
Valorization Strategy for Leather Waste as Filler for High-Density Polyethylene Composites: Analysis of the Thermal Stability, Insulation Properties and Chromium Leaching

 ,
,  , , , and
, , , and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Method
2.2.1. Compounding and Injection Molding of Composite Specimens
2.2.2. Thermogravimetric Analysis (TGA)
2.2.3. Differential Scanning Calorimetry (DSC)
2.2.4. Thermal Conductivity
2.2.5. Fourier Transform Infrared (FT-IR) Spectroscopy
2.2.6. Chemical Resistance Test of Composites
2.2.7. Chromium Leaching and Cr (VI) Analysis of Composites
3. Results and Discussion
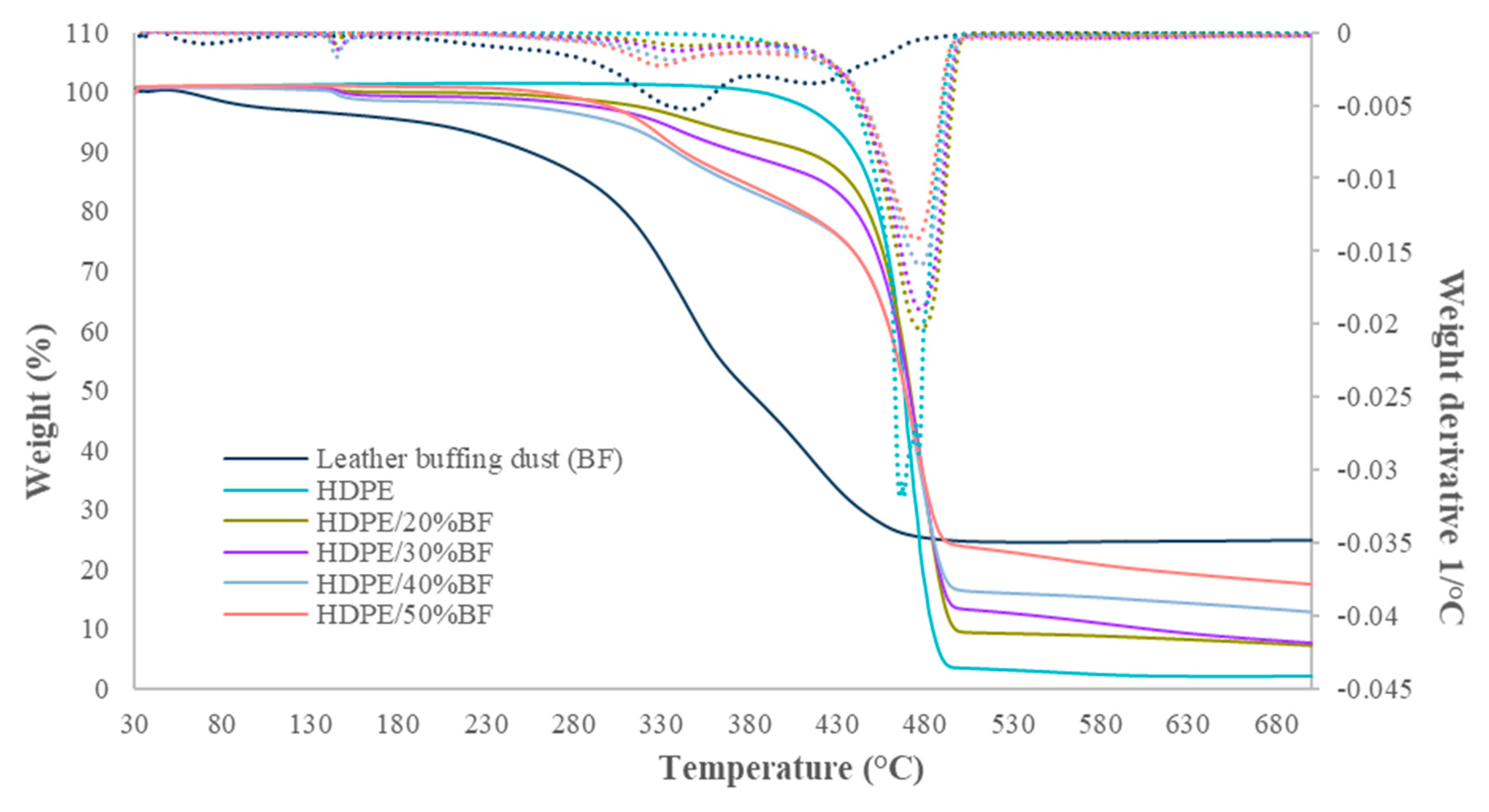
3.1. Thermogravimetric Analysis (TGA)
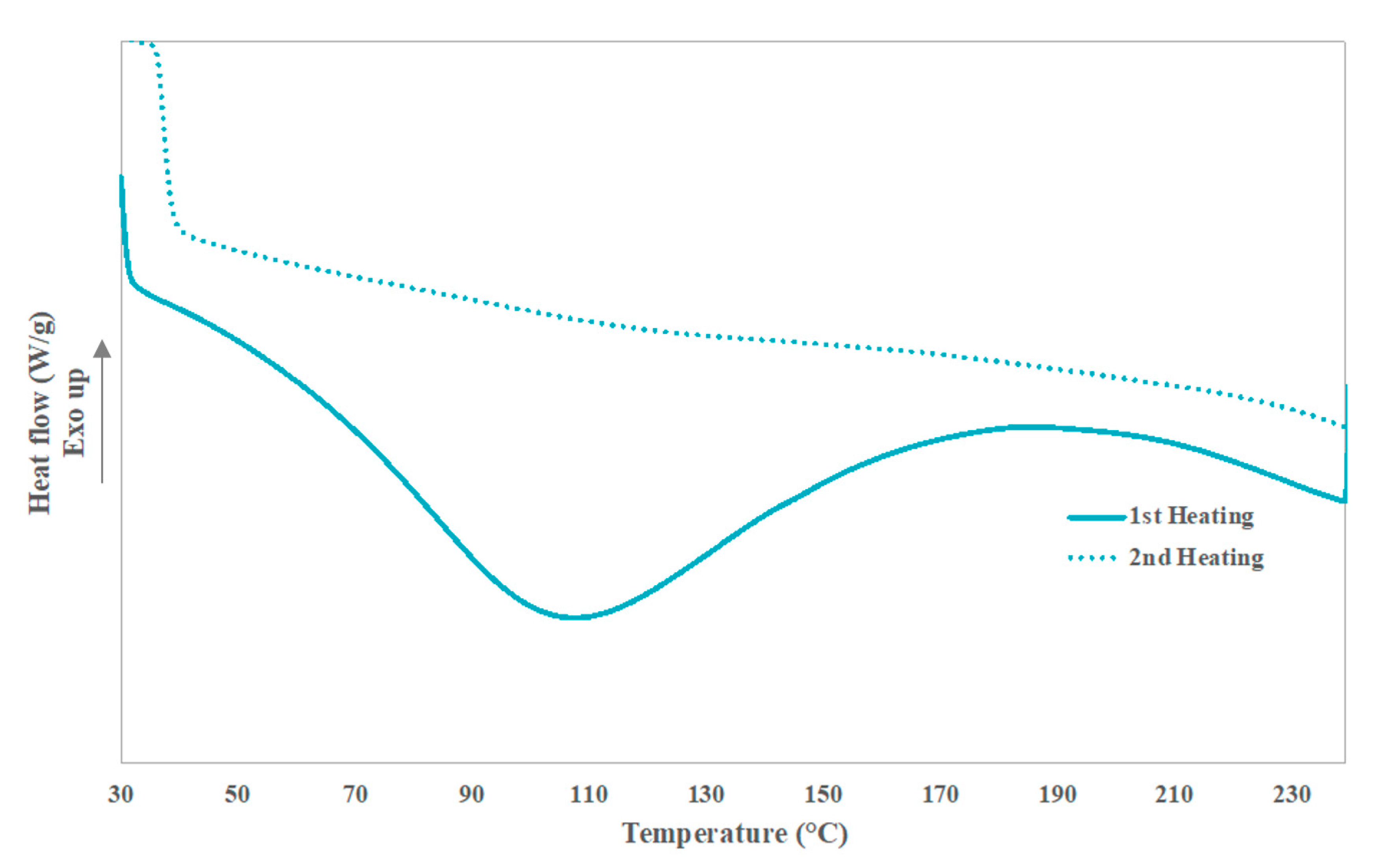
3.2. Differential Scanning Calorimetry (DSC)
3.3. Effect of Leather Waste on Thermal Conductivity of Composites Materials
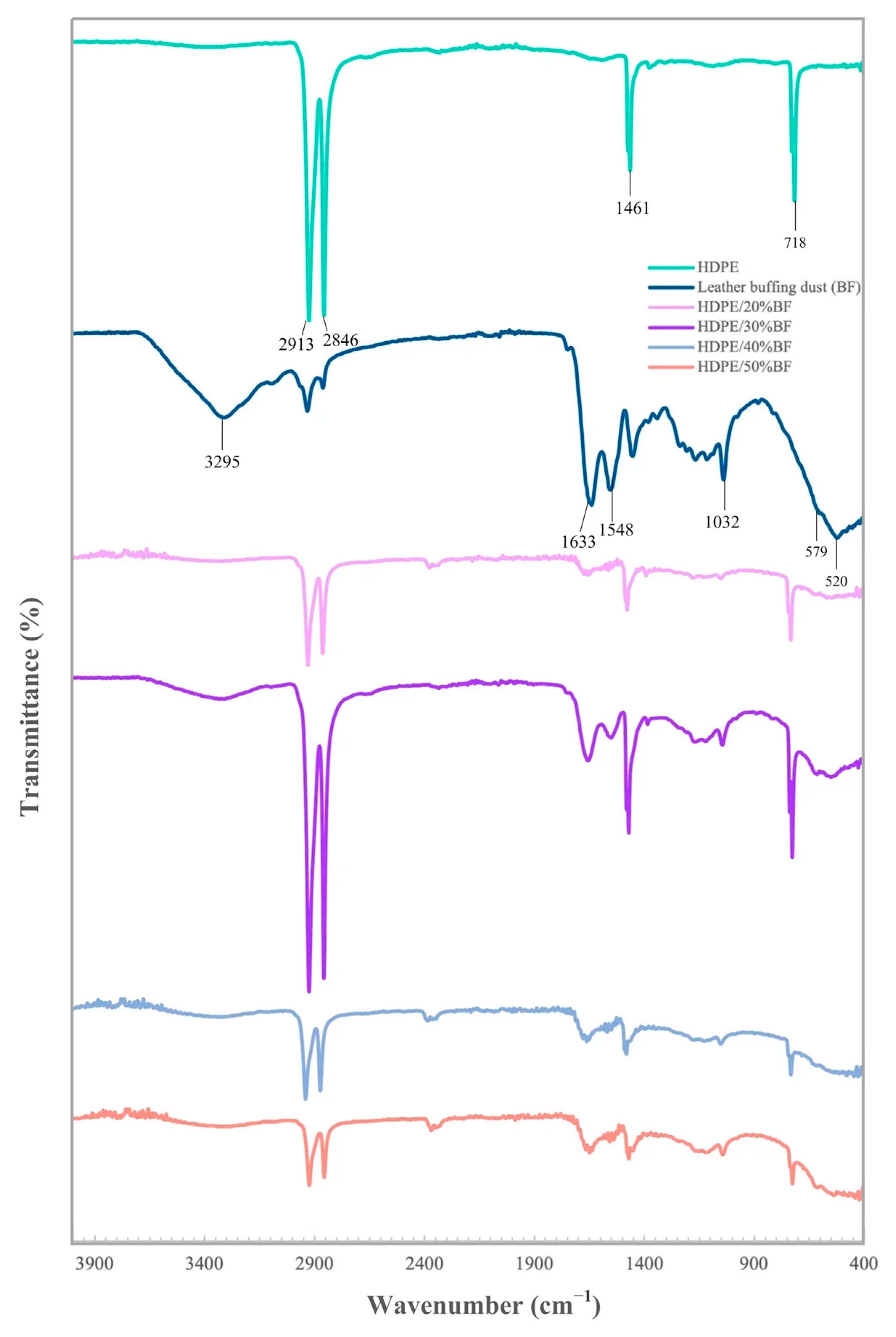
3.4. FTIR
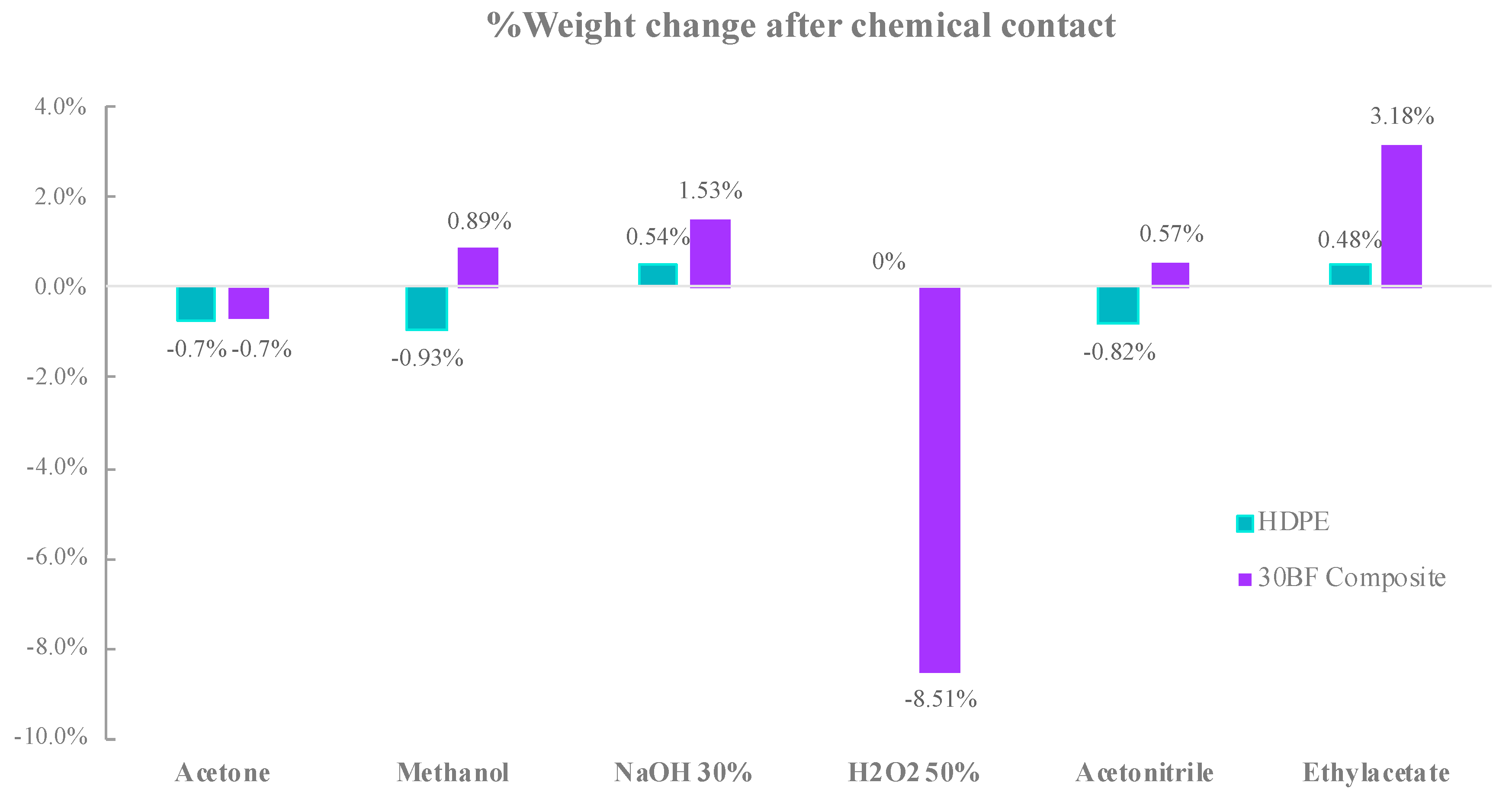
3.5. Chemical Resistance Test Results
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Madhu, P.; Mavinakere Rangapp, S.; Jawaid, M.; Shivanna, P.; Basavegowda, Y.; Saba, N. Potential of natural/synthetic hybrid composites for aerospace applications. In Sustainable Composites for Aerospace Applications; Woodhead Publishing: Duxford, UK, 2018; pp. 315–351. ISBN 9780081021316. [Google Scholar]
- Ku, H.; Wang, H.; Pattarachaiyakoop, N.; Trada, M. A review on the tensile properties of natural fiber reinforced polymer composites. Compos. Part B Eng. 2011, 42, 856–873. [Google Scholar] [CrossRef] [Green Version]
