gradually as the coolant that circulates within the cooling channels in the mold removes heat. The cooling and solidification rates determine the rate while the cavity pressure decreases.
Due to increasing demand for injection molding quality, a proper setting of main processing parameters such as injection speed and pressure, melt and mold temperature, holding pressure and time as well as the cooling rate dominate the results. Particularly, the switching time from mold filling to molding holding, also called filling-to-packing switchover or V/P switchover, is crucial in determining part quality. Notably, the control strategy of an injection molding machine to proceed to mold filling and mold holding is distinct. For mold filling, molten polymer is compressed to fill cavities with a constant flow rate beneath a limited injection pressure to protect machine and mold. In contrast, in mold holding, molten polymer fills mold cavities with a constant holding pressure while the holding speed is limited. This holding stage aims to compensate for the volume shrinkage of the polymer due to cooling.
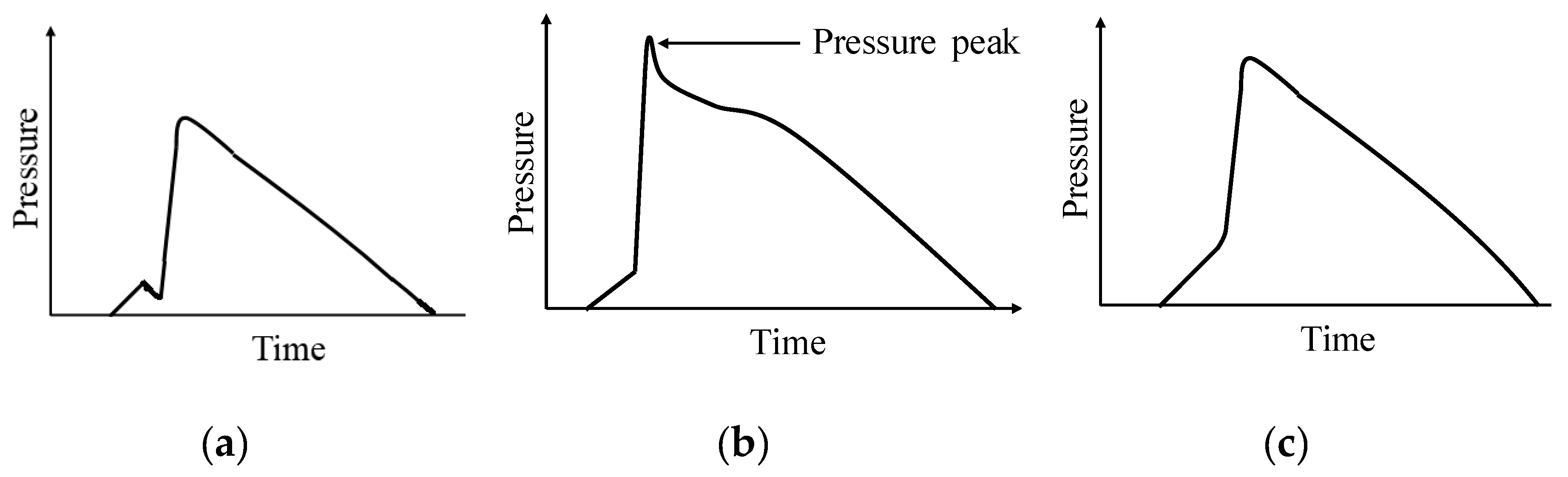
A proper V/P switchover time setting is essential in achieving good consistency of the injection-molded parts. If the V/P switchover time is too early, the injection pressure, as shown in
Figure 2a may be insufficient to compress the molten polymer into the mold’s cavities, resulting in a short shot, sink mark and warpage, etc. On the contrary, a later V/P switchover time may lead to overfilling and generate excessive cavity pressure as shown in
Figure 2b. Improper switchover timing may create serious residual stress/flash on injection-molded part, or even a severe mold deformation and excessive tie-bar elongation. Therefore, a proper V/P switchover time setting not only assures that the molten polymer performs a complete mold filling, but also generates sufficient compression of the molten polymer in the cavity. The cavity pressure profile under a proper V/P switchover is smooth, as shown in
Figure 2c.
The cavity pressure profile and its repeatability clearly influence the quality of the molded part, especially its mass, dimensional stability, mechanical behavior, and surface quality. Many studies have proposed that the cavity pressure profile can be used to maintain product quality and help control the machine during the injection-molding process. Besides, other studies indicated that a method to maintain a high yield rate from molding is to reproduce the cavity pressure curve in every shot. Based on these studies, the ideal process parameters have been selected in the past study [
4], so the corresponding ideal cavity pressure profile is explored and reproduced by the machine in subsequent shots. Seeing that inconsistent V/P switchover settings can significantly affect the cavity pressure profile, they must be controlled adequately.
Even though the V/P switchover control based on cavity pressure signals is a well-recognized method, it is costly and inconvenient concerning the installation of pressure sensors in injection mold. In comparison, a strain sensor mounted on the tie bar can present the dynamics of the clamping force during injection molding process.
