
Modification of Ramie Fiber via Impregnation with Low Viscosity Bio-Polyurethane Resins Derived from Lignin

 ,
,  , ,
, ,  , ,
, ,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Isolation and Fractionation of Lignin
2.3. Characterization of Lignin
2.4. Preparation of Bio-Based PU Resins
2.5. Evaluation of LPU Resins Properties
2.6. Impregnation of Ramie Fiber with LPU Resins
2.7. Examination of Ramie Fiber Properties
3. Results
3.1. Properties of Isolated and Fractionated Lignin
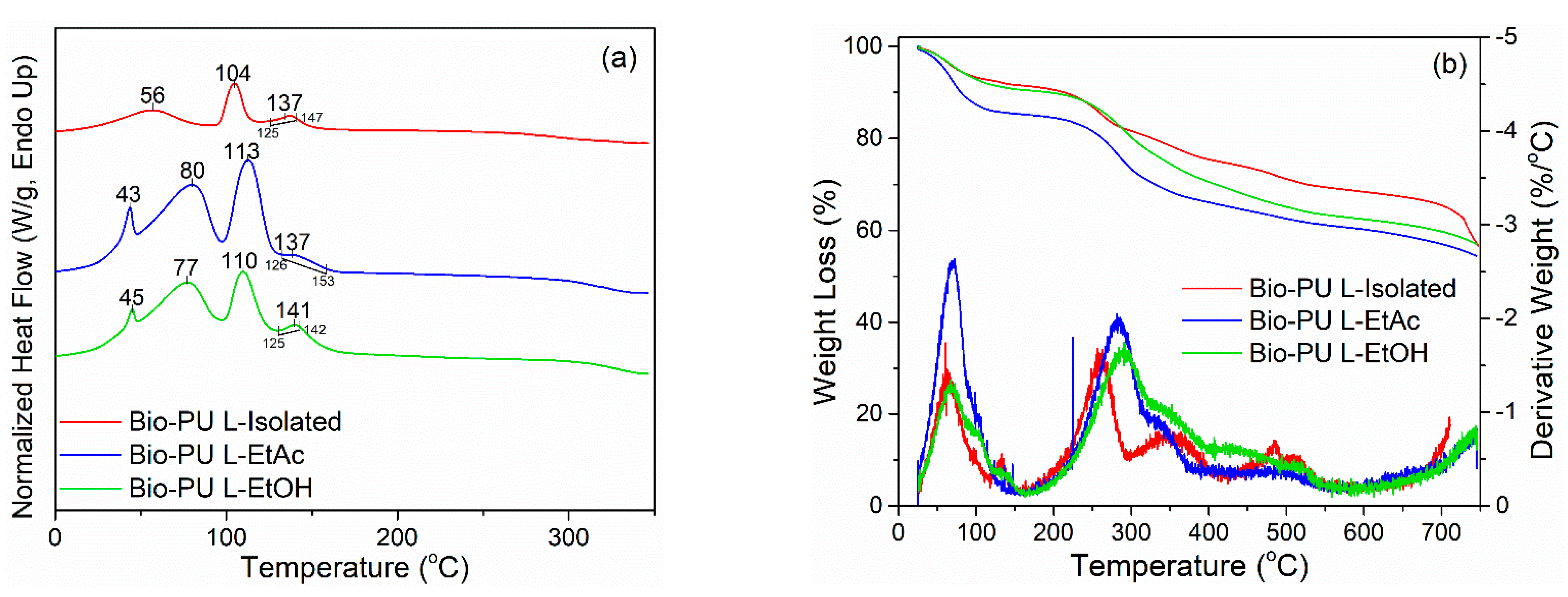
3.2. Characterizations of Lignin-Based Bio-PU Resins
3.3. Characteristics of Ramie Fibers
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vishtal, A.; Kraslawski, A. Challenges in Industrial Applications of Technical Lignins. BioResources 2011, 6, 3547–3568. [Google Scholar] [CrossRef]
- Hidayati, S.; Zuidar, A.S.; Satyajaya, W.; Murhadi, M.; Retnowati, D. Isolation and Characterization of Formacell Lignins from Oil Empty Fruits Bunches. IOP Conf. Ser. Mater. Sci. Eng. 2018, 344, 1–14. [Google Scholar] [CrossRef] [Green Version]
- Sadeghifar, H.; Ragauskas, A. Perspective on Technical Lignin Fractionation. ACS Sustain. Chem. Eng. 2020, 8, 8086–8101. [Google Scholar] [CrossRef]
- Li, H.; McDonald, A.G. Fractionation and Characterization of Industrial Lignins. Ind. Crops Prod. 2014, 62, 67–76. [Google Scholar] [CrossRef]
- Yuan, T.Q.; He, J.; Xu, F.; Sun, R.C. Fractionation and Physico-Chemical Analysis of Degraded Lignins from the Black Liquor of Eucalyptus pellita KP-AQ Pulping. Polym. Degrad. Stab. 2009, 94, 1142–1150. [Google Scholar] [CrossRef]
- Bonini, C.; D’Auria, M.; Emanuele, L.; Ferri, R.; Pucciariello, R.; Sabia, A.R. Polyurethanes and Polyesters from Lignin. J. Appl. Polym. Sci. 2005, 98, 1451–1456. [Google Scholar] [CrossRef]
- Gama, N.V.; Ferreira, A.; Barros-Timmons, A. Polyurethane Foams: Past, Present, and Future. Materials 2018, 11, 1841. [Google Scholar] [CrossRef] [Green Version]
- Wang, Y.-Y.; Wyman, C.E.; Cai, C.M.; Ragauskas, A.J. Lignin-Based Polyurethanes from Unmodified Kraft Lignin Fractionated by Sequential Precipitation. ACS Appl. Polym. Mater. 2019, 1, 1672–1679. [Google Scholar] [CrossRef] [Green Version]
- Aristri, M.A.; Lubis, M.A.R.; Iswanto, A.H.; Fatriasari, W.; Sari, R.K.; Antov, P.; Gajtanska, M.; Papadopoulos, A.N.; Pizzi, A. Bio-Based Polyurethane Resins Derived from Tannin: Source, Synthesis, Characterisation, and Application. Forests 2021, 12, 1516. [Google Scholar] [CrossRef]
- Alinejad, M.; Henry, C.; Nikafshar, S.; Gondaliya, A.; Bagheri, S.; Chen, N.; Singh, S.; Hodge, D.; Nejad, M. Lignin-Based Polyurethanes: Opportunities for Bio-Based Foams, Elastomers, Coatings and Adhesives. Polymers 2019, 11, 1202. [Google Scholar] [CrossRef] [Green Version]
