1. Introduction
Additive manufacturing is one key driver which combines digital automated manufacturing, flexibility, and on-demand production. Additionally, it enables lightweight design as well as near net shape manufacturing. For polymer materials, several methods exist, such as fused filament fabrication (FFF), stereolithography (SLA), and selective laser melting (SLM) [
1]. The disadvantage of these methods is that most of the time, the pure polymer produced is limited to non-load-bearing applications. Using classical FFF methods in combination with endless fibers, the challenge is to manufacture primary load-carrying structures. Similar to classical composite manufacturing methods—such as automated fiber placement (AFP), automated tape laying (ATL), or tailor fiber placement (TFP)—continuous fiber additive manufacturing uses pre-impregnated fibers as well. As a matrix material, high-performance thermoplastic polymers such as PA12, PPS, PEEK, or PEKK are mainly used. The reinforcement material was either carbon or glass fibers. The nature of the composite reinforcement is determined by the length of the fiber, i.e., short-fiber reinforcement (SFR) or continuous-fiber reinforcement (CFR) [
2]. SFR is easy to integrate because it can be added to the polymer filament. However, if there is a variation in the filament diameter or non-uniformity of the fiber volume fraction or size of the fibers (typically between 50 and 80 µm), nozzle clogging can occur. On the other hand, CFR does not require an extrusion process, and the printed parts are more uniform, providing higher mechanical performance values. The disadvantage is that special modifications of the print head are required [
2]. Therefore, different companies—such as Markforged (Watertown, MA, USA), Anisoprint (Monnerich, Luxembourg), Orbital Composites (San Jose, CA, USA), or 9T Labs (Altstetten, Zürich)—have addressed this challenge and have developed 3D printers for CFR [
3,
4,
5].
Blok et al. addressed the issue of porosity during FFF manufacturing for SFR and CFR [
3]. They stated: “A disadvantage of the continuous fiber printer, however, is limited control over the placement of the fiber and the creation of voids when printing more complex shapes”. However, the porosity problem is a drawback of any additive manufacturing method. If the print speed is increased, the porosity increases, leading to lower mechanical performance values, mainly interfacial shear strength [
5,
6,
7,
8,
9,
10]. Hence, the requirements for a load-bearing part are no longer fulfilled. Different approaches can be used to tackle this problem, for example by heat treatment during printing [
11], annealing, or compaction during post processing [
12,
13]. There are two developments related to compaction. On the one hand, integrating a compaction unit into the printing process by additional rollers is the state of the art in automated tape laying. On the other hand, it is possible to use a consolidation process using a press and a solid mold.
During consolidation, many phenomena—such as bulk compaction, intimate contact between adjacent plies, interlaminar adhesion, fiber deformation and movement, as well as molecular diffusion—occur simultaneously [
7]. These phenomena have complex interactions and are influenced by the process parameters time, temperature, and pressure. In order to investigate the consolidation process, several levels can be classified, such as the macro, micro, or molecular level. On the macro level, the relationship between mechanical performance (strength/void content, etc.) and the main process parameters of pressure, time, and temperature can be studied. On the micro level, the scale of fiber diameter and/or tow diameter along with the wetting and flow behavior can be analyzed. For instance, how the matrix fills empty spaces between the fibers can be assessed. At the molecular level, the intimate contact between two adjacent layers and the diffusion of molecular chains across the ply interface can be observed [
8]. This type of porosity is different compared to standard composite processes in which the polymer is pressed into a dry filament. In the use case considered in this study, the porosity is in between the printed filaments and therefore a different understanding is needed, as well special consolidation methods respective dedicated numerical methods.
The simulation of the consolidation topic is not a trivial task, which involves coupled multiphysical modeling of the various physical phenomena. Complexity and novelty of the problem leads to the following literature gaps in the model development methodology:
Definition of the composite material stiffness in the molten and transitional from solid to molten states (dependency of the stiffness on the crystallization degree) is not presented well in the literature due to the problematic measurements of the material properties in these material states. Therefore, empirical relations are suggested, which need to be adapted for a particular case.
Composite stiffness, thermal expansion, and other engineering constants dependent upon the porosity and additive manufactured structure are presented in literature mostly for the solid material state; while in the molten and transitional state, such dependency is not possible to measure due to the permanent evolution of the void content during the measurement due to the forces and temperature applied.
Simulation of the air evacuation through the void channels and its dissolution into the surrounding matrix depending on the temperature and pressure applied is not fully covered in literature.
Fast void collapse mechanisms during the composite’s consolidation are not yet covered by the literature in relation to the composites consolidation.
The company 9T Labs has developed a unique set of methods to design parts using the Fibrify
® Design Suite to print parts with the “Build Module” and to consolidate the part using the so-called “Fusion Module” (see
Figure 1).
