

Comparative Mechanical Study of Pressure Sensitive Adhesives over Aluminium Substrates for Industrial Applications


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
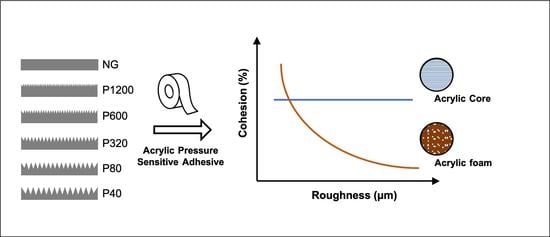
3.1. Roughness
3.2. Shear Testing
3.2.1. Shear Results without Adhesion Promoter
3.2.2. Shear Results with Adhesion Promoter
3.3. T-Peel Test
3.4. Creep Test
4. Conclusions
- Low roughness values (with Ra values equal to lower than 0.21 µm) notably improved the USS of the acrylic foam adhesives (RF and FF). Acrylic core adhesive (FC) presented similar behaviour regardless of the roughness.
- The application of adhesion promoter before assembling resulted in a significant improvement in USS and cohesion for the three adhesives.
- The FF adhesive displayed the best shear and T-peel behaviour.
- Creep tests performed with the FF adhesive allowed the estimation of a fitting equation relating the applied load and the failure time. Loads below 0.25 Kg/cm2 did not fracture after one year.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ciardiello, R. Mechanical characterization and separation tests of a thermoplastic reinforced adhesive used for automotive applications. Procedia Struct. Integr. 2019, 24, 155–166. [Google Scholar] [CrossRef]
- Boutar, Y.; Naïmi, S.; Mezlini, S.; Carbas RJ, C.; da Silva LF, M.; Ben Sik Ali, M. Cyclic fatigue testing: Assessment of polyurethane adhesive joints’ durability for bus structures’ aluminium assembly. J. Adv. Join. Process. 2021, 3, 100053. [Google Scholar] [CrossRef]
- Kawajiri, K.; Kobayashi, M.; Sakamoto, K. Lightweight materials equal lightweight greenhouse gas emissions: A historical analysis of greenhouse gases of vehicle material substitution. J. Clean. Prod. 2020, 253, 119805. [Google Scholar] [CrossRef]
- Cui, J.; Wang, S.; Wang, S.; Chen, S.; Li, G. Strength and failure analysis of adhesive single-lap joints under shear loading: Effects of surface morphologies and overlap zone parameters. J. Manuf. Process. 2020, 56, 238–247. [Google Scholar] [CrossRef]
- Budhe, S.; Banea, M.D.; de Barros, S.; da Silva, L.F.M. An updated review of adhesively bonded joints in composite materials. Int. J. Adhes. Adhes. 2017, 72, 30–42. [Google Scholar] [CrossRef]
- Banea, M.D.; Rosioara, M.; Carbas RJ, C.; da Silva, L.F.M. Multi-material adhesive joints for automotive industry. Compos. Part B Eng. 2018, 151, 71–77. [Google Scholar] [CrossRef]
- Rudawska, A. Adhesive joint strength of hybrid assemblies: Titanium sheet-composites and aluminium sheet-composites. Experimental and numerical verification. Int. J. Adhes. Adhes. 2010, 30, 574–582. [Google Scholar] [CrossRef]
- Rudawska, A.; Worzakowska, M.; Bociąga, E.; Olewnik-Kruszkowska, E. Investigation of selected properties of adhesive compositions based on epoxy resins. Int. J. Adhes. Adhes. 2019, 92, 23–36. [Google Scholar] [CrossRef]
- Chang, B.; Shi, Y.; Dong, S. Comparative studies on stresses in weld-bonded, spot-welded and adhesive-bonded joints. J. Mater. Process. Technol. 1999, 87, 230–236. [Google Scholar] [CrossRef]
- Gierenz, G.; Karmann, W. Adhesive Tapes. In Adhesives and Adhesive Tapes, 1st ed; Gierenz, G., Karmann, W., Eds.; John Wiley & Sons: Weinheim, Germany, 2001; Volume 1, pp. 97–134. [Google Scholar] [CrossRef]