- Serra-Parareda, F.; Tarrés, Q.; Delgado-Aguilar, M.; Espinach, F.X.; Mutjé, P.; Vilaseca, F. Biobased composites from biobased-polyethylene and barley thermomechanical fibers: Micromechanics of composites. Materials 2019, 12, 4182. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Garcia-Garcia, D.; Carbonell-Verdu, A.; Jordá-Vilaplana, A.; Balart, R.; Garcia-Sanoguera, D. Development and characterization of green composites from bio-based polyethylene and peanut shell. J. Appl. Polym. Sci. 2016, 133, 12–17. [Google Scholar] [CrossRef]
- Navas, C.S.; Reboredo, M.M.; Granados, D.L. Comparative Study of Agroindustrial Wastes for their use in Polymer Matrix Composites. Procedia Mater. Sci. 2015, 8, 778–785. [Google Scholar] [CrossRef] [Green Version]
- Posada, J.C.; Jaramillo, L.Y.; Cadena, E.M.; García, L.A. Bio-based composites from agricultural wastes: Polylactic acid and bamboo Guadua angustifolia. J. Compos. Mater. 2016, 50, 3229–3237. [Google Scholar] [CrossRef]
- Barone, J.R. Polyethylene/keratin fiber composites with varying polyethylene crystallinity. Compos. Part A Appl. Sci. Manuf. 2005, 36, 1518–1524. [Google Scholar] [CrossRef]
- Cheng, S.; Lau, K.t.; Liu, T.; Zhao, Y.; Lam, P.M.; Yin, Y. Mechanical and thermal properties of chicken feather fiber/PLA green composites. Compos. Part B Eng. 2009, 40, 650–654. [Google Scholar] [CrossRef]
