
Valorization of Aquatic Weed and Agricultural Residues for Innovative Biopolymer Production and Their Biodegradation

Abstract
:1. Introduction
2. Materials and Methods
2.1. Preparation of Raw Materials
2.2. Cellulose Extraction and Bleaching
2.3. Carboxymethylcellulose Synthesis
2.4. Bioplastic Forming
2.5. Moisture Analysis
2.6. Water Solubility
2.7. Thermal Property
2.8. Texture Analysis
2.9. Biodegradation of Bioplastics
3. Results and Discussion
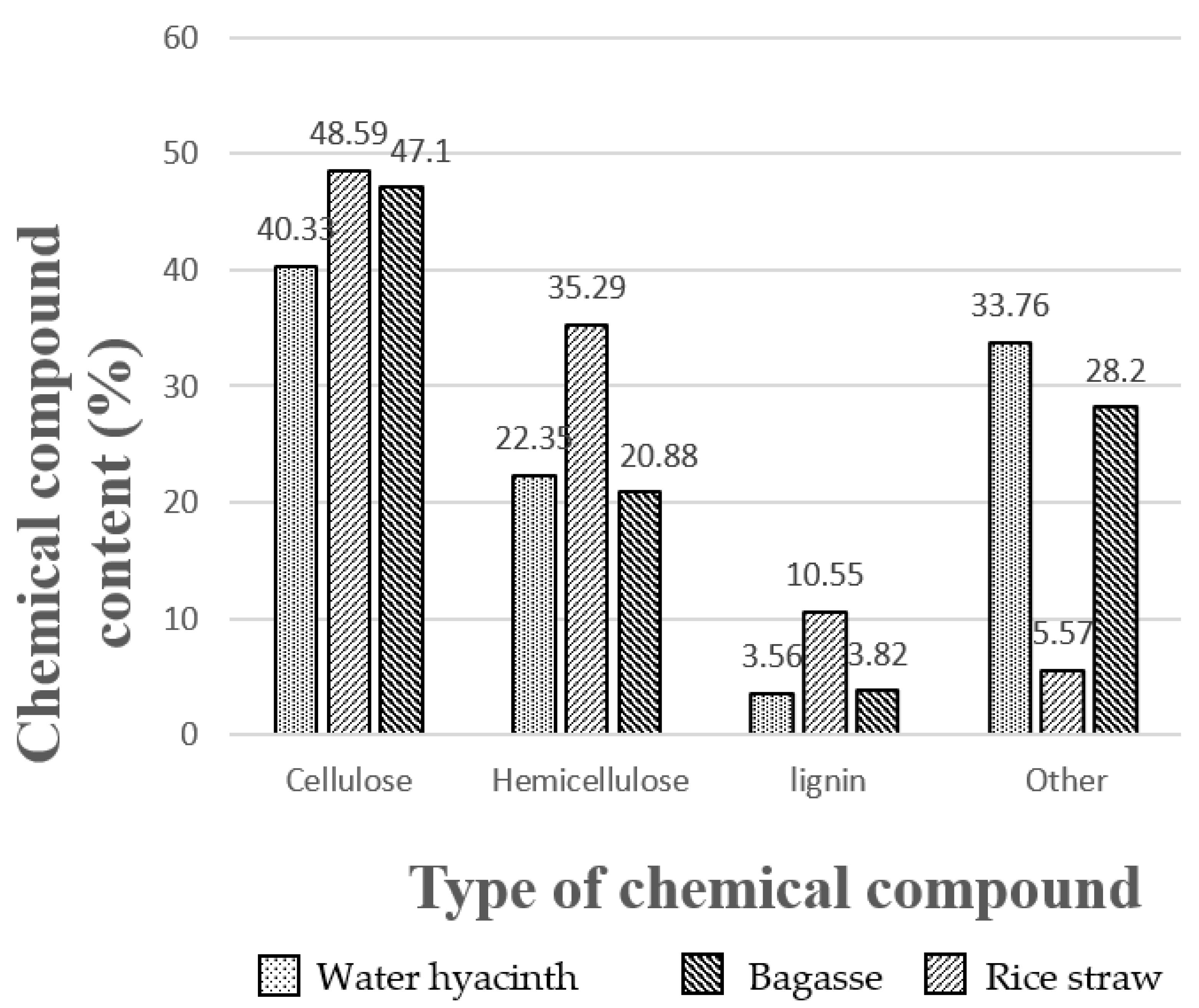
3.1. Chemical Composition of Bioplastics
3.2. Texture Analysis
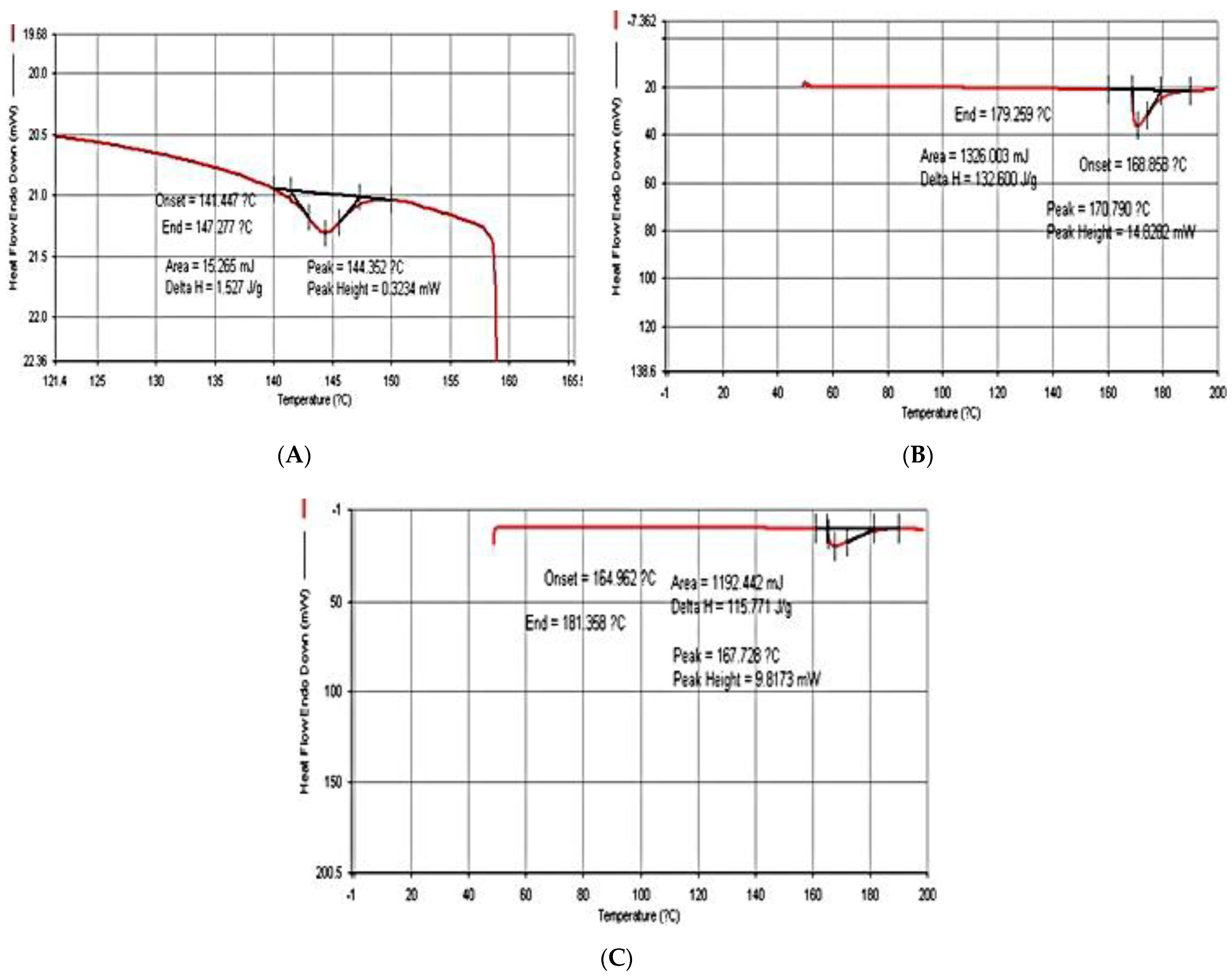
3.3. Thermal Property
3.4. Water Solubility
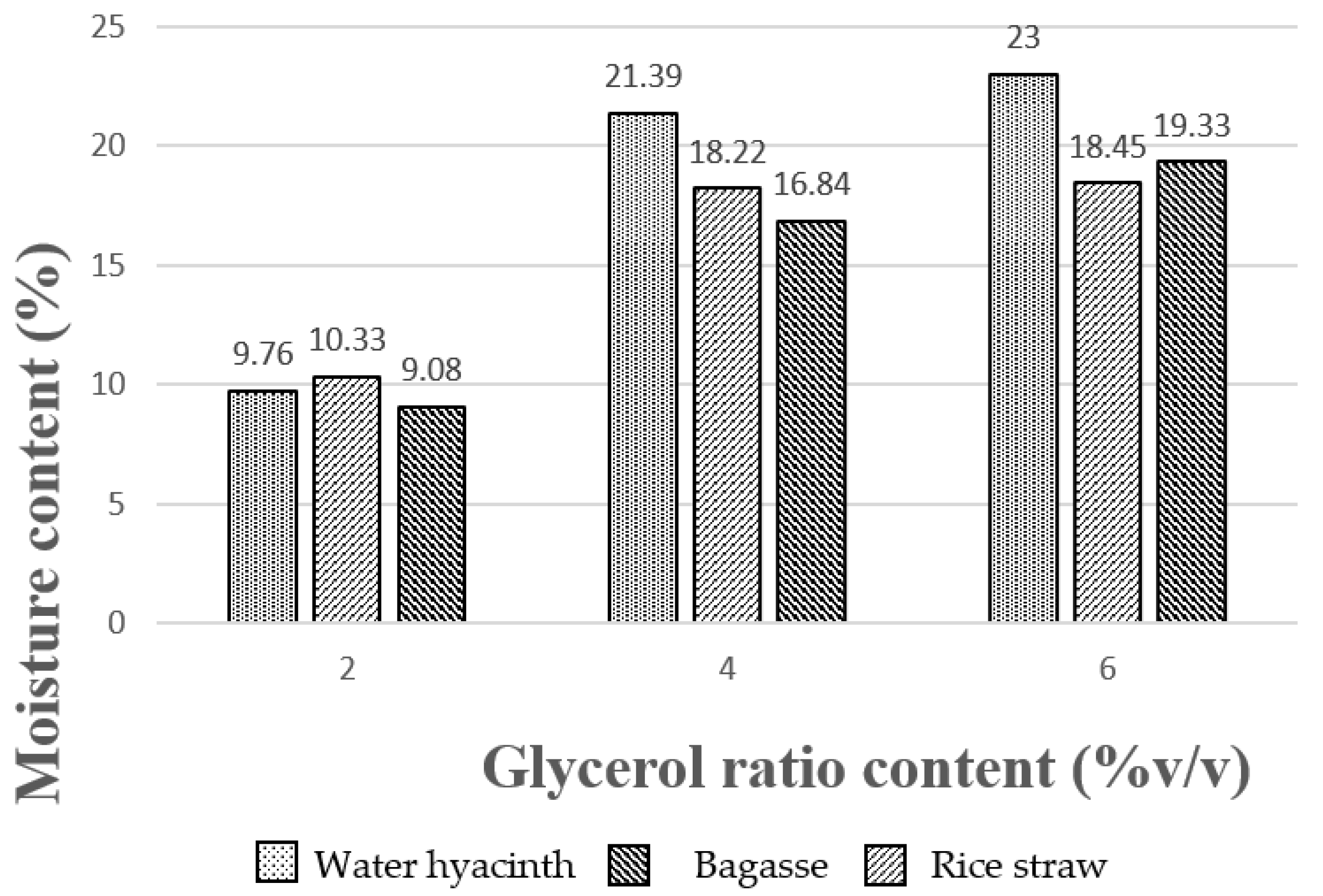
3.5. Moisture Analysis
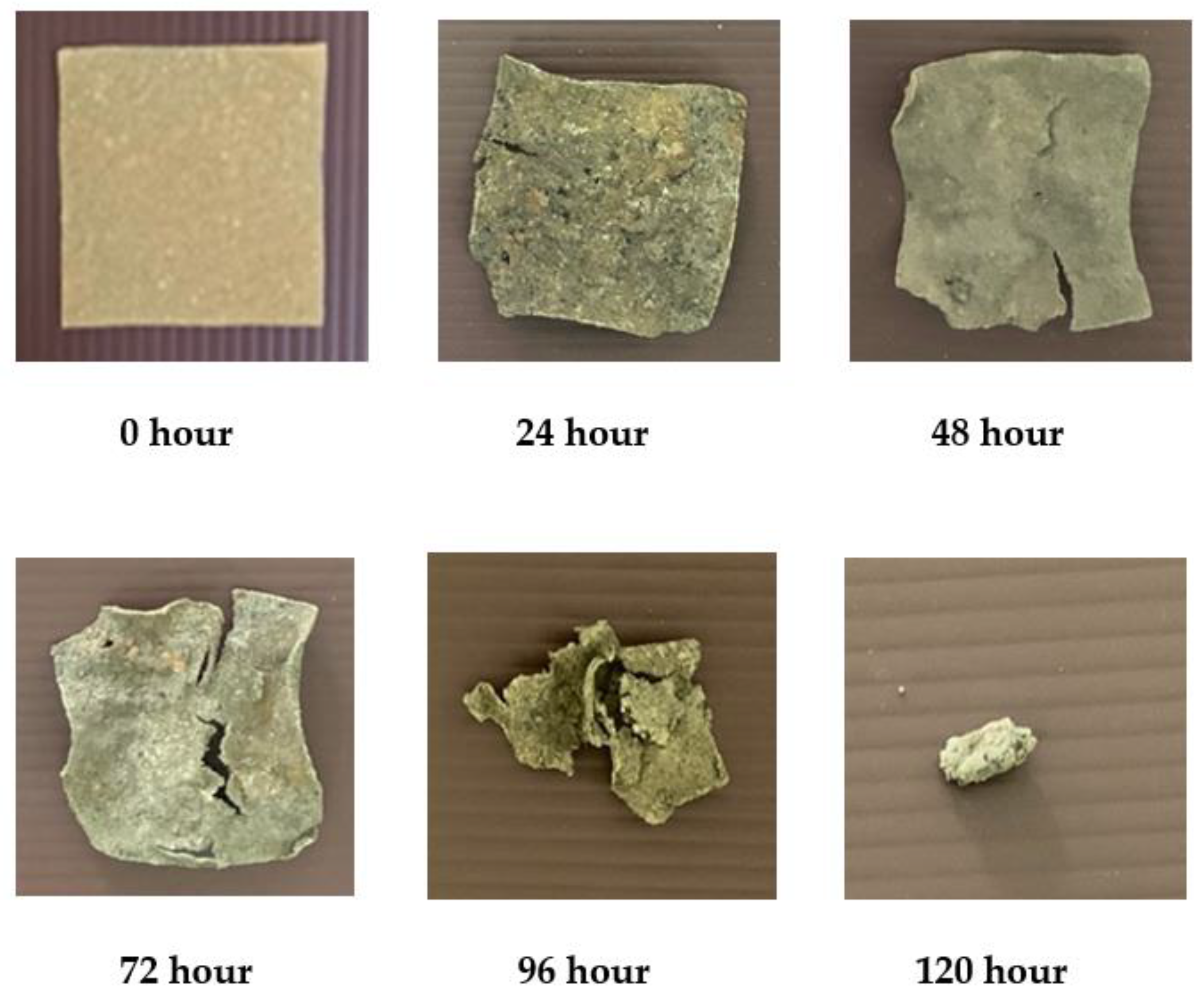
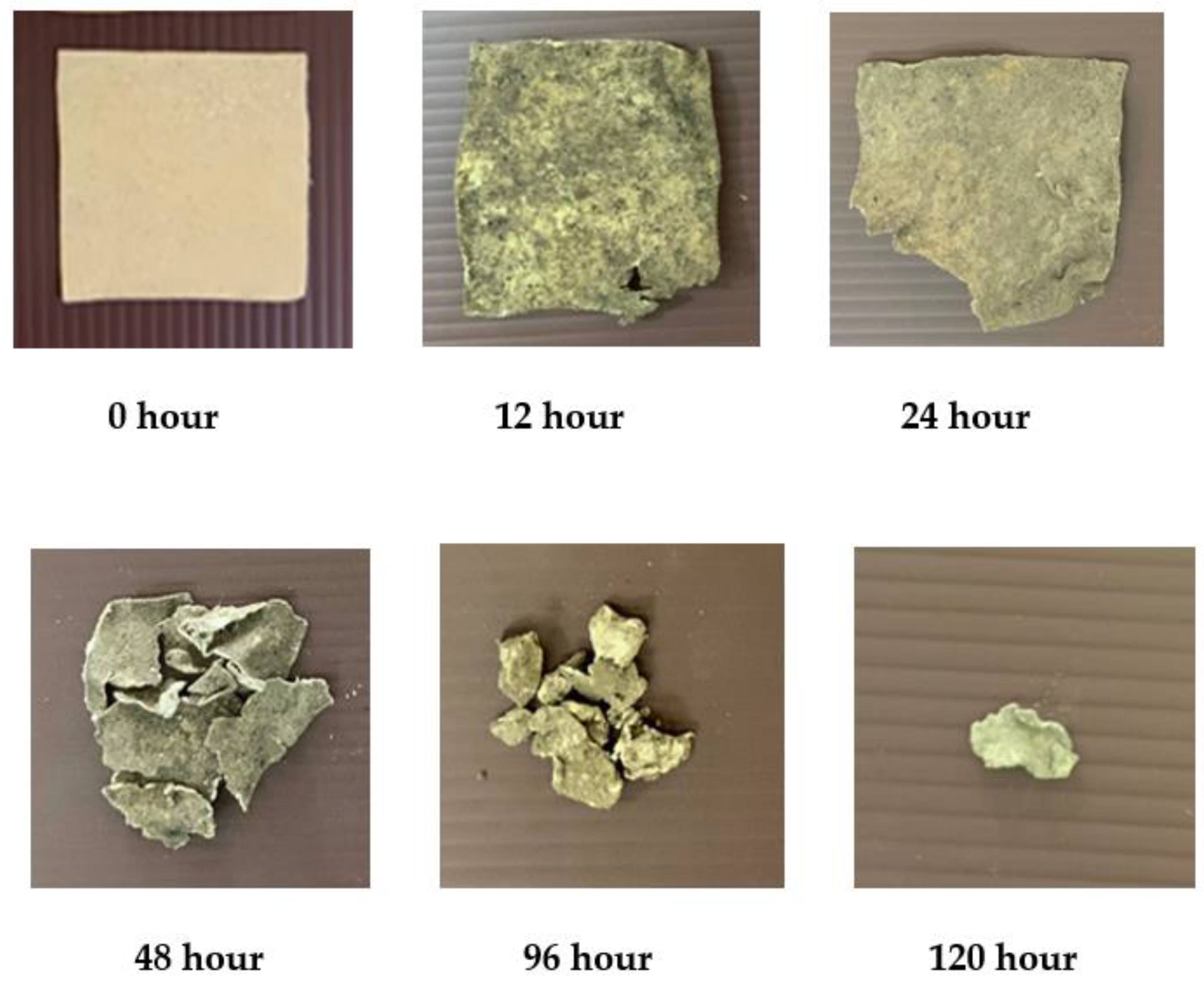
3.6. Soil Burial Test
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhao, W.; An, L.; Wang, S. Recyclable high-performance epoxy-anhydride resins with DMP-30 as the catalyst of transesterification reactions. Polymers 2021, 13, 296. [Google Scholar] [CrossRef] [PubMed]