- Akindoyo, J.O.; Beg, M.D.H.; Ghazali, S.; Islam, M.R.; Jeyaratnam, N.; Yuvaraj, A.R. Polyurethane Types, Synthesis and Applications—A Review. RSC Adv. 2016, 6, 114453–114482. [Google Scholar] [CrossRef] [Green Version]
- Aristri, M.A.; Lubis, M.A.R.; Yadav, S.M.; Antov, P.; Papadopoulos, A.N.; Pizzi, A.; Fatriasari, W.; Ismayati, M.; Iswanto, A.H. Recent Developments in Lignin- and Tannin-Based Non-Isocyanate Polyurethane Resins for Wood Adhesives—A Review. Appl. Sci. 2021, 11, 4242. [Google Scholar] [CrossRef]
- Pizzi, A.; Walton, T. Non-Emulsifiable, Water-Based, Mixed Diisocyanate Adhesive Systems for Exterior Plywood—Part, I. Novel Reaction Mechanisms and Their Chemical Evidence. Holzforschung 1992, 46, 541–547. [Google Scholar] [CrossRef]
- Aristri, M.A.; Lubis, M.A.R.; Budi Laksana, R.P.; Sari, R.K.; Iswanto, A.H.; Kristak, L.; Antov, P.; Pizzi, A. Thermal and Mechanical Performance of Ramie Fibers Modified with Polyurethane Resins Derived from Acacia mangium Bark Tannin. J. Mater. Res. Technol. 2022, 14, 6850. [Google Scholar] [CrossRef]
- Handika, S.O.; Lubis, M.A.R.; Sari, R.K.; Laksana, R.P.B.; Antov, P.; Savov, V.; Gajtanska, M.; Iswanto, A.H. Enhancing Thermal and Mechanical Properties of Ramie Fiber via Impregnation by Lignin-Based Polyurethane Resin. Materials 2021, 14, 6850. [Google Scholar] [CrossRef] [PubMed]
- Da Silva, E.A.B.; Zabkova, M.; Araújo, J.D.; Cateto, C.A.; Barreiro, M.F.; Belgacem, M.N.; Rodrigues, A.E. An Integrated Process to Produce Vanillin and Lignin-Based Polyurethanes from Kraft Lignin. Chem. Eng. Res. Des. 2009, 87, 1276–1292. [Google Scholar] [CrossRef]
- Basso, M.; Pizzi, A.; Lacoste, C.; Delmotte, L.; Al-Marzouki, F.; Abdalla, S.; Celzard, A. MALDI-TOF and 13C NMR Analysis of Tannin–Furanic–Polyurethane Foams Adapted for Industrial Continuous Lines Application. Polymers 2014, 6, 2985–3004. [Google Scholar] [CrossRef] [Green Version]
- Thébault, M.; Pizzi, A.; Dumarçay, S.; Gerardin, P.; Fredon, E.; Delmotte, L. Polyurethanes from Hydrolysable Tannins Obtained without Using Isocyanates. Ind. Crops Prod. 2014, 59, 329–336. [Google Scholar] [CrossRef]
- Thébault, M.; Pizzi, A.; Essawy, H.A.; Barhoum, A.; Van Assche, G. Isocyanate Free Condensed Tannin-Based Polyurethanes. Eur. Polym. J. 2015, 67, 513–526. [Google Scholar] [CrossRef]
- Thébault, M.; Pizzi, A.; Santiago-Medina, F.J.; Al-Marzouki, F.M.; Abdalla, S. Isocyanate-Free Polyurethanes by Coreaction of Condensed Tannins with Aminated Tannins. J. Renew. Mater. 2017, 5, 21–29. [Google Scholar] [CrossRef]
- Xi, X.; Pizzi, A.; Delmotte, L. Isocyanate-Free Polyurethane Coatings and Adhesives from Mono- and Di-Saccharides. Polymers 2018, 10, 402. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Sonnenschein, M.F. Polyurethane Adhesives and Coatings: Manufacture, Applications, Markets and Trends. In Polyurethanes: Science, Technology, Markets, and Trends; ACS Publications: Washington, DC, USA, 2015; Volume l, pp. 336–374. [Google Scholar]