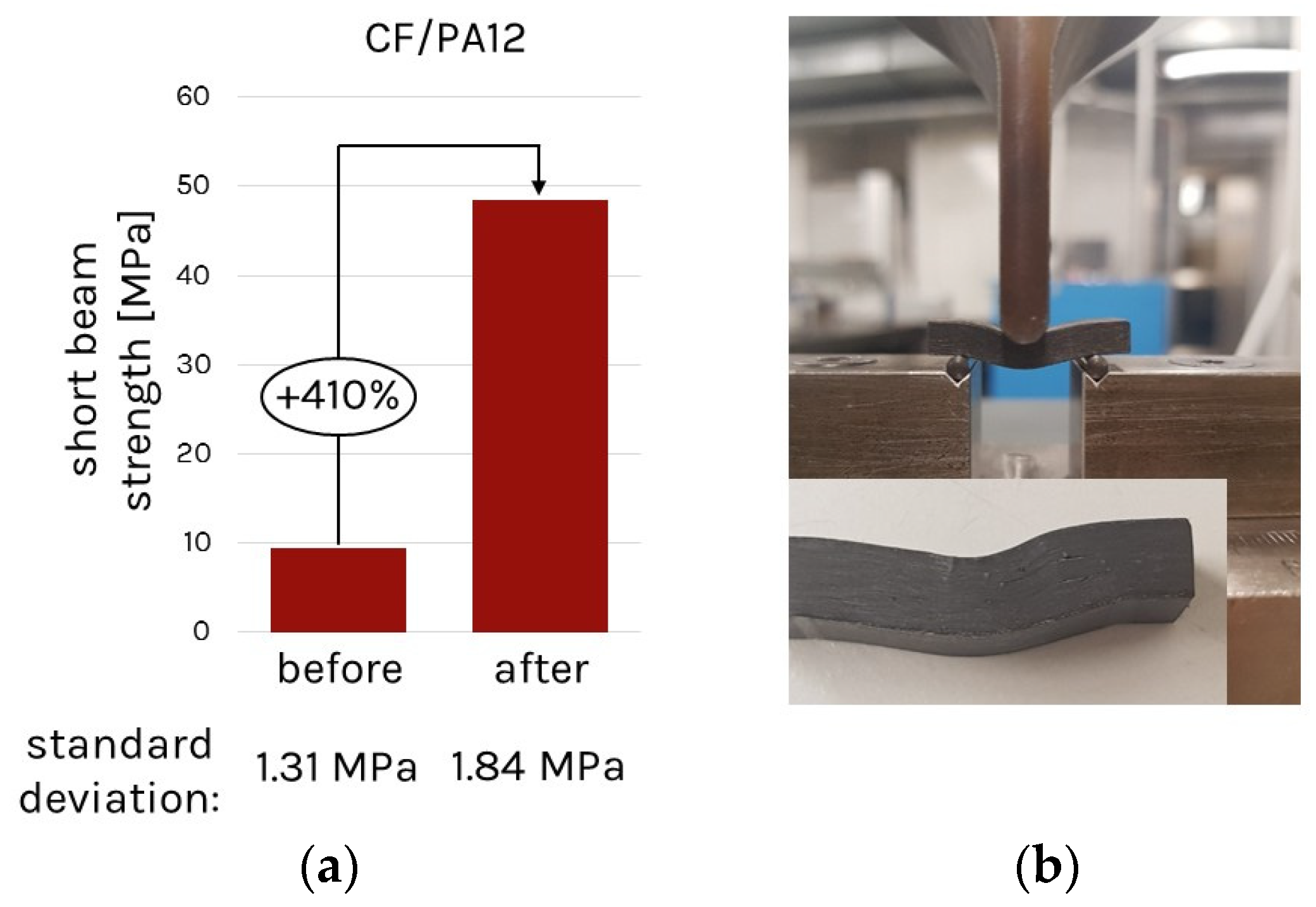
The analysis of short beam tests following ASTM D2344 showed great improvement in the interlaminar shear behavior due to this fusion process (see
Figure 2). It is stated at this point that the interlaminar strength is not equal to the short beam strength; however, it is a qualitative measure to determine the change in interlaminar bonding.
Optical microscopy was performed for different test specimens fused at various temperatures. The tests confirmed the assumption that the fusion process is not independent of the fusion temperature. The fusion temperature influences the flowability/viscosity of the fiber-reinforced material as well as the pressure created by the difference in thermal expansion. Examples of the composite consolidation at various temperatures are presented in
Figure 3. Studies have not yet included time effects, which are also expected to be present.
The following study presents a novel method to represent this fusion step, the consolidation, to analyze the dependence of the final porosity and, consequently, the effects of mechanical properties on the process conditions. The main objectives of this study are the following:
Composite material model development for PA12-CF.
Development of the semi-empirical dependencies of engineering mechanical properties on porosity and crystallization.
Simplified approach for porosity development and integration into the commercial finite-element software Ansys via a user-defined material subroutine.
Development of the coupled thermo-mechanical approach, including the mechanisms of the porosity evaluation during the process depending on the pressure and temperature applied for the simulation of the additive fusion via a user-defined material subroutine.
Validation of the proposed numerical approach on the basis of the simple geometry.
The method is implemented by a sequential thermo-mechanical coupled transient implicit analysis in Ansys R2022 (Canonsburg, PA, USA) based on user subroutines. In the thermal part, the local temperature distribution is calculated, considering temperature-dependent heat capacity, density, and thermal conductivity. Using these local temperatures inside the part, the phase transition behavior of the polymer from solid to molten and back to solid is modeled considering a crystallization approach, namely a modified Nakamura model. In mechanical parts, all engineering properties—such as the Young’s modulus and thermal shrinkage coefficients—are dependent on temperature, fiber volume content, crystallization, and porosity. This numerical method is validated by experimental consolidation tests and measurements of the porosity by different methods such as computer tomography and micro section analysis.
3. Development of Constitutive Equations
In the following section, the developed model (porosity approach, stiffness’ dependency on porosity, and temperature and homogenization methods for the engineering properties of the composite) is presented. The presented mathematical model is then integrated into the finite-element approach to simulate the consolidation test from the previous section and to validate the proposed numerical approach.
3.1. Porosity Model
Porosity
is presented in the model as a dimensionless variable, which takes a value between 0 and 1, where 0 means that the material is fully consolidated and 1 means that the whole considered finite element’s volume is empty. The initial porosity value depends on the material and the printing setup (see
Table 3).
In the present study, the following mechanisms of the porosity evolution during the consolidation process were considered [
15]:
Porosity reduction due to the void regions’ compression by the high external pressure (ideal gas law)
Porosity reduction due to the molten resin flow into the void regions from the neighboring regions (Darcy squeeze flow)
Porosity reduction due to the trapped air dissolution into the resin (Henry’s law)
Hydrostatic pressure
is evaluated according to Barari et al. [
15]
where
is the initial (atmospheric) pressure,
is the initial (room) temperature,
is the initial porosity,
is the minimal considered porosity, and
is the relative volume of dissolved air.
The volume of the dissolved air is a dimensionless variable, which takes values between 0 and 1, where 0 means that air occupies 100% of its initial volume and 1 means that air is completely dissolved in the surrounding resin. It is assumed that air traps have spherical shapes and therefore volume can be defined as
is a dimensionless variable which represents the air bubble radius and takes values between 0 and 1, where 0 means that the air bubble is completely dissolved into the resin and 1 means that bubble radius is 100% of its initial value. Therefore, . Relation (6) is a semi-analytical approach based on the dimensionless definition of the dissolved volume and bubble radius.
