
Rheological and Morphological Properties of Oil Palm Fiber-Reinforced Thermoplastic Composites for Fused Deposition Modeling (FDM)

 ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Oil Palm Fiber Composite Preparation
2.3. Rheological Test
2.4. Scanning Electron Microscope (SEM)
3. Results and Discussion
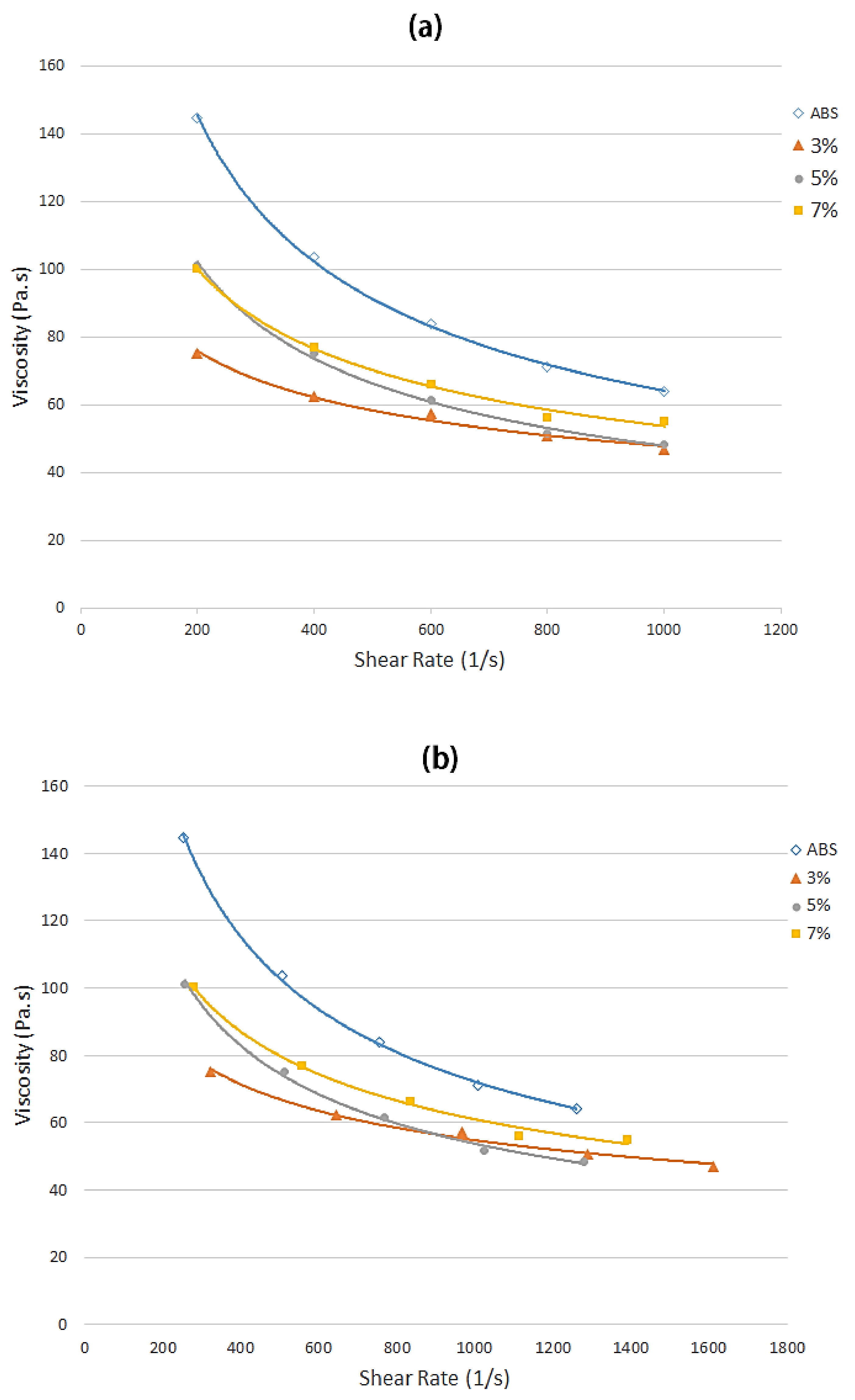
3.1. Rheological Behavior
3.2. Morphological Structures
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Gardan, J. Additive manufacturing technologies: State of the art and trends. Int. J. Prod. Res. 2016, 54, 3118–3132. [Google Scholar] [CrossRef]
- Berman, B. 3-D printing: The new industrial revolution. Bus. Horiz. 2012, 55, 155–162. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications, and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Wohlers. Wohlers Report 2011: Additive Manufacturing and 3D Printing State of the Industry. Annual Worldwide Progress Report; Wohlers: Fort Collins, CO, USA, 2011. [Google Scholar]
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Fafenrot, S.; Grimmelsmann, N.; Wortmann, M.; Ehrmann, A. Three-dimensional (3D) printing of polymer-metal hybrid materials by fused deposition modeling. Materials 2017, 10, 1199. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wong, J.Y.; Pfahnl, A.C. 3D printing of surgical instruments for long-duration space missions. Aviat. Space Environ. Med. 2014, 85, 758–763. [Google Scholar] [CrossRef]
- Comotti, C.; Regazzoni, D.; Rizzi, C.; Vitali, A. Additive Manufacturing to Advance Functional Design: An Application in the Medical Field. J. Comput. Inf. Sci. Eng. 2017, 17, 031006. [Google Scholar] [CrossRef]
- Yu, Y.Z.; Lu, J.R.; Liu, J. 3D printing for functional electronics by injection and package of liquid metals into channels of mechanical structures. Mater. Des. 2017, 122, 80–89. [Google Scholar] [CrossRef]
- Tronvoll, S.A.; Welo, T.; Elverum, C.W. The effects of voids on structural properties of fused deposition modelled parts: A probabilistic approach. Int. J. Adv. Manuf. Technol. 2018, 11, 1–12. [Google Scholar] [CrossRef] [Green Version]
- Villanueva, M.P.; Galindo, B.; Moliner, E.; García, S.; Ruedas, V. Biobased conductive plastic materials for manufacturing capacitive lamps. Mater. Today Commun. 2018, 15, 105–108. [Google Scholar] [CrossRef]
- Motaparti, K.P.; Taylor, G.; Leu, M.C.; Chandrashekhara, K.; Castle, J.; Matlack, M. Experimental investigation of effects of build parameters on flexural properties in fused deposition modelling parts. Virtual Phys. Prototyp. 2017, 12, 207–220. [Google Scholar] [CrossRef]
- Cicala, G.; Latteri, A.; Del Curto, B.; Lo Russo, A.; Recca, G. Engineering thermoplastics for additive manufacturing: A critical perspective with experimental evidence to support functional applications. J. Appl. Biomater. Funct. Mater. 2017, 15, 10–18. [Google Scholar] [CrossRef] [Green Version]