- Arenas, J.M.; Alía, C.; Narbón, J.J.; Ocaña, R.; González, C. Considerations for the industrial application of structural adhesive joints in the aluminium-composite material bonding. Compos. Part B Eng. 2013, 44, 417–423. [Google Scholar] [CrossRef]
- Kweon, J.H.; Jung, J.W.; Kim, T.H.; Choi, J.H.; Kim, D.H. Failure of carbon composite-to-aluminum joints with combined mechanical fastening and adhesive bonding. Compos. Struct. 2006, 75, 192–198. [Google Scholar] [CrossRef]
- Biel, A.; Alfredsson, K.S.; Carlberger, T. Adhesive Tapes; Cohesive Laws for a Soft Layer. Procedia Mater. Sci. 2014, 3, 1389–1393. [Google Scholar] [CrossRef][Green Version]
- Antosik, A.K.; Bednarczyk, P.; Czech, Z. Aging of silicone pressure-sensitive adhesives. Polym. Bull. 2018, 75, 1141–1147. [Google Scholar] [CrossRef]
- Kostyuk, A.; Ignatenko, V.; Smirnova, N.; Brantseva, T.; Ilyin, S.; Antonov, S. Rheology and adhesive properties of filled PIB-based pressure-sensitive adhesives. I. rheology and shear resistance. J. Adhes. Sci. Technol. 2015, 29, 1831–1848. [Google Scholar] [CrossRef]
- Desroches, G.; Wang, Y.; Kubiak, J.; Macfarlane, R. Crosslinking of pressure-sensitive adhesives with polymer-grafted nanoparticles. ACS Appl. Mater. Interfaces 2022, 14, 9579–9586. [Google Scholar] [CrossRef] [PubMed]
- Qie, L.; Dubé, M.A. Influence of polymer microstructure on the performance of post-treated latex-based pressure sensitive adhesives. J. Appl. Polym. Sci. 2012, 124, 349–364. [Google Scholar] [CrossRef]
- Shen, H.Z.; Zhang, J.Y.; Liu, S.J.; Liu, G.D.; Zhang, L.Q.; Qu, X.W. Effect of the chain-transfer-agent content on the emulsion polymerization process and adhesive properties of poly (n-butyl acrylate-co-acrylic acid) latexes. J. Appl. Polym. Sci. 2008, 107, 1793–1802. [Google Scholar] [CrossRef]
- Fang, C.; Jing, Y.; Zong, Y.; Lin, Z. Effect of N,N-dimethylacrylamide (DMA) on the comprehensive properties of acrylic latex pressure sensitive adhesives. Int. J. Adhes. Adhes. 2016, 71, 105–111. [Google Scholar] [CrossRef]
- Hayashida, S.; Sugaya, T.; Kuramoto, S.; Sato, C. Impact strength of joints bonded with high-strength pressure-sensitive adhesive. Int. J. Adhes. Adhes. 2016, 56, 61–72. [Google Scholar] [CrossRef]
- Horgnies, M.; Darque-Ceretti, E.; Felder, E. Relationship between the fracture energy and the mechanical behaviour of pressure-sensitive adhesives. Int. J. Adhes. Adhes. 2007, 27, 661–668. [Google Scholar] [CrossRef]
- Machado JJ, M.; Nunes PD, P.; Marques EA, S.; da Silva, L.F.M. Adhesive joints using aluminium and CFRP substrates tested at low and high temperatures under quasi-static and impact conditions for the automotive industry. Compos. Part B Eng. 2019, 158, 102–116. [Google Scholar] [CrossRef]
- Čolo, A.; Tasić, P.; Hajro, I. Investigation of Primer Influence on Strength of Aluminium Specimens Bonded by VHB Tape. Lect. Notes. Netw. Syst. 2020, 76, 130–135. [Google Scholar] [CrossRef]
- Rudawska, A.; Wahab, M.A. Mechanical properties of adhesive joints made with pressure-sensitive adhesives. Stroj. Vestn./J. Mech. Eng. 2021, 67, 380–388. [Google Scholar] [CrossRef]
- Ortega-Iguña, M.; Chludzinski, M.; Churiaque, C.; Dos Santos, R.E.; Porrúa-Lara, M.; Abad-Fraga, F.; Sánchez-Amaya, J.M. Mechanical behaviour of double side high performance PSA adhesive applied to painted naval structures. Polym. Test. 2021, 93, 106894. [Google Scholar] [CrossRef]