The relative bubble radius is evaluated as [
16,
17]
where
is a dimensionless diffusion model parameter, and
is the hydrostatic pressure when melting occurs.
Squeeze pressure
is only considered as orthotropic during the liquid state and is evaluated according to Barari et al. [
15]
where
is the molten matrix viscosity, and
is the directional distance to the closest void (defined by the printing setup). Due to the composite manufacturing method, voids are represented as channels following the printing direction. Therefore, the distance to the closest void in the printing direction
is assumed to be 0, meaning that there is no squeeze flow in printing direction.
are strains of the matrix material inside the fiber filament, evaluated according to Schürmann [
18]
where
are the strains in the longitudinal, transverse, and thickness direction, respectively;
is the matrix elastic modulus;
are the elastic moduli of the fiber in the longitudinal, transverse, and thickness direction (
); and the
ratio is defined as [
18]
Here,
is the fiber volume ratio. By simplifying the interlayer region into a rectangular duct, the permeability in the transverse and thickness direction is defined as [
19]
where
a and
w are the height and width of the rectangular duct, respectively, evaluated according to
where
and
are the printed filament width and layer height, respectively (see
Table 2). Porosity is evaluated as a function of the bulk strain
as [
15]
where
is the initial porosity, which is evaluated according to our measured initial porosity of the unconsolidated composite part. Initial porosities of the considered samples are defined with CT analyses and presented in
Table 4.
3.2. Stiffness Dependency on Porosity and Temperature
The matrix elastic modulus
depends on the temperature, crystallization degree, and porosity
ϕ as [
19,
20]
where
is the molten polymer bulk modulus measured in the pressure evaluation study and
is the temperature-dependent elastic modulus in the solid state;
, and
are model parameters; and
is “true” porosity, which considers the dissolved volume influence as
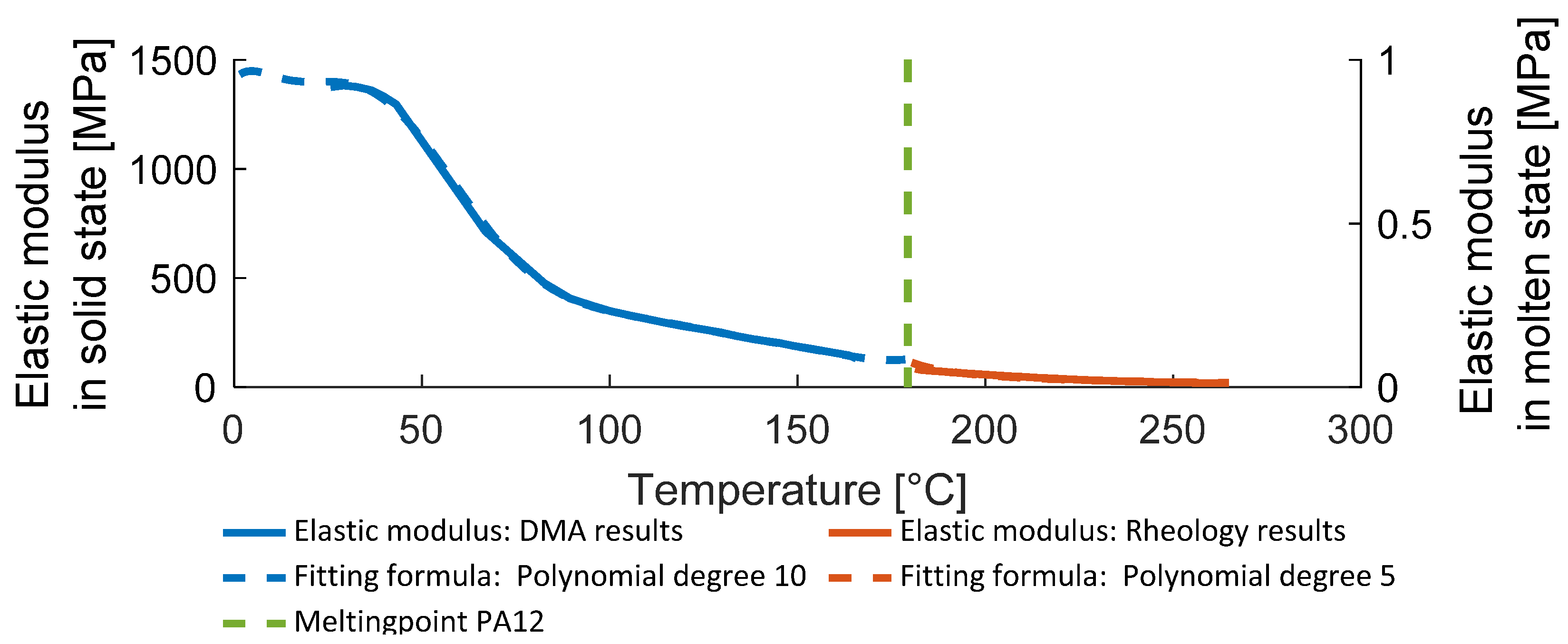
The minimal possible value of the elastic modulus
is limited by the measured in the rheology experiment temperature-dependent stiffness function (see
Figure 4). Formula (18) is a relation derived by the authors based on the proposed dimensionless approach for both porosity and dissolved volume.
The change in the material state from solid to liquid and back is described by the Richards function for melting [
21], and the Nakamura equations for the crystallization [
22,
23,
24] fit to the DSC data. The details regarding the description of melting and crystallization behavior are outside the scope of this paper and will be published by the authors in a future paper, while in general the approach is presented by the authors in [
25,
26].
3.3. Homogenization
In the previous section, a porosity model was developed and the stiffness’ dependence of neat PA12 polymer on porosity and temperature was described. In the next section, homogenization methods are derived to transfer the findings to the composite level.
The fiber volume ratio
linearly depends on the porosity using the assumption
where
is the measured fiber volume ratio, which corresponds to the fully consolidated PA12-CF. Relation (19) is an empirical formula derived by the authors based on the structure of the 3D-printed composite and dimensionless approach for both fiber volume ratio and porosity.
