1. Introduction
Most industrial sectors are making efforts to design and produce components with a lower carbon footprint and a lower environmental impact to redress the strong environmental pollution and to face the ever-increasing waste disposal dilemma [
1]. Greener policies intended to boost the use of biodegradable and bio-based materials, to reduce wastes pressure on landfills and to promote a circular economy perspective focused on materials reuse and recycle [
2,
3] were forced by the more restrictive European legislations. Among them, the 2000/53/EC regulation was specifically addressed to vehicles’ end-of-life and presented a big challenge for the automotive sector, which makes a massive use of polymers and fiber-reinforced polymers (FRP) to ensure high mechanical-property standards while reducing vehicles’ weight and the related fuel consumption. In particular, 8.8% of the 55 million tons of plastics destined to Europe in 2020 were meant to cover the automotive industry demand [
4].
Considering that the automotive field covers almost 40% of the global polyamide (PA) demand [
5], the exploitation of natural resources to synthesize eco-sustainable PA is a strategic way to face the environmental pollution challenge from the polymeric matrix perspective. For example, the bio-PA11 by Arkema is completely synthesized from renewable resources, i.e., castor oil [
6], allowing for a reduction in environmental impact while preserving mechanical reliability. Indeed, PA11 displays only a slight decrease in the mechanical performance compared to the fully petroleum-based PA12, while ensuring a reduction of CO
2 emissions from 6.9 kgCO
2eq/kg to 4.2 kgCO
2eq/kg [
7].
If polymers’ carbon footprint reduction is a first valid initiative to meet the European legislation requirements, further efforts are necessary to solve the issue even from the fibrous-reinforcement perspective. According to the data reported by AVK for 2021, glass FRPs still account for more than 95% of the overall market [
8]. A first attempt to assess the problem was made with vegetable fibers to obtain fully bio-based and partially/totally biodegradable composites [
9]. On these heels, many European and North American companies, i.e., BASF, Rieter Automotive, Delphi Interior Systems and Visteon Automotive, adopted this strategy [
10,
11].
Undoubtedly, vegetable fibers offer many advantages throughout the whole life cycle of the component, i.e., production, in-service and disposal. Their renewable origin grants a significant reduction in the production process emissions. For example, the production of hemp and China reed fibers ensures a reduction of almost 97% and 87% in the CO
2 and SO
x emissions with respect to glass fibers, respectively [
12,
13]. Their low cost, low density and high specific stiffness allow for the reduction of vehicles’ fuel consumption and greenhouse gas emissions, providing a reduction of 30% in components’ weight and of 20% in their cost [
14]. Finally, their biodegradability ensures an easier disposal at the end of the components’ life cycle.
Despite all these benefits, vegetable fibers struggle to become competitive on the market, being unable to ensure the same mechanical performance achievable with glass fibers due to the inherently higher mechanical properties of glass and to vegetable fibers’ hydrophilicity, which counteracts polymeric matrixes’ hydrophobicity, generating a weak interfacial adhesion [
15]. The low thermal stability is another drawback which delays vegetable fibers’ spread in the industrial landscape [
16]. Indeed, temperature lower than 200 °C must be used to avoid fiber degradation, thus decreasing the number of polymers exploitable and their processability.
All these limitations and the rush for bio-based solutions pushed to find another natural solution which was found in the basalt mineral volcanic rock. It proved to be a perfect solution to obtain mechanical properties’ competitiveness with glass ones, a greener manufacturing process where no additional chemicals are required and energy consumption is significantly reduced [
17], and an easier recycling and recovery of the fibers at the end of composite life cycle [
18].
Notwithstanding all the advantages, basalt fibers are not biodegradable and display a density comparable with glass ones, thus losing all the advantages acquired with vegetable reinforcements. Hybridization is a feasible strategy to produce FRPs characterized by satisfying mechanical properties, a lower weight and cost, an improved eco-friendliness and a partial biodegradability. Hybridization benefits are undeniable, as confirmed by the huge number of works that applied this approach for the glass/vegetable fibers system [
19,
20], but further environmental advantages may be gained by replacing glass fibers with basalt. This idea was assessed using various hybrid configurations with different vegetable fibers such as hemp [
21,
22] and jute [
23,
24], but among them, the flax/basalt one was the most widely investigated [
25,
26,
27] thanks to flax’s superior mechanical properties among vegetable fibers [
28].
