
Influence Mechanism of Ultrasonic Vibration Substrate on Strengthening the Mechanical Properties of Fused Deposition Modeling


Abstract
:1. Introduction
2. Materials and Methods
2.1. Experiment on the Influence of Ultrasonic Parameters on FDM Samples
2.2. Experiment on the Thermal Influence of Ultrasonic-Assisted FDM
2.3. Effect of Temperature on the Mechanical Properties of Samples during Ultrasonic Strengthening
2.4. Characterization Test Equipment
3. Discussion and Analysis
3.1. Influence of Ultrasonic Parameters on Mechanical Properties
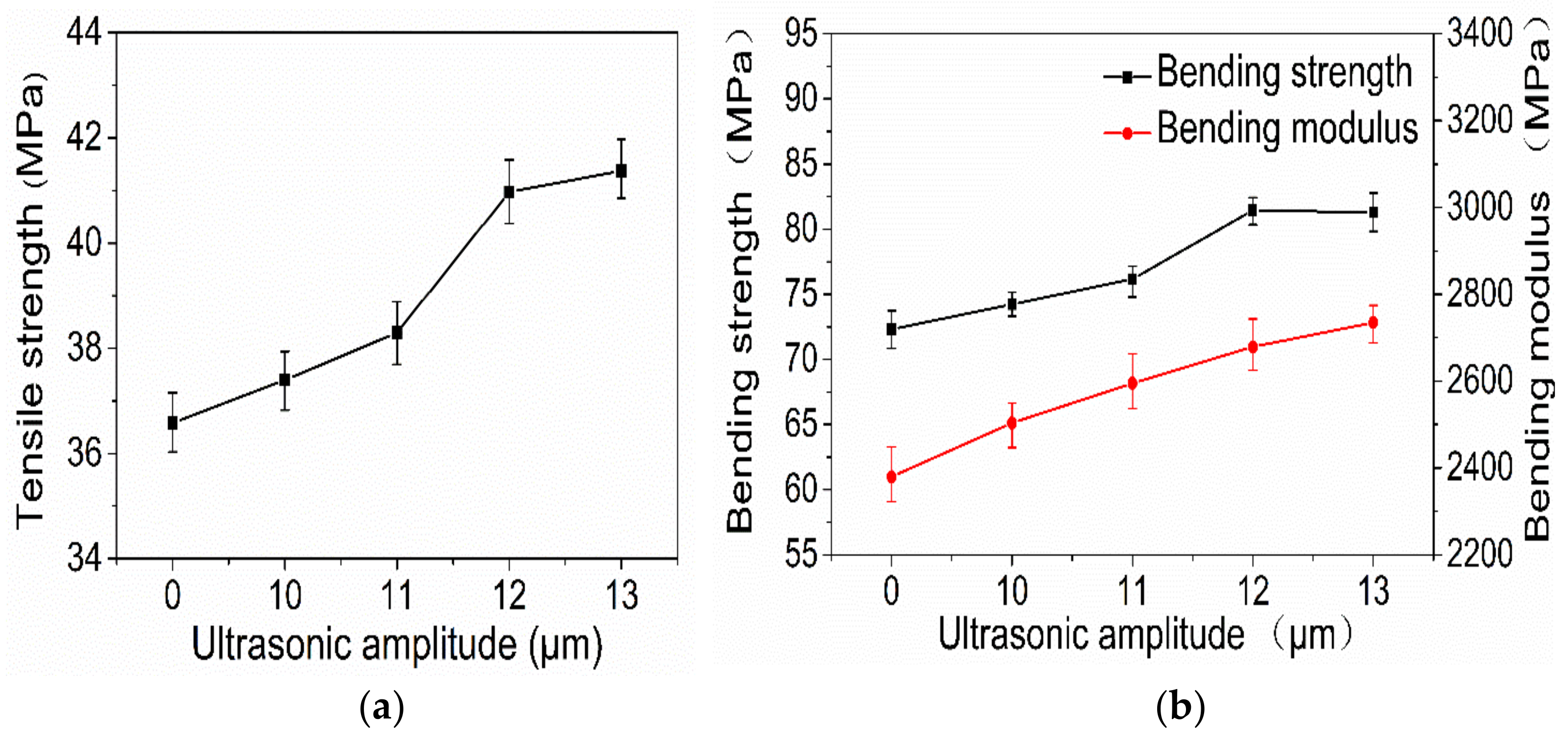
3.1.1. Influence of Ultrasonic Amplitude on Mechanical Properties
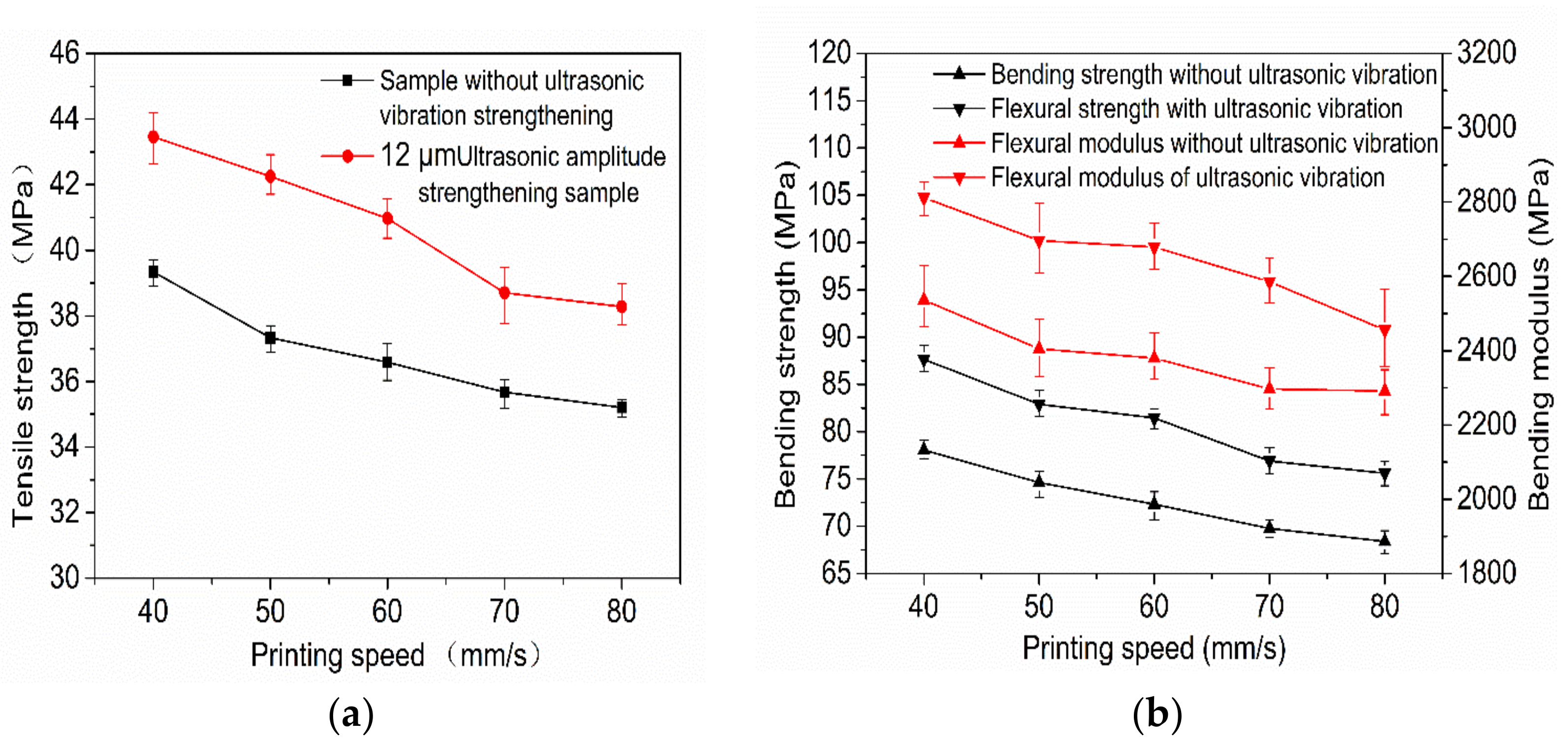
3.1.2. Influence of Printing Speed and Ultrasonic Amplitude on the Mechanical Properties of Samples
3.1.3. The Effects of Layer Thickness and Ultrasonic Amplitude on Mechanical Properties
3.2. Thermal Influence of Ultrasonic-Assisted FDM Process
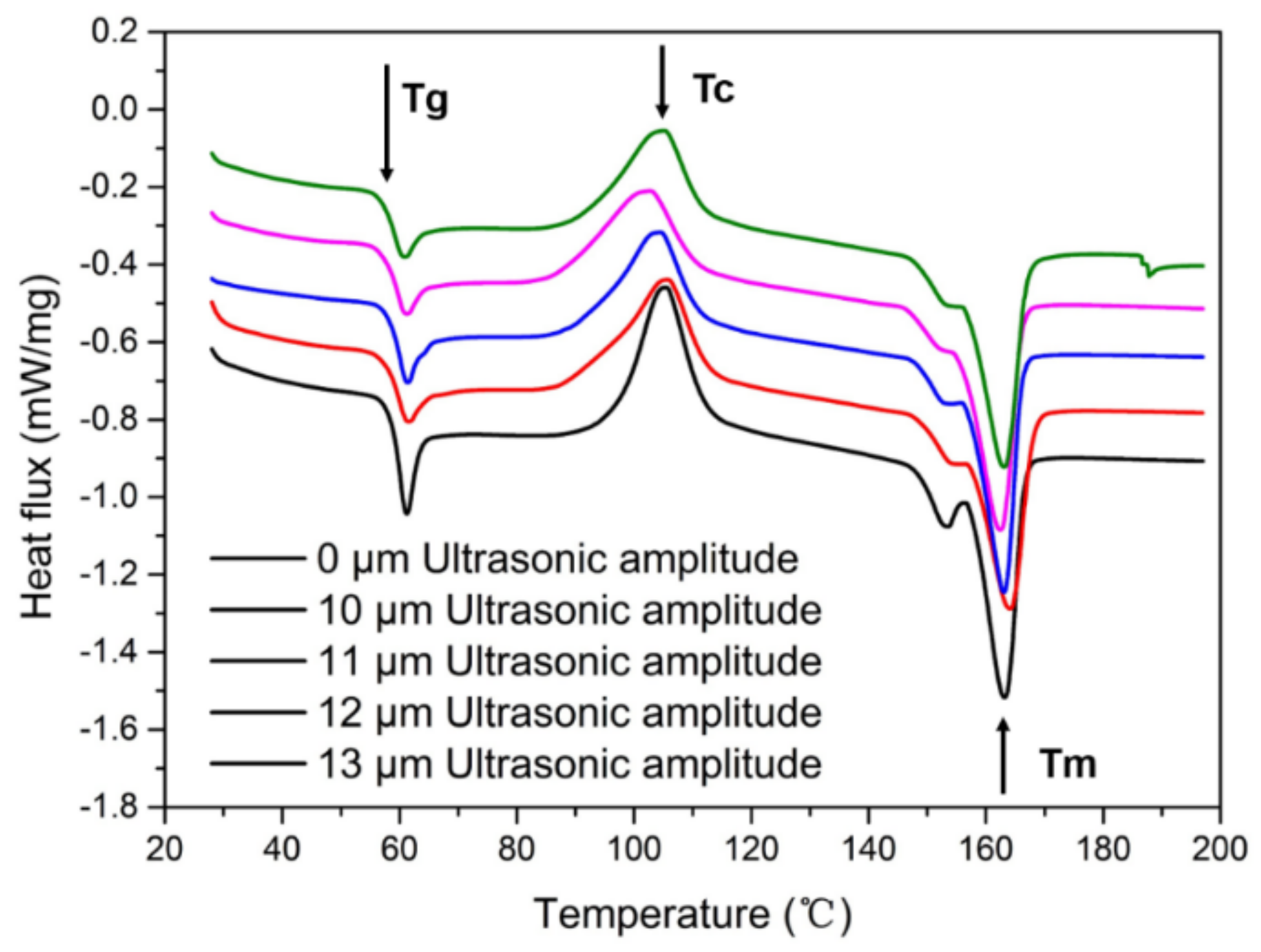
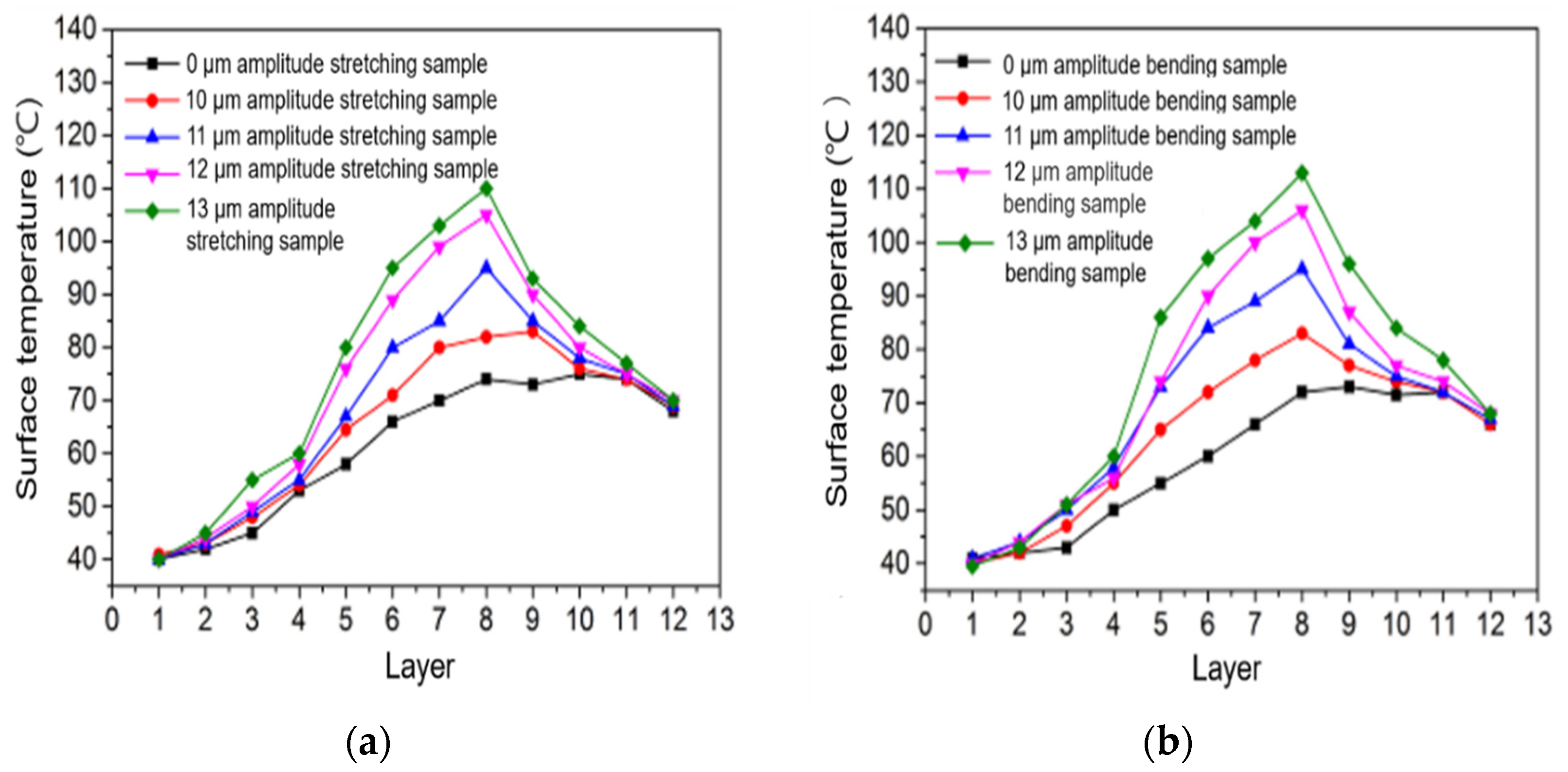
3.2.1. The Effects of Surface Temperature under Different Ultrasonic Amplitudes
3.2.2. Sample Surface Temperature Changes at Different Printing Speeds
3.2.3. Changes in the Surface Temperature of Samples under Different Printing Layer Thicknesses
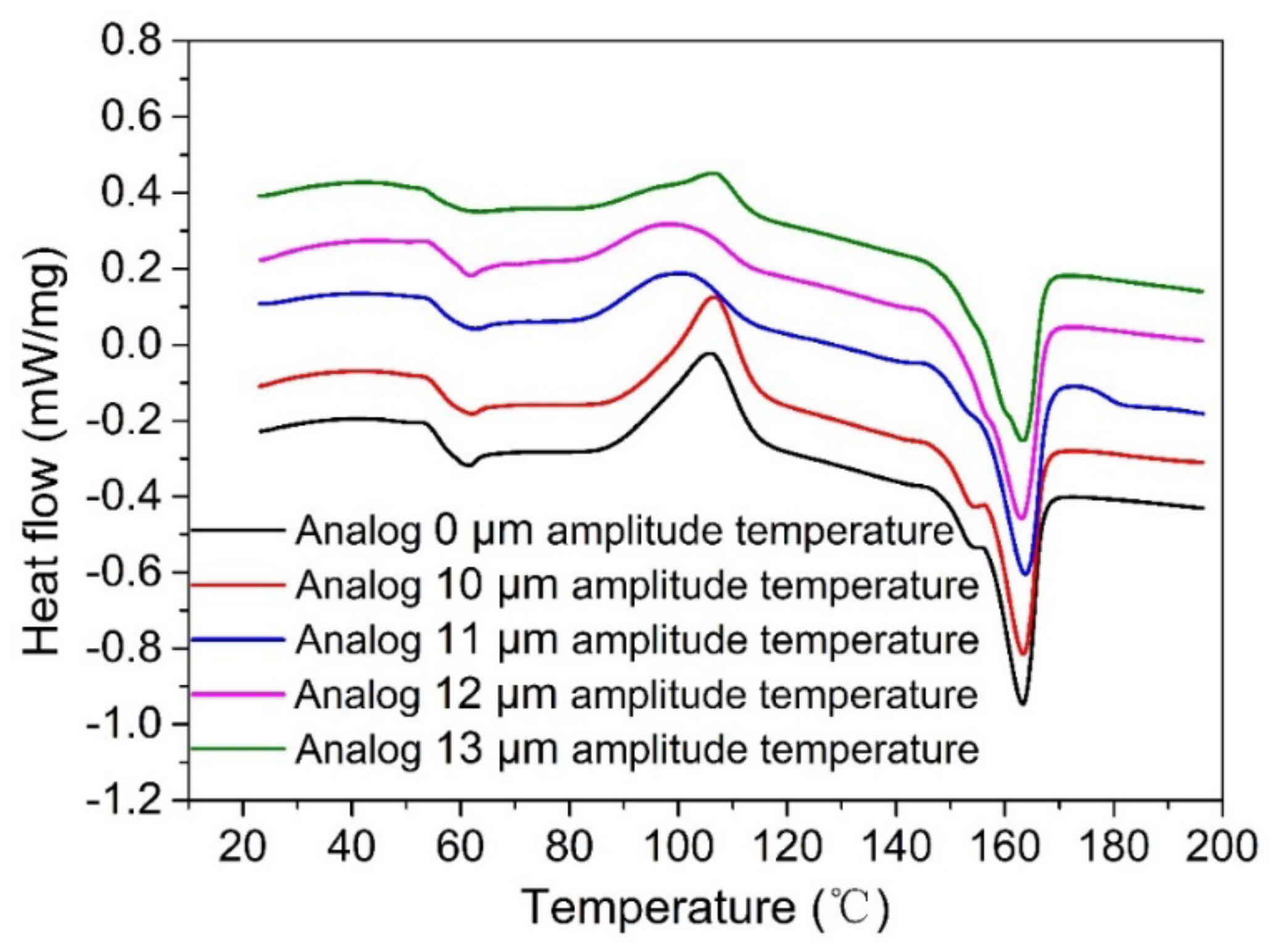
3.3. The Effects of Temperature on the Mechanical Properties of Samples