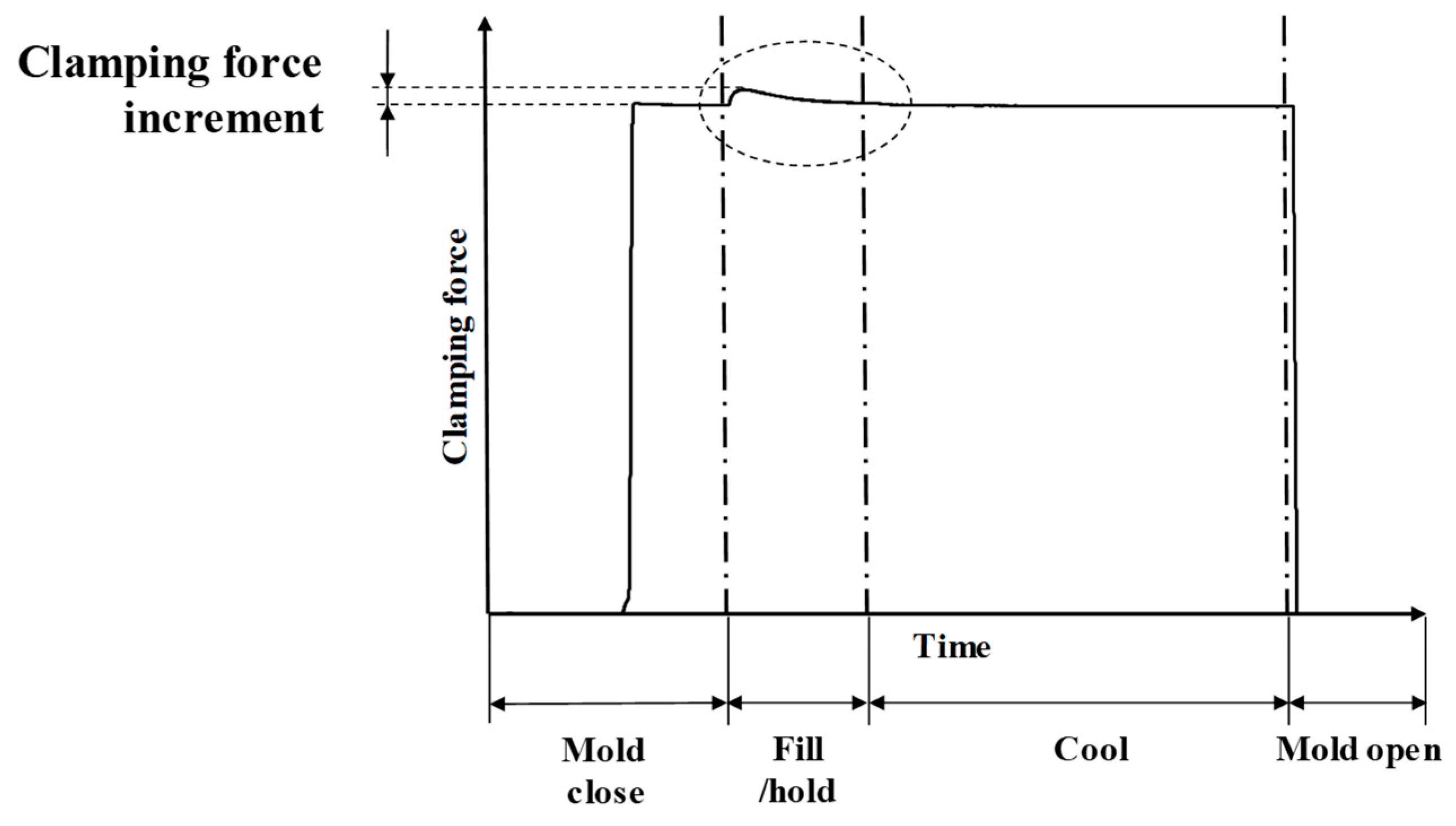
Figure 3 shows a typical clamping force profile in the injection molding process, in which the cavity pressure in the packing stage increases sharply, resulting in mold separation and immediately leading to additional tie-bar elongation, generating a further clamping force increment on the clamping force profile. Choosing the tie-bar elongation profile for V/P switchover control has two major advantages: (1) the profile can be easily detected by a strain sensor mounted on the tie bar, which is free of being invasive to the injection mold. Once the sensor is installed, it is applicable to various injection molds attached to the same clamping mechanism; (2) tie-bar elongation enables the monitoring of the clamping condition and helps in identifying a proper clamping force value to set [
5]. In injection molding, the magnitude of the clamping force may affect the quality of the plastic parts. For instance, a small clamping force may produce defects such as flashes and poor geometrical accuracy, whereas a large force could result in insufficient air venting during mold filling/packing, leading to the generation of short shot. Traditionally, clamping force is set at the highest machine specification, which may lead to additional energy consumption. Moreover, heavy loading at the tie bars is detrimental to the durability of processed molds and the machine itself. Therefore, the clamping force is suggested to be set at a proper value for assuring injection molding quality and preventing potential damage on the machine and mold [
6]. In this study, we aim to investigate the feasibility of quality monitoring based on the characteristics of tie-bar elongation, further develops a decision rule for V/P switchover in injection molding.
2. Literature Review
The rheological property of molten polymer in the injection molding process is dependent on the shear, temperature and pressure and is essentially manifested in the viscosity of the molten polymer. The viscosity determines the flow behavior of the resin through the mold, and therefore has a significant effect on the quality of the molded components. There are three major factors that determine the viscosity of molten polymer, namely (1) the raw material, e.g., the type of material, the rheological characteristics of the material, the humidity conditions, and batch-by-batch variations; (2) the plasticizing effect, which is affected by the geometrical design of the injection screw, the screw rotational speed, the back-pressure, the feeding rate, the barrel temperature and the metering time; and (3) the injection parameter settings, e.g., the injection speed, the mold temperature, the melt temperature, the pressure, and the cooling time. Conventionally, the behavior of molten polymer flow to cavities is hard to visualize, so the process of injection molding acts as a black box to operators. However, with advanced sensing technology, much physical information about molten polymer within the cavities can be revealed [
7,
8]. For example, the cavity pressure profile detected by a cavity pressure sensor can reflect the variations of molten polymer quality during the mold filling process [
9,
10,
11,
12,
13]. Regarding V/P switchover control, Kazmer et al. [
14] compared the effects of the V/P switchover setting point on molded part quality with seven different methods, including: (1) screw position; (2) injection time; (3) machine pressure; (4) nozzle pressure; (5) sprue pressure; (6) cavity pressure; and (7) cavity temperature. They concluded that methods based on screw position and machine pressure are both sufficient in most injection molding cases, providing quality consistency for the injection-molded parts. Moreover, the application of cavity pressure sensors and temperature transducers are also feasible to develop a V/P switchover decision for the injection molding quality control. Huang [
4] revealed a novel V/P switchover control method based on the cavity pressure profile by integrating a simple grey model, GM (1,1), to immediately predict the volumetric-filling point in each shot. The experiment’s results proved the validity of seeking a proper V/P switchover. To obtain a precise switchover control, many factors concerning sensor locations and expense are involved.