- Aristri, M.A.; Lubis, M.A.R.; Laksana, R.P.B.; Fatriasari, W.; Ismayati, M.; Wulandari, A.P.; Ridho, M.R. Bio-Polyurethane Resins Derived from Liquid Fractions of Lignin for the Modification of Ramie Fibers. J. Sylva Lestari 2021, 9, 223–238. [Google Scholar] [CrossRef]
- Dunky, M. Wood Adhesives Based on Natural Resources: A Critical Review: Part III. Tannin- and Lignin-Based Adhesives. In Progress in Adhesion and Adhesives; Mittal, K.L., Ed.; Wiley: Hoboken, NJ, USA, 2021; pp. 383–529. ISBN 978-1-119-84665-9. [Google Scholar]
- Ma, X.; Chen, J.; Zhu, J.; Yan, N. Lignin-Based Polyurethane: Recent Advances and Future Perspectives. Macromol. Rapid Commun. 2021, 42, 2000492. [Google Scholar] [CrossRef] [PubMed]
- Xu, C.; Ferdosian, F. Lignin-Based Polyurethane (PU) Resins and Foams. In Conversion of Lignin into Bio-Based Chemicals and Materials; Green Chemistry and Sustainable Technology; Springer: Berlin/Heidelberg, Germany, 2017; pp. 133–156. ISBN 978-3-662-54957-5. [Google Scholar]
- Yoshida, H.; Mörck, R.; Kringstad, K.P.; Hatakeyama, H. Kraft Lignin in Polyurethanes. II. Effects of the Molecular Weight of Kraft Lignin on the Properties of Polyurethanes from a Kraft Lignin–Polyether Triol–Polymeric MDI System. J. Appl. Polym. Sci. 1990, 40, 1819–1832. [Google Scholar] [CrossRef]
- Vanderlaan, M.N.; Thring, R.W. Polyurethanes from Alcell® Lignin Fractions Obtained by Sequential Solvent Extraction. Biomass. Bioenergy 1998, 14, 525–531. [Google Scholar] [CrossRef]
- Nadji, H.; Bruzzese, C.; Belgacem, M.N.; Benaboura, A.; Gandini, A. Oxypropylation of Lignins and Preparation of Rigid Polyurethane Foams from the Ensuing Polyols. Macromol. Mater. Eng. 2005, 290, 1009–1016. [Google Scholar] [CrossRef]
- Xue, B.-L.; Wen, J.-L.; Sun, R.-C. Lignin-Based Rigid Polyurethane Foam Reinforced with Pulp Fiber: Synthesis and Characterization. ACS Sustain. Chem. Eng. 2014, 2, 1474–1480. [Google Scholar] [CrossRef]
- Li, H.; Liang, Y.; Li, P.; He, C. Conversion of Biomass Lignin to High-Value Polyurethane: A Review. J. Bioresour. Bioprod. 2020, 5, 163–179. [Google Scholar] [CrossRef]
- Qian, Y.; Zhou, Y.; Li, L.; Liu, W.; Yang, D.; Qiu, X. Facile Preparation of Active Lignin Capsules for Developing Self-Healing and UV-Blocking Polyurea Coatings. Prog. Org. Coat. 2020, 138, 105354. [Google Scholar] [CrossRef]
- Qi, G.; Yang, W.; Puglia, D.; Wang, H.; Xu, P.; Dong, W.; Zheng, T.; Ma, P. Hydrophobic, UV Resistant and Dielectric Polyurethane-Nanolignin Composites with Good Reprocessability. Mater. Des. 2020, 196, 109150. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Labib, A.; Sudarmanto; Akbar, F.; Nuryawan, A.; Antov, P.; Kristak, L.; Papadopoulos, A.N.; Pizzi, A. Influence of Lignin Content and Pressing Time on Plywood Properties Bonded with Cold-Setting Adhesive Based on Poly (Vinyl Alcohol), Lignin, and Hexamine. Polymers 2022, 14, 2111. [Google Scholar] [CrossRef]
