1. Introduction
The global production of PVC continues to grow, which is now also evident in the construction industry. PVC-P-based waterproofing materials compete very successfully with bitumen-based waterproofing materials in the construction of flat roofs. The reason for the exponential growth in the use of PVC-P roofing materials in the construction industry is mainly that PVC-P roofing materials are installed in a single layer as the final waterproofing layer of flat roofs. For bitumen-based waterproofing, the rule of thumb is that it should be installed in at least two layers as the final layer of flat roofs. The advantage of PVC-P over bitumen roofing in the construction of flat roofs for the above reasons lies not only in the amount of material used but also in the amount of work involved. This, of course, also means a financial advantage.
Polyvinyl chloride (PVC) is a widely used polymer, not only in industry, but also in daily life. PVC is a material that can be applied in many different fields, such as building and construction, healthcare, and electronics [
1]. The history of PVC started during early 1870, when the first polymer was obtained by the polymerization of vinyl chloride. However, the material obtained from the polymerization of vinyl chloride was stiff and brittle. Hence, it was not ideal for industrial production. By 1926, American chemists discovered how to plasticize PVC and, since then, many PVC-based products have been commercialized [
2,
3]. Nowadays, PVC is used in many different fields, such as in the construction industry (pipes, windows, carpet, plumbing, etc.), the electrical and electronic industry (instrument components, housing, sheaths for cables and wires, etc.), the automotive industry, in food packaging, in medical equipment and many others [
4]. PVC is one of the most commonly used thermoplastic materials today in worldwide polymers. PVC has low cost, high performance and high possibility of producing a variety of products from different processing conditions and techniques (Norazlina et al. [
5]). PVC is extremely important, with useful molecular structure and morphology in every area; for example, it is used as a thermoplastic due to its many valuable properties, such as low price, good process ability, chemical resistance and low flammability (Kok et al. [
6]).
When analysing the quality control of flat roofs, complaints have been very common in the construction industry over the last 10 years. The cause of the complaints is usually not only in the execution defects of the waterproofing contractors, but very often also in the questionable quality of the PVC-P waterproofing membrane. The guaranteed certificate is usually issued by the roofing manufacturer, who is also obliged to ensure the correct installation of the insulation materials, in accordance with the regulations for the performance of waterproofing works. Problems relating to the duration of the guarantee period very often arise already at the stage of obtaining the guarantee certificate. In construction practice today, there is an unwritten rule that, if it is not possible to obtain a 10-year guarantee from the manufacturer of the insulation material, then the chosen material will not survive this period without degradation or damage. Of course, this applies mainly to materials in the lower price range, where the risk is greatest. A direct proportionality applies—the lower the price, the shorter the lifetime [
7]. This is very often the case for materials containing recycled PVC, which also results in a significant price reduction due to the reduced carbon footprint.
Physical properties of all roof systems change with age and outdoor exposure. The change in physical properties of a roof membrane may be the result of many factors. A few factors that may affect the physical properties of a vinyl membrane include chemical formulation stability, thickness of the polymer, reinforcement, method of manufacturing, geographic location, heat and ultraviolet radiation exposure, other products used in conjunction with the membrane, and roof slope. These factors cannot adequately be simulated in any test program. The certainty of service life predictions increases with increasing application experience [
8].