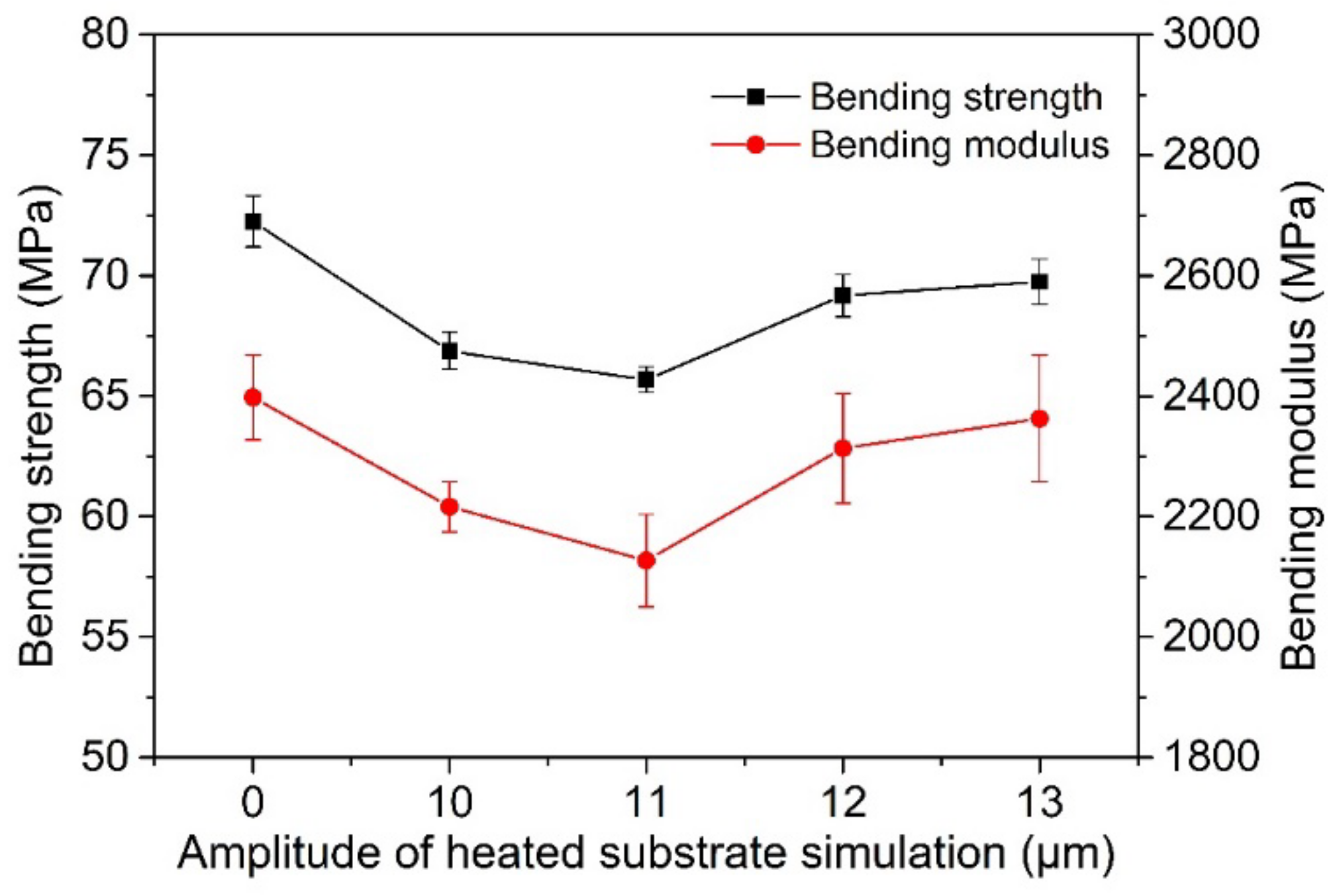
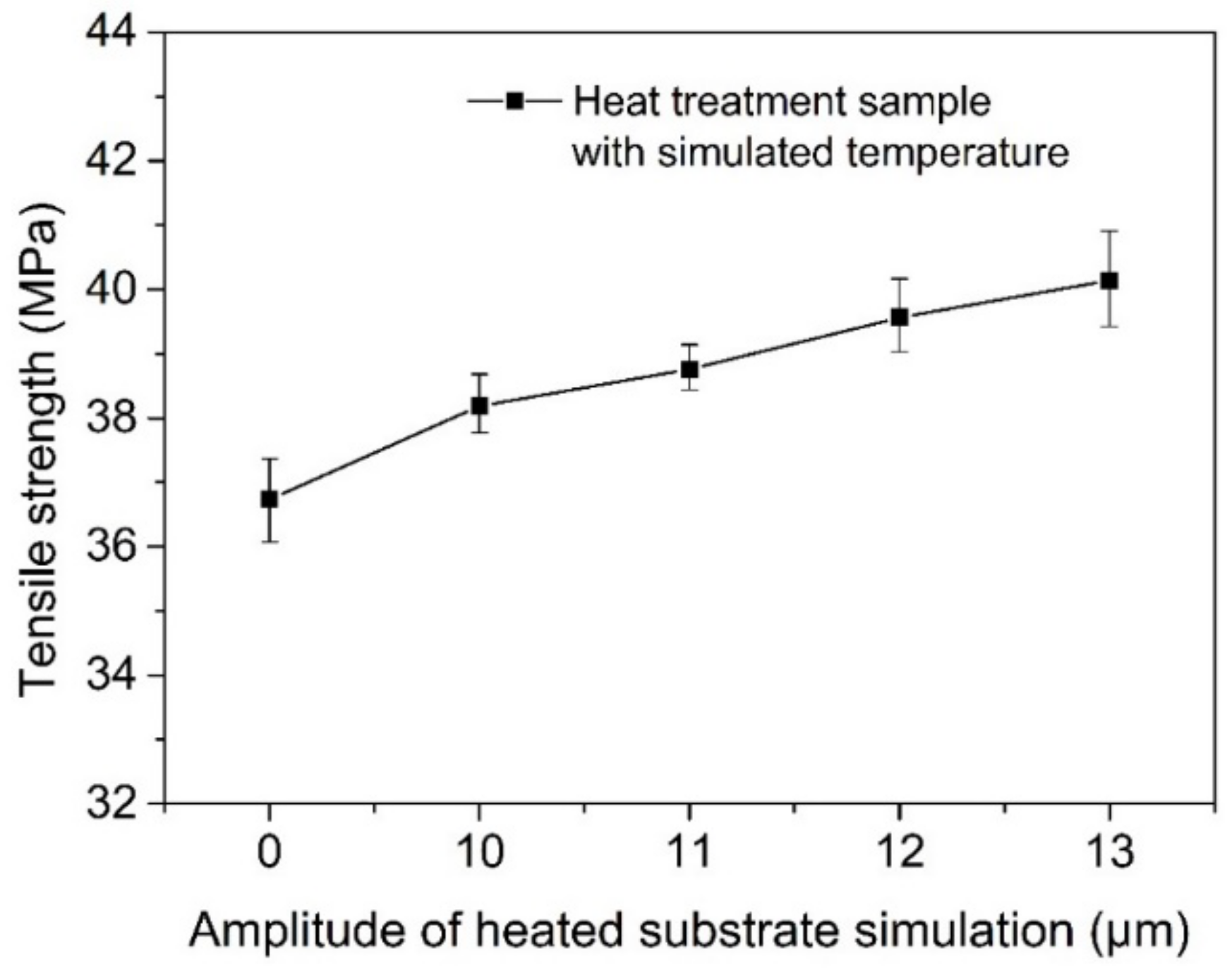
3.3.1. Influence of Ultrasonic Amplitude and Temperature on the Mechanical Properties of Printed Samples
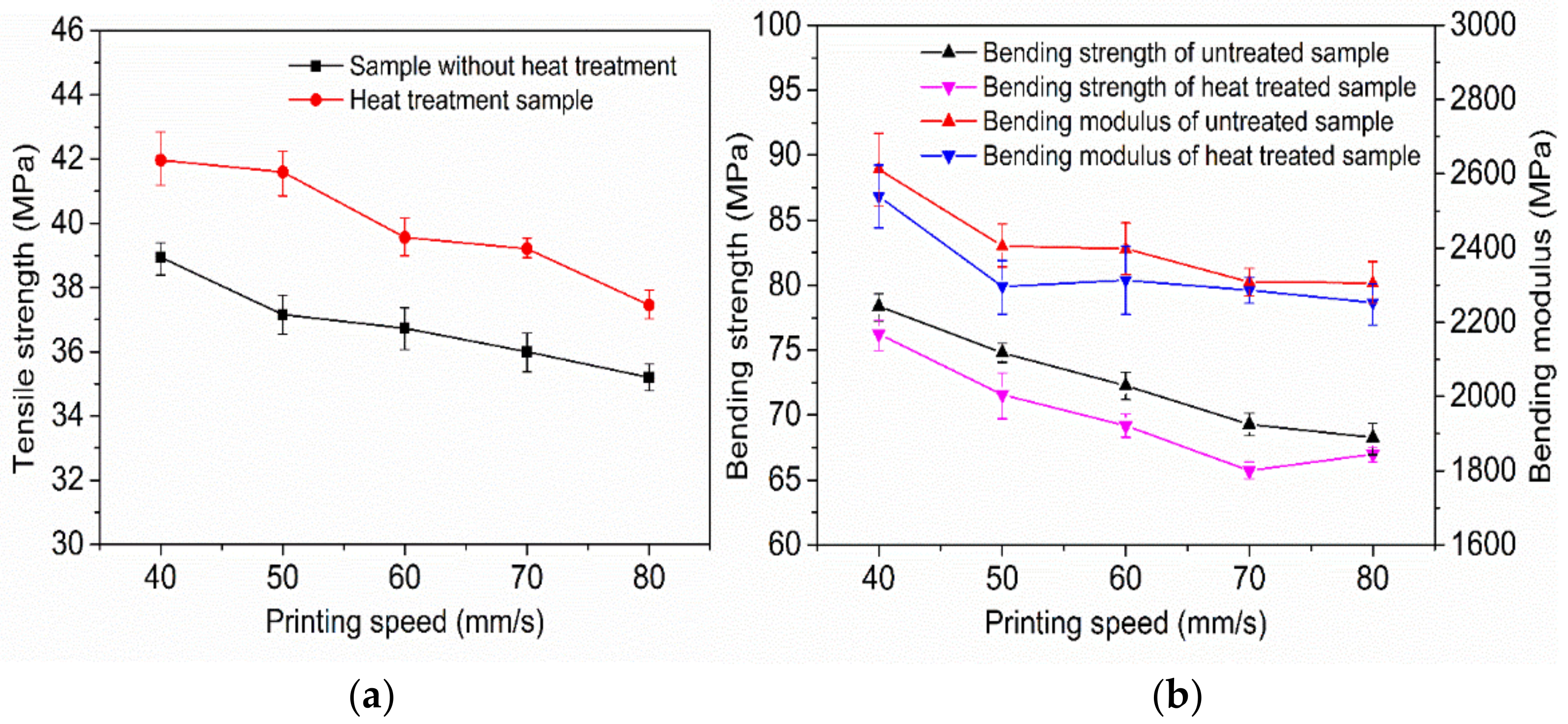
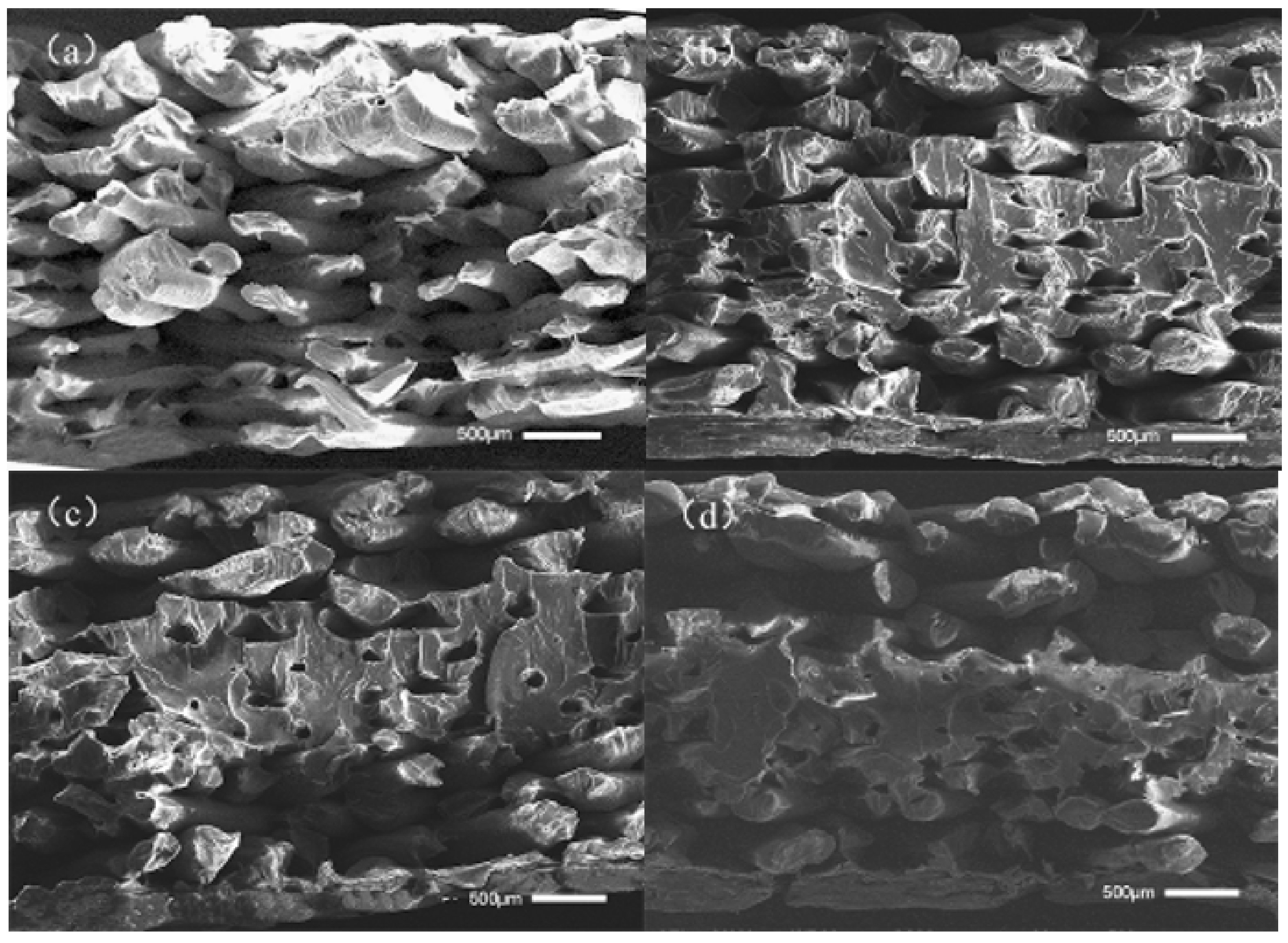
3.3.2. Influence of Printing Speed and Substrate Temperature on the Mechanical Properties of Printed Samples
3.3.3. The Effects of Layer Thickness and Substrate Temperature on Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Nejad, Z.M.; Zamanian, A.; Saeidifar, M.; Vanaei, H.R.; Amoli, M.S. 3D Bioprinting of Polycaprolactone-Based Scaffolds for Pulp-Dentin Regeneration: Investigation of Physicochemical and Biological Behavior. Polymers 2021, 13, 4442. [Google Scholar] [CrossRef]
- Vishwas, M.; Basavaraj, C.; Vinyas, M. Experimental Investigation using Taguchi Method to Optimize Process Parameters of Fused Deposition Modeling for ABS and Nylon Materials. Mater. Today Proc. 2018, 5, 7106–7114. [Google Scholar] [CrossRef]
- Klippstein, H.; Diaz De Cerio Sanchez, A.; Hassanin, H.; Zweiri, Y.; Seneviratne, L. Fused Deposition Modeling for Unmanned Aerial Vehicles (UAVs): A Review. Adv. Eng. Mater. 2018, 20, 1700552. [Google Scholar] [CrossRef] [Green Version]
- Boparai, K.S.; Singh, R.; Singh, H. Development of rapid tooling using fused deposition modeling: A review. Rapid Prototyp. J. 2016, 22, 281–299. [Google Scholar] [CrossRef]