- Cateto, C.A.; Barreiro, M.F.; Rodrigues, A.E. Monitoring of Lignin-Based Polyurethane Synthesis by FTIR-ATR. Ind. Crops Prod. 2008, 27, 168–174. [Google Scholar] [CrossRef] [Green Version]
- Cateto, C.A.; Barreiro, M.F.; Rodrigues, A.E.; Belgacem, M.N. Kinetic Study of the Formation of Lignin-Based Polyurethanes in Bulk. React. Funct. Polym. 2011, 71, 863–869. [Google Scholar] [CrossRef]
- Novarini, E.; Sukardan, M.D. Potensi Serat Rami (Boehmeria nivea, S. Gaud) Sebagai Bahan Baku Industri Tekstil Dan Produk Tekstil Dan Tekstil Teknik. Arena Tekst. 2015, 30, 113–122. [Google Scholar] [CrossRef]
- Cheng, J.; Wang, H.; Wang, X.; Li, S.; Zhou, Y.; Zhang, F.; Wang, Y.; Qu, W.; Wang, D.; Pang, X. Effects of Flame-Retardant Ramie Fiber on Enhancing Performance of the Rigid Polyurethane Foams. Polym, Adv. Technol. 2019, 30, 3091–3098. [Google Scholar] [CrossRef]
- Bachtiar, E.V.; Kurkowiak, K.; Yan, L.; Kasal, B.; Kolb, T. Thermal Stability, Fire Performance, and Mechanical Properties of Natural Fibre Fabric-Reinforced Polymer Composites with Different Fire Retardants. Polymers 2019, 11, 699. [Google Scholar] [CrossRef] [Green Version]
- Hermiati, E.; Risanto, L.; Lubis, M.A.R.; Laksana, R.P.B.; Dewi, A.R. Chemical Characterization of Lignin from Kraft Pulping Black Liquor of Acacia Mangium. AIP Conf. Proc. 2017, 1803, 491. [Google Scholar] [CrossRef]
- Ponnuchamy, V.; Gordobil, O.; Diaz, R.H.; Sandak, A.; Sandak, J. Fractionation of Lignin Using Organic Solvents: A Combined Experimental and Theoretical Study. Int. J. Biol. Macromol. 2021, 168, 792–805. [Google Scholar] [CrossRef]
- TAPPI. T264 Tappi: Preparation of Wood for Chemical Analysis. In TAPPI Standard Test Methods; T 264 cm-9; TAPPI: Peachtree Corners, GA, USA, 1997; pp. 3–5. [Google Scholar]
- TAPPI. T211 Ash in Wood, Pulp, Paper and Paperboard: Combustion at 525 °C. In TAPPI Standard Test Methods; T211 om-02; TAPPI: Peachtree Corners, GA, USA, 2007; p. 5. [Google Scholar]
- Templeton, D.; Ehrman, T. Determination Fo Acid-Insoluble Lignin in Biomass. In LAP-003; NREL—National Renewable Energy Laboratory: Golden, CO, USA, 1995; p. 14. [Google Scholar]
- Ehrman, T. Determination of Acid-Soluble Lignin in Biomass. In Laboratory Analytical Procedure—LAP-004; NREL—National Renewable Energy Laboratory: Golden, CO, USA, 1996; p. 8. [Google Scholar]
- ASTM D 3379–75; Standard Test Method for Tensile Strength and Young’s Modulus for High-Modulus Single-Filament Materials. ASTM International: West Conshohocken, PA, USA, 2000; Volume 75, pp. 1–5.