- McIlroy, C.; Olmsted, P.D. Deformation of an Amorphous Polymer during the Fused-Filament-Fabrication Method for Additive Manufacturing. J. Rheol. 2017, 61, 379. [Google Scholar] [CrossRef] [Green Version]
- McIlroy, C.; Olmsted, P.D. Disentanglement effects on welding behaviour of polymer melts during the fused-filament-fabrication method for additive manufacturing. Polymer 2017, 123, 376–391. [Google Scholar] [CrossRef] [Green Version]
- Murphy, C.A.; Collins, M.N. Microcrystalline cellulose reinforced polylactic acid biocomposite filaments for 3D printing. Polym. Compos. 2018, 39, 1311–1320. [Google Scholar] [CrossRef]
- Cicala, G.; Ognibene, G.; Portuesi, S.; Blanco, I.; Rapisarda, M.; Pergolizzi, E.; Recca, G. Comparison of Ultem 9085 used in fused deposition modelling (FDM) with polytherimide blends. Materials 2018, 11, 285. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Patience, G.S. Experimental methods in chemical engineering: Preface. Can. J. Chem. Eng. 2018, 96, 2312–2316. [Google Scholar] [CrossRef]
- Reiner, M. The deborah number. Phys. Today 1964, 17, 62. [Google Scholar] [CrossRef]
- Ghanbari, A.; Mousavi, Z.; Heuzey, M.C.; Patience, G.S.; Carreau, P.J. Experimental methods in chemical engineering: Rheometry. Can. J. Chem. Eng. 2020, 98, 1456–1470. [Google Scholar] [CrossRef]
- Frederick, T.T.; David, G.C.; Milan, M. Biodegradation of a synthetic co-polyester by aerobic mesophilic microorganisms. Polym. Degrad. Stab. 2008, 93, 1479–1485. [Google Scholar]
- Nagahama, H.; New, N.; Jayakumar, R. Novel biodegradable chitin membranes for tissue engineering applications. Carbohyd. Polym. 2008, 73, 295–302. [Google Scholar] [CrossRef]
- Kim, H.S.; Lee, B.H.; Lee, S. Enhanced interfacial adhesion, mechanical, and thermal properties of natural flour-filled biodegradable polymer bio-composites. J. Anal. Calorim. 2011, 104, 331–338. [Google Scholar] [CrossRef]
- Yee, T.W.; Rahman, W.; Sin, L.T. Properties and morphology of poly (vinyl alcohol) blends with sago pith bio-filler as biodegradable composites. J. Vinyl. Addit. Technol. 2011, 17, 184–189. [Google Scholar] [CrossRef]
- Kalaprasad, G.; Mathew, G.; Pavithran, C.; Thomas, S. Melt rheological behavior of intimately mixed short sisal–glass hybrid fiber-reinforced low-density polyethylene composites. I. Untreated fibers. J. Appl. Polym. Sci. 2003, 89, 432–442. [Google Scholar] [CrossRef]
- Smita, M.; Nayak, S.K. Rheological characterization of HDPE/sisal fiber composites. Polym. Eng. Sci. 2007, 47, 1634–1642. [Google Scholar]
- Mohammed, L.; Ansari, M.N.; Pua, G.; Jawaid, M.; Islam, M.S. A review on natural fibre reinforced polymer composite and its applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef] [Green Version]
- Xian, G.; Guo, R.; Li, C.; Hong, B. Effects of rod size and fiber hybrid mode on the interface shear strength of carbon/glass fiber composite rods exposed to freezing-thawing and outdoor environments. J. Mater. Res. Technol. 2021, 14, 2812–2831. [Google Scholar] [CrossRef]