The transversal isotropic mechanical properties are evaluated according to a homogenization approach from Halpin-Tsai [
27], which depend on the temperature and fiber volume ratio. The elastic modulus in the fiber direction
is defined as [
18]
The elastic moduli in the transverse and thickness direction, respectively, are defined as [
27]
Here, is the model parameter fitted to the experimental data for PA12-CF to provide the modulus value close to the measured value.
Poisson’s ratio is defined according to [
18]
Shear moduli are defined as follows [
18,
27]:
Here, is the model parameter fitted to the experimental data for PA12-CF to provide a modulus value close to the measured value.
The presented mixing rules (19)–(25) hold for the PA12-CF filament in the solid state, while in the molten state, the material is considered to be isotropic, with material properties corresponding to the pure PA12.
The developed model considers the mixing rules for the orthotropic CTE and the crystallization shrinkage coefficients, which are based on [
18,
20,
21]. The approach in general was presented by the authors in [
25,
26]. However, this topic is outside of the scope of this paper and will be discussed in detail in an upcoming publication.
4. Model Application and Validation
In this section, the application of the developed model into the Ansys environment is described. Results of the thermal and mechanical solutions are presented—including crystallization, process-induced compaction, residual stresses, porosity, and squeeze pressure. The model is validated based on measured porosity and final specimen compaction (thickness change).
4.1. Model Application to Finite-Element Method
The developed approach was implemented into Ansys using user subroutines. A sequential coupled thermal mechanical analysis was used. In the thermal model, the full consolidation unit was modeled using 232,041 tetrahedral elements. The temperature shown in
Figure 10 was used in the thermal analysis. In the mechanical problem only, the composite part was modeled using 48,588 hexahedral elements. The local temperatures were transferred from the thermal solution to the mechanical problem and the pressure related to the different consolidation trails was applied.
The thermal model considers three phases of the consolidation process for the whole mold and composite part inside, namely heating, melting, and cooling. Heating in the experiment is controlled by the PID controllers in the mold. The simulation provides a temperature regime corresponding to the experimental setup by manually setting the heat flow on the heating cartridges leading to the corresponding simulated temperature in control points. The boundary conditions for the thermal model are the convection of all the outer mold surfaces with the surrounding air as well as the radiosity of the outer walls. The initial temperature is equal to room temperature (22 °C).
The mechanical model resolves the problem for the composite part only. In the presented approach, a sequentially coupled thermal-stress analysis is performed, in which the temperature field does not depend on the stress field. The boundary conditions are shown in
Figure 11. The release from the mold is simulated after 3750 s by removing all the boundary constraints and forces applied and providing a three-point fixation, which allows the specimen to deform freely.
The simulation time for the considered problem is 42 min for the thermal problem and 90 min for the mechanical problem using 4 Intel Xeon Gold 2.7 GHz processors and 64 Gb RAM on a 64-bit operating system. The increased solution time for the mechanical problem despite the lower number of finite elements is explained by the implementation of the user-defined mechanical model subroutine, which executes multiple additional arithmetical operations in every iteration step.
4.2. Results of the Thermal Analysis
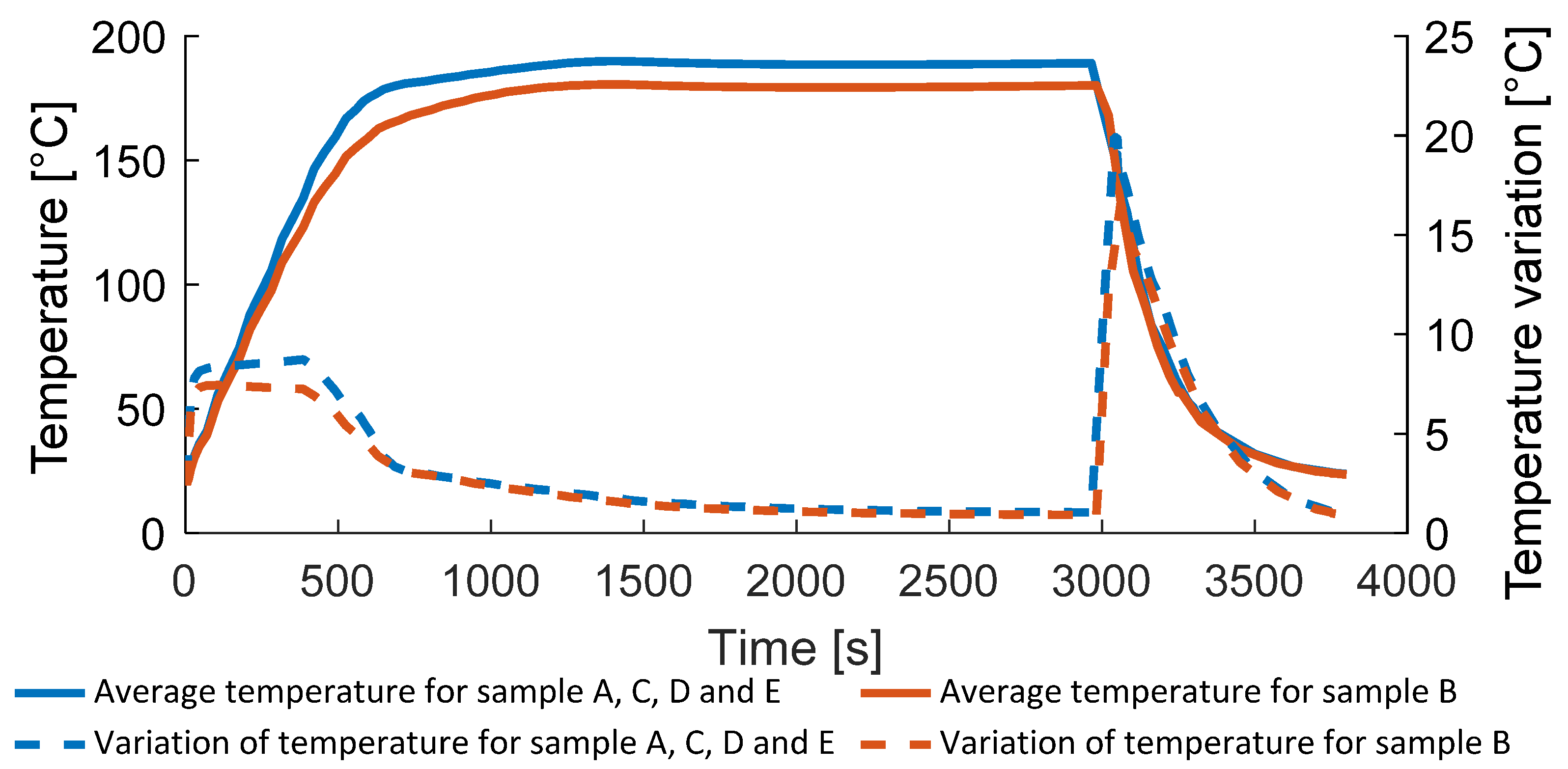
In
Figure 12, the average temperature in the blockply domain is shown, including its variation. The maximum temperature is around 190 °C (samples A, C, D, E) and around 180 °C (sample B). The maximum temperature variation of around 20 °C arises during cooling, the maximum heating rate is 16 °C/min and the maximum cooling rate is 24 °C/min.