- Serrano, L.; Esakkimuthu, E.S.; Marlin, N.; Brochier-Salon, M.C.; Mortha, G.; Bertaud, F. Fast, Easy, and Economical Quantification of Lignin Phenolic Hydroxyl Groups: Comparison with Classical Techniques. Energy Fuels 2018, 32, 5969–5977. [Google Scholar] [CrossRef]
- Sameni, J.; Krigstin, S.; dos Rosa, D.S.; Leao, A.; Sain, M. Thermal Characteristics of Lignin Residue from Industrial Processes. BioResources 2014, 9, 725–737. [Google Scholar] [CrossRef] [Green Version]
- Sameni, J.; Krigstin, S.; Sain, M. Characterization of Lignins Isolated from Industrial Residues and Their Beneficial Uses. BioResources 2016, 11, 8435–8456. [Google Scholar] [CrossRef] [Green Version]
- Park, S.Y.; Kim, J.Y.; Youn, H.J.; Choi, J.W. Utilization of Lignin Fractions in UV Resistant Lignin-PLA Biocomposites via Lignin-Lactide Grafting. Int. J. Biol. Macromol. 2019, 138, 1029–1034. [Google Scholar] [CrossRef] [PubMed]
- Gordobil, O.; Moriana, R.; Zhang, L.; Labidi, J.; Sevastyanova, O. Assesment of Technical Lignins for Uses in Biofuels and Biomaterials: Structure-Related Properties, Proximate Analysis and Chemical Modification. Ind. Crops Prod. 2016, 83, 155–165. [Google Scholar] [CrossRef]
- Cachet, N.; Camy, S.; Benjelloun-Mlayah, B.; Condoret, J.S.; Delmas, M. Esterification of Organosolv Lignin under Supercritical Conditions. Ind. Crops Prod. 2014, 58, 287–297. [Google Scholar] [CrossRef] [Green Version]
- Lubis, M.A.R.; Dewi, A.R.; Risanto, L.; Zaini, L.H.; Hermiati, E. Isolation and Characterization of Lignin from Alkaline Pretreatment Black Liquor of Oil Palm Empty Fruit Bunch and Sugarcane Bagasse. In Proceedings of the Asean Cosat 2014, Bogor, Indonesia, 18–19 August 2014; pp. 483–491. [Google Scholar]
- Zhang, H.; Bai, Y.; Yu, B.; Liu, X.; Chen, F. A Practicable Process for Lignin Color Reduction: Fractionation of Lignin Using Methanol/Water as a Solvent. Green Chem. 2017, 19, 5152–5162. [Google Scholar] [CrossRef]
- Kubo, S.; Kadla, J.F. Hydrogen Bonding in Lignin: A Fourier Transform Infrared Model Compound Study. Biomacromolecules 2005, 6, 2815–2821. [Google Scholar] [CrossRef]
- Fox, S.C.; McDonald, A.G. Chemical and Thermal Characterization of Three Industrial Lignins and Their Corresponding Lignin Esters. BioResources 2010, 5, 990–1009. [Google Scholar]
- Sen, S.; Patil, S.; Argyropoulos, D.S. Thermal Properties of Lignin in Copolymers, Blends, and Composites: A Review. Green Chem. 2015, 17, 4862–4887. [Google Scholar] [CrossRef]
- Yoo, C.G.; Dumitrache, A.; Muchero, W.; Natzke, J.; Akinosho, H.; Li, M.; Sykes, R.W.; Brown, S.D.; Davison, B.; Tuskan, G.A.; et al. Significance of Lignin S/G Ratio in Biomass Recalcitrance of Populus Trichocarpa Variants for Bioethanol Production. ACS Sustain. Chem. Eng. 2018, 6, 2162–2168. [Google Scholar] [CrossRef]