- Singh, T.J.; Samanta, S. Characterization of Kevlar Fiber and its composites: A review. Mater. Today: Proc. 2015, 2, 1381–1387. [Google Scholar] [CrossRef]
- Ahmad, F.; Choi, H.S.; Park, M.K. A review: Natural fibre composites selection in view of mechanical, light weight, and economic properties. Macromol. Mater. Eng. 2015, 300, 10–24. [Google Scholar] [CrossRef]
- Gallo, E.; Schartel, B.; Acierno, D.; Cimino, F.; Russo, P. Tailoring the flame retardant and mechanical performances of natural fibre-reinforced biopolymer by multi-component laminate. Compos. Part. B Eng. 2013, 44, 112–119. [Google Scholar] [CrossRef]
- Islam, M.R.; Beg, M.D.; Gupta, A. Characterization of laccase-treated kenaf fibre reinforced recycled polypropylene composites. BioResour 2013, 8, 3753–3770. [Google Scholar] [CrossRef] [Green Version]
- Ramanath, H.S.; Chua, C.K.; Leong, K.F.; Shah, K.D. Melt flow behaviour of poly- ε- caprolactone in fused deposition modelling. J. Mater. Sci. Mater. Med. 2008, 19, 2541–2550. [Google Scholar] [CrossRef] [PubMed]
- Singh, R.; Singh, S.; Mankotia, K. Development of ABS based wire as feedstock filament of FDM for industrial applications. Rapid Prototyp. J. 2016, 22, 300–310. [Google Scholar] [CrossRef]
- Mohammad, N.N.B.; Arsad, A. Mechanical, thermal and morphological study of kenaf fibre reinforced rPET/ ABS composites. Malays. Polym. J. 2013, 8, 8–13. [Google Scholar]
- Aronoff, M.; Fudeman, K. What Is Morphology; John Wiley & Sons: New Jersey, NJ, USA, 2011; Volume 8. [Google Scholar]
- Feng, Y.H.; Li, Y.J.; Xu, B.P.; Zhang, D.W.; Qu, J.P.; He, H.Z. Effect of fiber morphology on rheological properties of plant fiber reinforced poly (butylene succinate) composites. Compos. Part B Eng. 2013, 44, 193–199. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, R.; Singh, T.P.; Batish, A. On investigation of rheological, mechanical and morphological characteristics of waste polymer-based feedstock filament for 3D printing applications. J. Thermoplast. Compos. Mater. 2019, 18, 0892705719856063. [Google Scholar] [CrossRef]
- Ahmad, M.N.; Wahid, M.K.; Maidin, N.A.; Ab Rahman, M.H.; Osman, M.H.; Alis, I.F. Mechanical characteristics of oil palm fiber reinforced thermoplastics as filament for fused deposition modeling (FDM). Adv. Manuf. 2020, 8, 72–81. [Google Scholar] [CrossRef]
- Goud, G.; Rao, R.N. Effect of fibre content and alkali treatment on mechanical properties of Roystonea regia-reinforced epoxy partially biodegradable composites. Bull. Mater. Sci. 2011, 34, 1575–1581. [Google Scholar] [CrossRef]
- Rokbi, M.; Osmani, H.; Imad, A.; Benseddiq, N. Effect of chemical treatment on flexure properties of natural fiber-reinforced polyester composite. Procedia Eng. 2011, 10, 2092–2097. [Google Scholar] [CrossRef]
- Sghaier, A.E.O.B.; Chaabouni, Y.; Msahli, S.; Sakli, F. Morphological and crystalline characterization of NaOH and NaOCl treated Agave americana L. fiber. Ind. Crops Prod. 2012, 36, 257–266. [Google Scholar] [CrossRef]