Considering the strategies available to increase composites’ eco-friendliness from both the matrix and fiber perspective, the present study aims to assess the potential of a green composite produced with a bio-PA11 matrix reinforced with an intraply flax/basalt hybrid fabric for automotive components. The effect of fibers’ hybridization on a different bio-polyamide was already assessed by Bazan et al. [
29], who investigated a bio-polyamide 10.10 reinforced with aramid/basalt fibers, and by Armioun et al. [
30], who used a PA11 as a matrix and a wood/carbon combination as a hybrid reinforcement. Some preliminary studies on the hybrid configurations proposed in this work were also performed by Russo et al. [
31] and by Sergi et al. [
32] from the quasi-static and impact response perspective, respectively, but some important steps forward were taken in this work.
In particular, a low molecular weight bio-PA11 was used as a matrix, allowing for the processing of the composite at lower temperatures, i.e., lower than 200 °C, thus reducing flax fibers’ thermal degradation. Russo et al. [
31] and Sergi et al. [
32] assessed the effect of a butyl-benzene-sulfonamide plasticizer on the quasi-static and impact properties of the PA11 flax/basalt composite, respectively, but none of them evaluated the effect of the stacking sequence or fiber orientation. Moreover, Sergi et al. evaluated the impact response at room temperature and +80 °C, but no information is available about the cryogenic impact response. In light of this, the proposed study investigated the quas-istatic, i.e., three-point bending, and impact properties of the low molecular weight bio-PA11 reinforced with the intraply flax/basalt hybrid woven fabric assessing the effect of stacking sequence and fiber orientation. In particular, the [0/0]
s and the [0/90]
s stacking sequences were considered, and a direct comparison with a flax-reinforced PA11 was provided to disclose the significant improvement offered by hybridization. Considering that impact resistance is a key feature for the transportation field, composite impact response was investigated as a function of both impact energy, i.e., 10 J, 20 J and 30 J, and operating temperature, i.e., −40 °C, room temperature and +45 °C. The mechanical characterization was accompanied by a morphological and structural characterization through scanning electron microscopy and X-ray diffraction; by a thermal characterization through thermogravimetric analysis, differential scanning calorimetry and dynamic mechanical analysis; and by a post-impact analysis through profilometry. Moreover, a rheological study aimed at evaluating matrix processability was also carried out.
2. Materials and Methods
2.1. Materials and Manufacturing Process
The low molecular weight bio-PA11 FMNO Rilsan® by Arkema (Serquigny, France) was selected as a polymer matrix, while a flax and intraply flax/basalt hybrid fabric were selected as reinforcements. In particular, a 2/2 flax twill supplied by Composites Evolution Ltd. (Chesterfield, UK) with an areal weight of 300 g/m2 and a 2/2 interwoven flax/basalt hybrid twill provided by Lincore® with an areal density of 360 g/m2 and a 50 wt% of basalt and flax fibers were used to produce the laminates.
Composites were manufactured by hot compression molding using a P400E hydraulic press by Collin GmbH (Maitenbeth, Germany) applying the film-stacking technique. In particular, ten plies of reinforcement were alternated with 100 µm-thick PA11 films and were compressed at 200 °C, increasing the applied pressure from 0.5 to 3 MPa with a 0.5 MPa increment every two minutes. Before composites manufacturing, the PA11 matrix was vacuum oven dried at 70 °C overnight. Three different laminate configurations were considered: PA11 reinforced with flax (Flax), PA11 reinforced with the intraply hybrid fabric using a [0/0]
s stacking sequence (Hybrid [0/0]) and PA11 reinforced with the intraply hybrid fabric using a [0/90]
s stacking sequence (Hybrid [0/90]). The main characteristics of the three configurations investigated are reported in
Table 1.