- Tran, C.D.; Prosencyes, F.; Franko, M.; Benzi, G. Synthesis, structure and antimicrobial property of green composites from cellulose, wool, hair and chicken feather. Carbohydr. Polym. 2016, 151, 1269–1276. [Google Scholar] [CrossRef] [Green Version]
- Kılıç, E.; Puig, R.; Fullana-i-Palmer, P. Composites From Leather Industry Buffing Dust: A Review. Ann. Univ. Oradea Fascicle Text. Leatherwork 2017, 18, 149–154. [Google Scholar]
- Ambone, T.; Joseph, S.; Deenadayalan, E.; Mishra, S.; Jaisankar, S.; Saravanan, P. Polylactic Acid (PLA) Biocomposites Filled with Waste Leather Buff (WLB). J. Polym. Environ. 2017, 25, 1099–1109. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, Q.; Li, L. Reuse of leather shavings as a reinforcing filler for poly (vinyl alcohol). J. Thermoplast. Compos. Mater. 2016, 29, 327–343. [Google Scholar] [CrossRef]
- Lakrafli, H.; Tahiri, S.; Albizane, A.; Bouhria, M.; El Otmani, M.E. Experimental study of thermal conductivity of leather and carpentry wastes. Constr. Build. Mater. 2013, 48, 566–574. [Google Scholar] [CrossRef]
- Chandra, P.; Kulshreshtha, K. Chromium Accumulation and Toxicity in Aquatic Vascular Plants. Bot. Rev. 2004, 70, 313–327. [Google Scholar] [CrossRef]
- Swarnalatha, S.; Srinivasulu, T.; Srimurali, M.; Sekaran, G. Safe disposal of toxic chrome buffing dust generated from leather industries. J. Hazard. Mater. 2008, 150, 290–299. [Google Scholar] [CrossRef]
- Sekaran, G.; Shanmugasundaram, K.A.; Mariappan, M. Characterization and utilisation of buffing dust generated by the leather industry. J. Hazard. Mater. 1998, 63, 53–68. [Google Scholar] [CrossRef]