- Żenkiewicz, M.; Rytlewski, P.; Moraczewski, K.; Stepczyńska, M.; Karasiewicz, T.; Malinowski, R.; Ostrowicki, W. Some effects of multiple injection moulding on selected properties of ABS. J. Achiev. Mater. Manuf. Eng. 2009, 37, 361–368. [Google Scholar]
- Jaafar, J.; Siregar, J.P.; Tezara, C.; Hamdan, M.H.; Rihayat, T. A review of important considerations in the compression molding process of short natural fiber composites. Int. J. Adv. Manuf. Technol. 2019, 105, 3437–3450. [Google Scholar] [CrossRef]
- Tatara, R.A. Compression Molding. In Applied Plastics Engineering Handbook; Elsevier: Amsterdam, The Netherlands, 2011; pp. 289–309. [Google Scholar] [CrossRef]
- Nair, K.M.; Kumar, R.P.; Thomas, S.; Schit, S.C.; Ramamurthy, K. Rheological behavior of short sisal fiber-reinforced polystyrene composites. Compos. Part A Appl. Sci. Manuf. 2000, 31, 1231–1240. [Google Scholar] [CrossRef]
- Son, Y. Determination of shear viscosity and shear rate from pressure drop and flow rate relationship in a rectangular channel. Polymer 2007, 48, 632–637. [Google Scholar] [CrossRef]
- Qaiser, A.A.; Qayyum, A.; Rafiq, R. Rheological properties of ABS at low shear rates: Effects of phase heterogeneity. Malays. Polym. J. 2009, 4, 29–36. [Google Scholar]
- Mezger, T.G. The Rheology Handbook: For. Users of Rotational and Oscillatory Rheometers, 2nd ed.; Vincentz Network: Hannover, Germany, 2020; p. 34. ISBN 978878701743. [Google Scholar]
- Heldman, R.; Paul, S.; Dennis, R. Introduction to Food Engineering, 5th ed.; Elsevier: Amsterdam, The Netherlands, 2013; p. 160. ISBN 9780124016750. [Google Scholar]
- Meng, L.; Wu, D.; Kelly, A.; Woodhead, M.; Liu, Y. Experimental investigation of the rheological behaviors of polypropylene in a capillary flow. J. Appl. Polym. Sci. 2016, 133, 145. [Google Scholar] [CrossRef] [Green Version]
- Kelly, A.L.; Gough, T.; Whiteside, B.R.; Coates, P.D. High shear strain rate rheometry of polymer melts. J. Appl. Polym. Sci. 2009, 114, 864–873. [Google Scholar] [CrossRef]
- Couch, M.A.; Binding, D.M. High pressure capillary rheometry of polymeric fluids. Polymer 2000, 41, 6323–6334. [Google Scholar] [CrossRef]
- Sedlacek, T.; Zatloukal, M.; Filip, P.; Boldizar, A.; Saha, P. On the effect of pressure on the shear and elongational viscosities of polymer melts. Polym. Eng. Sci. 2004, 44, 1328–1337. [Google Scholar] [CrossRef]
- Binding, D.M.; Couch, M.A.; Walters, K. The pressure dependence of the shear and elongational properties of polymer melts. J. Non-Newton. Fluid Mech. 1998, 79, 137–155. [Google Scholar] [CrossRef]
- Balla, V.K.; Kate, K.H.; Satyavolu, J.; Singh, P.; Tadimeti, J.G.D. Additive manufacturing of natural fiber reinforced polymer composites: Processing and prospects. Compos. Part B Eng. 2019, 174, 106956. [Google Scholar] [CrossRef]
- Tanikella, N.G. Mechanical Testing of Fused Filament 3-D Printed Components for Distributed Manufacturing. Dissertation Master Thesis, Michigan Technological University, Michigan, MI, USA.