- Randrianarison, G.; Ashraf, M.A. Microalgae: A potential plant for energy production. Geol. Ecol. Landsc. 2017, 1, 104–120. [Google Scholar] [CrossRef]
- Venkatesan, J.; Anil, S.; Kim, S.K.; Shim, M.S. Seaweed polysaccharide-based nanoparticles: Preparation and applications for drug delivery. Polymers 2016, 8, 30. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Venkatesan, J.; Anil, S.; Kim, S.K. Seaweed Polysaccharides: Isolation, Biological and Biomedical Applications, 1st ed.; Elsevier Publications: Amsterdam, The Netherlands, 2017; ISBN 9780128098172. [Google Scholar]
- Del Sole, R.; Mele, G.; Bloise, E.; Mergola, L. Green Aspects in Molecularly Im-printed Polymers by Biomass Waste Utilization. Polymers 2021, 13, 2430. [Google Scholar] [CrossRef] [PubMed]
- Kopitzky, R. Poly(Lactic Acid)–Poly(Butylene Succinate)–Sugar Beet Pulp Composites; Part I: Mechanics of Composites with Fine and Coarse Sugar Beet Pulp Par-ticles. Polymers 2021, 13, 2531. [Google Scholar] [CrossRef] [PubMed]
- Sun, L.; Li, L.; An, X.; Qian, X. Nano-Metal Organic Framework for Enhanced Mechanical, Flame Retardant and Ultraviolet-Blue Light Shielding Properties of Trans-parent Cellulose-Based Bioplastics. Polymers 2021, 13, 2433. [Google Scholar] [CrossRef] [PubMed]
- Correa, A.C.; Carmona, V.B.; Simão, J.A.; Capparelli, L.H.; Marconcini, J.M. Biodegradable blends of urea plasticized thermoplastic starch (UTPS) and poly(ε-caprolactone) (PCL): Morphological, rheological, thermal and mechanical properties. Carbohydr. Polym. 2017, 167, 177–184. [Google Scholar] [CrossRef] [PubMed]
- Ortega-Toro, R.; Contreras, J.; Talens, P.; Chiralt, A. Physical and structural properties and thermal behaviour of starch-poly(e-caprolactone) blend films for food packaging. Food Packag. Shelf Life 2015, 5, 10–20. [Google Scholar] [CrossRef]
- Ortega-Toro, R.; Santagata, G.; Gomez, G.; Cerruti, P.; Talens, P.; Chiralt, A.; Ma-linconico, M. Enhancement of interfacial adhesion between starch and grafted poly(ε-caprolactone). Carbohydr. Polym. 2016, 147, 16–27. [Google Scholar] [CrossRef] [PubMed]