- Zhuohong, Y.; Jinlian, H.; Yeqiu, L.; Lapyan, Y. The Study of Crosslinked Shape Memory Polyurethanes. Mater. Chem. Phys. 2006, 98, 368–372. [Google Scholar] [CrossRef]
- Lubis, M.A.R.; Park, B.D.; Lee, S.M. Microencapsulation of Polymeric Isocyanate for the Modification of Urea-Formaldehyde Resins. Int. J. Adhes. Adhes. 2020, 100, 102599. [Google Scholar] [CrossRef]
- Ilmiati, S.; Hafiza, J.; Fatriansyah, J.F.; Kustiyah, E.; Chalid, M. Synthesis and Characterization of Lignin-Based Polyurethane as a Potential Compatibilizer. Indon. J. Chem. 2018, 18, 390–396. [Google Scholar] [CrossRef]
- Gharib, J.; Pang, S.; Holland, D. Synthesis and Characterisation of Polyurethane Made from Pyrolysis Bio-Oil of Pine Wood. Eur. Polym. J. 2020, 109725. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, H.; Zhu, Z.; Fu, S. High-Value Utilization of Hydroxymethylated Lignin in Polyurethane Adhesives; Elsevier B.V.: Amsterdam, The Netherlands, 2020; Volume 152, ISBN 1343036402. [Google Scholar]
- Amado, J.C.Q. Thermal Resistance Properties of Polyurethanes and Its Composites. In Thermosoftening Plastics; Evingür, G.A., Pekcan, Ö., Achilias, D.S., Eds.; IntechOpen: London, UK, 2019; pp. 1–13. [Google Scholar] [CrossRef] [Green Version]
- Lv, W.; Nie, K.; Song, Y.; Li, C.; Ben, H.; Zhang, Y.; Han, G.; Jiang, W. Improving Ramie Fibers Softness Using Ionic Liquid Treatment. J. Nat. Fibers 2020, 1–8. [Google Scholar] [CrossRef]
- Trovati, G.; Sanches, E.A.; Neto, S.C.; Mascarenhas, Y.P.; Chierice, G.O. Characterization of Polyurethane Resins by FTIR, TGA, and XRD. J. Appl. Polym. Sci. 2009, 115, 263–268. [Google Scholar] [CrossRef]
- Simonassi, N.T.; Pereira, A.C.; Monteiro, S.N.; Margem, F.M.; Rodríguez, R.J.S.; Deus, J.F.D.; Vieira, C.M.F.; Drelich, J. Reinforcement of Polyester with Renewable Ramie Fibers. Mater. Res. 2017, 20, 51–59. [Google Scholar] [CrossRef] [Green Version]
- Bevitori, A.B.; da Silva, I.L.A.; Rohen, L.A.; Margem, F.M.; de Moraes, Y.M.; Monteiro, S.N. Evaluation of Ramie Fibers Component by Infrared Spectroscopy. In Proceedings of the 21st CBECIMAT—Congresso Brasileiro de Engenharia e Ciência dos Materiais, Cuiaba, Brasil, 9–13 November 2014; pp. 2109–2116. [Google Scholar]
- Garside, P.; Wyeth, P. Identification of Cellulosic Fibres by FTIR Spectroscopy: Differentiation of Flax and Hemp by Polarized ATR FTIR. Stud. Conserv. 2006, 51, 205–211. [Google Scholar] [CrossRef]
- Kandimalla, R.; Kalita, S.; Choudhury, B.; Devi, D.; Kalita, D.; Kalita, K.; Dash, S.; Kotoky, J. Fiber from Ramie Plant (Boehmeria nivea): A Novel Suture Biomaterial. Mater. Sci. Eng. C 2016, 62, 816–822. [Google Scholar] [CrossRef]