- Rajaram, J.; Rajnikanth, B.; Gnanamani, A. Preparation, characterization and application of leather particulate-polymer composites (LPPCs). J. Polym. Environ. 2009, 17, 181–186. [Google Scholar] [CrossRef]
- Joseph, S.; Ambone, T.S.; Salvekar, A.V.; Jaisankar, S.N.; Saravanan, P.; Deenadayalan, E. Processing and characterization of waste leather based polycaprolactone biocomposites. Polym. Compos. 2017, 38, 2889–2897. [Google Scholar] [CrossRef]
- Hittini, W.; Mourad, A.H.I.; Abu-Jdayil, B. Cleaner production of thermal insulation boards utilizing buffing dust waste. J. Clean. Prod. 2019, 236, 117603. [Google Scholar] [CrossRef]
- Sivakumar, V.; Swathi, T.R.; Mohan, R.; Mandal, A.B. Preparation and characterization of nano-reinforced leather waste fiber-epoxy nano composite. J. Am. Leather Chem. Assoc. 2015, 110, 401–408. [Google Scholar]
- Omkumar, M.; Suresh Babu, A.; Jacob Moses, A. Preparation and characterization of leather polymer composites. In Proceedings of the 20th ICCM International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Civancik-Uslu, D.; Ferrer, L.; Puig, R.; Fullana-i-Palmer, P. Are functional fillers improving environmental behavior of plastics? A review on LCA studies. Sci. Total Environ. 2018, 626, 927–940. [Google Scholar] [CrossRef]
- Singh, N.; Hui, D.; Singh, R.; Ahuja, I.P.S.; Feo, L.; Fraternali, F. Recycling of plastic solid waste: A state of art review and future applications. Compos. Part B Eng. 2017, 115, 409–422. [Google Scholar] [CrossRef]