- Otero, J.J.; Vijverman, A.; Mommaerts, M.Y. Use of fused deposit modeling for additive manufacturing in hospital facilities: European certification directives. J. Cranio-Maxillofac. Surg. 2017, 45, 1542–1546. [Google Scholar] [CrossRef] [PubMed]
- Equbal, A.; Sood, A.K.; Pranav, R.; Equbal, I.; Equbal, A. A Review and Reflection on Part Quality Improvement of Fused Deposition Modelled Parts. IOP Conf. Ser. Mater. Sci. Eng. 2018, 455, 012072. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Shirinbayan, M.; Vanaei, S.; Fitoussi, J.; Khelladi, S.; Tcharkhtchi, A. Multi-scale damage analysis and fatigue behavior of PLA manufactured by fused deposition modeling (FDM). Rapid Prototyp. J. 2021, 27, 371–378. [Google Scholar] [CrossRef]
- Vanaei, H.R.; Shirinbayan, M.; Deligant, M.; Khelladi, S.; Tcharkhtchi, A. In-Process Monitoring of Temperature Evolution during Fused Filament Fabrication: A Journey from Numerical to Experimental Approaches. Thermo 2021, 1, 332–360. [Google Scholar] [CrossRef]
- Ye, W.; Wu, W.; Hu, X.; Lin, G.; Guo, J.; Qu, H.; Zhao, J. 3D printing of carbon nanotubes reinforced thermoplastic polyimide composites with controllable mechanical and electrical performance. Compos. Sci. Technol. 2019, 182, 107671. [Google Scholar] [CrossRef]