- Shahinur, S.; Hasan, M.; Ahsan, Q.; Saha, D.K.; Islam, M.S. Characterization on the Properties of Jute Fiber at Different Portions. Int. J. Polym. Sci. 2015, 2015, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Shahinur, S.; Hasan, M.; Ahsan, Q.; Haider, J. Effect of Chemical Treatment on Thermal Properties of Jute Fiber Used in Polymer Composites. J. Compos. Sci. 2020, 4, 132. [Google Scholar] [CrossRef]
- Tomczak, F.; Satyanarayana, K.G.; Sydenstricker, T.H.D. Studies on Lignocellulosic Fibers of Brazil: Part III—Morphology Fibers and Properties of Brazilian Curaua. Compos. Part A 2007, 38, 2227–2236. [Google Scholar] [CrossRef]
- Bevitori, A.B.; Margem, F.M.; Carreiro, R.S.; Monteiro, S.N.; Calado, V. Thermal Caracterization Behavior of Epoxy Composites Reinforced Ramie Fibers. In Proceedings of the 67th ABM International Congress, Rio de Janeiro, Brazil, 31 July–3 August 2012; pp. 473–480. [Google Scholar]
- Zhao, Y.; Tagami, A.; Dobele, G.; Lindström, M.E.; Sevastyanova, O. The Impact of Lignin Structural Diversity on Performance of Cellulose Nanofiber (CNF)-Starch Composite Films. Polymers 2019, 11, 538. [Google Scholar] [CrossRef] [PubMed] [Green Version]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | References |
|---|---|---|
| Yield (%) | 35.9 ± 1.8 | 20–40 [1] |
| MC (%) | 5.1 ± 0.7 | 8.1 [47] |
| Ash Content (%) | 0.3 ± 0.02 | 0.5–4.3 [48] |
| AIL (%) | 82.5 ± 1.0 | 85.1–91.2 [48] |
| ASL (%) | 12.8 ± 0.7 | 2.1–6.0 [48] |
| Purity Levels (%) | 95.3 ± 0.6 | 83–97 [48] |
| Type of Lignin | The Yield of Fractionated Lignin (%) | The Total Phenolic Hydroxyl Group (mmol·g−1) |
|---|---|---|
| L-Standard | - | 8.1 |
| L-Isolated | - | 7.9 |
| L-EtAc | 28.9 | 8.1 |
| L-EtOH | 73.5 | 7.2 |
| Wavenumber (cm−1) | References [50,51,52,53,54] | Functional Groups | |||
|---|---|---|---|---|---|
| L-Standard | L-Isolated | L-EtAc | L-EtOH | ||
| 3355 | 3347 | 3374 | 3380 | 3550–3200 | O-H stretching (alcohol) |
| 2936 | 2917 | 2917 | 2917 | 2940–2820 | C-H stretching (CH3 and CH2) |
| - | 2849 | 2849 | 2849 | 2850–2840 | C-H stretching (asymmetric OCH3 group) |
| - | 1720 | 1720 | 1720 | 1720–1680 | C=O stretching (conjugate acid) |
| 1593 | 1598 | 1601 | 1597 | 1595 | Aromatic skeletal vibrations, C=O stretching (conjugate) |
| 1511 | 1513 | 1513 | 1514 | 1515–1505 | C-C stretching (aromatic ring) |
| 1214 | 1209 | 1208 | 1210 | 1220 | C-O(H) + C-O(Ar) (OH phenolic and ether in syringol and guaiacyl) |
| 1125 | 1110 | 1110 | 1113 | 1115 | Deformations of Ar-CH (syringol) |
| 1080 | - | - | - | 1085–1030 | C-O(H) + C-O(C) (OH aliphatic and ether) |
| 1030 | 1031 | 1033 | 1032 | 1030 | C-O in syringyl and guaiacyl, C-H bonding in guaiacyl |
| No | RT (min) | Pyrolysis Product | Origin | L-Isolated | Fractionated Lignin | |
|---|---|---|---|---|---|---|
| L-EtAc | L-EtOH | |||||
| 1 | 9.50 | Phenol | H | 3.9 | 2.3 | 4.1 |
| 2 | 11.76 | Phenol, 2-methyl- | H | 1.2 | 1.0 | 1.4 |
| 3 | 12.46 | Phenol, 4 methyl | H | 2.7 | 3.4 | 2.9 |