- Tappibana, P.; Smith, D.; Triwitayakornb, K.; Bao, J. Recent understanding of starch biosynthesis in cassava for quality improvement: A review. Trends Food Sci. Technol. 2019, 83, 167–180. [Google Scholar] [CrossRef]
- Fekete, E.; Bella, É.; Csiszár, E.; Móczó, J. Improving physical properties and retrogradation of thermoplastic starch by incorporating agar. Int. J. Biol. Macromol. 2019, 136, 1026–1033. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nguyen, H.; Lumdubwong, N. Fabrication of starch blend films with different matrices and their mechanical properties. Polym. Test. 2020, 90, 106694. [Google Scholar] [CrossRef]
- Chen, X.; Guo, L.; Du, X.; Chen, P.; Ji, Y.; Hao, H.; Xu, X. Investigation of glycerol concentration on corn starch morphologies and gelatinization behaviours during heat treatment. Carbohydr. Polym. 2017, 176, 56–64. [Google Scholar] [CrossRef] [PubMed]
- Basiak, E.; Lenart, A.; Debeaufort, F. How glycerol and water contents affect the structural and functional properties of starch-based edible films. Polymers 2018, 10, 412. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Zhanga, C.-W.; Nair, S.; Chen, H.; Yan, N.; Farnood, R.; Li, F.-Y. Thermally stable, enhanced water barrier, high strength starch biocomposite reinforced with lignin con-taining cellulose nanofibrils. Carbohydr. Polym. 2020, 230, 115626. [Google Scholar] [CrossRef] [PubMed]
- Garalde, R.A.; Thipmanee, R.; Jariyasakoolroj, P. The effects of blend ratio and storage time on thermoplastic starch/poly(butylene adipate-co-terephthalate) films. Heliyon 2019, 5, e01251. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Mina Hernandez, J.H. Effect of the incorporation of polycaprolactone (Pcl) on the retrogradation of binary blends with cassava thermoplastic starch (tps). Polymers 2021, 13, 38. [Google Scholar] [CrossRef] [PubMed]
- Palanisamy, C.P.; Cui, B.; Zhang, H.; Jayaraman, S.; Muthukaliannan, G.K. A comprehensive review on corn starch-based nanomaterials: Properties, simulations, and applications. Polymers 2020, 12, 2161. [Google Scholar] [CrossRef] [PubMed]