2.2. Rheological Characterization and Molecular Weight Assessment
Rheological analyses were performed on the polyamide 11 films provided by Arkema using a stress-controlled rotational rheometer AR-G2 by TA Instruments (New Castle, DE, USA) equipped with 25 mm diameter parallel plates. Consecutive frequency scan tests were carried out on the same sample over a time interval of approximately 16 min, from the frequency ω = 100 up to 1 rad s−1 at three temperatures: 200 °C, 210 °C and 220 °C. Before the analyses, PA11 films were dried at T = 70 °C under vacuum overnight (i.e., 12 h).
To simulate the environment of the compression molding process, the experiments were run in air atmosphere. The complex viscosity (η*) was recorded as a function of frequency in the linear elastic regime (strain amplitude of 5%), in turn identified by preliminary strain amplitude tests.
Size exclusion chromatography (SEC) was performed to check if there was an evolution of the Mn or Mw during processing of the composites. The samples were dissolved for 24 h at room temperature in hexafluoroisopropanol (HFIP). The molecular weights are given in PMMA equivalent (g/mol).
2.3. Thermal and Structural Characterization
Thermal and microstructural characterizations were performed to analyze and interpret material mechanical response. Thermogravimetric analysis (TGA), Differential Scanning Calorimetry (DSC) and Dynamic Mechanical Analysis (DMA) were used to for thermal characterization, while X-ray diffraction (XRD) was employed for structural characterization. Three samples for each characterization technique and each configuration were tested.
TGA was performed on both PA11 neat matrix and the related composites with a Setsys Evolution by Setaram according to ISO 11358. Tests were performed in an inert nitrogen atmosphere from room temperature to 800 °C, employing a heating ramp of 10 °C/min. DSC was carried out on the PA11 matrix with a DSC 214 Polyma by Netzsch (Selb, Germany), according to ISO 11357. Specimens were tested in a nitrogen atmosphere and in a temperature range from 20 °C to 250 °C using a heating/cooling ramp of 10 °C/min. The specimens were subjected to a first heating to remove the thermal history, and the data resulting from the cooling and second heating were used for the analysis. By applying Equation (1), where ΔH
m is the melting enthalpy evaluated from the DSC curve and ΔH
m0 is the melting enthalpy of the PA11 matrix fully crystallized (ΔH
m0 = 226.4 J/g) [
33], it was also possible to evaluate matrix crystallinity X
c:
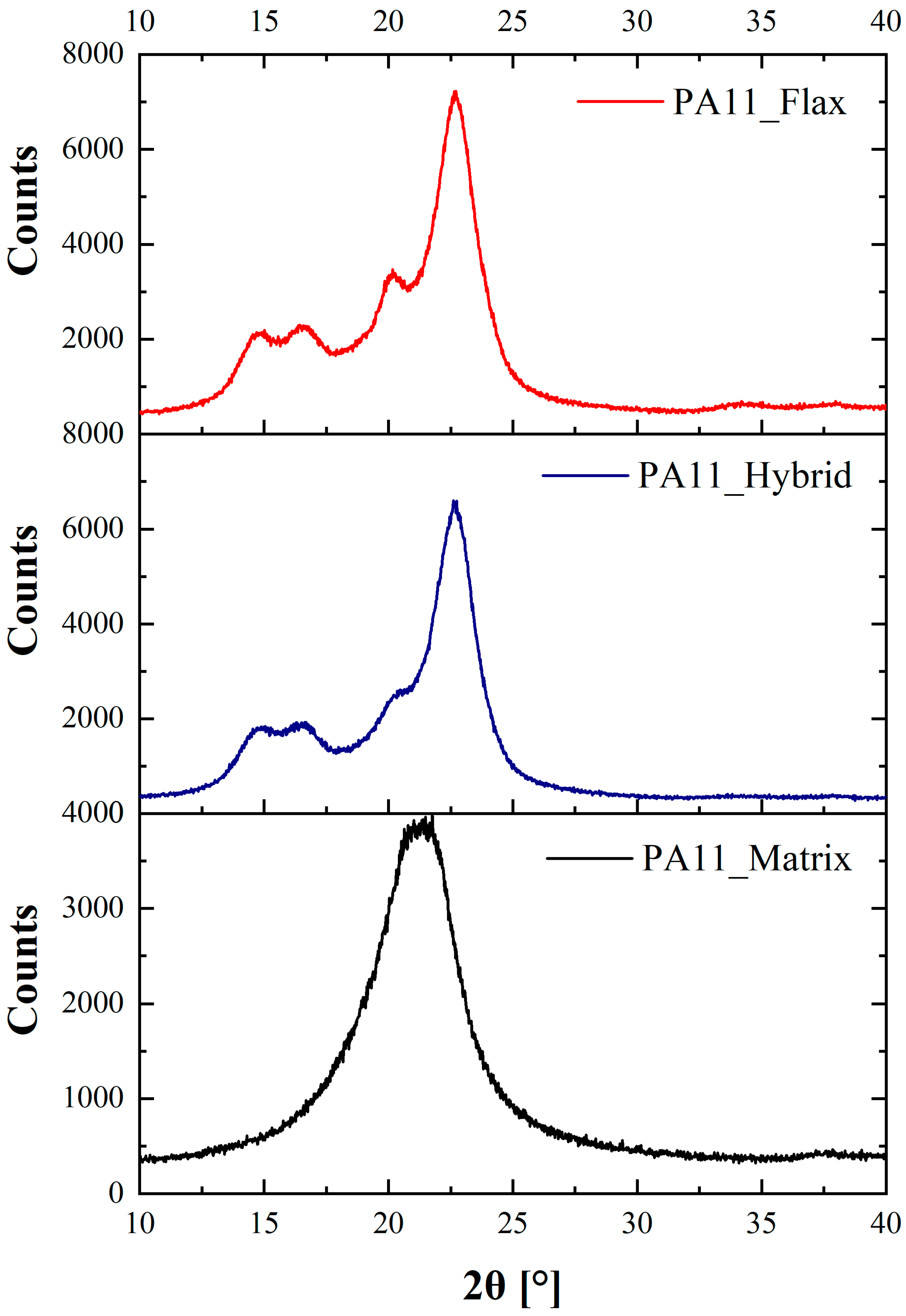