- Ye, W.; Lin, G.; Wu, W.; Geng, P.; Hu, X.; Gao, Z.; Zhao, J. Separated 3D printing of continuous carbon fiber reinforced thermoplastic polyimide. Compos. Part A Appl. Sci. Manuf. 2019, 121, 457–464. [Google Scholar] [CrossRef]
- Chalgham, A.; Ehrmann, A.; Wickenkamp, I. Mechanical Properties of FDM Printed PLA Parts before and after Thermal Treatment. Polymers 2021, 13, 1239. [Google Scholar] [CrossRef]
- Aida, H.J.; Nadlene, R.; Mastura, M.; Yusriah, L.; Sivakumar, D.; Ilyas, R.A. Natural fibre filament for Fused Deposition Modelling (FDM): A review. Int. J. Sustain. Eng. 2021, 14, 1988–2008. [Google Scholar] [CrossRef]
- Mazurchevici, A.D.; Nedelcu, D.; Popa, R. Additive manufacturing of composite materials by FDM technology: A review. Indian J. Eng. Mater. Sci. IJEMS 2021, 27, 179–192. [Google Scholar]
- Lederle, F.; Meyer, F.; Brunotte, G.-P.; Kaldun, C.; Hübner, E.G. Improved mechanical properties of 3D-printed parts by fused deposition modeling processed under the exclusion of oxygen. Prog. Addit. Manuf. 2016, 1, 3–7. [Google Scholar] [CrossRef] [Green Version]
- Durgun, I.; Ertan, R. Experimental investigation of FDM process for improvement of mechanical properties and production cost. Rapid Prototyp. J. 2014, 20, 228–235. [Google Scholar] [CrossRef]
- Solomon, I.J.; Sevvel, P.; Gunasekaran, J. A review on the various processing parameters in FDM. Mater. Today: Proc. 2021, 37, 509–514. [Google Scholar] [CrossRef]