As molten polymer fills the cavity, the cavity’s pressure increases. When the melt nearly fills up the cavity and finally transfers to the compression phase, cavity pressure increases sharply. This phenomenon results in mold separation and immediately leads to tie-bar elongation [
5]. Accordingly, there is a clamping force increment on the measured clamping force profile [
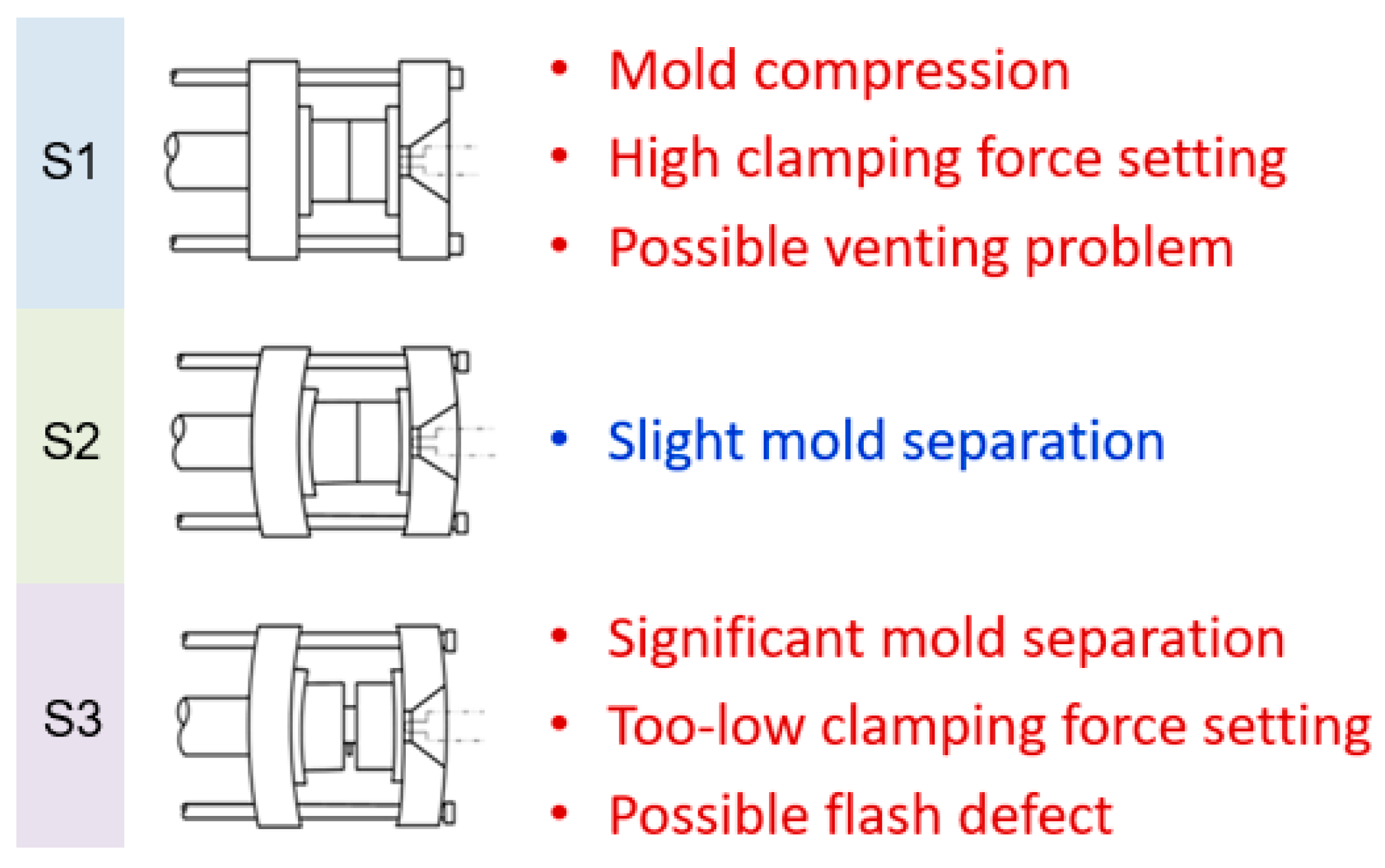
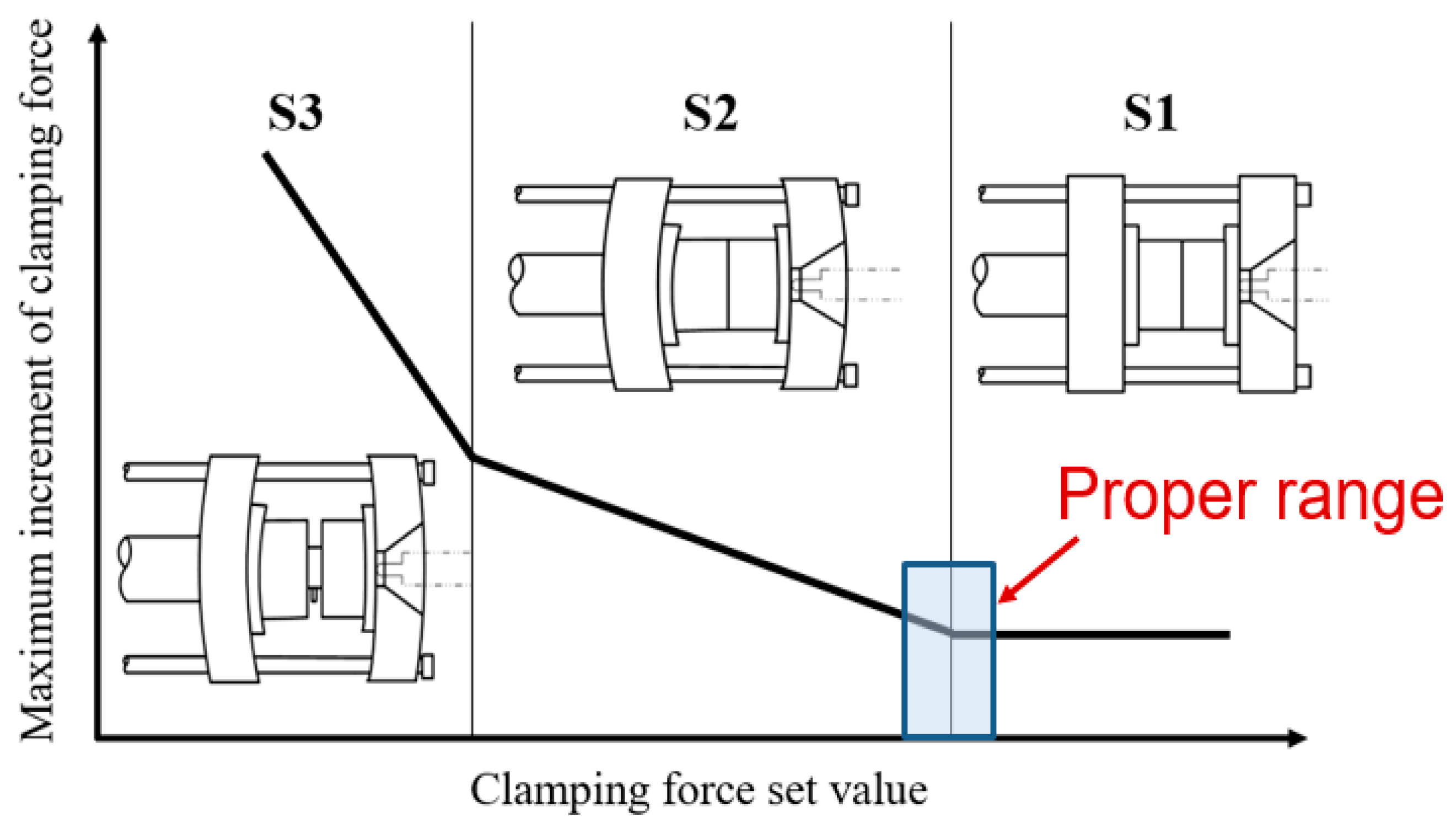
5], a sufficient clamping force is required to prevent mold separation resulting from excessive cavity pressure as melt fills the cavity. Basically, the extent of mold separation can be classified into three statuses (S1–S3) under various clamping force set values (
Figure 4). High clamping force setting results in mold compression (S1) and may then lead to possible venting problems and further potential mold deterioration, tie bar breakage, as well as wear in the clamping component. In contrast, a low clamping force setting creates significant mold separation (S3) during mold filling and packing and then generates possible flash defects. Hence, a proper clamping force which generates slight mold separation (S2) in injection molding is necessary.
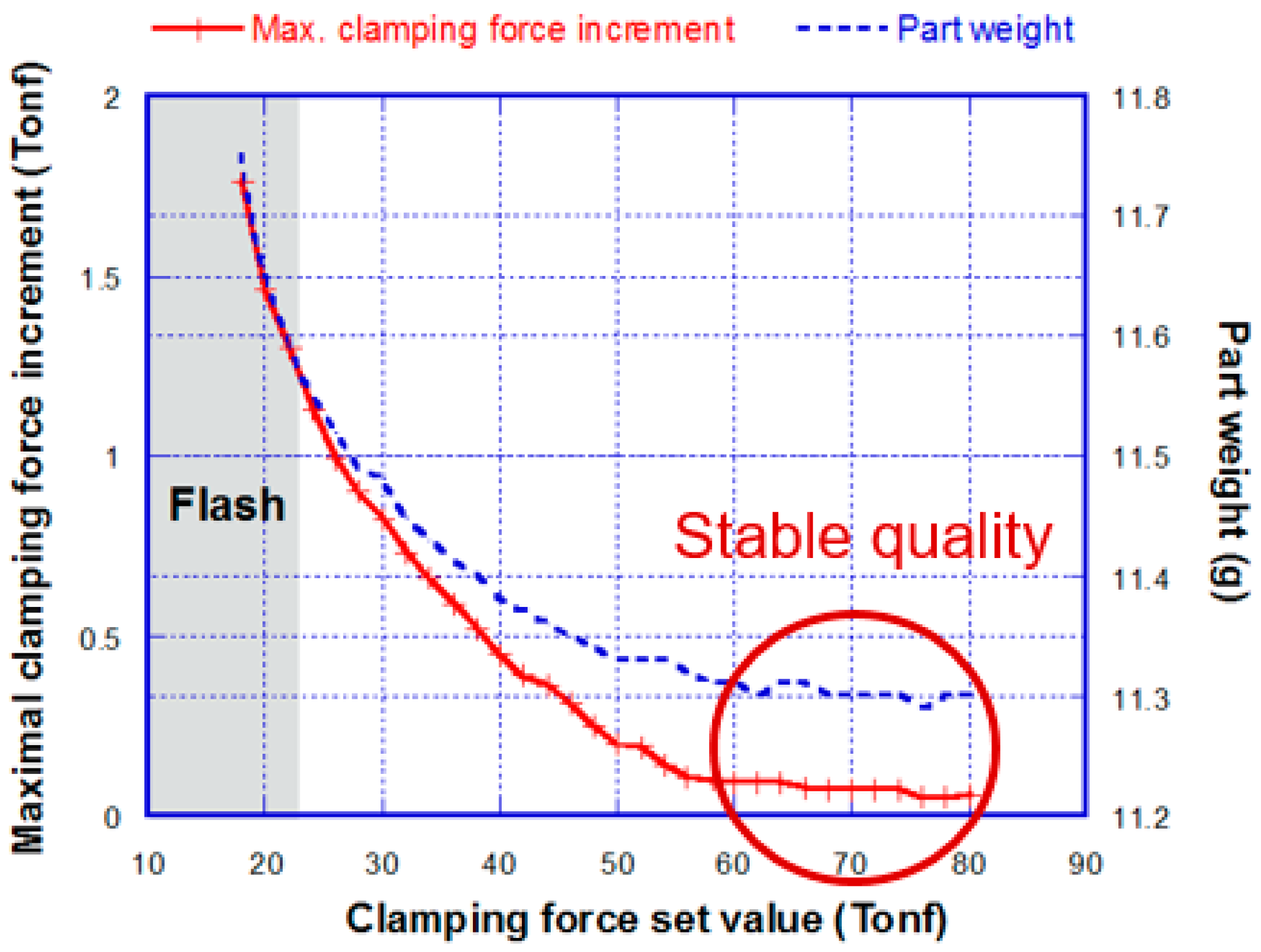
Huang et al. [
5] investigated the effects of mold separation on molded part quality through various melt filling patterns, and found that the molded part quality is crucially affected by whether or not the clamping force is appropriately set (
Figure 5). They also founded a method to seek an appropriate clamping force setting based on tie-bar elongation, and verified this with application in a real molding process (
Figure 6) [
6]. Chen et al. [
15,
16] investigated the effect of mold separation on molded part quality through a precise linear displacement transducer installed outside the mold plates, and found that the maximum mold separation occurring in the V/P switchover is highly correlated with part weight. Chen et al. [
17] conducted an experimental verification of several quality indexes, including peak pressure, viscosity extracted pressure profiles from the system, the nozzle, and the cavity, as well as the clamping force increment extracted from the tie-bar elongation profile. They found that these quality indexes, especially the clamping force increment index, have a strong correlation with the part quality. They also suggested that the clamping force increment index can be used to predict part quality, as it is sensitive enough to indicate the slightly varied V/P switchover and the melt quality fluctuation.