DMA was performed on the neat matrix and on all laminates’ configurations along both flax and basalt directions with a DMA 242 E Artemis by Netzsch according to ISO 6721. Samples with a length of 60 mm and a width of 10 mm were tested using a 3-point bending configuration, a temperature range from 20 °C to 100 °C, a heating ramp of 2 °C/min, an amplitude of 30 μm and a frequency of 1 Hz. Finally, XRD analysis was performed with a Philips X’Pert PRO diffractometer on flax and flax/basalt hybrid composites collecting the spectra in the range of 2θ = 10°–40° using a step size of 0.02°, a time per step of 3 s and a CuKα monochromatic radiation (40 kV–40 mA).
2.4. Quasi-static Characterization: Flexural Properties
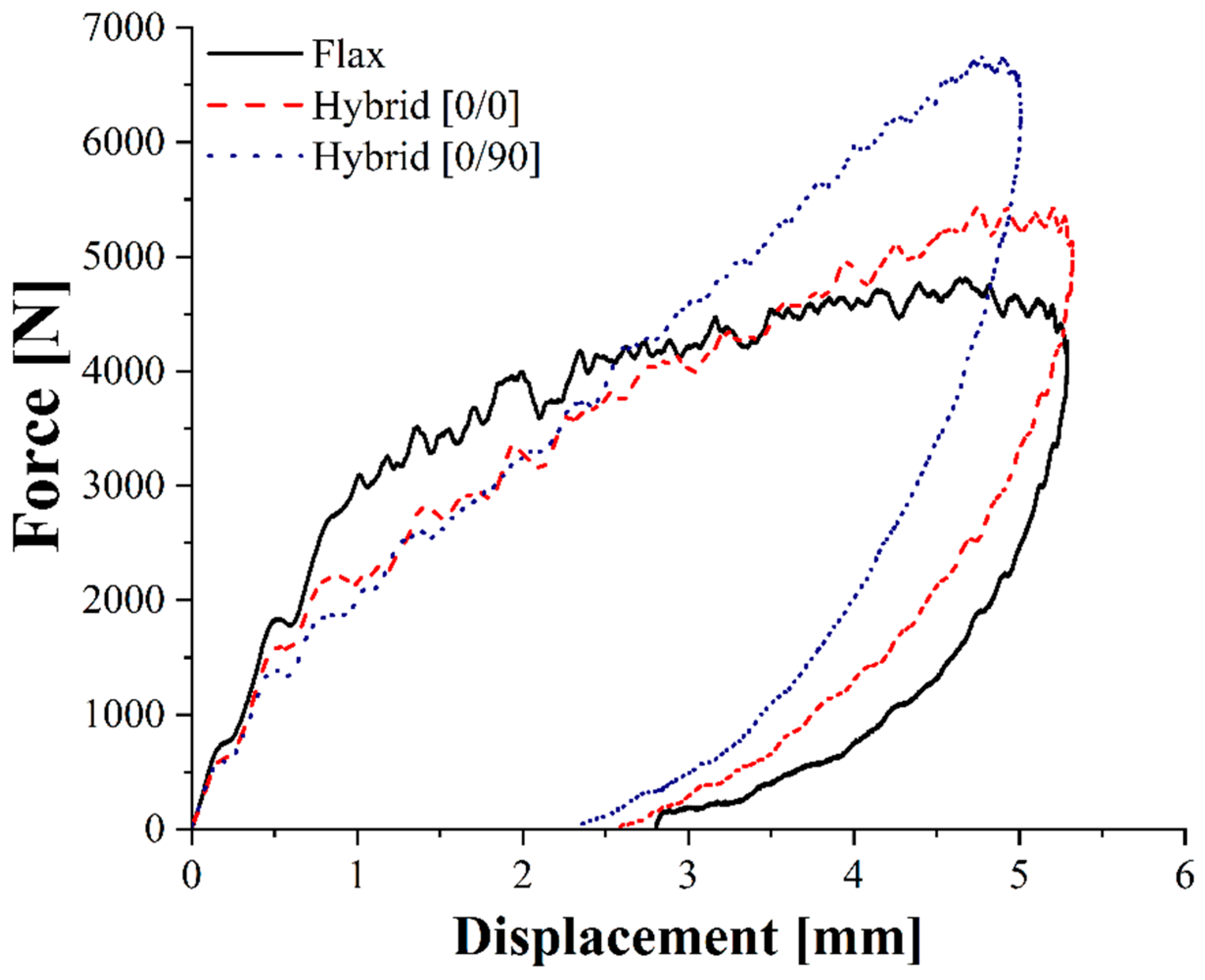
Flax and flax/basalt PA11 composites were subjected to quasi-static characterization in 3-point bending with a Zwick/Roell Z010 universal testing machine equipped with a 10 kN load cell. Tests were carried out on rectangular specimens with a 16:1 span-to-thickness ratio according to ASTM D790 and a test speed of 2.5 mm/min. For the hybrid composite configurations, tests were performed along both flax and basalt directions to disclose potential variations and anisotropy in composite mechanical behavior.
After mechanical testing, specimens were subjected to fracture surface analysis through an FE-SEM MIRA 3 by Tescan. All specimens were sputter-coated with a thin layer of gold to prevent charging because of their low electrical conductivity. Sputter coating was carried out with an Edwards S150B sputter coater.