- Kiliç, E.; Tarrés, Q.; Delgado-Aguilar, M.; Espinach, X.; Fullana-I-palmer, P.; Puig, R. Leather waste to enhance mechanical performance of high-density polyethylene. Polymers 2020, 12, 2016. [Google Scholar] [CrossRef] [PubMed]
- Kiliç, E.; Delgado-Aguilar, M.; Puig, R.; Fullana-i-Palmer, P. Preparation and Mechanical Characterization of HDPE-Leather Waste Composites. In Proceedings of the 4th International Leather Engineering Congress, Innovative Aspects for Leather Industry, İzmir, Turkey, 19–20 October 2017. [Google Scholar]
- Madera-Santana, T.J.; Torres, A.C.; Lucero, A.M. Extrusion and mechanical characterization of PVC-leather fiber composites. Polym. Compos. 1998, 19, 431–439. [Google Scholar] [CrossRef]
- Ambrósio, J.D.; Lucas, A.A.; Otaguro, H.; Costa, L.C. Preparation and characterization of poly (vinyl butyral)-leather fiber composites. Polym. Compos. 2011, 32, 776–785. [Google Scholar] [CrossRef]
- Batista, N.L.; Helal, E.; Kurusu, R.S.; Moghimian, N.; David, E.; Demarquette, N.R.; Hubert, P. Mass-produced graphene—HDPE nanocomposites: Thermal, rheological, electrical, and mechanical properties. Polym. Eng. Sci. 2019, 59, 675–682. [Google Scholar] [CrossRef]
- Bazrafshan, Z.; Stylios, G.K. A novel approach to enhance the spinnability of collagen fibers by graft polymerization. Mater. Sci. Eng. C 2019, 94, 108–116. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Chen, Z.; Liu, X.; Shi, J.; Chen, H.; Gong, Y. SEM, FTIR and DSC Investigation of Collagen Hydrolysate Treated Degraded Leather. J. Cult. Herit. 2021, 48, 205–210. [Google Scholar] [CrossRef]
