3.1. Prediction of Morphology by Contact Angle Measurements
To predict the morphology of ternary blends, the contact angles of vHDPE, vPP, and compatibilizer candidates were measured. According to Equations (1)–(3), the polar component (p) and dispersed component (d) of surface tension were calculated. The obtained results are shown in
Table 3.
However, the surface tension strongly depends on temperature as well as molecular weight of polymer [
29]. Therefore, the surface tension of ternary blend components should be calculated at processing temperature of melt blending. The process temperature of melt blending is 240 °C. To estimate the morphology of different ternary blends, the surface tension of ternary blend components at 240 °C can be determined using the empirical Equation (4) by Guggenheim [
30]:
where
and
represent the surface tension at blending temperature (
) and testing temperature (
respectively. The calculated surface tension according to Equation (4) is provided in
Table 4.
After the calculation of surface tension of ternary blend components at process temperature (240 °C), the interfacial tension of possible component pairs, such as
γAB,
γAC and
γBC, were calculated using the well-known harmonic mean Equation [
31]:
Furthermore, the adhesive energy can be calculated using Equation (6).
The calculated interfacial tension as well as adhesive energy (
WAB) at 240 °C are summarized in
Table 5.
Comparing all results, one can see that only the ethylene-based olefin block copolymer (C1) as a ternary blend component leads to a decrease in interfacial tension from 3.67 mN/m to 2.29 mN/m and an increase in adhesive energy from 61.86 mN/m to 64.75 mN/m. As can be seen in
Table 5, the adhesive energy of vHDPE/C1 (64.75 mN/m) is higher than vHDPE/vPP (61.86 mN/m). The result suggests that vHDPE has a better compatibility with ethylene-based olefin block copolymer (C1). According to the literature, such decrease in interfacial tension as well as the increase in adhesive energy during the melt blending and extrusion process is evidence of good adhesion as well as core-shell formation, in which the dispersed phase is encapsulated by compatibilizer [
32,
33,
34]. In this case, dispersed vPP in vHDPE matrix is encapsulated only by the ethylene-based olefin block copolymer (C1).
The interfacial tension plays an important role in ternary blend morphology. The Hobbs spreading coefficient theory describes the relationship between interfacial tension and ternary blend morphology [
35]. To predict ternary blend morphology by the interfacial tensions between different blend component pairs, the Hobbs spreading coefficient theory is mostly used [
11,
12,
13,
14]. The spreading coefficient (
λ) can be calculated using Equations (7)–(9):
In the above equations, the
λAB,
λBC and
λCB represent the spreading coefficients
A over
B,
B over
C and
C over
B, respectively. Based on the spreading coefficients, the phase morphology of ternary blends can be estimated. For the estimation of ternary blend morphology, a dispersed phase diagram (
Figure 3) is generally used.
To predict the morphology of six ternary blends, the spreading coefficients are calculated according to Equations (5)–(7). The spreading coefficients of component couples of six ternary blends with corresponding morphologies are determined according to dispersed phase diagram (
Figure 3) and shown in
Table 6.
Table 6 represents the spreading coefficients and predictions of phase morphology of vHDPE/vPP ternary blends with six compatibilizer candidates.
According to the spreading coefficient theory, the ternary blend of vHDPE/vPP with ethylene-based olefin block copolymer as a compatibilizer (C1) has a unique core-shell morphology due to λ
C1/vPP > 0, λ
vPP/C1 < 0 and λ
vHDPE/C1 = λ
vHDPE/vPP < 0. This result indicates that the dispersed vPP particle in vHDPE matrix is encapsulated by the ethylene-based olefin block copolymer (C1) as a compatibilizer, as schematically illustrated in
Figure 4a.
Conversely, the ternary blend of vHDPE/vPP with other compatibilizer candidates, such as propylene-based olefin block copolymer (C2), ethylene-propylene random copolymers (C3 and C4) and styrene-ethylene-butylene-styrene triblock copolymers (C5 and C6), is encapsulated by vPP according to spreading coefficient theory due to the λ
C1/vPP < 0, λ
vPP/C1 > 0 and λ
vHDPE/C1 = λ
vHDPE/vPP < 0, as illustrated in
Figure 4.