- Huang, B.; Meng, S.; He, H.; Jia, Y.; Xu, Y.; Huang, H. Study of processing parameters in fused deposition modeling based on mechanical properties of acrylonitrile-butadiene-styrene filament. Polym. Eng. Sci. 2019, 59, 120–128. [Google Scholar] [CrossRef] [Green Version]
- Mohanty, A.; Nag, K.S.; Bagal, D.K.; Barua, A.; Jeet, S.; Mahapatra, S.S.; Cherkia, H. Parametric optimization of parameters affecting dimension precision of FDM printed part using hybrid Taguchi-MARCOS-nature inspired heuristic optimization technique. Mater. Today: Proc. 2021, 50, 893–903. [Google Scholar] [CrossRef]
- Ferretti, P.; Leon-Cardenas, C.; Santi, G.M.; Sali, M.; Ciotti, E.; Frizziero, L.; Donnici, G.; Liverani, A. Relationship between FDM 3D Printing Parameters Study: Parameter Optimization for Lower Defects. Polymers 2021, 13, 2190. [Google Scholar] [CrossRef]
- Hu, Y.; Ladani, R.B.; Brandt, M.; Li, Y.; Mouritz, A.P. Carbon fibre damage during 3D printing of polymer matrix laminates using the FDM process. Mater. Des. 2021, 205, 109679. [Google Scholar] [CrossRef]
- Jin, Y.; Wan, Y.; Zhang, B.; Liu, Z. Modeling of the chemical finishing process for polylactic acid parts in fused deposition modeling and investigation of its tensile properties. J. Mater. Process. Technol. 2017, 240, 233–239. [Google Scholar] [CrossRef]
- Reyes-Rodríguez, A.; Dorado-Vicente, R.; Mayor-Vicario, R. Dimensional and form errors of PC parts printed via Fused Deposition Modelling. Procedia Manuf. 2017, 13, 880–887. [Google Scholar] [CrossRef]