- Song, Y.; Yao, Y.; Na, W. Impacts of Soil and Pipe Thermal Conductivity on Performance of Horizontal Pipe in a Ground-source Heat Pump. In Proceedings of the 6th International Conference for Enhanced Building Operations, Shenzhen, China, 6–9 November 2006. [Google Scholar]
- Industrial Blansol. Available online: https://www.blansol.com/pex-multilayer/multilayer-pipe-pexalpex/ (accessed on 2 June 2021).
- Maheswari, C.U.; Reddy, K.O.; Muzenda, E.; Shukla, M.; Rajulu, A.V. A Comparative Study of Modified and Unmodified High-Density Polyethylene/Borassus Fiber Composites. Int. J. Polym. Anal. Charact. 2013, 18, 439–450. [Google Scholar] [CrossRef]
- Riaz, T.; Zeeshan, R.; Zarif, F.; Ilyas, K.; Muhammad, N.; Safi, S.Z.; Rahim, A.; Rizvi, S.A.A.; Rehman, I.U. FTIR analysis of natural and synthetic collagen. Appl. Spectrosc. Rev. 2018, 53, 703–746. [Google Scholar] [CrossRef]
- Cardona, N.; Velásquez, S.; Giraldo, D. Characterization of Leather Wastes from Chrome Tanning and its Effect as Filler on the Rheometric Properties of Natural Rubber Compounds. J. Polym. Environ. 2017, 25, 1190–1197. [Google Scholar] [CrossRef]
- Mohamed, O.A.; El Sayed, N.H.; Abdelhakim, A.A. Preparation and characterization of polyamide-leather wastes polymer composites. J. Appl. Polym. Sci. 2010, 118, 446–451. [Google Scholar] [CrossRef]
- Li, C.; Feng, X.; Ding, E. Preparation, Properties, and Characterization of Novel Fine Leather Fibers/Polyvinyl Alcohol Composites. Polym. Compos. 2015, 36, 1186–1194. [Google Scholar] [CrossRef]