The encapsulation of PE in PP matrix by propylene-based olefin block copolymer [
26,
32,
33], ethylene propylene random copolymers (EPR) [
13,
37] and styrene-ethylen-butylene-stryrene triblock copolymers (SEBS) [
27] has been reported in the literature. However, the encapsulation of vPP in vHDPE matrix by propylene-based olefin block copolymer (C2) or ethylene-propylene-random copolymers (C3 and C4) or styrene-ethylene-butylene-styrene triblock copolymers (C5 and C6) has not been found in this study. It must be underlined that the encapsulation of PP in PE matrix by compatibilizer (core-shell morphology) depends on the interfacial tension between compatibilizer and PP or PE. The interfacial tension is related to viscosity and molecular weight of ternary blend components [
29]. In our study, the blow molding grade of HDPE with high molecular weight as a matrix and the injection molding grade PP with significantly low molecular weight as a dispersed phase were used, whereas PP as a matrix and PE as a dispersed phase with not huge difference in average molecular weight were used in the above-mentioned studies. In other words, it cannot be generalized that the used compatibilizer always encapsulates the dispersed phase because the morphology of ternary blend depends on interfacial tension, which is related with the average molecular weight of the ternary blend component.
Consequently, the ethylene-based olefin block copolymer (C1) can only encapsulate the dispersed vPP phase in vHDPE matrix to form core-shell morphology, whereas the other compatibilizer candidates are encapsulated by dispersed vPP in vHDPE matrix. The predicted two different morphologies (
Figure 4a,b) in ternary blends are considered for interpretation of mechanical performance in the next chapter.
This methodology can be used for morphology prediction of compatibilized recycled rHDPE-rich-rHDPE/rPP blends from post-consumer detergent bottle waste. However, it should be noticed that the detergent residues in recycled bottle waste could affect the results of contact angle measurements and thereof the predicted morphology.
3.3. Adhesion Tests
The adhesion of compatibilizer candidates to vHDPE as well as vPP is an important factor that determines the mechanical performance of compatibilized blends by means of their contribution to the enhancement of stress transfer between phases. The adhesion is correlated with peel strength. The peel strengths of six trilayer films (vHDPE/C/vPP) with six compatibilizer candidates as tie layers are shown in
Figure 6.
As seen in
Figure 6, the best adhesion on vHDPE as well as vPP is achieved by using ethylene-based olefin block copolymer (C1) as an interfacial layer in vHDPE/vPP laminate due to higher peel strength of C1 compared to other compatibilizers. As already reported, the better adhesion of ethylene-based olefin block copolymer to polyethylene and polypropylene is originated from the miscibility of soft octene segment with polypropylene as well as the miscibility of hard ethylene segment with polyethylene [
38]. The miscibility of ethylene-based olefin block copolymer with both components results in combining two polymers with interfacial entanglements.
Furthermore, the ethylene-propylene random copolymer (C3) and styrene-ethylene-butylene-polystyrene triblock copolymer (C6) have the lowest peel strengths, whereas the propylene-based olefin block copolymer (C2), ethylene-propylene random copolymer (C3) and styrene-butylene-polystyrene triblock copolymer (C5) have peel strengths in between. The significant difference between compatibilizer candidates are viscosity curves (
Figure 1) and therefore molecular weights. The higher molecular weight due to the low MFR (0.6 g/10 min @ 190 °C, 2.16 kg) as well as high viscosity (
Figure 1) is the ethylene-based olefin block copolymer (C1), which has a superior adhesion to blow molding grade of vHDPE and injection molding grade of vPP.
According to the literature, the copolymers with insufficient molecular weights have the worse adhesion due their low interfacial entanglements [
16]. Conversely, the block copolymers with high molecular weight have the best adhesion due to the higher degree of entanglements, as reported in the literature [
15]. Therefore, the best adhesion of ethylene-based olefin block copolymer (C1) to vHDPE and vPP can be explained by the higher molecular weight of ethylene-based olefin block copolymer (C1) as well as the above-mentioned interfacial interaction. The higher molecular weight of C1 enables more interfacial entanglements at the interface between vHDPE and vPP, which is confirmed also in other studies [
23,
24,
39]. As a result, the ethylene-based olefin copolymer (C1) not only encapsulates the dispersed vPP phase in the vHDPE matrix (core-shell morphology) but also has better adhesion to vHDPE and vPP due to the high molecular weight as well as interfacial interaction with vHDPE and vPP. Due to the better adhesion of ethylene-based olefin block copolymer (C1) to virgin blow molding grade of HDPE as well as injection molding grade of PP, the ethylene-based olefin block copolymer (C1) can be used as a compatibilizer for recycled post-consumer detergent bottle waste, which consist of blow molding grade rHDPE and injection molding grade of rPP. However, it should be considered that the recycled rHDPE (blow molding grade)-rich rHDPE (blow molding grade)/rPP (injection molding grade) blend from post-consumer detergent bottles contains pigments as well as detergent residues. These additional contaminants can reduce adhesion of ethylene-based olefin block copolymer (C1) to blow molding grade rHDPE and injection molding grade rPP.