In
Figure 13, the relative degree of crystallization is shown. Due to the consolidation temperature (175 °C) for sample B, no complete melting happens. Relative crystallinity of about 18% is reached on average for sample B (crystallization range for sample B is 10–24%). For other samples, the relative crystallization reaches 0, corresponding to the complete molten state.
As mentioned in the model description in
Section 3, the relative crystallization is used as a state variable to integrate the phase changes into the model and to provide the stiffness dependence on the material state. Despite the fact that composites are usually consolidated within the temperature above the melting point [
7,
8,
9], sample B consolidated with the lower temperature and, therefore, not reaching zero relative crystallization is a point of interest for the model feasibility check.
4.3. Results of the Porosity Analysis
Figure 14 shows the change in the porosity during the consolidation process. Depending on the single measurements of the initial porosity taken from
Table 3, the starting point of the porosity is different. At around 2300 s, a pressure of 2 MPa for samples A, B, D, E, and a pressure of 1 MPa for sample C are applied.
In comparison to the measured final porosity, all results are below 0.1% for the samples which are consolidated above the melting temperature (see
Table 4). Sample B, which is consolidated 5 °C below melting temperature, shows a final porosity of 4.96% and the value obtained with the simulation is 3.7%. The reason for this deviation might be an imperfection of the developed simplified model, an inaccuracy of the CT measurements, poor model tuning, or other factors. The presented results correspond to the ones presented in literature, where a successful consolidation leading to the close to zero final porosity might be reached only within the application of the temperature above melting point [
7,
8,
9].
In addition to the porosity, the hydrostatic pressure in the void and the relative bubble radius can be analyzed for the different process conditions (
Figure 15 and
Figure 16). The problem of the bubble collapse is non-trivial due to the rapid change of the local material properties and usually not covered in literature devoted to the simulation of composites consolidation [
15,
16]. The simulated hydrostatic pressure for the fully consolidated samples shows significant and rapid growth (above 50 MPa) during the pressure application and bubble collapse around 2300 s, which leads to the convergence problem and, therefore, it was not considered in the constitutive equations.
Figure 15 and
Figure 16—as well as the following Figures 19, 21 and 22—show results only for two samples A and B since the solution for the presented variables is similar to the sample A. For example, the solution for the hydrostatic pressure for samples C, D, and E provides only slightly different values of the maximum void pressure during the external pressure application following the same trend.
Figure 15 and
Figure 16 show that void collapse happens within a short time for the sample A, causing significant and rapid increase in the internal void pressure. Advanced models of bubble collapse in a viscoelastic medium might be implemented for better accuracy of bubble collapse simulation.
In contrast to the hydrostatic pressure, the squeeze pressure is low and can be analyzed in a certain direction, for instance transverse to the fiber direction (see
Figure 17).
In the considered application case, the sample is a simple rectangular plate and, therefore, the hydrostatic and squeeze pressure are uniformly distributed in the domain. This situation will change if the model is transferred to a more complex case with non-uniform temperature and pressure application, more advanced fiber filament mapping or curved geometries with varied thickness will be required. Related to the resulting squeeze pressures, a filament movement analysis could be performed on the basis of the directional squeeze pressures distribution.
4.4. Results of the Mechanical Analysis
In the next section, the results of the mechanical analysis are shown; namely, the change in fiber volume content, the related changes in the engineering properties, and the final deformation and residual stresses.