- Gupta, S.K.; Shukla, D.K. Effect of stress rate on shear strength of aluminium alloy single lap joints bonded with epoxy/nanoalumina adhesives. Int. J. Adhes. Adhes. 2020, 99, 102587. [Google Scholar] [CrossRef]
- Bartkowiak, M.; Czech, Z.; Mozelewska, K.; Kabatc, J. Comparison between thermal crosslinkers based on melamine-formaldehyde and benzoguanamine resin and their influence on main performance of acrylic pressure-sensitive adhesives as tack, peel adhesion, shear strength and pot-life. Polym. Test. 2020, 89, 106596. [Google Scholar] [CrossRef]
- Roberge, S.; Dubé, M. A The effect of particle size and composition on the performance of styrene/butyl acrylate miniemulsion-based PSAs. Polymer 2006, 47, 799–807. [Google Scholar] [CrossRef]
- Townsend, B.W.; Ohanehi, D.C.; Dillard, D.A.; Austin, S.R.; Salmon, F.; Gagnon, D.R. Characterizing acrylic foam pressure sensitive adhesive tapes for structural glazing applications—Part I: DMA and ramp-to-fail results. Int. J. Adh. Adh. 2011, 31, 639–649. [Google Scholar] [CrossRef]
- Townsend, B.W.; Ohanehi, D.C.; Dillard, D.A.; Austin, S.R.; Salmon, F.; Gagnon, D.R. Characterizing acrylic foam pressure sensitive adhesive tapes for structural glazing applications—Part II: Creep rupture results. Int. J. Adhes. Adhes. 2011, 31, 650–659. [Google Scholar] [CrossRef]
- Yamaguchi, T.; Morita, H.; Doi, M. Modeling on debonding dynamics of pressure-sensitive adhesives. Eur. Phys. J. E 2006, 20, 7–17. [Google Scholar] [CrossRef]
- Gay, C.; Leibler, L. Theory of Tackiness. Phys. Rev. Lett. 1999, 82, 936. [Google Scholar] [CrossRef]
- Choong GY, H.; Endruweit, A.; De Focatiis, D.S.A. Analysis of contact area in a continuous application-and-peel test method for prepreg tack. Int. J. Adhes. Adhes. 2021, 107, 102849. [Google Scholar] [CrossRef]
- Chikina, I.; Gay, C. Cavitation in adhesives. Phys. Rev. Lett. 2000, 85, 4546–4549. [Google Scholar] [CrossRef] [PubMed]
- Lakrout, H.; Sergot, P.; Creton, C. Direct observation of cavitation and fibrillation in a probe tack experiment on model acrylic pressure-sensitive-adhesives. J. Adhes. 1999, 69, 307–359. [Google Scholar] [CrossRef]
- Lindner, A.; Maevis, T.; Brummer, R.; Lühmann, B.; Creton, C. Subcritical failure of soft acrylic adhesives under tensile stress. Langmuir 2004, 20, 9156–9169. [Google Scholar] [CrossRef]
- Sosson, F.; Chateauminois, A.; Creton, C. Investigation of shear failure mechanisms of pressure-sensitive adhesives. J. Polym. Sci. Part B Polym. Phys. 2005, 43, 3316–3330. [Google Scholar] [CrossRef]
- Varchanis, S.; Kordalis, A.; Dimakopoulos, Y.; Tsamopoulos, J. Adhesion, cavitation, and fibrillation during the debonding process of pressure sensitive adhesives. Phys. Rev. Fluids. 2021, 6, 013301. [Google Scholar] [CrossRef]
- Feng, C.W.; Keong, C.W.; Hsueh, Y.P.; Wang, Y.Y.; Sue, H.J. Modeling of long-term creep behavior of structural epoxy adhesives. Int. J. Adhes. Adhes. 2005, 25, 427–436. [Google Scholar] [CrossRef]
- Park, H.W.; Seo, H.S.; Lee, J.H.; Shin, S. Adhesion improvement of the acrylic pressure-sensitive adhesive to low-surface-energy substrates using silicone urethane dimethacrylates. Eur. Polym. J. 2020, 137, 109949. [Google Scholar] [CrossRef]