3.4. Mechanical Properties
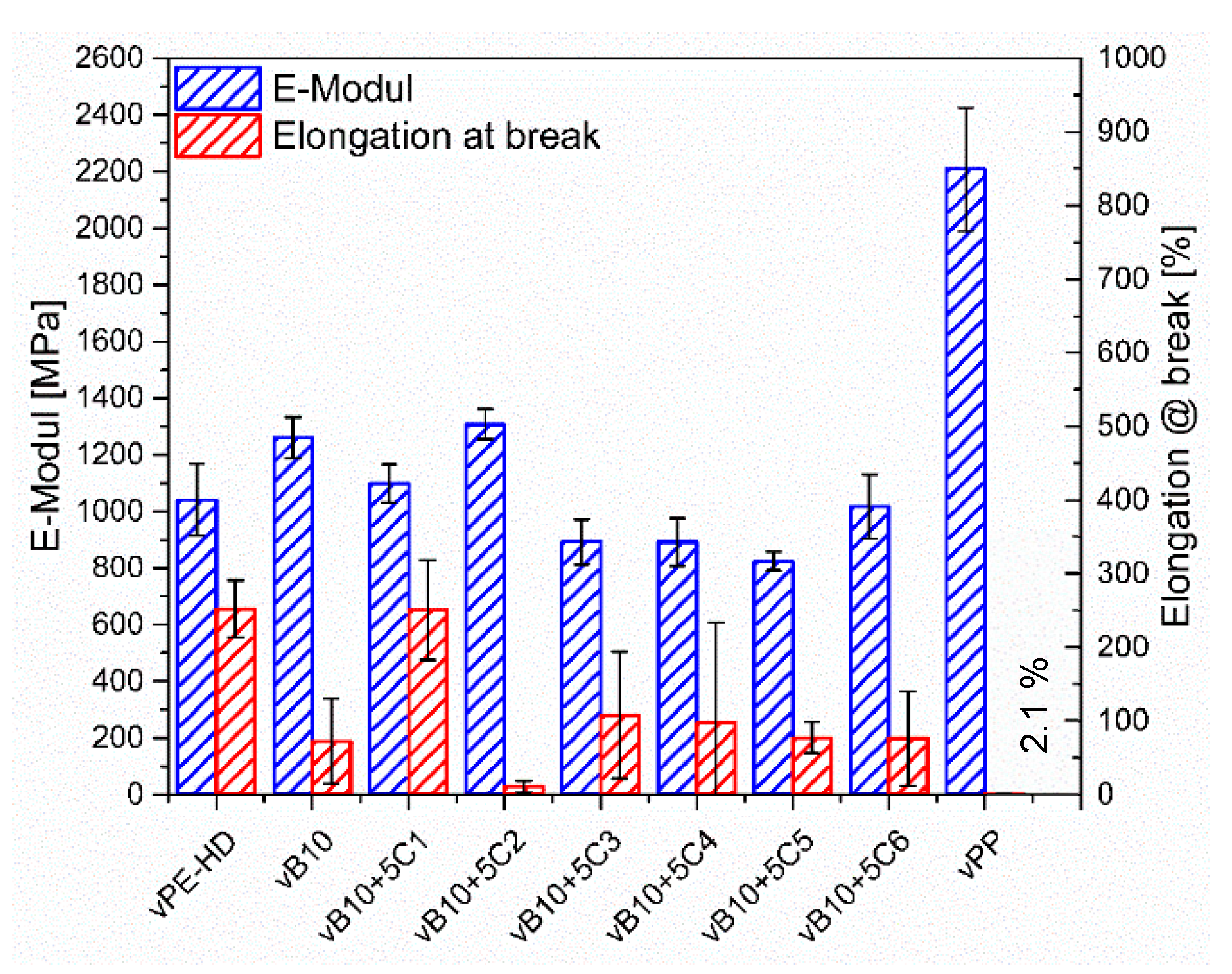
The effects of adding 5 wt% of various compatibilizer candidates to 10 wt% vPP contaminated vHDPE (vB10 model blend) on tensile properties were investigated. The tensile test results of vHDPE, vPP, vB10 and vB10 with 5 wt% of six different compatibilizer candidates (C1, C2, C3, C4, C5 and C6) are provided in
Figure 7.