- Gunduz, I.; McClain, M.; Cattani, P.; Chiu, G.; Rhoads, J.; Son, S. 3D printing of extremely viscous materials using ultrasonic vibrations. Addit. Manuf. 2018, 22, 98–103. [Google Scholar] [CrossRef]
- Zhang, H.; Chiang, R.; Qin, H.; Ren, Z.; Hou, X.; Lin, D.; Doll, G.L.; Vasudevan, V.K.; Dong, Y.; Ye, C. The effects of ultrasonic nanocrystal surface modification on the fatigue performance of 3D-printed Ti64. Int. J. Fatigue 2017, 103, 136–146. [Google Scholar] [CrossRef]
- Ma, C.; Dong, Y.; Ye, C. Improving Surface Finish of 3D-printed Metals by Ultrasonic Nanocrystal Surface Modification. Procedia CIRP 2016, 45, 319–322. [Google Scholar] [CrossRef] [Green Version]
- Tofangchi, A.; Han, P.; Izquierdo, J.; Iyengar, A.; Hsu, K. Effect of Ultrasonic Vibration on Interlayer Adhesion in Fused Filament Fabrication 3D Printed ABS. Polymers 2019, 11, 315. [Google Scholar] [CrossRef] [Green Version]
- Li, G.; Zhao, J.; Fuh, J.Y.H.; Wu, W.; Jiang, J.; Wang, T.; Chang, S. Experiments on the Ultrasonic Bonding Additive Manufacturing of Metallic Glass and Crystalline Metal Composite. Materials 2019, 12, 2975. [Google Scholar] [CrossRef] [Green Version]