PVC is a very useful type of plastic with a very wide range of applications. PVC is a polymer in which more than half of the content by weight consists of chlorine [
9]. PVC is produced by polymerization of the vinyl chloride monomer. PVC comes in two basic forms: rigid (sometimes abbreviated as RPVC) and flexible. The quality of the material is very important in roofing, and it must have the properties to maintain its declared properties over a long service life. PVC is known to be susceptible to the ageing process. In the case of the ageing of waterproofing materials, several mechanisms have been identified that can cause degradation and associated premature failure of PVC-P waterproofing materials. The position of the polymeric waterproofing membrane in the flat roof system is a very important consideration. In inverted flat roofs, the thermal insulation is placed above the waterproofing membrane and is usually separated by a layer of polyester felt. Such a construction solution always involves the use of polymeric insulation materials. The thermal insulation layer in such a construction is always above the waterproofing layer and is extruded polystyrene (XPS). The PVC-P waterproofing membrane in inverted flat roofs is always loaded with different building materials. There is no alternative material for the thermal insulation in such a design. Insulation materials in inverted roof construction are always polymer-modified materials. It is known that some polymeric materials exhibit interactions with each other that can affect their durability and stability, which is due to their incompatibility with each other [
10]. In the case of direct contact between a PVC-P membrane and XPS thermal insulation in a flat roof system, the migration of plasticizers (plasticisers) is triggered due to the influence of temperature during the summer period. Heat is an important factor in the weight loss of the PVC-P waterproofing membrane. The loss of mass due to plasticizer migration causes changes in the volume of the material and high internal stresses in the material. This is seen in the worst case on the PVC-P waterproofing layer as membrane rupture, wrinkling and anomalies, at poorly made welding or adhesive interfaces. Thinning of the already thin waterproofing membrane can lead to a situation where the curing phase (polyester mesh) is no longer bonded well to the matrix, which is PVC. One main advantage of PVC sheets is that the entire roof membrane can be joined by welding the joints with solvent or with air heated to 425 °C. This membrane can also be welded to metal flashing that has been factory-coated with PVC. The result is a continuous roofing assembly. PVC sheets remain flexible at temperatures as low as −40 °C. They are ideal for re-roofing and repairs, because of their high permeability. Moreover, white reflective vinyl membranes contribute to reducing urban heat island effects, can be produced in a wide spectrum of colours to meet desired aesthetic features of building, have high resistance to puncture and impact and have excellent resistance to flame exposure and subsequent fire propagation [
11]. Loss of plasticizers is a concern with certain PVC roofing products [
12,
13] because it causes embrittlement in the PVC sheets. This can be controlled by using high-molecular-weight plasticizers that have less of a tendency to volatilize or migrate out of PVC resin. PVC-P membranes have good resistance to industrial pollutants, bacterial growth, and extreme weather conditions. Minor damage to the sheet during installation or in service can be easily repaired by patching the hole using heat or solvent. PVC is incompatible with bituminous materials; therefore, care must be taken to avoid direct contact with bitumen [
11].
Flat roofs are very often constructed as unvented roofs. Such constructions consist of a vapour barrier on a load-bearing substrate, a layer of thermal insulation above the vapour barrier and a waterproofing membrane. The waterproofing in such a construction may be made of different materials; if synthetic polymeric membranes are used, then the construction is classified as flat roof, where the waterproofing is mechanically fixed to the supporting substrate by telescopic screws or weighted with different building materials, such as gravel or similar. The separation layer between the waterproofing and the weight is usually made of polyester felt.
The development of synthetic polymer membranes, especially PVC-based systems, has increased the number of pathological changes in these membranes. In particular, the high competition and the downward trend in price are also causing manufacturers to use low-quality and incompatible raw materials. A characteristic feature of such products is that they may retain only some of their basic properties during the exfoliation period, which is not the case for inertness to ageing. The ageing effect of PVC always results in the loss of some essential quality characteristics [
14]. That direct contact of PVC-P membranes with extruded polystyrene (XPS) causes plasticizer migration, dehydrochlorination and oxidative degeneration, which have been described by researchers [
15,
16]. The incompatibility of expanded polystyrene (EPS) thermal insulation and PVC-P waterproofing is well known [
16]. Fang et al. [
11] carried out a study on the morphology of poly(vinylchloride)/polystyrene blends by the electron microprobe analysis method. They concluded through their results that PVC and PS are incompatible. The problem of degradation of PVC-P due to possible direct contact in the structure is also pointed out by manufacturers of synthetic waterproofing membranes in their technical instructions. The problem of the installation of PVC-P roof waterproofing in a structure with EPS thermal insulation should be solved by the installation of a polyester felt separation layer.
The effect of dehydrochlorination of PVC is also strongly related to the degradation of PVC-P waterproofing membranes. It is known that PVC undergoes a process of dehydrochlorination or elimination of PVC. This process produces compact double bonds on the polymer chain, but it is not yet fully confirmed whether the resulting chloride remains in the polymer medium or volatilises as HCl. It has been confirmed that PVC-based materials undergoing an accelerated dehydrochlorination process lose good mechanical properties [
17].