| 4 | 12.80 | Guaiacol | G | 14.2 | 10.0 | 14.5 |
| 5 | 15.97 | Guaiacol, 4-methyl | G | 6.8 | 9.1 | 6.8 |
| 6 | 16.44 | Catechol | H | 4.7 | 3.2 | 4.9 |
| 7 | 17.30 | Guaiacol, 4-ethyl | G | 0.4 | 0.1 | 0.4 |
| 8 | 18.16 | Catechol, 3-methoxy | H | 7.3 | 6.2 | 6.6 |
| 9 | 18.30 | Catechol, 4 methyl | H | 1.4 | 1.8 | 0.2 |
| 10 | 18.51 | Guaiacol, 4-ethyl | G | 3.9 | 4.7 | 3.6 |
| 11 | 19.62 | Guaiacol, 4-vinyl | G | 5.6 | 4.9 | 5.7 |
| 12 | 20.76 | Syringol | S | 16.8 | 14.1 | 17.4 |
| 13 | 21.88 | Eugenol | G | 0.7 | 0.5 | 0.7 |
| 14 | 22.22 | Isoeugenol (cis) | G | 1.4 | 1.4 | 1.2 |
| 15 | 23.30 | Syringol-4-methyl | S | 6.2 | 9.5 | 6.5 |
| 16 | 23.45 | Isoeugenol (trans) | G | 3.5 | 2.3 | 3.2 |
| 17 | 24.49 | Acetoguaiacone | G | 1.8 | 3.3 | 2 |
| 18 | 25.30 | Syringol, 4-ethyl | S | 3.2 | 4.5 | 3.4 |
| 19 | 25.53 | Guaiacylacetone | G | 0.7 | 0.5 | 0.9 |
| 20 | 26.39 | Syringol, 4-vinyl | S | 5.0 | 4.9 | 5.0 |
| 21 | 26.95 | Propioguaiacone | G | 0.8 | 1.1 | 0.8 |
| 22 | 27.22 | Syringol, 4-allyl | S | 0.8 | 0.5 | 0.8 |
| 23 | 27.39 | Homosyringaldehyde | S | 0.4 | 0.5 | 0.4 |
| 24 | 28.04 | Syringol, 4-propenyl | S | 0.5 | 0.7 | 0.4 |
| 25 | 29.73 | S-4propenyl | S | 2.0 | 1.6 | 1.9 |
| 26 | 30.49 | Acetosyringaldehide | S | 2.4 | 4.7 | 2.7 |
| 27 | 31.24 | Syringylacetone | S | 0.5 | 0.6 | 0.4 |
| 28 | 32.54 | Propiosyringone | S | 0.8 | 1.3 | 0.9 |
| LH (hydroxyphenyl) | 21.2 | 17.9 | 20.2 | |||
| LG (guaiacyl) | 39.8 | 37.8 | 39.9 | |||
| LS (syringol) | 38.5 | 42.8 | 39.7 | |||
| S/G ratio | 0.97 | 1.13 | 0.99 | |||
| LPU Resins | Viscosity (mPa s−1) | Weight Gain of Ramie Fiber (%) | ||
|---|---|---|---|---|
| 30 min | 60 min | 90 min | ||
| L-Isolated | 77.0 | 12.4 ± 1.7 | 15.2 ± 0.3 | 15.9 ± 2.4 |
| L-EtAc | 206.6 | 8.6 ± 1.6 | 9.2 ± 3.5 | 10.9 ± 2.6 |
| L-EtOH | 316.9 | 6.2 ± 0.1 | 6.7 ± 0.4 | 7.5 ± 0.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lubis, M.A.R.; Handika, S.O.; Sari, R.K.; Iswanto, A.H.; Antov, P.; Kristak, L.; Lee, S.H.; Pizzi, A. Modification of Ramie Fiber via Impregnation with Low Viscosity Bio-Polyurethane Resins Derived from Lignin. Polymers 2022, 14, 2165. https://doi.org/10.3390/polym14112165
Lubis MAR, Handika SO, Sari RK, Iswanto AH, Antov P, Kristak L, Lee SH, Pizzi A. Modification of Ramie Fiber via Impregnation with Low Viscosity Bio-Polyurethane Resins Derived from Lignin. Polymers. 2022; 14(11):2165. https://doi.org/10.3390/polym14112165
Chicago/Turabian StyleLubis, Muhammad Adly Rahandi, Sucia Okta Handika, Rita Kartika Sari, Apri Heri Iswanto, Petar Antov, Lubos Kristak, Seng Hua Lee, and Antonio Pizzi. 2022. "Modification of Ramie Fiber via Impregnation with Low Viscosity Bio-Polyurethane Resins Derived from Lignin" Polymers 14, no. 11: 2165. https://doi.org/10.3390/polym14112165