Conventional V/P switchover control in an injection molding machine is mainly based on screw position. Theoretically, the part quality is consistent from shot to shot when the motion control of injection molding machine is accurate and repeatable. However, the melt quality is often disturbed and interfered by extrinsic factors, so the consistency of the molded part from shot to shot proceeding on a precise injection molding machine is still insufficient. In other words, a precisely determined V/P switchover control is essential in compensating for defects of the molded part in order to realize high quality consistency. In recent applications, V/P switchover control based on cavity pressure signals is a well-recognized method, but is highly costed and inconvenient in terms of the installation of pressure sensors in the injection mold. In contrast, a tie-bar elongation sensor is simple to mount on the surface of the tie-bar without invading the mold cavity. Currently, sensors on tie bars are used to measure the surface strain with a press-on sensor directly at the mounting location [
16] or ultrasonic sensors [
18]. The tie-bar strain sensors, which are similar to bonded strain gauges, can be used to measure the clamping force. The strain gauges are compressed under a stainless-steel protective foil wrapped tightly on the cylindrical surface of the tie bar to be measured. Based on an accurate measurement of the clamping force acting on mold halves during injection molding with the tie-bar strain sensors, an injection molding machine can detect the variation of tie-bar elongation online. Estimation of the minimal clamping force for achieving high injection quality with low energy consumption and machine and mold damage is feasible. This study investigates the feasibility of quality monitoring based on the characteristics of tie-bar elongation, further developing a decision rule for V/P switchovers in injection molding.
3. Experimental Setup
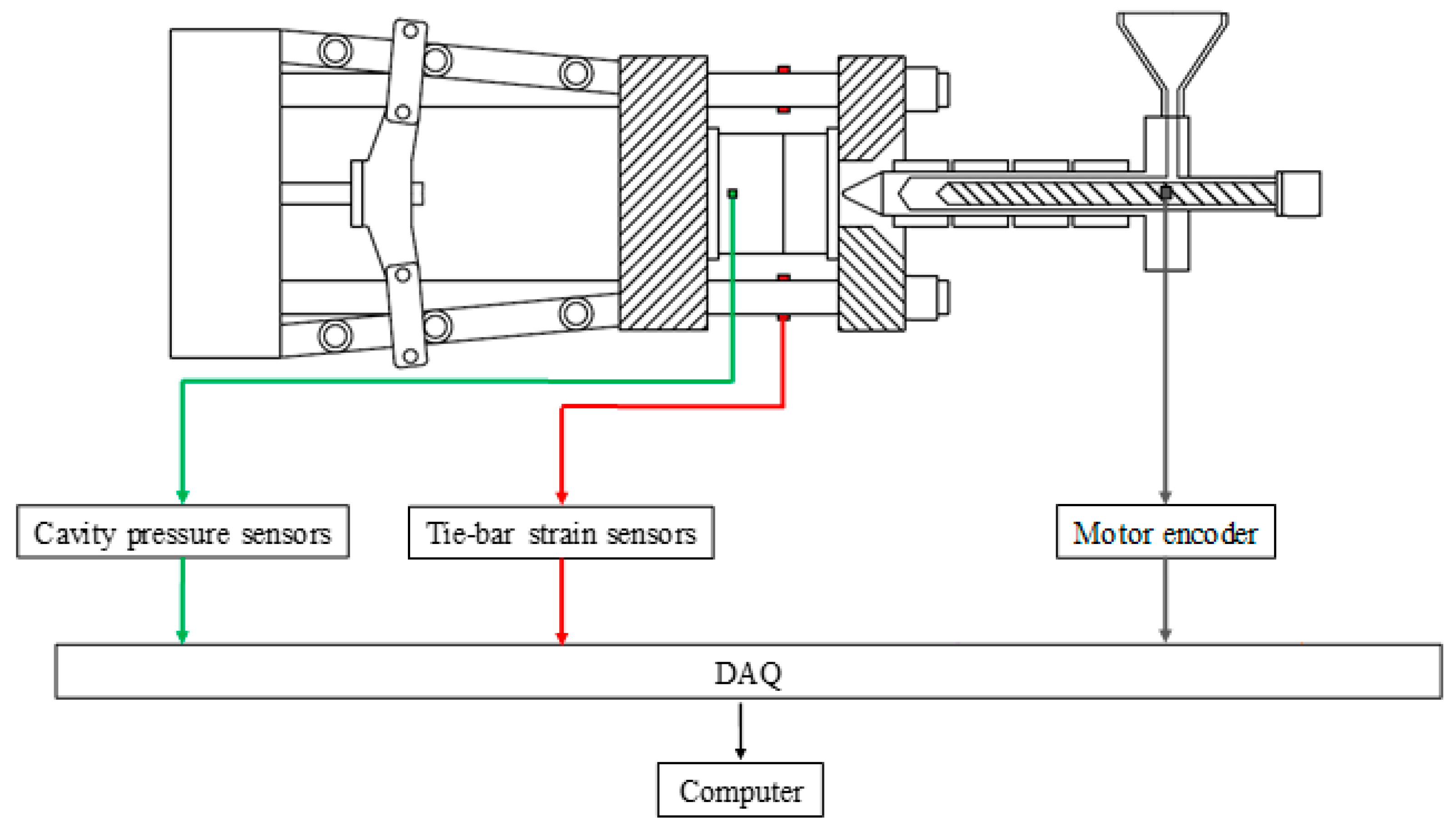
The device applied in this research contains an all-electric driven injection molding machine with 100 tonnage clamping force and a 28-mm screw diameter, made by Fanuc Company, Japan. Tie-bar elongation sensors and cavity pressure sensors are separately installed on the injection molding machine and mold (
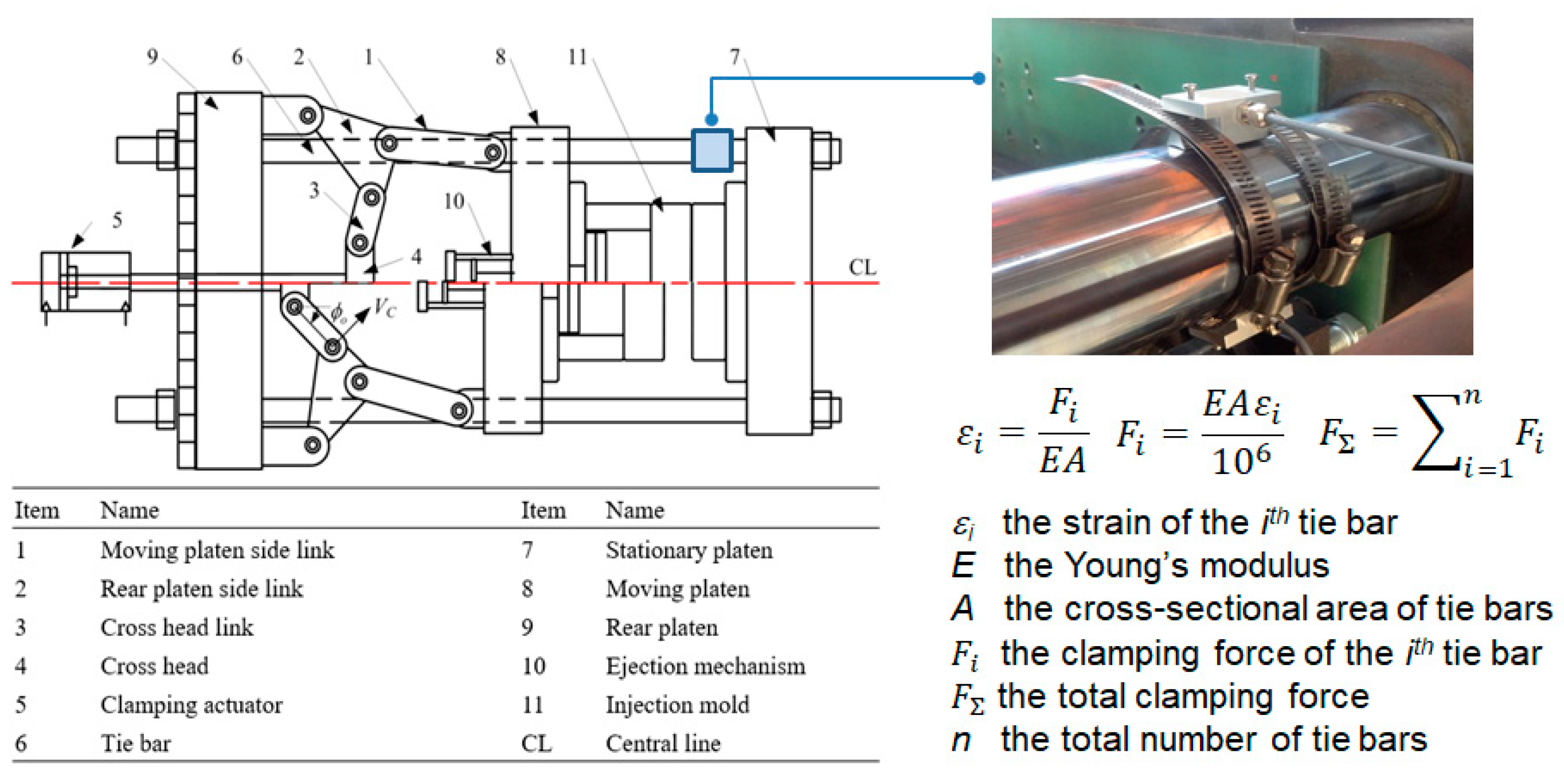
Figure 7), while the strain gauge sensor used to detect the tie-bar elongation is shown in
Figure 8. The specification of the sensors applied in this research is listed in
Table 1. The tie-bar strain sensors (GE1029) applied to measure clamping force are manufactured by GEFRAN Corp., Germany. The accuracy and repeatability are smaller than ±0.5% full scale and 0.1% full scale, respectively. The strain gauges were pressed under a stainless protective foil wrapped tightly on the cylindrical surface of the tie bar to be measured.
where ε represents the strain of a tie bar in micrometers,
E is the Young’s modulus of the tie bar and its value is 210,000 kgf/cm
2,
A is the cross-sectional area of a single tie bar in mm
2, and
F is the clamping force in kNs.