The mechanical properties of PVC-P roofing membranes are specified by European Standards (EN) in Europe and by ASTM in North America. The most common mechanical property tests specified in the Technical Specification for PVC-P membranes are tensile strength and elongation at break. Both properties should be measured in the longitudinal and transverse direction of the roll. The change in mechanical properties may be due to several factors such as stability of the chemical formulation, thickness of the membrane, type of reinforcement in the membrane, exposure to temperature, ultraviolet radiation, compatibility with materials with which they are in direct contact [
18]. These factors cannot be accurately simulated in the laboratory; therefore, it is very important to obtain comparative data by field sampling when analysing the causes of the change in mechanical properties [
19]. Synthetic membranes for waterproofing are composite materials. They consist of a matrix, which is a polymer, and a reinforcement, which can be a polyester mesh or glass fibre. It is characteristic of PVC-P roofing membranes that the tensile strength of a membrane reinforced with polyester mesh depends mainly on the strength of the reinforcement, but if the reinforcement is glass fibre, the strength also depends on the strength of the polymer matrix. PVC-P roofing membranes containing a glass fibre reinforcement phase are usually reinforced with discontinuous fibres which are not woven. The same applies to PVC-P membranes without reinforcement.
Due to the lack of specific studies on the durability of PVC-P membranes for roofing applications, it is very important to include, in the present research, selected studies that address the research already carried out on PVC materials, as the similarity of the mechanisms sheds light on the degradation mechanisms [
20].
Hydrophilicity is an important property of PVC-P waterproofing. It is known that this property is assessed by measuring the contact angles of the sessile droplets. The general observation is that the water repellence of PVC-P membranes on aged roof membranes decreases. Increasing the hydrophilicity of PVC-P membranes increases undesirable water permeability and may cause damage to other roof layers [
21,
22].
2. Materials, Characterization and Methods
2.1. Specimens from the Case Study
The flat-roofed building investigated in this paper has a large volume and is composed of several segments, roughly formed by four bays. The architecture of the building is typical of buildings intended for education. The roof design of the building is a flat, semi-pitched roof, which is accessed via special exits. The roof area of approximately 20,000 m2 also contains mechanical rooms and light rooms, which are of the prefabricated type with walls made of façade panels. The roofs of the building segments listed above are not identical in composition. The flat roofs of all four sections are solid, unvented roofs, while the flat roofs of the roofed buildings are light, flat, unvented roofs. The solid roofs of all four wings of the building are constructed as a system of unvented flat roofs on pitched (lightweight) concrete, with vapour barrier, thermal insulation, polyester felt separating layer, waterproofing, polyester felt separating layer and gravel weighting. The load-bearing structure of this roof is an AB panel. The buildings located on the solid roof shall have a flat, unvented roof system on trapezoidal sheeting, with a vapour barrier, thermal insulation, a polyester felt separating layer and waterproofing. The supporting structure of these roofs is metal.
The first approach on which the experimental design was based was a visual inspection of the roof and its water retention status. Based on this inspection, we were able to form a general impression of the quality of the works carried out, relating to the roofing and carpentry works and the state of the waterproofing of the roofs of the building. Our conclusion, based on the engineering assessment, is that the roof is leaking and that this leaking causes extensive damage to the building after each period of rain. Roof waterlogging causes damage to the rooms directly under the roof. The maintenance service has buckets permanently placed in the areas where the roof is constantly clogged, which are mainly at the penetrations of the storm water drainage system, these are emptied as necessary.
The visual inspection revealed several construction defects resulting from non-compliance with the rules of the roofing and carpentry trade and obvious signs of degradation of the waterproofing, which is a single-layer synthetic membrane made of PVC-P. The findings of the visual inspection are that the waterproofing is crumpled and stretched. The shrinkage of the waterproofing and the improper execution of the finishing on the roof attic led to damage and consequently to waterlogging. Many leaks are also caused by inadequately executed carpentry finishes.
The second phase of the approach was to detect the composition of the roofs and to Specimen the materials incorporated in the roofs. The materials were Specimend at random locations on the flat roofs.