2.5. Impact Characterization
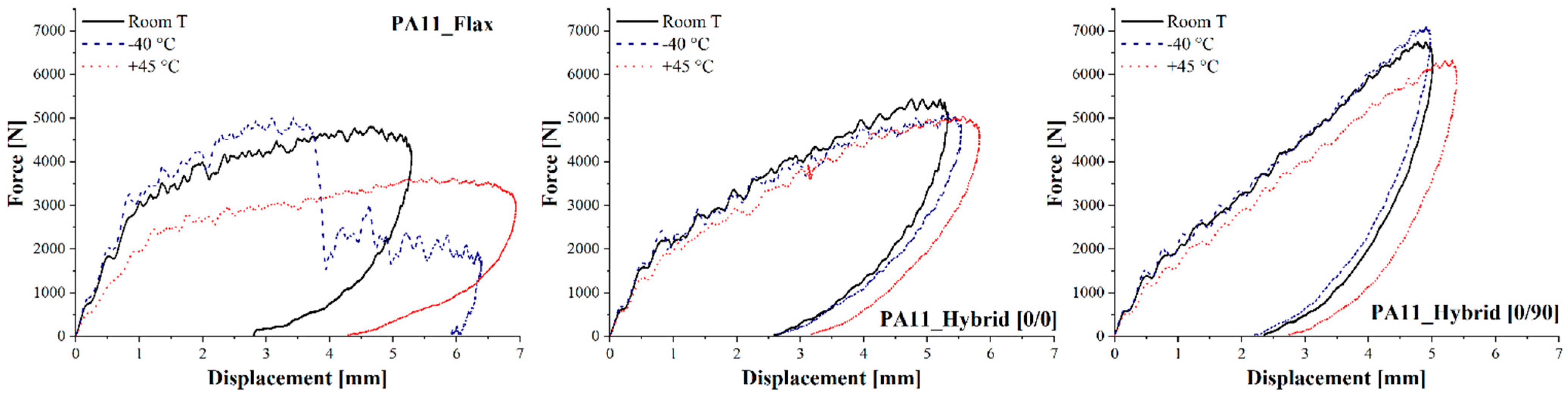
The impact properties of the materials under study were evaluated through low-velocity impact tests using an instrumented drop weight tower Instron/Ceast 9340. Tests were performed with a hemispherical impactor with an overall mass of 3.055 kg and a diameter of 12.7 mm, using a sample holder with a circular unsupported area of 40 mm in diameter. A pneumatic system assured specimen clamping to sample holder and an anti-rebound system ensured impactor block after the rebound to prevent a second impact. Operating temperature effect was evaluated performing tests at room temperature (25 °C), −40 °C and +45 °C after conditioning the specimens for two hours to ensure a homogeneous temperature profile throughout the material. The combinations of temperature and impact energies investigated for each composite configuration are reported in
Table 2.
Impacted specimens were also subjected to a post-impact analysis to evaluate damage extent as a function of impact energy and operating temperature. The residual indentation depth was assessed through profilometry using a laser profilometer Talyscan 150 by Taylor Hobson and a scan speed of 8500 μm/s. The resulting scanned surface was analyzed with the software TalyMap 3D. The back crack extent was also quantified with the image processing software Image J by analyzing the impacted specimen photographs.
4. Conclusions
The present research work investigated the thermal, quas-istatic and impact properties of a low molecular weight bio-based PA11 reinforced with flax and intraply flax/basalt hybrid fabrics to assess the feasibility of these bio-based composites for the automotive sector. For hybrid composites, the effect of stacking sequence, i.e., [0/0] and [0/90], and fiber orientation were considered, while the effect of temperature, i.e., −40 °C, room temperature and +45 °C, was investigated for laminates’ impact properties. The main outcomes of the study are as follows:
The low molecular weight of the PA11 matrix ensures an easier manufacturing of the composites displaying a good processability already at 200 °C. This allows one to obtain components of good quality while preventing matrix and, above all, flax fibers’ thermal degradation.
Both quasi static and impact tests proved that hybrid laminates significantly outperform flax ones, thus proving that hybridization is an effective way to improve the mechanical performance of bio-based composites while preserving their lightness.
Among the hybrid configurations under study, the [0/90] is the best at ensuring a satisfying bending stiffness and an improved impact resistance deriving from the higher isotropy in basalt fibers’ orientation, which allows for a better distribution of the impact load and delays flax fibers’ overloading and breakage.
Operating temperature strongly influences composite impact properties, determining a progressive decrease in matrix, and therefore in laminate, stiffness, which makes the component more compliant toward the impact, thus involving a wider area of the specimen and preventing damage localization.
As already discussed, the results obtained for the [0/90] configuration compare favorably with PA11 fully basalt-reinforced composites, but also with more traditional composite configurations such as PP/glass-reinforced ones, thus validating the viability of this bio-based solution for the manufacturing of more eco-friendly and sustainable automotive components. In addition, this material combination might provide a better recyclability compared to thermoset-based composites, as PA11/flax composites have already proven to be very efficient after recycling [
48], a behavior that can be even improved by the presence of basalt fibers.




 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}