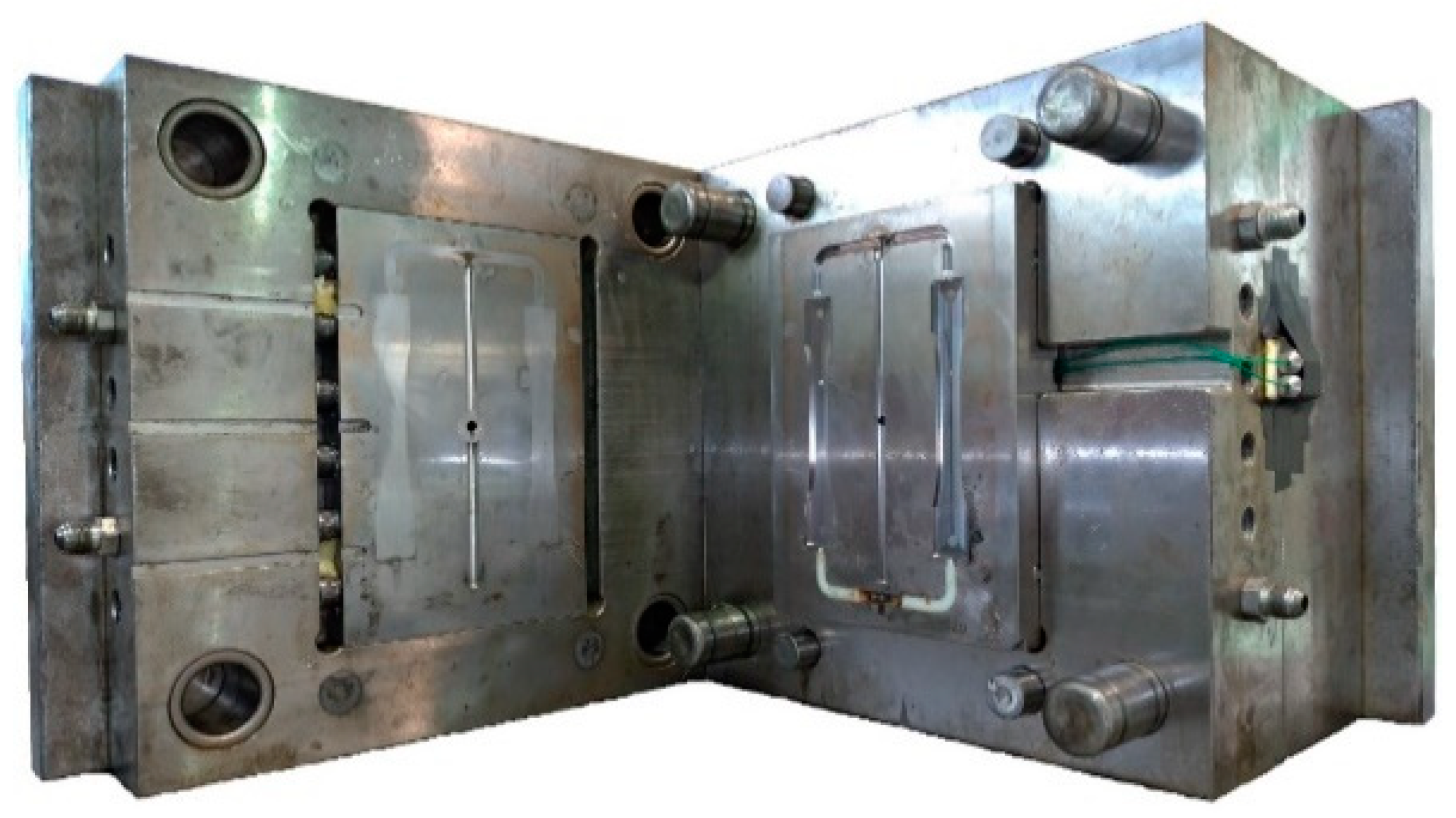
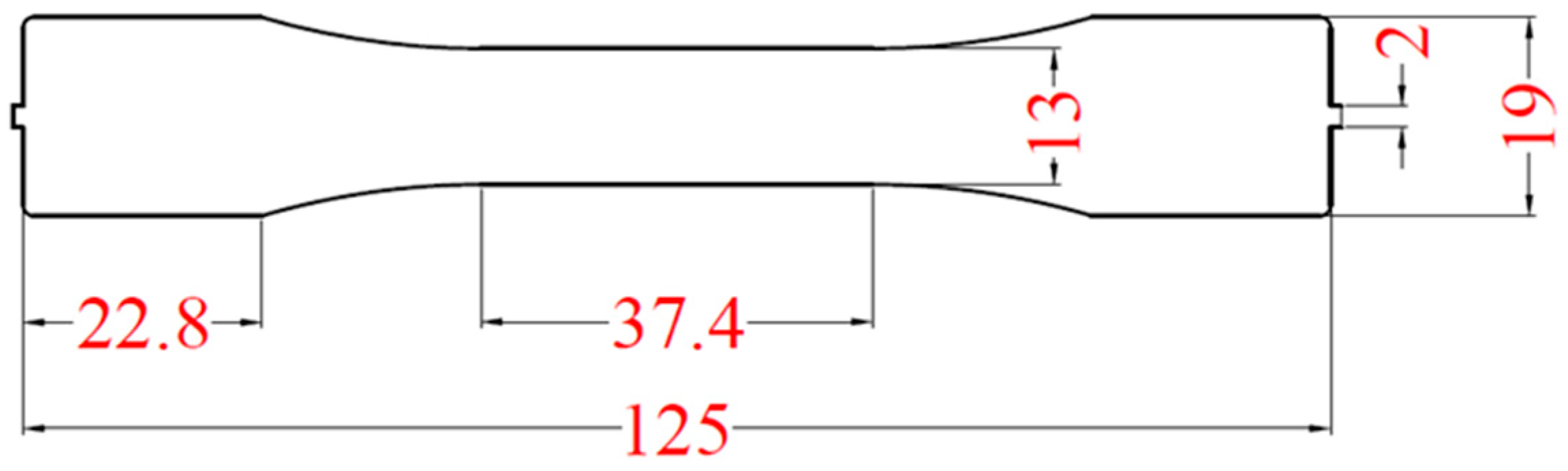
Figure 9 shows that the configuration of an injection mold has two cavities, allowing molding for a dumbbell-shaped specimen (
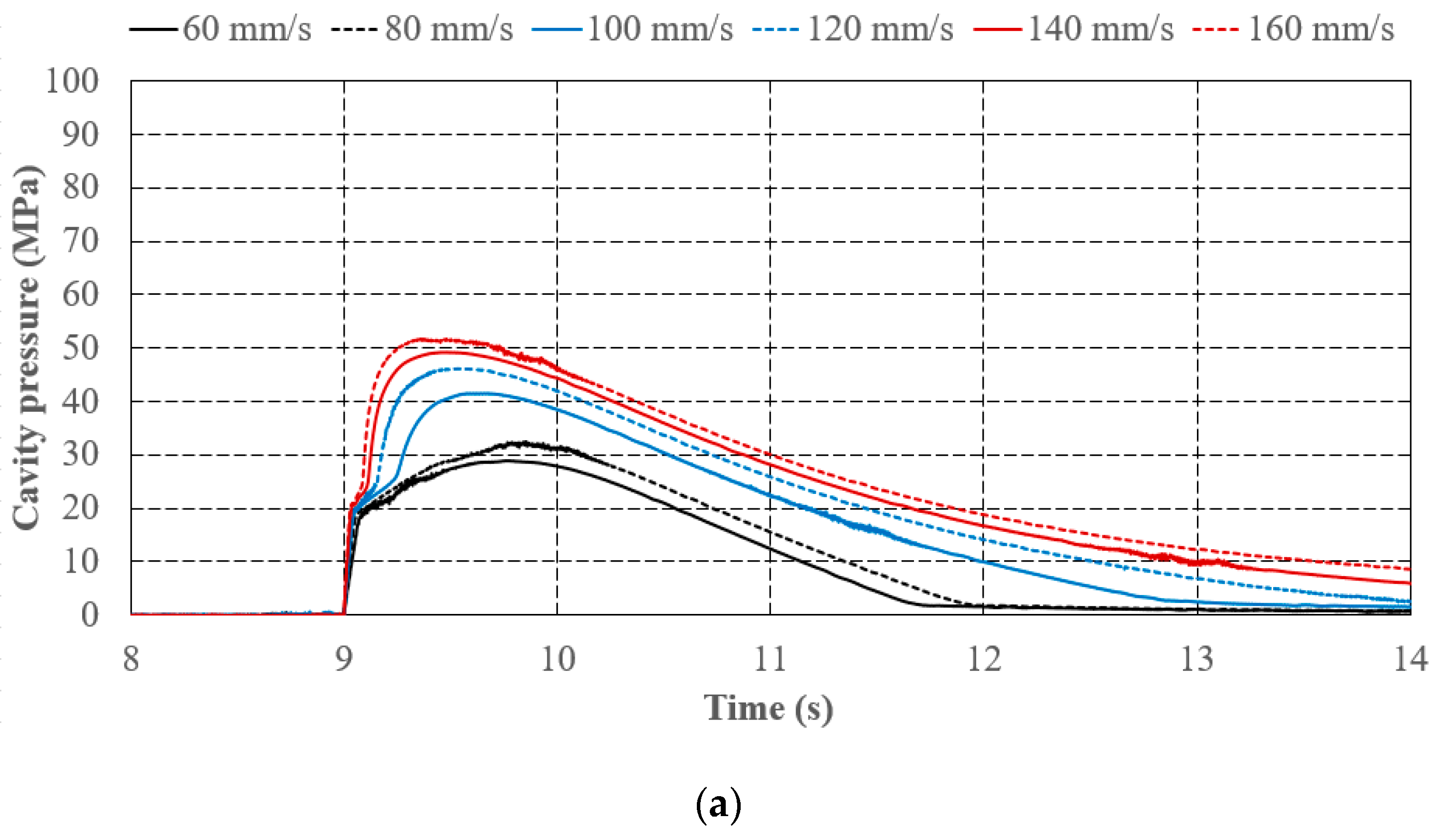
Figure 10). The geometry of the 1.2 mm thick specimen follows the regulations of ASTM D638. The raw material used in this research is acrylonitrile butadiene styrene (ABS) made by CHI-MEI Corporation, Taiwan (PA756 with melt flow index (MFI) 4.4 g/10 min). The recommended processing operation for melt temperature and mold temperature settings are 180–230 °C and 40–80 °C respectively. In this research, through different level settings of injection speed, V/P switchover and holding pressure, the effect of process parameters on clamping force increment and cavity pressure are observed. In addition, compared to the characteristic of cavity pressure profile, the determination of V/P switchover based on the characteristic of clamping force increment profile was developed. The experimental parameter settings in this study are listed in
Table 2, whereas a proper clamping force is set to be 600 kN referring to [
6].
5. Conclusions
Although injection molding technology has been developed for more than one hundred years, developing an intelligent process parameter setting is crucial in satisfying an increasing demand for injection molding quality. An appropriate molding parameter setting dominates part quality. Particularly, it is critical for the V/P switchover point to be free of defects. Hence, this research has developed a novel V/P switchover decision method based on the tie-bar elongation profile. Our experimental studies found that the V/P switchover is crucial in affecting the quality of parts. Defects of over-packing and flashes appeared in injection-molded parts due to late switchover point settings. In contrast, short shot and low density resulted from an early switchover setting. Furthermore, injection speed, V/P switchover point, and holding pressure are most influential to cavity pressure profiles and clamping force increment profiles. In particular, characteristics of clamping force increment profile is found to be similar to that of the cavity pressure profile. Therefore, the decision rule for the V/P switchover point has the potential to be successful based on the tie-bar elongation profile. In addition, the online fluctuation of batch-to-batch processed material can be detected online by monitoring the clamping force increment, calculated from the tie bar elongation profile. It is essential for assuring processing quality and is practical for injection molding.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}