- Syafri, E.; Jamaluddin; Wahono, S.; Irwan, A.; Asrofi, M.; Sari, N.H.; Fudholi, A. Characterization and properties of cellulose microfibers from water hyacinth filled sago starch biocomposites. Int. J. Biol. Macromol. 2019, 137, 119–125. [Google Scholar] [CrossRef]
- ASTM. ASTM. ASTM E104-02. In Standard Practice for Maintaining Constant Relative Humidity by Means of Aqueous Solutions; ASTM: West Conshohocken, PA, USA, 2012. [Google Scholar]
- Elbayomi, S.M.; Wang, H.; Tamer, T.M.; You, Y. Enhancement of Antioxidant and Hydrophobic Properties of Alginate via Aromatic Derivatization: Preparation, Characterization, and Evaluation. Polymers 2021, 13, 2575. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Bioplastic | Rate of Water Solubility (%) | ||
|---|---|---|---|
| Glycerol Concentration (%v/v) | |||
| 2 | 4 | 6 | |
| Water hyacinth | 17.26 | 31.31 | 40.37 |
| Bagasse | 29.99 | 37.91 | 47.94 |
| Rice straw | 26.37 | 32.84 | 41.76 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ungprasoot, P.; Muanruksa, P.; Tanamool, V.; Winterburn, J.; Kaewkannetra, P. Valorization of Aquatic Weed and Agricultural Residues for Innovative Biopolymer Production and Their Biodegradation. Polymers 2021, 13, 2838. https://doi.org/10.3390/polym13172838
Ungprasoot P, Muanruksa P, Tanamool V, Winterburn J, Kaewkannetra P. Valorization of Aquatic Weed and Agricultural Residues for Innovative Biopolymer Production and Their Biodegradation. Polymers. 2021; 13(17):2838. https://doi.org/10.3390/polym13172838
Chicago/Turabian StyleUngprasoot, Prapaipan, Papasanee Muanruksa, Varavut Tanamool, James Winterburn, and Pakawadee Kaewkannetra. 2021. "Valorization of Aquatic Weed and Agricultural Residues for Innovative Biopolymer Production and Their Biodegradation" Polymers 13, no. 17: 2838. https://doi.org/10.3390/polym13172838
APA StyleUngprasoot, P., Muanruksa, P., Tanamool, V., Winterburn, J., & Kaewkannetra, P. (2021). Valorization of Aquatic Weed and Agricultural Residues for Innovative Biopolymer Production and Their Biodegradation. Polymers, 13(17), 2838. https://doi.org/10.3390/polym13172838