- Li, G.; Zhao, J.; Wu, W.; Jiang, J.; Wang, B.; Jiang, H.; Fuh, J.Y.H. Effect of Ultrasonic Vibration on Mechanical Properties of 3D Printing Non-Crystalline and Semi-Crystalline Polymers. Materials 2018, 11, 826. [Google Scholar] [CrossRef] [Green Version]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Group | Serial Number | Ultrasonic Amplitude A (μm) | Print Speed v (mm/s) | Printing Layer Thickness LT (mm) |
|---|---|---|---|---|
| A | 1 | 0 | 60 | 0.25 |
| 2 | 10 | 60 | 0.25 | |
| 3 | 11 | 60 | 0.25 | |
| 4 | 12 | 60 | 0.25 | |
| 5 | 13 | 60 | 0.25 | |
| B | 6 | 12 | 40 | 0.25 |
| 7 | 12 | 50 | 0.25 | |
| 8 | 12 | 60 | 0.25 | |
| 9 | 12 | 70 | 0.25 | |
| 10 | 12 | 80 | 0.25 | |
| 11 | 0 | 40 | 0.25 | |
| 12 | 0 | 50 | 0.25 | |
| 13 | 0 | 60 | 0.25 | |
| 14 | 0 | 70 | 0.25 | |
| 15 | 0 | 80 | 0.25 | |
| C | 16 | 12 | 60 | 0.15 |
| 17 | 12 | 60 | 0.20 | |
| 18 | 12 | 60 | 0.25 | |
| 19 | 12 | 60 | 0.30 | |
| 20 | 0 | 60 | 0.15 | |
| 21 | 0 | 60 | 0.20 | |
| 22 | 0 | 60 | 0.25 | |
| 23 | 0 | 60 | 0.30 |
| Test Group | Serial Number | Ultrasonic Amplitude A (μm) | Print Speed v (mm/s) | Printing Layer Thickness LT (mm) |
|---|---|---|---|---|
| A | 1 | 0 | 60 | 0.25 |
| 2 | 10 | 60 | 0.25 | |
| 3 | 11 | 60 | 0.25 | |
| 4 | 12 | 60 | 0.25 | |
| 5 | 13 | 60 | 0.25 | |
| B | 6 | 12 | 40 | 0.25 |
| 7 | 12 | 50 | 0.25 | |
| 8 | 12 | 60 | 0.25 | |
| 9 | 12 | 70 | 0.25 | |
| 10 | 12 | 80 | 0.25 | |
| C | 11 | 12 | 60 | 0.15 |
| 12 | 12 | 60 | 0.20 | |
| 13 | 12 | 60 | 0.25 | |
| 14 | 12 | 60 | 0.30 |