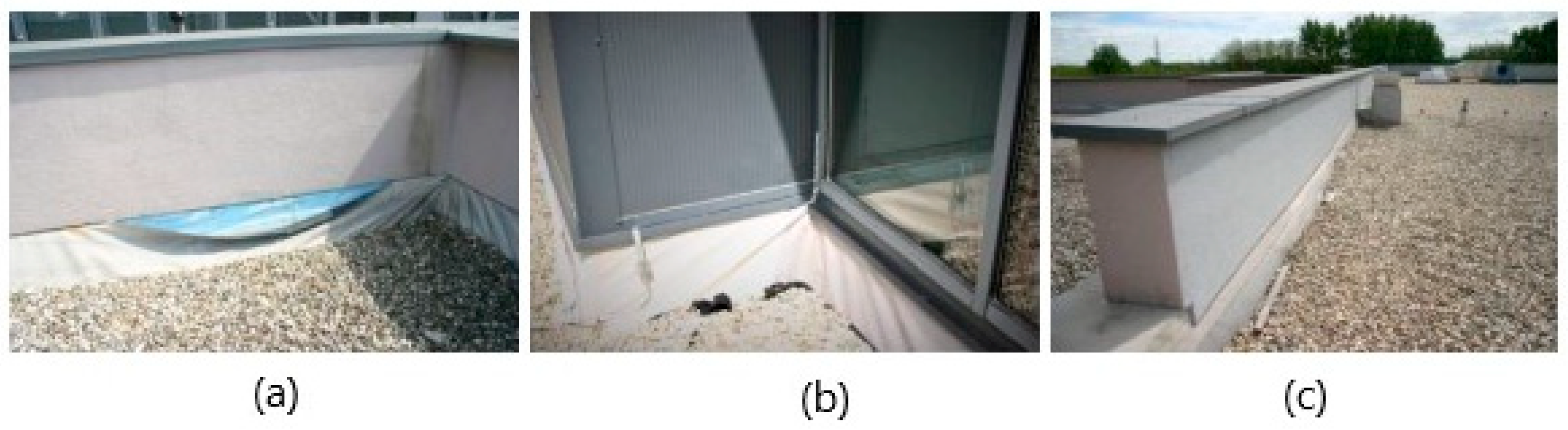
Figure 1 shows the consequences of inadequately executed waterproofing finishes.
Figure 1a shows damage to the detail of the waterproofing finish—tearing out of the finish below the façade attic at the fixing point due to shrinkage.
Figure 1b shows the waterproofing wrinkling phenomenon, and
Figure 1c shows the waterproofing membrane stretched and no longer vertically terminated at the attic, also due to shrinkage of the waterproofing.
Due to the obvious signs of degradation of the PVC-P waterproofing, the sampling of the waterproofing and the research work prior to the sampling was defined by a research work plan, which included:
PVC-P membrane sampling in the field;
Preparation of Specimens for mechanical tests, which were planned to be carried out using standard tensile tests and non-standard dynamic tensile testing;
Preparation of Specimens for the surface condition inspection of the PVC-P membrane—macrostructure determination and thickness measurements;
Preparation of Specimens for microstructure determination and chemical analysis.
2.2. Sampling and Specimen Preparation
The sampling location chosen at the roof attic, where the waterproofing transitions from horizontal to vertical, was chosen on purpose. Two Specimens were obtained at this roof location, of which the vertically laid part of the waterproofing was exposed to insolation, but the horizontal part was not, as it was covered with polyester felt and a layer of gravel between installation and sampling. Unfortunately, the termination of the transition of the waterproofing from the horizontal to the vertical direction was not carried out according to the rules of the roofing and carpentry trade because of the lack of mechanical fixing at this transition. Additionally, the vertical termination did not have a separating layer of polyester felt between the thermal insulation layer on the attic and the waterproofing. The contractor also failed to cut off the excess waterproofing at the vertical transition at this point. For this reason, at this location, a Specimen of the waterproofing, which was not exposed to the insolation, was also obtained. The sampling location is shown in
Figure 2a. The waterproofing pieces Specimend were prepared for mechanical testing and microscopy.
Figure 2b shows a Specimen of all three membranes prepared for optical microscope thickness measurements. The PVC-P membrane pieces were first cleaned of impurities with 96% ethanol and the cleaned pieces were embedded in Bakelite, the prepared Specimen was finely polished with an abrasive medium before microscopy.
Specimens were taken at the facility, which we have labelled in this article as:
Specimen 1—PVC-P membrane in contact with EPS and exposed to insolation;
Specimen 2—PVC-P membrane in contact with the EPS and not exposed to insolation;
Specimen 3—PVC-P membrane separated from the EPS layer by a layer of polyester felt and not exposed to insolation.
It is also clear from the description of the sampling site that Specimen 1 and 2 were also significantly more temperature-stressed than Specimen 3. The PVC-P membrane was installed in the roof structure of the building 11 years ago.