- Senthil, R.; Hemalatha, T.; Manikandan, R.; Das, B.N.; Sastry, T.P. Leather boards from buffing dust: A novel perspective. Clean Technol. Environ. Policy 2015, 17, 571–576. [Google Scholar] [CrossRef]
- Senthil, R.; Inbasekaran, S.; Gobi, N.; Das, B.N.; Sastry, T.P. Utilisation of finished leather wastes for the production of blended fabrics. Clean Technol. Environ. Policy. 2015, 17, 1535–1546. [Google Scholar] [CrossRef]
- Popita, G.E.; Rosu, C.; Manciula, D.; Corbu, O.; Popovici, A.; Nemes, O.; Sandu, A.V.; Proorocu, M.; Dan, S.B. Industrial tanned leather waste embedded in modern composite materials. Mater. Plast. 2016, 53, 308–311. [Google Scholar]
- Ruiz, M.R.; Cabreira, P.L.S.; Budemberg, E.R.; Dos Reis, E.A.P.; Bellucci, F.S.; Job, A.E. Chemical evaluation of composites natural rubber/carbon black/leather tannery projected to antistatic flooring. J. Appl. Polym. Sci. 2016, 133, 1–10. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tests | Values |
|---|---|
| Ash (wt%) | 12.1 |
| Chromium (III) (mg/g) | 32 |
| Fatty substances (wt%) | 7.9 |
| Nitrogen (wt%) | 10.3 |
| Protein (wt%) | 57.5 |
| Humidity (wt%) | 50.9 |
| pH | 5.25 |
| Length average (µm) | 302.8 |
| Diameter average (µm) | 19.98 |
| Weight Loss (%) | HDPE | BF | HDPE + 20% BF | HDPE + 30% BF | HDPE + 40% BF | HDPE + 50% BF |
|---|---|---|---|---|---|---|
| 5 | 423 | 281 | 340 | 319 | 289 | 317 |
| 10 | 440 | 306 | 403 | 364 | 333 | 341 |
| 25 | 458 | 342 | 454 | 449 | 430 | 433 |