The compression molded vHDPE homopolymer demonstrates 600% of elongation at break, whereas the compression molded vPP homopolymer shows the lowest elongation at break at about 2.1%, the highest E-Modulus as well as tensile strength at about 2200 MPa and 25 MPa, respectively. The compression molded vPP (injection molding grade) is brittle because of the high MFR. The addition of 10 wt% of vPP to vHDPE (vB10) results in significant reduction of the elongation at break from 600% to 200%. The reduction in elongation at break is approximately 67%. The brittle behavior of vB10 is due to the immiscibility between vHDPE and vPP homopolymers. The immiscibility between vHDPE and vPP leads to phase separated morphology. According to the literature, the reasons for deterioration in elongation at break of blends are immiscibility, phase separated morphology, insufficient number of interfacial entanglements at the interface between blend components and therefore high surface tension as well as weak adhesion [
10]. The weak adhesion between matrix and dispersed phase causes poor stress transfer between phases and consequently poor mechanical performance. The reduction of interfacial tension, enhancement of adhesion between phases and improvement of mechanical performance can be achieved by the addition of a proper additive, known as a compatibilizer, which is miscible with polymer blend components and migrates through the interface boundary to improve stress transfer between phases by interfacial entanglements [
16,
20,
40,
41].
Figure 7 and
Figure 8 illustrate the comparison with tensile properties of six different types of compatibilizer candidates for 10 w-% vPP contaminated vHDPE/vPP blend (vB10). On the one hand, the addition of 5 wt% of ethylene-based olefin block copolymer (C1) to 10 wt% vPP contaminated vHDPE (vB10) enhances the elongation at break from 200% to 600%, which is approximately the same elongation at break of vHDPE homopolymer. In other words, the deterioration of elongation at break for 10 w-% vPP contaminated vHDPE/vPP blend (vB10) is repaired by the addition of 5 wt% of ethylene-based olefin block copolymer (C1). The significant improvement in elongation at break with the addition of 5 wt% ethylene-based olefin block copolymer as a compatibilizer (C1) in vB10 can be attributed to the fact that the dispersed vPP is encapsulated by ethylene-based olefin block copolymer (C1), forming a core-shell morphology in the vHDPE matrix, as estimated by the spreading coefficient (
Figure 4a). This core-shell morphology (
Figure 4a) as well as better adhesion of ethylene-based olefin block copolymer (C1) to vHDPE and vPP, as seen in
Figure 6, enables a significant improvement in stress transfer between phases and consequently in elongation at break. The increase in elongation at break of PE/PP blend with the addition of olefin block copolymer (OBC) as a compatibilizer owing to the core-shell morphology and better adhesion of olefin block copolymer to blend components has been reported in the literature [
24,
26,
32,
38,
42], which confirms the obtained results. On the other hand, the addition of 5 wt% of propylene-based olefin block copolymer (C2), ethylene-propylene random copolymers (C3 and C4) and styrene-ethylene-butylene-styrene triblock copolymers (C5 and C6) to 10 wt% vPP contaminated vHDPE (vB10) leads to no remarkable improvement in elongation at break and instead to even more deterioration in elongation at break. The observed deterioration of elongation at break is related to blend morphology and adhesion of compatibilizers to vPP and vHDPE. The encapsulation of some compatibilizers (C2, C3, C4, C5 and C6) by vPP in the vHDPE matrix (
Figure 4b) and the insufficient adhesion of these compatibilizers to vPP and vHDPE lead to poor elongation at break due to the poor stress transfer between phases during applied load in uniaxial direction.
The E-Modulus and tensile strength of vHDPE are also influenced by the addition of compatibilizers, as seen in
Figure 7 and
Figure 8. It can be observed in
Figure 7 and
Figure 8 that the addition of 10 wt% of vPP into vHDPE (vB10) results in increasing E-Modulus and tensile strength due to the high E-Modulus as well as tensile strength of vPP. The E-Modulus and tensile strength slightly increase with the addition of propylene-based olefin block copolymer (C2) to vB10, whereas the addition of ethylene-based olefin block copolymer (C1), ethylene propylene random copolymers (C3 and C4) and styrene-ethylene-butylene-styrene triblock copolymers (C5 and C6) to vB10 leads to a significant decrease in E-Modulus as well as tensile strength. The significant reduction in E-Modulus and tensile strength is caused by low E-Modulus as well as tensile strength of compatibilizers, which lead to a decrease in the overall E-Modulus and tensile strength of blends, as reported in the literature [
42,
43,
44,
45,
46]. As a result, the ethylene-based olefin block copolymer (C1) is the proper compatibilizer for vB10 with remarkable improvement in elongation at break and without any noticeable loss in E-Modulus and tensile strength compared to that of neat vHDPE.
In addition to the tensile testing, the tensile impact testing provides important information regarding impact resistance under dynamic load. The tensile impact strength results of vHDPE, vPP, vB10 and vB10 blended with 5 wt% of different compatibilizers are shown in
Figure 9.