| Test Group | Serial Number | Simulate Amplitude A (μm) | Print Speed v (mm/s) | Printing Layer Thickness LT (mm) |
|---|---|---|---|---|
| A | 1 | 0 | 60 | 0.25 |
| 2 | 10 | 60 | 0.25 | |
| 3 | 11 | 60 | 0.25 | |
| 4 | 12 | 60 | 0.25 | |
| 5 | 13 | 60 | 0.25 | |
| B | 6 | 12 | 40 | 0.25 |
| 7 | 12 | 50 | 0.25 | |
| 8 | 12 | 60 | 0.25 | |
| 9 | 12 | 70 | 0.25 | |
| 10 | 12 | 80 | 0.25 | |
| C | 11 | 12 | 60 | 0.15 |
| 12 | 12 | 60 | 0.20 | |
| 13 | 12 | 60 | 0.25 | |
| 14 | 12 | 60 | 0.30 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wu, W.; Li, J.; Jiang, J.; Liu, Q.; Zheng, A.; Zhang, Z.; Zhao, J.; Ren, L.; Li, G. Influence Mechanism of Ultrasonic Vibration Substrate on Strengthening the Mechanical Properties of Fused Deposition Modeling. Polymers 2022, 14, 904. https://doi.org/10.3390/polym14050904
Wu W, Li J, Jiang J, Liu Q, Zheng A, Zhang Z, Zhao J, Ren L, Li G. Influence Mechanism of Ultrasonic Vibration Substrate on Strengthening the Mechanical Properties of Fused Deposition Modeling. Polymers. 2022; 14(5):904. https://doi.org/10.3390/polym14050904
Chicago/Turabian StyleWu, Wenzheng, Jialin Li, Jili Jiang, Qingping Liu, Aodu Zheng, Zheng Zhang, Ji Zhao, Luquan Ren, and Guiwei Li. 2022. "Influence Mechanism of Ultrasonic Vibration Substrate on Strengthening the Mechanical Properties of Fused Deposition Modeling" Polymers 14, no. 5: 904. https://doi.org/10.3390/polym14050904