2.3. Mechanical Testing
In the laboratory, Specimens were prepared for mechanical testing according to EN 12311-2 [
23]. According to this standard, the tensile strength and elongation at break of the Specimen were determined on the prepared Specimens. This test is the static test, as declared by the standard.
A non-standard dynamic test was also carried out on the three Specimens by cyclic tensile loading of the Specimen in the elastic range. Each Specimen was subjected to a cyclic tensile test with 150,000 cycles of a sinusoidal shape in a load range between 300 and 400 N, at a frequency of 1 Hz. After 150,000 cyclic loads, the Specimens were tensile-loaded to rupture, according to EN 12311-2.
Mechanical testing was carried out using a Zwick/Roell Z1010 universal hydraulic machine (Zwick/Roell, Ulm, Germany) with a capacity of 10,000 N. An associated optical extensometer (Zwick/Roell, Ulm, Germany) with an accuracy of 5 μ was used to determine the specific strains in the static tensile tests. For the dynamic tensile tests, the specific strains were measured by means of a cross-head displacement measurement. Zwick TestXpert III software (version 1.6, Zwick/Roell, Ulm, Germany) was used to process the results of the mechanical tests.
2.4. Examination with a Stereo Optical Microscope
The surface condition of the collected PVC-P membrane Specimens was checked using an OLYMPUS SZX10 optical stereo microscope with the associated AnalySIS Auto hardware (Olympus Corporation, Tokyo, Japan). The thicknesses of the Specimens were also measured on a specially prepared Specimen containing pieces of all three PVC-P membranes Specimend, which were embedded in a Bakelite paste and the surfaces finely polished.
2.5. Microstructure Determination and Chemical Analysis by Electron Line Microscopy
The microstructure of the collected PVC-P membrane Specimens was determined using a FEI SEM SIRION 400 NC high resolution field emission scanning electron microscope (FEI Company, Hillsboro, USA). The microscope is equipped for microchemical analysis with an EDS Oxford INCA 350 energy dispersive spectrometer (Oxford Instruments, High Wycombe Bucks, England), which allows qualitative and quantitative microchemical analysis in point, line and by area.
4. Conclusions
The mechanical performance of the waterproofing used for installation in flat roofs is a very important material characteristic based on which the vast majority of investors choose the optimal solution. As we pointed out in the introduction, deformation and breaking force are a priority for waterproofing membranes, in addition to price. This criterion can be misused by contractors when offering a suitable material if they do not take into account the experience and research associated with the lessons learned from practice when selecting the waterproofing offered.
In this paper, we aim to show that mechanical dynamic testing, which is not standardised compared to static tensile testing, can be used to predict the quality of composite materials—PVC-P waterproofing. The most relevant criterion to ensure the use value of a PVC-P waterproofing membrane is the comparison of the values of the breaking force and the fracture shape of the Specimen during the warranty period of the installed material. These properties can be easily checked before the expiry of the warranty period. Brittle fracture and reduction in ductility are certainly undesirable properties.
Our research has shown that tensile testing, which is not required by the standards, can also increase some of the declared properties. These properties can also be misleading in the assessment of the use value. We have found that the increase in elongation at break of aged PVC-P waterproofing membranes may be due to the ageing of the polymer matrix and the increase in its stiffness, which—in cooperation with the curing phase, which is a polyester mesh—may increase the elongation but reduce the breaking force.
The microstructural changes in the aged Specimens of the PVC-P waterproofing membrane exposed to weathering and ageing resulted in a reduction in the ductility of the polymer matrix, while the load-bearing role was completely taken over by the reinforcement, which is the polyester mesh. The composite waterproofing membrane has thus acquired a higher degree of deformation and the load-bearing capacity, represented by the breaking force being reduced. The reduction in the ductility of the polymer matrix in PVC-P waterproofing membranes implies a higher degree of degradation, since the composite, due to the degenerative changes in the material and the effect of wind and temperature loading, develops cracks, which cause a reduction in the primary function, which is watertightness.