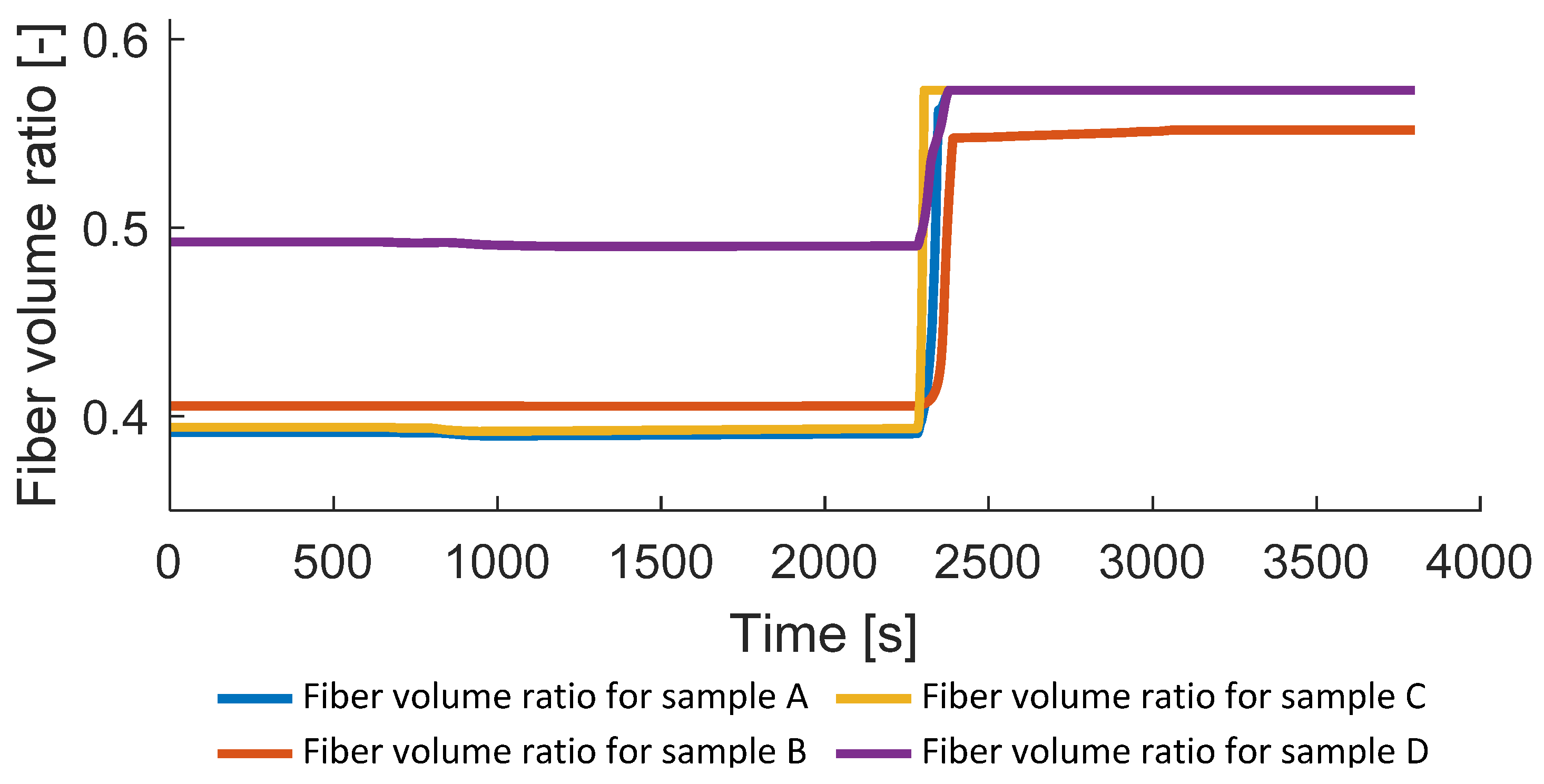
In
Figure 18, the change in the fiber volume content is shown. Related to the initial degree of porosity (Equation (15)), the starting value of the fiber volume ratio varies for the considered samples. In the final application, the goal is to achieve a fiber volume content of 0.573, corresponding to the fully consolidated fiber filament. This was reached for all samples which were consolidated above melting point, irrespective of the pressure applied.
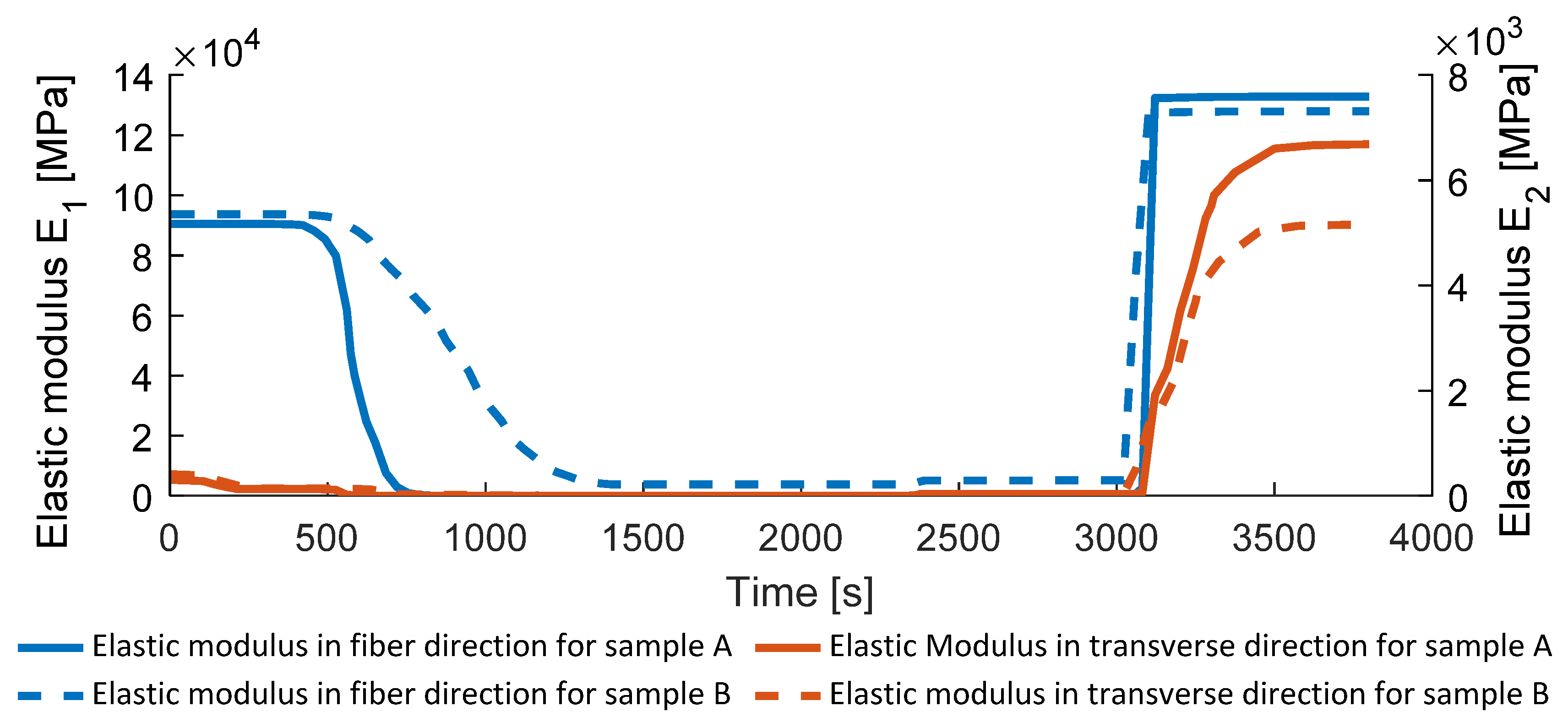
The process-dependent elastic moduli in the fiber and transverse direction are presented in
Figure 19. Related to the changes in the fiber volume content, the initial and final stiffness also change during the process.