- Kalapat, N.; Amornsakchai, T. Surface modification of biaxially oriented polypropylene (BOPP) film using acrylic acid-corona treatment: Part I. Properties and characterization of treated films. Surf. Coat. Technol. 2012, 207, 594–601. [Google Scholar] [CrossRef]
- Kostyuk, A.V.; Ignatenko, V.Y.; Antonov, S.V.; Ilyin, S.O. Effect of surface contamination on the durability and strength of stainless steel—Polyisobutylene pressure-sensitive adhesive bonds. Int. J. Adhes. Adhes. 2019, 95, 102434. [Google Scholar] [CrossRef]
- Mohammed, I.K.; Charalambides, M.N.; Kinloch, A.J. Modelling the interfacial peeling of pressure-sensitive adhesives. J. Non-Newton. Fluid. Mech. 2015, 222, 141–150. [Google Scholar] [CrossRef]
- Hanamertani, A.S.; Ahmed, S. Probing the role of associative polymer on scCO2-foam strength and rheology enhancement in bulk and porous media for improving oil displacement efficiency. Energy 2021, 228, 120531. [Google Scholar] [CrossRef]
- Jamaluddin, J.; Lee, M.C. Properties of UV-curable solvent-free pressure sensitive adhesive. J. Adhes. Sci. Technol. 2013, 27, 905–911. [Google Scholar] [CrossRef]
- Lee, J.; Lee, T.; Shim, K.; Park, J.; Kim, H.; Kim, Y.; Jung, S. Molecular weight and crosslinking on the adhesion performance and flexibility of acrylic PSAs. J. Adhes. Sci. Technol. 2016, 30, 2316–2328. [Google Scholar] [CrossRef]
- Kajtna, J.; Krajnc, M. Solventless UV crosslinkable acrylic pressure sensitive adhesives. Int. J. Adhes. Adhes. 2011, 31, 822–831. [Google Scholar] [CrossRef]
- Zosel, A. The effect of fibrilation on the tack of pressure sensitive adhesives. Int. J. Adhes. Adhes. 1998, 18, 261–271. [Google Scholar] [CrossRef]
- Daniloska, V.; Carretero, P.; Tomovska, R.; Asua, J.M. High performance pressure sensitive adhesives by miniemulsion photopolymerization in a continuous tubular reactor. Polymer 2014, 55, 5050–5056. [Google Scholar] [CrossRef]
- Czech, Z. Crosslinking of pressure sensitive adhesive based on water-borne acrylate. Polym. Int. 2003, 52, 347–357. [Google Scholar] [CrossRef]
- Lee, S.-W.; Park, J.-W.; Park, C.-H.; Kwon, Y.-E.; Kim, H.-J.; Kim, E.-A.; Woo, H.-S.; Schwartz, S.; Rafailovich, M.; Sokolov, J. Optical properties and UV-curing behaviors of optically clear PSA-TiO2 nano-composites. Int. J. Adhes. Adhes. 2013, 44, 200–208. [Google Scholar] [CrossRef]
- Czech, Z. Solvent-based pressure-sensitive adhesives for removable products. Int. J. Adhes. Adhes. 2006, 26, 414–418. [Google Scholar] [CrossRef]
- Zhang, X.; Ding, Y.; Zhang, G.; Li, L.; Yan, Y. Preparation and rheological studies on the solvent based acrylic pressure sensitive adhesives with different crosslinking density. Int. J. Adhes. Adhes. 2011, 31, 760–766. [Google Scholar] [CrossRef]
- Huh, C.; Rossen, W.R. Approximate Pore-Level Modeling for Apparent Viscosity of Polymer-Enhanced Foam in Porous Media. SPE J. 2008, 13, 17–25. [Google Scholar] [CrossRef]
- Safouane, M.; Saint-Jalmes, A.; Bergeron, V.; Langevin, D. Viscosity effects in foam drainage: Newtonian and non-Newtonian foaming fluids. Eur. Phys. J. E 2006, 19, 195–202. [Google Scholar] [CrossRef] [PubMed]
- Stigh, U.; Biel, A. Effects of strain rate on the cohesive properties and fracture process of a pressure sensitive adhesive. Eng. Fract. Mech. 2018, 203, 266–275. [Google Scholar] [CrossRef]