- Bi, H.; Ren, Z.; Guo, R.; Xu, M.; Song, Y. Fabrication of flexible wood flour/thermoplastic polyurethane elastomer composites using fused deposition molding. Ind. Crops Prod. 2018, 122, 76–84. [Google Scholar] [CrossRef]
- Izani, M.N.; Paridah, M.T.; Anwar, U.M.K.; Nor, M.M.; H’ng, P.S. Effects of fiber treatment on morphology, tensile and thermogravimetric analysis of oil palm empty fruit bunches fibers. Compos. Part B Eng. 2013, 45, 1251–1257. [Google Scholar] [CrossRef] [Green Version]
- Sgriccia, N.; Hawley, M.; Misra, M. Characterization of natural fibre surfaces and natural fibre composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 514–522. [Google Scholar] [CrossRef]
- Taj, S.; Munawar, M.A.; Khan, S. Review: Natural fibre reinforced polymercomposites. Proc. Pak. Acad. Sci. USA 2007, 44, 129–144. [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Physical and Mechanical Properties | ABS | Oil Palm Fiber |
|---|---|---|
| MFI (g/10 min) | 13 | - |
| Density (g/cm3) | 0.9–1.53 | 0.7 |
| Melting point (°C) | No true melting (amorphous) | - |
| Cellulose content (%) | - | 43–65 |
| Lignin content (%) | - | 13–25 |
| Moisture content (%) | - | 2.2–9.5 |
| Tensile strength (MPa) | 39.0 | 71.0 |
| Elongation at break (%) | 45 | 11 |
| Fiber Loading (vol%) | Flow Index, n | Consistency Index, k | Correlation Coefficient, R2 |
|---|---|---|---|
| 0 | 0.4737 | 0.0024 | 0.9972 |
| 3 | 0.7114 | 0.0004 | 0.9978 |
| 5 | 0.5342 | 0.0012 | 0.9953 |
| 7 | 0.6112 | 0.0008 | 0.9962 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ahmad, M.N.; Ishak, M.R.; Taha, M.M.; Mustapha, F.; Leman, Z. Rheological and Morphological Properties of Oil Palm Fiber-Reinforced Thermoplastic Composites for Fused Deposition Modeling (FDM). Polymers 2021, 13, 3739. https://doi.org/10.3390/polym13213739
Ahmad MN, Ishak MR, Taha MM, Mustapha F, Leman Z. Rheological and Morphological Properties of Oil Palm Fiber-Reinforced Thermoplastic Composites for Fused Deposition Modeling (FDM). Polymers. 2021; 13(21):3739. https://doi.org/10.3390/polym13213739
Chicago/Turabian StyleAhmad, Mohd Nazri, Mohamad Ridzwan Ishak, Mastura Mohammad Taha, Faizal Mustapha, and Zulkiflle Leman. 2021. "Rheological and Morphological Properties of Oil Palm Fiber-Reinforced Thermoplastic Composites for Fused Deposition Modeling (FDM)" Polymers 13, no. 21: 3739. https://doi.org/10.3390/polym13213739
APA StyleAhmad, M. N., Ishak, M. R., Taha, M. M., Mustapha, F., & Leman, Z. (2021). Rheological and Morphological Properties of Oil Palm Fiber-Reinforced Thermoplastic Composites for Fused Deposition Modeling (FDM). Polymers, 13(21), 3739. https://doi.org/10.3390/polym13213739