| 50 | 469 | 408 | 472 | 471 | 468 | 471 |
| Residue at 700 °C | 2% | 33% | 7% | 7.6% | 12% | 17% |
| HDPE | HDPE + 20% BF | HDPE + 30% BF | HDPE + 40% BF | HDPE + 50% BF | |
|---|---|---|---|---|---|
| Crystallization temperature (°C) | 117.2 | 116.4 | 117.9 | 117.4 | 114.2 |
| Melting temperature (°C) | 131.3 | 131.8 | 131.7 | 132.8 | 133.1 |
| Enthalpy (J/g polymer) | 210.09 | 207.1 | 209.3 | 167.4 | 208.1 |
| Crystallinity (%) | 71.7 | 70.7 | 71.4 | 57.1 | 71.0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kiliç, E.; Oliver-Ortega, H.; Tarrés, Q.; Delgado-Aguilar, M.; Fullana-i-Palmer, P.; Puig, R. Valorization Strategy for Leather Waste as Filler for High-Density Polyethylene Composites: Analysis of the Thermal Stability, Insulation Properties and Chromium Leaching. Polymers 2021, 13, 3313. https://doi.org/10.3390/polym13193313
Kiliç E, Oliver-Ortega H, Tarrés Q, Delgado-Aguilar M, Fullana-i-Palmer P, Puig R. Valorization Strategy for Leather Waste as Filler for High-Density Polyethylene Composites: Analysis of the Thermal Stability, Insulation Properties and Chromium Leaching. Polymers. 2021; 13(19):3313. https://doi.org/10.3390/polym13193313
Chicago/Turabian StyleKiliç, Eylem, Helena Oliver-Ortega, Quim Tarrés, Marc Delgado-Aguilar, Pere Fullana-i-Palmer, and Rita Puig. 2021. "Valorization Strategy for Leather Waste as Filler for High-Density Polyethylene Composites: Analysis of the Thermal Stability, Insulation Properties and Chromium Leaching" Polymers 13, no. 19: 3313. https://doi.org/10.3390/polym13193313