Figure 19 shows the elastic moduli in fiber and transverse direction for sample A (fully consolidated in the end) as well as sample B (not fully consolidated in the end, approximately 4% porosity). As can be seen, the content of porosity influences the final stiffness as it is described in literature [
9,
20].
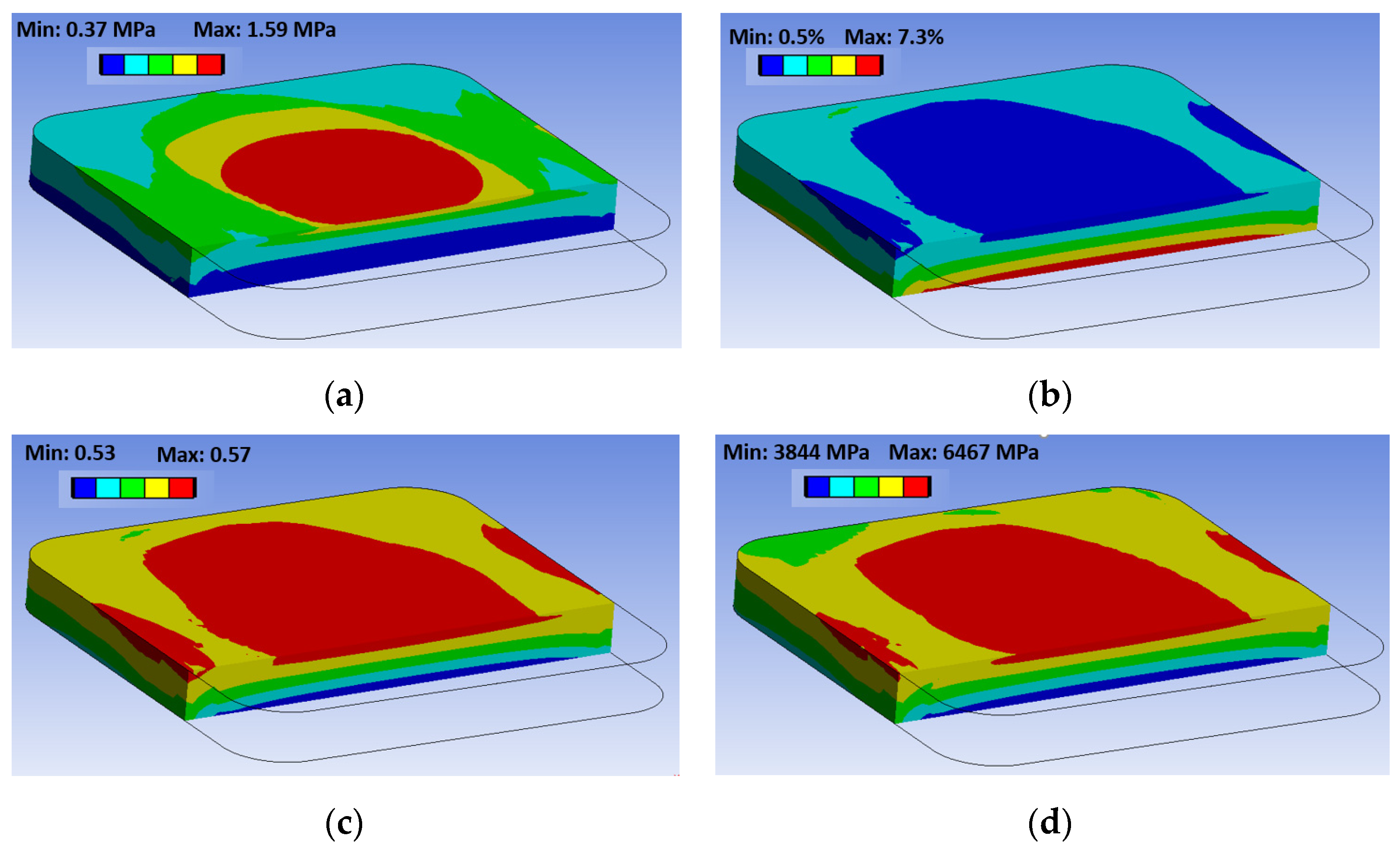
For sample B, the variation of temperature leads to a porosity variation, which also leads to an inhomogeneous distribution of the pressure as well as the engineering properties (deviation within the domain from the average value presented on
Figure 19 is about 15%). Examples of inhomogeneous distributions for sample B are presented in
Figure 20. For Samples A and C–E, the distribution of the final engineering properties is almost homogeneous due to the zero final porosity everywhere in the domain.
The final engineering properties are listed in
Table 5 and are compared to the experimentally derived values from
Table 1. Samples C and D have the same final engineering properties as sample A since all of the samples were fully consolidated with zero final porosity. Therefore,
Table 5 presents resulting values only for samples A, B, and E
In the next section, the compaction and resulting thickness from the experimentally measured data are compared to the simulation results.
Table 6 shows the comparison of the results. As can be seen, the resulting simulated thickness matches the simulated thickness quite well, with the average deviation being 1.2%.
Figure 21 presents the thickness change and the imposed strain in the thickness direction during the consolidation process for samples A and B. The strain is evaluated according to Hooke’s law. The developed mechanical approach corresponds to the elastic material, which limits the maximum consolidation strain, at which the model is robust.