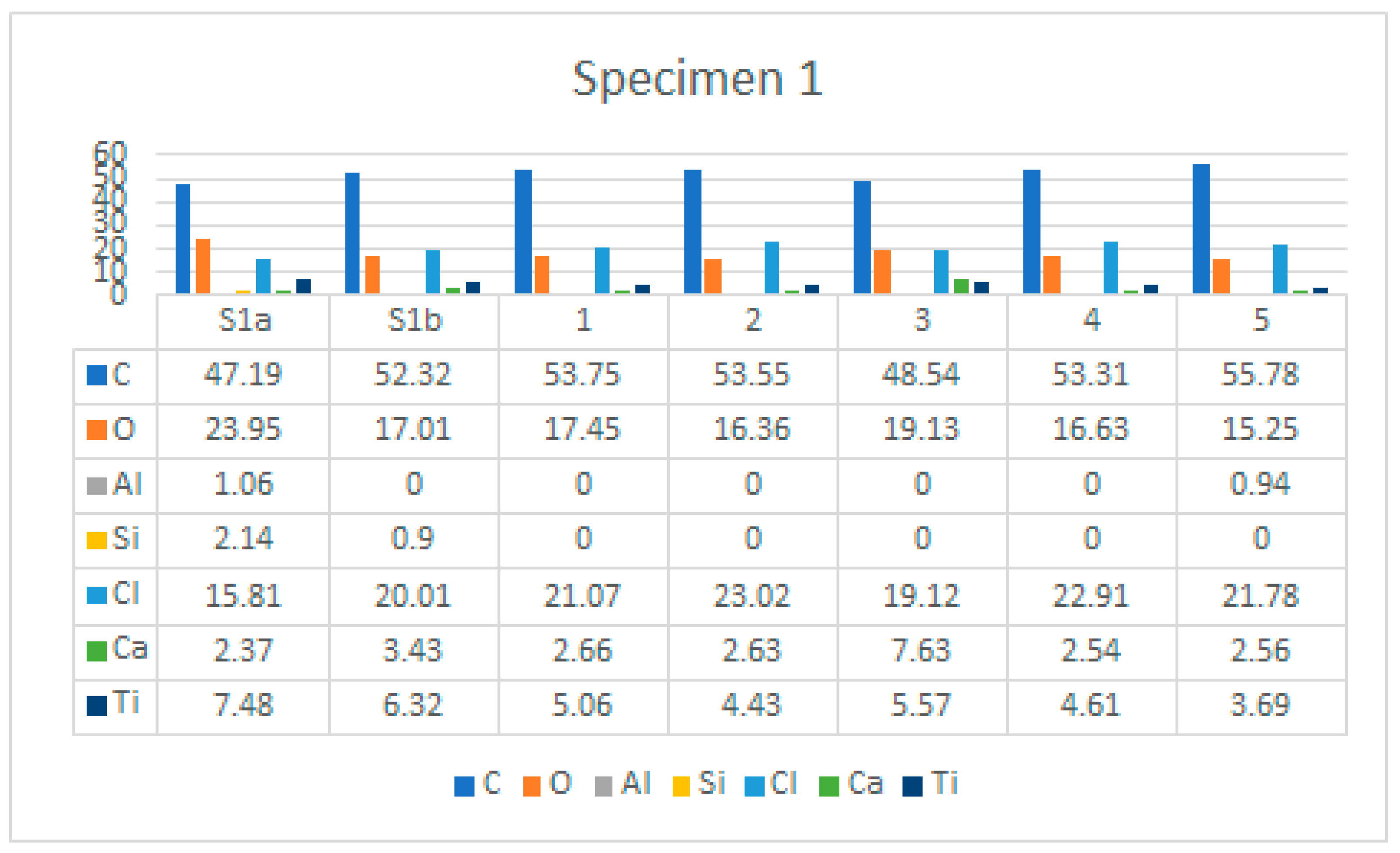
UV irradiation and exposure to temperature changes on PVC-P waterproofing cause changes in the waterproofing and oxidation processes are associated with the loss of mass. Volume changes cause shrinkage which can cause further damage. These changes are reflected in a reduction in the carbon element content. Contact with EPS or XPS thermal insulation is detrimental to PVC-P waterproofing because the modest (too thin) design of the separating layer, which is polyester felt, may cause degenerative changes, which are evident by a reduction in the chlorine element content, which may result from dehydrochlorination and exposure to high temperatures. Interaction with materials such as XPS and EPS also increases the oxygen element content, which is a sure sign of oxidative degeneration. This effect is not yet well understood, but it is an important guideline for the design of flat unventilated roofs to be careful in the selection of appropriate materials.


































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}