Here, one can see that the compression molded vPP (injection molding grade) shows brittle behavior with a tensile impact strength of 15 kJ/m
2 due to the high MFR, low viscosity and low molecular weight of vPP. The addition of 10 wt% of vPP to vHDPE deteriorates the tensile impact strength of vHDPE from 72 kJ/m
2 to 52 kJ/m
2. The reduction in tensile impact strength is of approximately 30%. The deterioration in impact strength with the addition of PP to PE or PE to PP has been reported in the literature [
47,
48,
49,
50]. They found that the immiscibility, the lack of adhesion between phases and the high interfacial tension led to a worsening of the impact strength of polymer blends. The obtained results are fully in accordance with the above-mentioned literature. It can be seen in
Figure 9 that the 5 wt% addition of ethylene-based olefin block copolymer (C1) or styrene-ethylene-butylene-styrene triblock copolymers (C5 and C6) to 10 wt% vPP contaminated vHDPE (B10) results in an increase of tensile impact strength for B10 blend, which is more pronounced by ethylene-based olefin block copolymer (C1). The target tensile impact strength of neat vHDPE can be achieved by the addition of ethylene-based olefin block copolymer (C1) as well as styrene-ethylene-butylene- styrene triblock copolymers (C5 and C6), as seen in
Figure 9. It is worth underlining that the encapsulation of dispersed vPP by ethylene-based olefin block copolymer (C1) in vHDPE matrix (core-shell morphology) for vB10 blend causes resistance to crack propagation and therefore a significant increase in tensile impact strength compared to what happens without compatibilizer. Furthermore, the improvement in tensile impact strength of vB10 with the addition of styrene-ethylene-butylene-styrene triblock copolymers (C5 and C6) is related to the impact modifier effect by the addition of thermoplastic elastomers, which are encapsulated by vPP in the vHDPE matrix, as estimated according to the spreading coefficient and illustrated in
Figure 4b. On the other hand, the target tensile impact strength of vHDPE cannot be achieved with the addition of 5 wt% of propylene-based olefin block copolymer (C2) or ethylene propylene random copolymers (C3 and C4) to vB10 blend. Even worse tensile impact strengths are observed with the addition of ethylene-propylene random copolymers (C3 and C4) due to the poor adhesion of these copolymers to vPP and vHDPE, as shown in
Figure 6. Consequently, the ethylene-based olefin block copolymer (C1) is the most suitable compatibilizer for the compatibilization of 10 wt% vPP contaminated vHDPE blend (vB10) due to the high tensile impact strength originated from high peel strength (
Figure 6) as well as the encapsulation of dispersed vPP particles by ethylene-based olefin block copolymer in vHDPE matrix (core-shell morphology). The enhancement in impact strength for PP-rich PP/PE blends with the addition of propylene-based olefin block copolymer has been also reported in the literature [
24,
26,
32,
38,
42]. According to these studies, the improvement in impact strengths of PP-rich PP/PE blends are related to the encapsulation of dispersed PE phase by propylene-based olefin block copolymer in PP matrix and superior adhesion to polymer blend components due to the interfacial entanglements via miscible segments of propylene-based olefin block copolymer with PP as well as PE, as mentioned above in the adhesion section. Conversely, in this study, the tensile impact strength of PE-rich PE/PP blend is improved with the addition of ethylene-based olefin block copolymer (C1), which is also confirmed by the results obtained from the compatibilization of PP-rich PP/PE blends with the addition of propylene-based olefin block copolymer in the above-mentioned studies.
The increasing in elongation at break as well as impact strength is a significant evident for enhancement of phase adhesion and successful compatibilization, as reported in the literature [
19,
41,
50,
51,
52]. Consequently, the successful compatibilization of 10 wt% vPP contaminated vHDPE (vB10 blend) is only achieved with 5 wt% addition of the ethylene-based olefin block copolymer (C1) due to the improvement in elongation at break and tensile impact strength. In other words, the modification of 10 wt% vPP (injection molding grade) contaminated vHDPE (blow molding grade) blend (vB10) with 5 wt% of ethylene-based olefin block copolymer (C1) yielded a material with mechanical properties very close to neat vHDPE, as illustrated in radar charts in
Figure 10. The obtained results from tensile as well as tensile impact tests virgin model blends highlighted that ethylene-based olefin block copolymer (C1) can be used as a compatibilizer in order to improve impact resistance of rHDPE-rich-rHDPE/rPP blend from recycled post-consumer detergent bottle waste.














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}