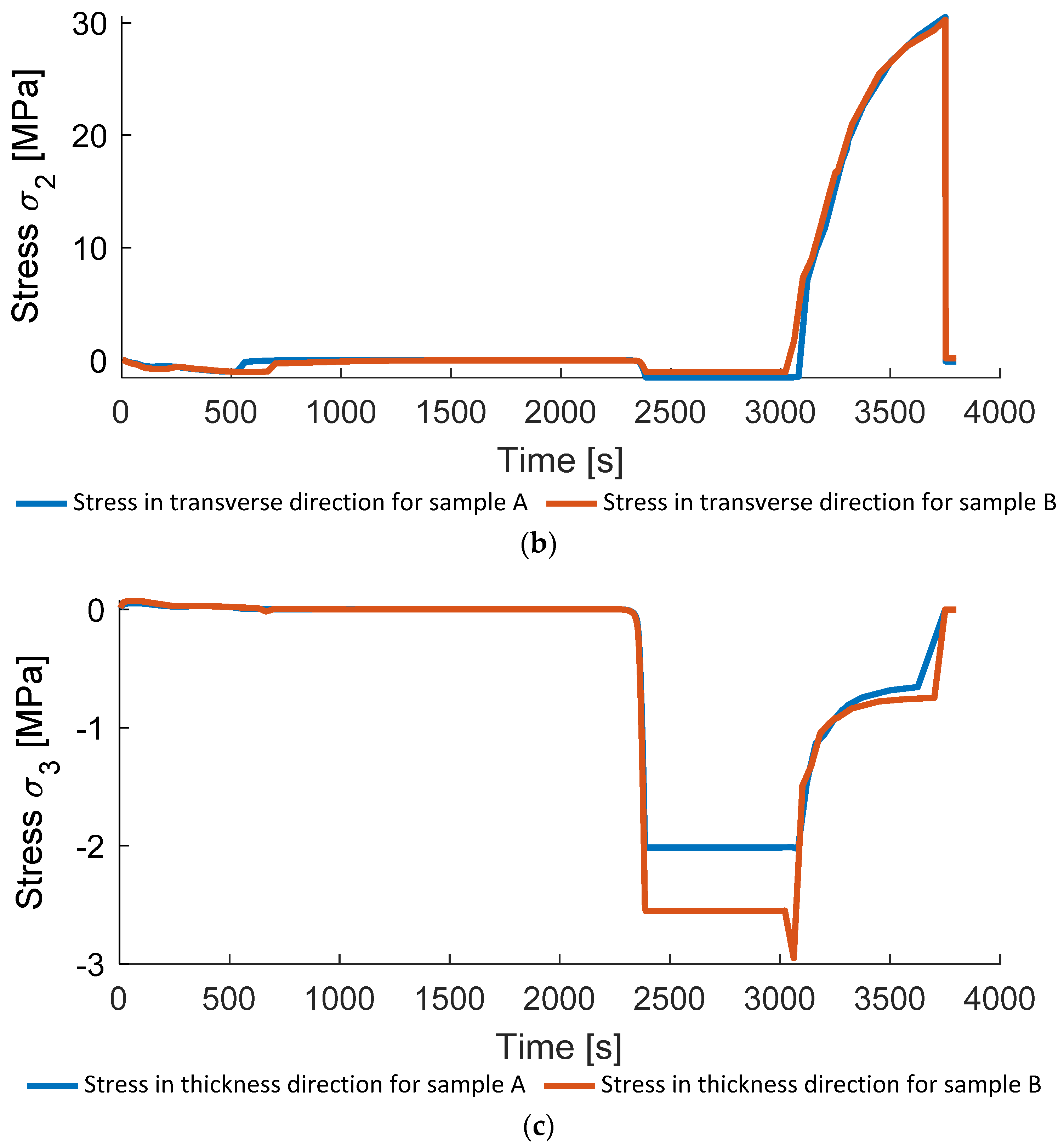
Lastly, the directional stresses occurring during the additive fusion process are displayed for samples A and B in
Figure 22. In the beginning of the consolidation stresses in fiber direction are positive due to the boundary conditions implemented (mold fixation) and negative after the crystallization due to the negative thermal expansion of the composite in the fiber direction (
Figure 22a). In contrast, stresses in the transverse direction are positive during the cooling, which is caused by thermal shrinking (
Figure 22b). The external pressure is applied in the thickness direction, therefore stresses in this direction are initially positive due to the thermal expansion and negative after the pressure application (
Figure 22b). All the stresses are released after the demolding, which results in the near-zero final residual stresses due to the simple geometry of the considered specimen. This situation will change if the complex geometry is considered [
20,
25,
26].
5. Conclusions
This paper presents an insight view into the consolidation of additive manufactured composite parts. These parts have a unique form of porosity because it is mainly based on the printing process in between the filaments and the porosity which has been determined by CT measurements to be around 30%. Due to this special type of porosity, a unique understanding of the void migration is needed to enable these parts to be used in structural application.
The proposed finite-element model validated on experimental trails enables prediction of the final deformations, stresses, and void content as well as the internal void pressure and directional squeeze pressure depending on the consolidation setup considering transversal isotropic composite properties. The fiber volume ratio depends on porosity, and therefore the model respects local variations of mechanical properties.
In general, the model provides a good correspondence to the measured values of the final compaction (minimal model accuracy is 96%) and porosity (minimal model accuracy is 2%). Inaccuracies could be explained by multiple factors, such as the following:
The assumptions made, such as the simplification of the porosity approach including the dimensionless approach, for the diffusion and stiffness dependency on the crystallization and porosity.
Uncertainty in the initial porosity, sample linear dimensions and shape measurements, as well as the limitations of the CT-analysis.
No consideration of the initial local porosity inhomogeneity due to the printing setup.
Model precision could be improved with consideration of the viscoelastic model for the matrix material and an advanced air bubble collapse model, as well as the consideration of local porosity distribution depending on the printing path and composite part assembly into the mold.
The presented approach provides digital modeling of the consolidation process, decreasing the number of expensive prototyping iterations. The highly accurate 3D-printing and post-printing consolidation—together with the ANSYS finite-element model and fiber filament layup design—enables the transition from special applications to the serial production of additive manufactured continuous fiber composite parts.
In a future study, the authors intend to consider a complex composite part (see
Figure 1) which consists of a mix of materials (PA12 and PA12-CF) and is consolidated with pressure application in multiple directions to prove that the developed model can be applied to real industrial problems.



 ,
, 























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}