- Huang, H.; Dasgupta, A.; Singh, N. Predictive mechanistic model of creep response of single-layered pressure-sensitive adhesive (PSA) joints. Materials 2021, 14, 3815. [Google Scholar] [CrossRef]
- Liu, L.; Zhao, H.; Wang, F.; Xue, P.; Tian, J. Rheological behavior and flow instability in capillary extrusion of ultrahigh-molecular-weight polyethylene/high-density polyethylene/nano-SiO2 blends. J. Appl. Polym. Sci. 2019, 136, 47713. [Google Scholar] [CrossRef]
- Huang, H.; Dasgupta, A.; Singh, N. Predictive mechanistic model for single-layered pressure-sensitive adhesive (PSA) joints: Part I: Uniaxial tensile stress-strain response. Eur. Phys. J. E. Soft. Matter. 2020, 43, 59. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy | Mg | Mn | Fe | Si | Cr | Zn | Cu | Pb | Ti | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| AA5083 H111 | 4.353 | 0.508 | 0.289 | 0.137 | 0.089 | 0.039 | 0.023 | 0.002 | 0.010 | Bal. |
| AA5754 H111 | 2.783 | 0.232 | 0.322 | 0.154 | 0.044 | 0.043 | 0.037 | 0.022 | 0.019 | Bal. |
| Pressure-Sensitive Adhesive | Commercial Name | Thickness (μm) | Density (g/cm3) |
|---|---|---|---|
| Flexible Acrylic Core (FC) | 7054, TESA, Germany | 500 | 1.17 ± 0.08 |
| Rigid Acrylic Foam (RF) | 7044, TESA, Germany | 1000 | 0.72 ± 0.07 |
| Flexible Acrylic Foam (FF) | 92111, TESA, Germany | 1100 | 0.52 ± 0.04 |
| Percentages of the Maximum Load Applied (%) | Load Value (kg/cm2) |
|---|---|
| 50 | 10 |
| 25 | 5 |
| 10 | 2 |
| 5 | 1 |
| 2.5 | 0.5 |
| 1.25 | 0.25 |
| Surface Treatment | Ra (μm) |
|---|---|
| P40 | 4.4 0.7 |
| P80 | 1.9 0.3 |
| P320 | 0.6 0.1 |
| P600 | 0.4 0.2 |
| P1200 | 0.3 0.1 |
| No Grinding (NG) | 0.21 0.02 |
| Surface Treatment/Adhesive | P40 | P80 | P320 | P600 | P1200 | NG |
|---|---|---|---|---|---|---|
| FC (%) | 46.3 | 56.3 | 18.9 | 48.3 | 18.6 | 136.1 |
| RF (%) | 24.1 | 25.2 | 0 | 0 | 18.0 | 13.8 |
| FF (%) | 34.4 | 39.1 | 29.0 | 38.2 | 25.4 | 0 |
| Cohesive Failure (%) | RF | FC | FF |
| 0.0 | 79.5 | 0.1 |
| Load (kg/cm2) | Fracture Time (h) | Cohesive Failure (%) |
|---|---|---|
| 10 | 0.63 | 100 |
| 5 | 10.39 | 10.96 |
| 2 | 23.55 | 4.91 |
| 1 | 115.40 | 1.51 |
| 0.5 | 692.00 | 1.50 |
| 0.25 | >8760.00 (not fractured) | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ortega-Iguña, M.; Chludzinski, M.; Sánchez-Amaya, J.M. Comparative Mechanical Study of Pressure Sensitive Adhesives over Aluminium Substrates for Industrial Applications. Polymers 2022, 14, 4783. https://doi.org/10.3390/polym14214783
Ortega-Iguña M, Chludzinski M, Sánchez-Amaya JM. Comparative Mechanical Study of Pressure Sensitive Adhesives over Aluminium Substrates for Industrial Applications. Polymers. 2022; 14(21):4783. https://doi.org/10.3390/polym14214783
Chicago/Turabian StyleOrtega-Iguña, Marta, Mariane Chludzinski, and José María Sánchez-Amaya. 2022. "Comparative Mechanical Study of Pressure Sensitive Adhesives over Aluminium Substrates for Industrial Applications" Polymers 14, no. 21: 4783. https://doi.org/10.3390/polym14214783
APA StyleOrtega-Iguña, M., Chludzinski, M., & Sánchez-Amaya, J. M. (2022). Comparative Mechanical Study of Pressure Sensitive Adhesives over Aluminium Substrates for Industrial Applications. Polymers, 14(21), 4783. https://doi.org/10.3390/polym14214783